labview直线插补
项目六直线与圆弧插补指令的应用
项目六直线与圆弧插补指令的应用项目六直线与圆弧插补指令的应用任务描述:1. 巩固编程步骤2. 掌握绝对坐标编程和相对坐标编程的方法。
3. 掌握定位指令、直线插补指令、圆弧插补指令的使用方法和规则任务分析:本任务进入到数控程序的编制实例讲解,通过一个指明轨迹加工过程,示范一个简单编程范例,达到使学生初步掌握简单轨迹编程的方法。
一般的加工轨迹都是由直线和圆弧组成,而直线与圆弧插补指令则是描绘这样一个加工轨迹的基本指令。
一、绝对坐标编程与相对坐标编程1.1绝对和相对编程模式如图6-1所示图6-1绝对和相对坐标1.绝对坐标(G90):就是以零件上一个公共点(工件坐标原点)作为参考——称为绝对输入的原点。
例如,G90 G01 X+100 Y-50 F300;说明选择G90 绝对模式,数学符号“+”、“—”表示直角坐标系的象限,而不是运动方向;X+100 Y-50表示刀具在程序原点中的刀具位置,而不是刀具运动本身。
2.相对坐标(G91):就是以前一个目标为起点到后一点之间的距离。
例如,G91 G01 X+100 Y-50 F300;数字符号“+”、“—”制定刀具运动方向,而不表示直角坐标系的象限;X+50 Y-50表示刀具在制定方向上的运动距离。
提示:1.绝对模式下,所有的尺寸都是从程序原点开始测量。
2.相对模式下,所有程序尺寸都是制定方向上的间隔距离。
1.2快速定位指令(G00)【指令格式】坐标值:表示移动的终点坐标G00 X___ Y____ Z____;坐标值:表示移动的终点坐标提示:1.该指令只能用于定位,不能用于切削。
2.快速定位的速度由数控机床参数决定。
同时,该指令也不受“F 指令”指明的进给速度影响。
3.定位时各坐标轴为独立控制而不是联动控制。
这样可能导致各坐标轴不能同时到达目标点。
例如:执行G00 X50 Y50;由于X轴与Y 轴同时按照机床参数给定的速度运动,产生X轴先到达位置,Y轴后到达的情况。
信捷直线插补指令代码

信捷直线插补指令代码摘要:1.信捷直线插补指令代码概述2.信捷直线插补指令代码的构成3.信捷直线插补指令代码的应用实例4.信捷直线插补指令代码的优点和局限性正文:一、信捷直线插补指令代码概述信捷直线插补指令代码是一种用于数控机床的高级编程指令,通过该指令,可以实现数控机床在直线方向上的插补运动。
插补运动是指在两个已知点之间,根据指定的插补方式,计算出中间点的坐标,并控制机床按照这些坐标点进行连续运动。
这种运动方式可以提高加工精度和效率,降低加工误差。
二、信捷直线插补指令代码的构成信捷直线插补指令代码由两部分组成:插补方式和插补参数。
1.插补方式:信捷直线插补指令代码支持多种插补方式,如线性插补、二次插补、三次插补等。
不同的插补方式对应着不同的插补精度和计算复杂度。
2.插补参数:插补参数主要包括插补起点和终点坐标、插补段数、插补精度等。
这些参数决定了插补运动的具体形态和效果。
三、信捷直线插补指令代码的应用实例在实际加工过程中,信捷直线插补指令代码可以用于控制数控机床进行各种直线运动,如直线切割、直线车削、直线钻孔等。
例如,在直线切割过程中,通过设置插补起点和终点坐标,以及适当的插补方式和插补参数,可以实现高效、精确的切割效果。
四、信捷直线插补指令代码的优点和局限性信捷直线插补指令代码具有以下优点:1.提高加工精度:插补运动可以实现任意两个已知点之间的连续、平滑运动,有效降低加工误差。
2.提高加工效率:插补运动可以减少机床的无效运动,提高加工效率。
3.灵活性高:支持多种插补方式和参数设置,可以根据实际加工需求进行调整。
然而,信捷直线插补指令代码也存在一定的局限性:1.编程难度较高:需要掌握插补原理和相关参数设置,编程难度相对较大。
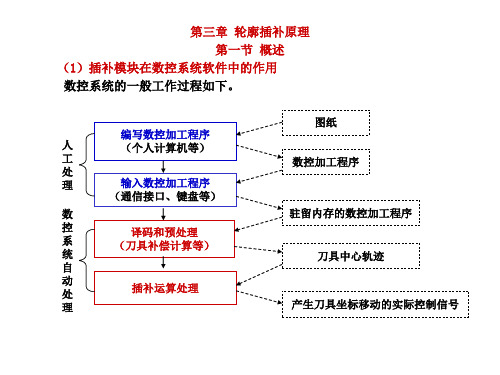
一、插补及其算法 插补:是指在一条已知起点和终点的曲线上进行数
插补: 插补:是指在一条已知起点和终点的曲线上进行 数据点的密化。 数据点的密化。 CNC系统插补功能:直线插补功能 系统插补功能: 系统插补功能 圆弧插补功能 抛物线插补功能 螺旋线插补功能
淮海工学院
8.1
插补原理
直线和圆弧插补功能插补算法: 直线和圆弧插补功能插补算法:
⑴逐点比较法直线插补的象限与坐标变换 线 G01 型 偏 差 判 别 F≥0 F<0 象 2 限 3
1
4
+X +Y
+Y - X
-X -Y
-Y +X
淮海工学院
8.1
插补原理
(2)逐点比较法圆弧插补象限与坐标变换 )
象 线 型 偏差判别 F≥0 G02 G03 F<0 F≥0 F<0 1 -Y +X -X +Y 2 +X +Y -Y -X 3 +Y -X +X -Y 限 4 -X -Y +Y +X
淮海工学院
或半闭环)CNC系统的加减速控制 二、闭环(或半闭环 闭环 或半闭环 系统的加减速控制
前加减速控制: 前加减速控制 (1)稳定速度和瞬时速度 ) (2)线性加减速处理 ①加速处理 )
②减速处理 ③终点判别处理
8.1
插补原理
图8-2 逐点比较法直线插补轨迹
淮海工学院
8.1
插补原理
2.逐点比较法圆弧插补 逐点比较法圆弧插补
(1)判别函数及判别条件 ) (2)进给方向判别 ) (3)迭代法偏差函数F的推导 )迭代法偏差函数 的推导 (4)逐点比较法圆弧插补终点判别 )
淮海工学院
8.1
插补原理
⒊ 坐标变换及自动过象限处理
1--插补的基本概念、脉冲增量插补与数据采样插补的特点和区别、逐点比较法的基本原理、直线插补和圆弧插补

开始 偏差判别
坐标进给
偏差计算 到达终点? Y 结束 N
一、逐点比较法Ⅰ象限直线插补 Y 位置偏差计算 设有第一象限直线OE,起点O为坐标系原点, 终点为E(Xe,Ye),坐标系中各点坐标的单位 为脉冲当量数。 假设在直线OE附近有一个动点N(Xi,Yi), 则该点相对于轮廓OE的位置偏差,可以用轮廓终 点E的位矢和动点N的位矢与X轴的夹角正切差来 O 表示。即
Y F>0 E(Xe,Ye)
F<0
O X
综合上述讨论,有如下结论。 ① 偏差值 Fi = XeYi - XiYe ② 当 Fi ≥ 0 时,动点在直线上,或在直线上方区域,应该向 +X 方向进 给一步; ③ 当 Fi < 0 时,动点在直线下方区域,应该向 +Y 方向进给一步。
据此可设计出逐点比较法直线插补的计算流程如下。
数据采样插补算法 根据数控加工程序所要求的进给速度,按照插补周期的大小,先将零件轮 廓曲线分割为一系列首尾相接的微小直线段,然后输出这些微小直线段所对应 的位置增量数据,控制伺服系统实现坐标轴进给。 采用数据采样插补算法时,每调用一次插补程序,数控系统就计算出本插 补周期内各个坐标轴的位置增量以及各个坐标轴的目标位置。 随后伺服位置控制软件将把插补计算求得的坐标轴位置与采样获得的坐标 轴实际位置进行比较求得位置跟踪误差,然后根据当前位置误差计算出坐标轴 的进给速度并输出给驱动装置,从而驱动移动部件向减小误差的方向运动。
当前 位置 误差 实际 位置
插补模块
目标 位置
调整运算
进给 速度
驱动装置 测量元件
工作台
位置控制软件
特点: ① 每次插补运算的结果不再是某坐标轴方向上的一个脉冲,而是与各坐标 轴位置增量相对应的几个数字量。此类算法适用于以直流伺服电机或交流伺服 电机作为驱动元件的闭环或半闭环数控系统。 ② 数据采样插补程序的运行时间已不再是限制加工速度的主要因素。加工 速度的上限取决于插补精度要求以及伺服系统的动态响应特性。
信捷直线插补指令代码

信捷直线插补指令代码(最新版)目录1.信捷直线插补指令代码概述2.信捷直线插补指令代码的构成3.信捷直线插补指令代码的应用实例4.信捷直线插补指令代码的优点与局限性正文一、信捷直线插补指令代码概述信捷直线插补指令代码,是一种在数控机床上实现直线插补运动的控制指令。
通过该指令,可以实现数控机床在 X、Y、Z 轴方向上的直线插补运动,从而实现对工件的精确加工。
在实际应用中,信捷直线插补指令代码具有较高的可靠性和稳定性,有助于提高加工效率和加工质量。
二、信捷直线插补指令代码的构成信捷直线插补指令代码主要由以下几部分组成:1.插补方式:信捷直线插补指令代码支持直线插补、圆弧插补和复合插补等多种插补方式,可以根据加工需求进行选择。
2.插补轴:信捷直线插补指令代码可以控制 X、Y、Z 三个轴向的插补运动,用户可以根据加工需求选择需要控制的轴向。
3.插补距离和方向:信捷直线插补指令代码可以通过设定距离和方向来控制插补运动的具体参数,以实现对工件的精确加工。
4.插补速度:信捷直线插补指令代码可以通过设定插补速度来控制插补运动的快慢,以适应不同加工场景的需求。
三、信捷直线插补指令代码的应用实例在实际加工过程中,信捷直线插补指令代码可以应用于各种直线插补运动控制场景,例如:1.车削加工:在车削加工过程中,可以通过信捷直线插补指令代码实现车刀在工件上的直线插补运动,以实现对工件的精确车削。
2.铣削加工:在铣削加工过程中,可以通过信捷直线插补指令代码实现铣刀在工件上的直线插补运动,以实现对工件的精确铣削。
3.钻孔加工:在钻孔加工过程中,可以通过信捷直线插补指令代码实现钻头在工件上的直线插补运动,以实现对工件的精确钻孔。
四、信捷直线插补指令代码的优点与局限性信捷直线插补指令代码具有以下优点:1.插补精度高:信捷直线插补指令代码可以实现高精度的插补运动,有助于提高加工质量。
2.插补方式多样:信捷直线插补指令代码支持多种插补方式,可以根据加工需求进行灵活选择。
1--插补的基本概念、脉冲增量插补与数据采样插补的特点和区别、逐点比较法的基本原理、直线插补和圆弧插补
数据采样插补算法 根据数控加工程序所要求的进给速度 按照插补周期的大小, 数控加工程序所要求的进给速度, 插补周期的大小 根据数控加工程序所要求的进给速度,按照插补周期的大小,先将零件轮 廓曲线分割为一系列首尾相接的微小直线段 首尾相接的微小直线段, 廓曲线分割为一系列首尾相接的微小直线段,然后输出这些微小直线段所对应 位置增量数据,控制伺服系统实现坐标轴进给。 的位置增量数据,控制伺服系统实现坐标轴进给。 采用数据采样插补算法时,每调用一次插补程序,数控系统就计算出本插 采用数据采样插补算法时,每调用一次插补程序,数控系统就计算出本插 补周期内各个坐标轴的位置增量以及各个坐标轴的目标位置 以及各个坐标轴的目标位置。 补周期内各个坐标轴的位置增量以及各个坐标轴的目标位置。 伺服位置控制软件将把插补计算求得的坐标轴位置与采样获得的坐标 随后伺服位置控制软件 随后伺服位置控制软件将把插补计算求得的坐标轴位置与采样获得的坐标 轴实际位置进行比较求得位置跟踪误差,然后根据当前位置误差计算出坐标轴 轴实际位置进行比较求得位置跟踪误差,然后根据当前位置误差计算出坐标轴 当前位置误差 的进给速度并输出给驱动装置,从而驱动移动部件向减小误差的方向运动。 的进给速度并输出给驱动装置,从而驱动移动部件向减小误差的方向运动。
(2)数控机床的运动特点 在数控机床中,刀具的基本运动单位 脉冲当量, 基本运动单位是 ① 在数控机床中,刀具的基本运动单位是脉冲当量,刀具沿各个坐标轴方 向的位移的大小只能是脉冲当量的整数倍 脉冲当量的整数倍。 向的位移的大小只能是脉冲当量的整数倍。 因此,数控机床的运动空间被被离散化为一个网格区域 网格区域, 因此,数控机床的运动空间被被离散化为一个网格区域,网格大小为一个 脉冲当量,刀具只能运动到网格节点的位置。 脉冲当量,刀具只能运动到网格节点的位置。 如下图所示。 如下图所示。
直线插补
fData = sqrt( ( iTmp1 * iTmp1 ) + ( iTmp2 * iTmp2 ) ); //计算直线长度
//计算直线夹角的正弦与余弦值
g_tLinePolPara.CosD = ( iXEnd - iXStart )/ fData;
//确定X轴插补方向
if( ( iXEnd - iXStart ) > 0 )
{
g_tLinePolPara.XDir = 1; //正向
}
else
{
g_tLinePolPara.XDir = 0; //反向
}
//确定Y轴插补方向
if( ( iYEnd - iYStart ) > 0 )
{
g_tLinePolPara.YDir = 1; //正向
g_tLinePolPara.SinD = ( iYEnd - iYStart ) / fData;
//起点x,y坐标
g_tLinePolPara.CurX = iXStart;
g_tLinePolPara.CurY = iYStart;
//终点x,y坐标
g_tLinePolPara.EndX = iXEnd;
{
g_tLinePolPara.IncY = g_tLinePolPara.EndY - g_tLinePolPara.CurY + g_tLinePolPara.IncY;
g_tLinePolPara.CurY = g_tLinePolPara.EndY;
g_tLinePolPara.Flag = 1; //置插补完成标志
ethercat 直线插补 原理

ethercat 直线插补原理EtherCAT 直线插补原理介绍EtherCAT(以太CAT)是一种高速实时以太网通信协议,用于现场总线系统。
直线插补是在机床控制系统中常用的一种运动控制技术,它可以将多个点之间的平滑曲线插值为一系列线性插值点,从而实现精确的加工路径。
本文将以浅薄的角度解释 EtherCAT 直线插补的原理。
什么是直线插补直线插补是一种插补运动的方式,通过定义起点和终点,并指定一系列中间点,计算出使工具在这些点之间移动的线性路径。
这种方式在工业自动化领域中非常常见,尤其在数控机床系统中广泛应用。
EtherCAT 协议简介EtherCAT 是一种高性能实时以太网通信协议,其关键特点是通过一个主站实现多个从站的同步通信。
在 EtherCAT 网络中,主站负责发送指令和接收数据,而从站则负责接收指令并执行相应的动作。
EtherCAT 直线插补的原理EtherCAT 直线插补的原理是通过主站发送插补指令给从站,从站根据指令进行相应的插补计算,并将计算结果返回给主站。
主站和从站之间的通信是通过 EtherCAT 协议进行的。
插补算法在 EtherCAT 直线插补中,有多种插补算法可以选择,常见的有线性插值、梯形插值和圆弧插值。
在这些算法中,线性插值是最简单的一种方法。
它通过计算起点和终点之间的线性路径,并根据运动速度和加速度控制工具的运动。
控制器的角色在 EtherCAT 直线插补系统中,主站充当控制器的角色,从站则是执行器。
主站负责生成插补指令,并将其发送给从站进行执行。
从站接收并解析指令,根据指令计算插补路径,并控制执行器按照路径移动。
实时性要求EtherCAT 直线插补系统的一个重要特点是实时性要求高。
在实际应用中,对于加工路径的精细度和速度要求都很高,因此控制指令的传输和执行都需要在严格的时间约束下完成。
总结EtherCAT 直线插补是一种在工业自动化中广泛应用的运动控制技术。
通过使用高性能实时以太网通信协议,主站可以发送插补指令给从站,并实现精确的加工路径控制。