自动硅烷柜钢瓶更换操作流程
BSGS操作手册

12 由鋼瓶閥至調壓閥依序 13 適當調整調壓閥至所需之製程壓力 14 由調壓閥依序開啟至 BSGS 出口閥 15 檢視顯示數據是否正常 16 確認製程供應正常 17 復歸完畢 長期(1 週以上)應變措施: 1 檢視設備供氣系統是否正常 2 記錄設備之顯示數據以及參數設定值 3 關閉鋼瓶閥 4 將 BSGS 盤面至 VMB 或機台之主管路吹淨 5 利用換裝鋼瓶模式將鋼瓶卸下並將鋼瓶安置至儲藏櫃 6 將鋼瓶接頭封住 7 導入 75~90 PSI 之 P-N2 至管路中
紧急切断程序:
在正常供氣中,偶爾會發生一些緊急事故,例如火警、地震、 氣體洩漏或壓力異常等等。此時應該立即停止危險性氣體繼續 供應,以避免災害擴大。 因此;本系統設計有現場/遠距緊急 關斷控制功能(Local / Remote Emergency Shut-Off)。 現場緊急關斷 ( Local ESO ) 當緊急狀況發生時,操作人員若正在供氣設備附近,可就近按 下控制器 上的紅色緊急關斷按鈕開關。其為壓按鎖定順旋回復 式設計,並設有誤觸保 護環。按下此按鈕後,系統內所有的控 制閥將立即關閉,裝置於鋼瓶上的氣瓶閥關斷裝置也將立刻關 閉。此時畫面及燈號將顯示停止供氣訊息(Shutdown)。 此一 緊急關斷操作邏輯為第一優先控制,無論系統正處於任何模式 均可 立即關閉系統。 當狀況解除後,必須先將該緊急關斷按 鈕開關依順時鐘方向轉動,令其 彈回原來位置再按下畫面右下 角的警報復歸鍵將系統恢復至待命模式。
PT1 (L/R) 左/右側 鋼瓶端壓力值(一次側壓) PT2 (L/R) 左/右側 輸出端壓力值(二次側壓) PT3 排放管路壓力值 PT4 吹淨氮氣供給壓力值與N2 高壓測漏供給壓力值
硅烷钢瓶更换步骤
1.排尽特气Vent Special Gas 关闭钢瓶阀门,关闭AV3, 打开真空发生器, 打开AV5,从低压端 排 净管路内残余气体,大致30秒. 2.保负压测漏 Security vacuum waste detection 关闭AV5,AV2大概30分钟,保负压测漏,看钢瓶阀是否关紧. 3.前段吹扫 pre-purge 打开低压PN2,进行管路吹扫.打开AV7,打开AV4从高压端抽,边 抽边吹扫,持续大概30秒.关闭AV7,然后冲入氮气,再排净,重复大概 50~100次左右,关闭AV4,AV1, 4.更换钢瓶 Cylinder Exchange 关闭AV1N,打开AV7,更换钢瓶, 5.排放废弃 Vent Gas 关闭AV7,打开AV1,AV4,从高压端抽净管路内气体,
硅烷柜说明书

5。
行动5.1操作概述煤气柜是在同一时间,操作简便,非常灵活。
信息通过触摸屏一应俱全。
功能启动时容易出现在运营商提示时尚。
自动报警启动的动作发生,以确保安全和多方面的纯度。
下面是一个一些内阁操作的高点的名单。
·需求点使用的工具或阀组箱的自动交付。
·缸变化线路维护等用途的自动清洗周期。
·连续安全监测。
·有意义的互动操作界面提示。
·连续状态显示。
·的内阁用户配置。
·吹扫周期运行参数的用户定义。
·用户建立报警设置。
·显示所有的测量需求。
·手动功能。
·维护操作。
5.1.1显示触摸屏气柜操作触摸屏,居住在机柜的顶部,允许运营商容易理解的操作和快速识别操作系统的问题。
运营商触摸屏是一个PROFACE(AST3501-T1),它包含一个过程的图形显示气体面板,圆柱和清除状态,报警和控制器状态,报警开关和选择窗口。
以红色表示,表示绿色,开阀关闭阀门。
运营商触摸屏显示系统通电时显示主屏幕5.1.2主菜单位于屏幕右侧的选择窗口,旨在使运营商快速地选择和启动功能。
它的设计也以交互方式导致通过选择过程中的运营商通过适当的提示。
这是通过通过层状菜单。
主菜单显示在屏幕上显示在每个主要类别中,有一数子菜单和/或子功能。
从一般到具体,功能出发可以快速,轻松地完成选择。
选择所需的功能完成最低中风。
分层菜单还允许保护功能的某些模式,从激活比其他人才。
每个主要功能类别是由密码保护。
只给予的个人密码可以进入模式和选择功能。
以下页面显示整个菜单的概述。
5.1.3报警发生报警和控制器状态框位于屏幕底部,并显示当前状态的过程中面板,关机报警和故障报警。
5.1.4输入密码1此屏幕显示当接通特气柜和PLC连接成立。
2。
当按下后,会出现键盘。
3。
当出现以上屏幕时,输入密码(4位数),访问控制系统。
4。
有两种类型的密码,访问该系统的控制和其他站气体的过程。
硅烷储罐 流程

硅烷储罐流程
硅烷储罐流程如下:
1、确认仪表能正常使用。
2、投用硅烷储罐氮封。
3、计算好硅烷桶的填充数量,将桶运至现场。
4、把硅烷卸桶泵、硅烷桶和储罐卸料管线相连好。
5、把硅烷卸桶泵的气源管线连接好,投用硅烷桶氮封,打开卸料线上的手阀。
6、启动打开卸桶泵气源,气动泵,打开卸料气动阀将硅烷全部加入到储罐中。
7、关闭卸桶泵气源,关闭卸料气动阀和手阀,脱开硅烷卸桶泵、硅烷桶和储罐卸料管线连接,清理现场。
8、储罐内部温度、压力监控。
9、气体取样分析。
10、数据反馈至中控室。
11、中控室发出指令。
12、执行机构调整储罐内部环境。
自动硅烷柜钢瓶更换操作流程

自动硅烷柜钢瓶更换操作流程自动硅烷柜钢瓶更换操作流程当硅烷气瓶高压小于120psi时,需要更换钢瓶。
由于硅烷易燃易爆,操作不当极易造成火灾和爆炸,危机生命和财产安全。
因此,气瓶更换必须严格按照此操作流程执行。
且需要对每个人操作的执行进行确认,以杜绝可能发生的因操作不当引起的设备和人员伤害。
设备操作时,由3人完成:一人负责操作,一人按步唱票及确认,主管负责指导及安全防护。
注意:首先确认被更换的钢瓶不在供应状态,满足钢瓶更换操作,以下除确认外,由计算机自动完成。
序号步骤操作内容确认1 佩戴防护装备三人同时戴上防火手套及防毒面具2 关闭钢瓶阀门拔掉软管,关掉气动阀旋转开关3 换瓶前第一次吹扫抽空主阀门后的管道内的硅烷,是多个循环过程。
4 管道及主阀门泄漏检测检查管道是否有泄漏,检查钢瓶主阀门是否彻底关掉5 换瓶前第二次吹扫抽空主阀门后的管道内的硅烷,是多个循环过程。
6 更换钢瓶卸旧钢瓶:在操作屏报警和提示吹扫完成后,将原钢瓶从系统拆下,注意拆卸时不得碰到钢瓶阀门。
钢瓶移出后,用原钢瓶堵头堵住接头,移出至空瓶存放区。
上新钢瓶:将新钢瓶移至指定钢瓶区并就位,用专用钳剪开封口铁丝(注意主阀门处于关闭),旋开封口螺母,更换密封垫片后,将钢瓶接入系统。
7 换瓶后第一次吹扫在屏幕上点击换瓶确认后,系统通过反复的充氮和抽空,将瓶阀门后的管路里的空气置换后抽干净。
8 管道充氮保压通过在管路充高纯氮气的方式,检查管路和钢瓶是否泄漏9 换瓶后第二次吹扫、抽空通过反复的充氮和抽空,将钢瓶阀门后的管路管路里的气体置换后抽干净,完成后执行下一步。
10 开钢瓶阀门前确认确认调压阀已经关闭11 开钢瓶阀门在调节阀处于关闭状态情况下,打开气动阀旋转开关,将软管插入气动阀内,12 调节一级调压阀将调压阀调到合适的压力并进行确认13 调节二级调压阀将调压阀调到合适的压力并进行确认14 供气完成进入供气模式钢瓶编号:主管:操作人:确认人:日期/时间:。
硅烷系统安全规范
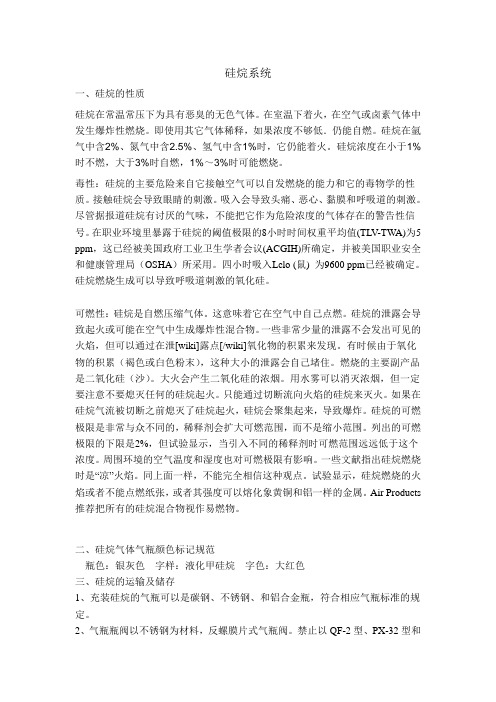
硅烷系统一、硅烷的性质硅烷在常温常压下为具有恶臭的无色气体。
在室温下着火,在空气或卤素气体中发生爆炸性燃烧。
即使用其它气体稀释,如果浓度不够低.仍能自燃。
硅烷在氩气中含2%、氮气中含2.5%、氢气中含1%时,它仍能着火。
硅烷浓度在小于1%时不燃,大于3%时自燃,1%~3%时可能燃烧。
毒性:硅烷的主要危险来自它接触空气可以自发燃烧的能力和它的毒物学的性质。
接触硅烷会导致眼睛的刺激。
吸入会导致头痛、恶心、黏膜和呼吸道的刺激。
尽管据报道硅烷有讨厌的气味,不能把它作为危险浓度的气体存在的警告性信号。
在职业环境里暴露于硅烷的阈值极限的8小时时间权重平均值(TLV-TWA)为5 ppm,这已经被美国政府工业卫生学者会议(ACGIH)所确定,并被美国职业安全和健康管理局(OSHA)所采用。
四小时吸入Lclo (鼠) 为9600 ppm已经被确定。
硅烷燃烧生成可以导致呼吸道刺激的氧化硅。
可燃性:硅烷是自燃压缩气体。
这意味着它在空气中自己点燃。
硅烷的泄露会导致起火或可能在空气中生成爆炸性混合物。
一些非常少量的泄露不会发出可见的火焰,但可以通过在泄[wiki]露点[/wiki]氧化物的积累来发现。
有时候由于氧化物的积累(褐色或白色粉末),这种大小的泄露会自己堵住。
燃烧的主要副产品是二氧化硅(沙)。
大火会产生二氧化硅的浓烟。
用水雾可以消灭浓烟,但一定要注意不要熄灭任何的硅烷起火。
只能通过切断流向火焰的硅烷来灭火。
如果在硅烷气流被切断之前熄灭了硅烷起火,硅烷会聚集起来,导致爆炸。
硅烷的可燃极限是非常与众不同的,稀释剂会扩大可燃范围,而不是缩小范围。
列出的可燃极限的下限是2%,但试验显示,当引入不同的稀释剂时可燃范围远远低于这个浓度。
周围环境的空气温度和湿度也对可燃极限有影响。
一些文献指出硅烷燃烧时是“凉”火焰。
同上面一样,不能完全相信这种观点。
试验显示,硅烷燃烧的火焰或者不能点燃纸张,或者其强度可以熔化象黄铜和铝一样的金属。
EPISTAR BSGS(NH3)钢瓶更换SOP

BSGS (NH3) CHANGE CYLINDERBSGS(NH3)更換鋼瓶1. PURPOSE 目的A. 這個標準作業程序書SOP的目的,是為使特殊氣體TGM人員在更換BSGS(NH3)鋼瓶作業時,有共同共識的標準作業程序,使作業時達到零傷害零風險,以兼顧氣瓶櫃品質及TGM安全之目標.。
B. 在更換BSGS(NH3) 鋼瓶作業工作期間,檢查確認差壓計數值與氣瓶櫃是否異常。
需注意之事項及操作方法。
2. SCOPE範圍針對於EPISTAR 現場TGM人員操作時採用這個標準作業程序,實行必要性的資訊,對於安全及有效率地控制。
適用的系統z BSGS(NH3)適用的人員z實行此項工作的授權人需經內部教育訓練三個月以上,並具認證通過者。
Approved審核Checked校驗Issue發佈選模式:Cylinder Replacement Mode工作程式程式/檢查貳、執行步驟:4. 加熱帶移除z 再次確認更換側:於確認後依序將兩組加熱帶於鋼瓶上拆下。
5. 手閥開關確認z 請檢查手閥已經確實關閉。
6. 移除接地線夾、溫度感應Senso r。
工作程式程式/檢查7. 使用扳手移除Pigtail 。
8. 檢查是否有微量N2。
9. 取下舊的Gasket。
工作程式程式/檢查10. 蓋上CAP 確實鎖緊瓶頭。
11. 蓋上閥頭護蓋。
12. 解開鋼瓶固定索。
13. 開啟Pigtail Box後方手拉門確認,檢查鋼瓶周圍是否無連結物,確認後開始吊運新舊瓶進行更換。
14. 新舊瓶更換完成後,使用固定索固定瓶身。
15. 移除鋼瓶閥頭護蓋。
16. 確認手動閥已確實關閉。
17. 移除CAP。
請注意:留意是否有氣聲發出,若有氣聲請立即將CAP蓋回,重新檢查手閥是否緊閉,若無法排除,請通知鋼瓶供應商進行處理。
18. Pigtail 試裝,檢查是否能順利的銜接鋼瓶。
19. 換上新的手套拿取新的Gasket。
20. 將Gasket穩妥的安裝於接頭上。
自动气柜操作手册
自 动 气 柜操 作 手 册目录一 、 界 面 介 绍 ................................................................................................... 1 二 、 操 作 权 限 获 取 与 取 消 ........................................................................... 3 三 、 参 数 设 置 ................................................................................................... 5 四 、 PT 传 感 器 自 动 校 零 ( 以 左 操 作 为 例 ) ...................................... 10 五 、 手 动 操 作 ( 以 左 操 作 为 例 ) ........................................................... 14 六 、 吹 扫 操 作 ( 以 左 操 作 为 例 ) ........................................................... 16 6.1 泄 压 ..................................................................................................... 17 6.2 第 一 次 吹 扫 ....................................................................................... 19 6.3 负 保 压 ................................................................................................ 21 6.4 第 二 次 吹 扫 ....................................................................................... 23 6.5 换 瓶 ..................................................................................................... 24 6.6 第 三 次 吹 扫 ....................................................................................... 26 6.7 正 保 压 ................................................................................................ 27 6.8 第 四 次 吹 扫 ....................................................................................... 30 6.9 吹 扫 完 成 ........................................................................................... 31 6.10 供 气 准 备 ......................................................................................... 33 6.11 供 气 ................................................................................................... 35 七 、 系 统 设 置 ................................................................................................. 36 八 、 报 警 系 统 ................................................................................................. 38-1-一、界面介绍SIH4 气 柜 与 NH3 气 柜 相 比 ,增 加 了 高 压 保 压 ,减 少 了 管 线 伴 热 和 钢 瓶 加 热 、 钢 瓶 称 重 功 能 , 其 他 操 作 一 致 。
二氧化碳钢瓶SOP

二氧化碳钢瓶更换SOP
一、钢瓶的更换必须在二氧化碳钢瓶换气记录表上填写记录
二、钢瓶更换后应立刻补上分类标签,并用链子将钢瓶固定
三、钢瓶更换后高压表读数应控制在低压表度数控制在
四、钢瓶的每次更换必须使用生胶带与配套的扳手
五、钢瓶更换时应先关闭所有阀门,确认各个接口完全密封连接后,先开钢瓶阀门,后开减压阀阀门
六、阀门开启应注意,不可一下开过大,二氧化碳汽化过快,温度骤降易造成管道收缩从而引起堵塞
七、空瓶换下后应放置在替换的钢瓶原位置,不可移除防爆柜
八、钢瓶防爆柜内严禁堆放其他物品
九、钢瓶更换后三天内应每天进行检查,确保无漏气,堵塞情况出现
十、钢瓶的气压检查每周一进行,检查人需在钢瓶气压记录表上填写详细记录。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
自动硅烷柜钢瓶更换操作流程
当硅烷气瓶高压小于120psi时,需要更换钢瓶。
由于硅烷易燃易爆,操作不当极易造成火灾和爆炸,危机生命和财产安全。
因此,气瓶更换必须严格按照此操作流程执行。
且需要对每个人操作的执行进行确认,以杜绝可能发生的因操作不当引起的设备和人员
伤害。
设备操作时,由3人完成:一人负责操作,一人按步唱票及确认,主管负责指导
及安全防护。
注意:首先确认被更换的钢瓶不在供应状态,满足钢瓶更换操作,以下除确认外,由计算机自动完成。
序号步骤操作内容确认
1 佩戴防护装备三人同时戴上防火手套及防毒面具
2 关闭钢瓶阀门拔掉软管,关掉气动阀旋转开关
3 换瓶前第一次吹扫抽空主阀门后的管道内的硅烷,是多个循环过程。
4 管道及主阀门泄漏检测检查管道是否有泄漏,检查钢瓶主阀门是否彻底关掉
5 换瓶前第二次吹扫抽空主阀门后的管道内的硅烷,是多个循环过程。
6 更换钢瓶卸旧钢瓶:在操作屏报警和提示吹扫完成后,将原钢瓶从系统拆下,注意拆卸时不得碰到钢瓶阀门。
钢瓶移出后,用原钢瓶堵头堵住接头,移出至空瓶存放区。
上新钢瓶:将新钢瓶移至指定钢瓶区并就位,用专用钳剪开封口铁丝(注意主阀门处于关闭),旋开封口螺母,更换密封垫片后,将钢瓶接入系统。
7 换瓶后第一次吹扫在屏幕上点击换瓶确认后,系统通过反复的充氮和抽空,将瓶阀门后的管路里的空气置换后抽干净。
8 管道充氮保压通过在管路充高纯氮气的方式,检查管路和钢瓶是否泄漏
9 换瓶后第二次吹扫、抽空通过反复的充氮和抽空,将钢瓶阀门后的管路管路里的气体置换后抽干净,完成后执行下一步。
10 开钢瓶阀门前确认确认调压阀已经关闭
11 开钢瓶阀门在调节阀处于关闭状态情况下,打开气动阀旋转开关,将软管插入气动阀内,
12 调节一级调压阀将调压阀调到合适的压力并进行确认
13 调节二级调压阀将调压阀调到合适的压力并进行确认
14 供气完成进入供气模式
钢瓶编号:
主管:操作人:确认人:日期/时间:。