机床控制参数表DOC
数控机床参数及设置

数控机床参数及设置数控机床参数及设置首先要了解的题目是:什么是机床参数,为什么要设置参数。
数控系统制造厂家的用户是机床制造厂家,而不是使用机床的终极用户,机床厂往向数控装置厂家往买数控装置。
当然,也有些机床厂家是自己制造数控装置,不用往买别人的数控系统。
但是不管怎么说,从设计、试制、最后制造生产品,都希看这种数控系统或者说数控装置,能用在各式各样机床上,这样,自己的用户就多了,市场占有就大了。
为此,数控装置制造厂家为了适用面广,而为数控装置预留了很大的适应范围的余地,或者说,留了很多空缺点,要用户根据自己的需要往填写,以便适应自己设计,制造的机床。
例如某一个轴的加减速时间,跟随误差大小;还有一些是机床制造厂在调试过程中来决定的参数,如:正反向间隙,螺距的补偿等等。
当然,有些参数是数控装置制造厂家自己来规定的,比如:你所买的系统应是几轴联运,以及其他的一些规定参数。
还有一部分可以由终极用户根据必要的情况进行适当的修改的。
数控系统有一些是全数字化的,在进行调节器运算时,必须有一些参数,如比例放大系数,微分时间常数,积分时间常数等等都必须事先设定,当程序进行到这里,往查参数就可以了。
这些参数也是可以在一定范围内变化的。
总之,数控装置参数是非常重要的。
它所以重要,一方面了解和把握了参数,就给使用和更好的发挥机床性能上很大的帮助,另一方面在维修中,很多软件的题目,就是出在参数上,了解与把握参数,就可以维修一些软件的故障。
参数的种类很多,有些参考书中对它进行了分类,分为状态型,比率型,真实值型等,还可以从另一个角度分为数控装置制造商对用户的保密参数,和可以告诉用户参数含义的参数。
不管怎么说,我们确实还有很多参数弄不清楚,对于现场维修职员来说,把上千个参数都弄的明明白白是不可能的,一方面是没有资料,另一方面是没有那么多时间往研究它。
这个任务留给科研院所往做吧!对于现场维修职员,又必须弄懂一些最基本的参数,所以,我们根据维修手册提供的,以及历次这些至公司培训的记录,整理出来,供大家参考。
CAK6150D参数表(0 TD)

*
8163
1636
*
8164
4
8165
4856
8174
4000
8184
4
8185
500
*
8186
1622
*
8198
17920
*
8200
00000010
8203
00001000
8204
00000110
8206
01000100
8210
00000010
8220
8
8222
-111/111
*
111
8223
12500
12500
REF.COUNTER
4000
4000(3000)
注:
1、括号()内的值是为1.5米机床用的。
2、标记*表示该参数值可以现场调整,调整值栏空白时为参数值。
3、标记S是调速主轴的设定参数,没有调速主轴时不检查此参数。
4、标记S*表示该主轴参数可以现场调整。
5、表中未列出的参数均未0.
00000001
0060
00000101
0070
10000000
0074
00000000
0077
00010000
0100
2
0101
2
0108
S*
0109
0
U
0111
0
0112
1
0113
0
0114
0
0120
0
0121
100
0130
1
0131
2
0132
3
0133
4
齿轮机床参数(表)
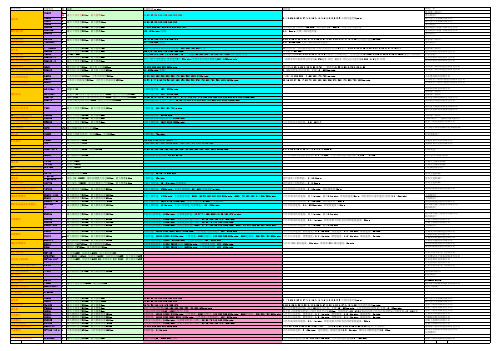
MKSJ1632(×10) 1
ME1332A 外圆磨床 MW1320B MW1332B M1332B×500 M2120A 内圆磨床 M2110C MK2110/J MK2110 MK215 EBW-4GE WG-DZW-6C EBM-06L/201-V2 (同时焊4工件) UFD-GC J4-001 …?… SRS410 Y7125A NHS200-CNC-4 ZX7550CW Y3150H Y3180J YWA4232 YP5150A Y5132A M2110C M2120A MW1332B MW1420B YB6012/PC
主轴转速(r/min) 40/50/63/80/100/125/160/200/250
进给量
0.4/0.56/0.63/0.87/1/1.16/1.41/1.6/1.8/2.5/2.9/4(轴向进给量mm/r) 40/50/63/80/100/125/160/200 77/100/126/157/193/248/319/393/488 120~540r/min(无级) 55/70/90/110/140/175/225/270 50~400r/min(无级) 插齿刀主轴每分钟的往复行程数:200/315/425/600次/分 255/340/450/600/795/1050(str/min) 低速:300/340/385/470/575/650/735 高速:460/521/589/720/880/994/1126(双行程数/分钟) 插齿刀的平均线速度,推荐选用24~30m/min;本机床允许的冲程数为150~1250str/min 80/100/125/160/200/250r/min 60~600r/min(无级) 60/80/110/150/200/280/350/470/660/900/1200/1700r/min 30/37.5/47.5/60/75/95/118/150/190/235/300/375/475/600/750/950/1180/1500r/min 径向进给量不要低于4mm/min;轴向进给量1~5mm/r,可适当加大进给量 0.1~5mm/r(无级)(轴向进给量) 0.20/0.26/0.30/0.38/0.48/0.56/0.67/0.80/1.00/1.27/1.48/1.85(径向进给速度mm/min) 0.2~500mm/min(无级)(Z轴滑板移动速度)
5、标准机床参数的设定

标准机床参数的设定1)多次按压MDI键盘上的[SYSTEM]按键,直至屏幕横向功能条出现[参数设定],通过对应横向软键选择,选择后,画面跳转为[参数设定支援]画面。
2)移动光标至[轴设定],通过横向软件选择[操作]---[初始化]---出现[是否设定初始值?]---选择[执行],系统自动将轴设定中的相关参数设定为标准值。
3)设定完成后,将跳转至[报警信息]画面,并增加了[PW0000 必须关断电源]的报警,忽略此报警,再次选择[SYSTEM]按键,进入[参数设定支援]画面,移动光标至[轴设定]处,通过横向软键选择[操作]---[选择],进行以下标准参数设定。
轴设定参数设置列表参数号参数名称参数中文注解设定值1006#3 X DIA 各轴的移动指令为:0: 半径指定。
1: 直径指定。
11320 XZ LIMIT + 各轴的存储行程限位的正方向坐标值调试期间不使用软限位时,此参数设置为-1.机床动作调试完毕后,此参数设置应距离硬件限位5mm。
1321 XZ LIMIT - 各轴的存储行程限位的负方向坐标值调试期间不使用软限位时,此参数设置为1.机床动作调试完毕后,此参数设置应距离硬件限位5mm。
1410 DRY RUN RATE 空运行速度此参数设置为机、电、液协议中轴快速移动速度的一半1420 XZ RAPID FEEDRATE 各轴的快速移动速度此参数设置为机、电、液协议中轴快速移动速度。
1421 XZ RAPID OVR F0 每个轴的快速移动倍率的F0 速度200mm200mm1423 XZ JOG FEEDRA TE 每个轴的JOG 进给速度1000mm1000mm1424 XZ MANUAL RAPID 每个轴的手动快速移动速度此参数设置为机、电、液协议中轴快速移动速度的一半1425 XZ REF RETURN FL 每个轴的手动返回参考点的FL 速度300mm300mm1428 XZ REF FEEDRA TE 每个轴的参考点返回速度3000mm3000mm4)设置参数完毕后,选择横向软键左侧的[回退键],并通过横向软键选择[参数设定],返回至上一级画面,移动光标至[伺服设定]处,通过横向软键选择[操作]---[选择],进入[伺服设定]参数画面,并根据下表设置相应参数 参数名称 中文注解设定值电机代码由于0ID 系统要求使用HRV2功能,所以调试时应根据电机铭牌查询电机代码,并加100为设定值。
机床主要技术参数
1.机床主要技术参数:(1)尺寸参数:床身上最大回转直径:400mm刀架上的最大回转直径:200mm主轴通孔直径:40mm主轴前锥孔:莫式6号最大加工工件长度:1000mm(2)运动参数:根据工况,确定主轴最高转速有采用YT15硬质合金刀车削碳钢工件获得,主轴最低转速有采用W16Cr4V 高速钢刀车削铸铁件获得。
nmax= = 23.8r/min nmin= =1214r/min根据标准数列数值表,选择机床的最高转速为1180r/min,最低转速为26.5/min公比取1.41,转速级数Z=12。
(3)动力参数:电动机功率4KW 选用Y112M-4型电动机2.确定结构方案:(1)主轴传动系统采用V带、齿轮传动;(2)传动形式采用集中式传动;(3)主轴换向制动采用双向片式摩擦离合器和带式制动器;(4)变速系统采用多联滑移齿轮变速。
3.主传动系统运动设计:(1)拟订结构式:1)确定变速组传动副数目:实现12级主轴转速变化的传动系统可以写成多种传动副组合:A.12=3*4 B. 12=4*3 C。
12=3*2*2D.12=2*3*2 E。
12=2*2*3方案A、B可节省一根传动轴。
但是,其中一个传动组内有四个变速传动副,增大了该轴的轴向尺寸。
这种方案不宜采用。
根据传动副数目分配应“前多后少”的原则,方案C是可取的。
但是,由于主轴换向采用双向离合器结构,致使Ⅰ轴尺寸加大,此方案也不宜采用,而应选用方案D2)确定变速组扩大顺序:12=2*3*2的传动副组合,其传动组的扩大顺序又可以有以下6种形式:A.12=21*32*26 B。
12=21*34*22C.12 =23*31*26 D。
12=26*31*23E.22*34*21 F。
12=26*32*21根据级比指数非陪要“前疏后密”的原则,应选用第一种方案。
然而,对于所设计的机构,将会出现两个问题:①第一变速组采用降速传动(图1a)时,由于摩擦离合器径向结构尺寸限制,使得Ⅰ轴上的齿轮直径不能太小,Ⅱ轴上的齿轮则会成倍增大。
附表1 GSK980TD参数表
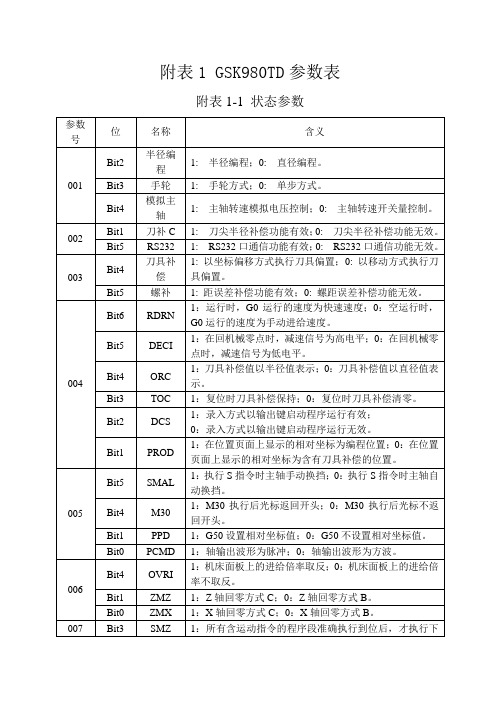
附表1 GSK980TD参数表附表1-1 状态参数MD4 MD2 MD1 开机操作方式0 0 0 录入方式0 0 1 自动方式0 1 0 机械回零0 1 1 编辑方式1 0 0 手轮方式1 0 1 手动方式附表1-2数据参数参数号名称含义015 CMRXCMRX 、CMRZ:X、Z轴指令倍乘系数。
设定范围为:1~255。
016 CMRZ017 CMDX CMDX、CMDZ:X、Z轴指令分频系数。
设定范围为:1~255 。
S:最小指令输出单位ZM:丝杠端皮带轮的齿数α:一个脉冲当量电机转动的角度ZD:电机端皮带轮的齿数L:丝杠导程018 CMDZ019 THDCH THDCH:螺纹切削时的退尾长度。
螺纹退尾宽度=THDCH×0.1×螺纹导程设定范围:0~255021 主轴摸拟调正数据主轴最高速度指令模拟电压输出为10V时电压偏置补偿值。
设定范围:-2000~2000(单位:毫伏)022 RPDFX RPDFX:X轴最高快速移动速度(半径值)。
设定范围:10~3825000(单位:毫米/分)023 RPDFZ RPDFZ:Z轴最高快速移动速度。
设定范围: 10~7650000(单位:毫米/分)024 LINTX LINTX、LINTZ:X、Z轴快速移动时,线性加减速时间常数值。
设定范围:0~4000(单位:毫秒)025 LINTZ026 THRDT THRDT:螺纹退尾时短轴的加减速时间常数。
设定范围:0~4000(单位:毫秒)027 FEDMX FEDMX:X、Z轴切削进给上限速度。
设定范围:10~8000(单位:毫米/分)028 THDFL THDFL:螺纹切削X、Z轴的起始速度。
设定范围:6~8000(单位:毫米/分)029 FEEDT FEEDT:切削进给和手动进给时指数加减速时间常数。
设定范围:0~4000(单位:毫秒)。
齿轮机床参数(表)
济南四机数控机床有限公司
端面外圆磨床 数控高速端面外圆磨床
MB1632×1000 1
MB1632
1
MKS1620×750 9
MKSJ1632(×10) 1
最大磨削直径320mm,最大磨削长度1000mm 最大磨削直径320mm,最大磨削长度500mm 最大磨削直径200mm,最大磨削长度750mm
最大磨削直径320mm,最大磨削长度1000mm
径向进给量不要低于4mm/min;轴向进给量1~5mm/r,可适当加大进给量 0.1~5mm/r(无级)(轴向进给量)
制造厂家 陕西第二机床厂 重庆机床厂 浙江嘉力宝机械有限公司 浙江嘉力宝机械有限公司 重庆机床厂 重庆机床(集团)有限责任公司 重庆机床(集团)有限责任公司 重庆机床厂
万能剃齿机 数控剃齿机
沈阳机床股份有限公司 沈阳第一机床厂 沈阳第一机床厂 德州普利森机械制造有限公司 安阳机床集团有限责任公司
液压半自动车床
C7620
2 1
最大工件直径200mm,最大工件长度100mm
主轴转速:180/280/450/710 r/min
烟台富仕通机床制造有限公司 烟台优莱特机床设备有限公司
250毫米齿轮倒角机 数控齿轮倒角机 半自动齿轮倒角机
砂轮转速:11000/8000/6000/5000/4000r/min;工件转速(无级调速):100~500r/min
工作台运动速度:磨削速度:1.5~6m/min;修整速度:0.1~2m/min;最高速度:6m/min
砂轮转速:10000/18000/24000r/min;工件转速:50HZ电源时:180/250/355/500r/min,60HZ电源时:215/300/430/600r/min 工作台运动速度:修整速度:0.1~1m/min;磨削速度:1.5~6m/min;最高速度:8m/min
机床主要技术参数
1.机床主要技术参数:(1)尺寸参数:床身上最大回转直径:400mm刀架上的最大回转直径:200mm主轴通孔直径:40mm主轴前锥孔:莫式6号最大加工工件长度:1000mm(2)运动参数:根据工况,确定主轴最高转速有采用YT15硬质合金刀车削碳钢工件获得,主轴最低转速有采用W16Cr4V 高速钢刀车削铸铁件获得。
nmax= = 23.8r/min nmin= =1214r/min根据标准数列数值表,选择机床的最高转速为1180r/min,最低转速为26.5/min公比取1.41,转速级数Z=12。
(3)动力参数:电动机功率4KW 选用Y112M-4型电动机2.确定结构方案:(1)主轴传动系统采用V带、齿轮传动;(2)传动形式采用集中式传动;(3)主轴换向制动采用双向片式摩擦离合器和带式制动器;(4)变速系统采用多联滑移齿轮变速。
3.主传动系统运动设计:(1)拟订结构式:1)确定变速组传动副数目:实现12级主轴转速变化的传动系统可以写成多种传动副组合:A.12=3*4 B. 12=4*3 C。
12=3*2*2D.12=2*3*2 E。
12=2*2*3方案A、B可节省一根传动轴。
但是,其中一个传动组内有四个变速传动副,增大了该轴的轴向尺寸。
这种方案不宜采用。
根据传动副数目分配应“前多后少”的原则,方案C是可取的。
但是,由于主轴换向采用双向离合器结构,致使Ⅰ轴尺寸加大,此方案也不宜采用,而应选用方案D2)确定变速组扩大顺序:12=2*3*2的传动副组合,其传动组的扩大顺序又可以有以下6种形式:A.12=21*32*26 B。
12=21*34*22C.12 =23*31*26 D。
12=26*31*23E.22*34*21 F。
12=26*32*21根据级比指数非陪要“前疏后密”的原则,应选用第一种方案。
然而,对于所设计的机构,将会出现两个问题:①第一变速组采用降速传动(图1a)时,由于摩擦离合器径向结构尺寸限制,使得Ⅰ轴上的齿轮直径不能太小,Ⅱ轴上的齿轮则会成倍增大。
数控机床电机参数表
电机
型号
连续额定输出功率
(kW)*1
30分额定输出功率
(kW)*1
额定转速
(r/min)
恒功率最高转速
(r/min)
最高转速
(r/min)
连续额定输出转矩
(Nm)
转动惯量
GD2/4
(kgm2)
重量
(kg)
α0.5
0.55
1.1*2
3000
8000
8000
1.75
6500
305.6
0.23
228
167-2ND…
28
38
1000
6250
4700
6500
267.4
0.23
228
167-2NF…
37
51
1500
4500
4500
6500
235.5
0.23
228
167-2NG…
41
56
2000
3250
3250
6500
195.8
0.23
228
184-□NT…
21.5
30
0.00048
7
α1
1.5
2.2*2
3000
8000
8000
4.77
0.003
18
α1.5
1.1
3.7*3
1500
8000
8000
7.0
0.0043
24
α2
2.2
3.7*2
1500
8000
8000
14.0
0.0078
27
常用车床参数
8940-8949
初始画面标题字符代码1-9
5
可以编辑()
7
0: 报警通过“CAN” + “RESET”操作来清除。
12255 往后是防止错误操作相 关的参数
伺服电机的最大速度
伺服电机的最大加速度
伺服电机的最大加速度
7105设 1 时
第1台手轮的 X 地址
12351
手轮进给m n的倍率
看说明书
0
设置为1 时显示SV1067 FSSB配置错误(软件)
3701
3701
2
1
外部操作信息履历画面显示
键盘上显示的请看参数资料
0
是否对当前位置显示
1
是否显示待走量显示
屏保时间 分钟
当前显示的轴名称 绝对坐标 当前显示的轴名称 相对对坐标
本参数设定为0时,使用参数(NO.1020)的设定值
0 是否对程序8000-8999的编辑
0不禁止 1禁止
4 是否对程序9000-9000的编辑
M,S,T,B 的选通脉冲信号和结束 信号之间的
0 G4.3 1 使用高速信号(关机重启M功能无效)
0
进给,快速移动倍率信号0:使用负逻辑 1:使用正逻辑
1
互锁信号无效,G8.0
1
各轴互锁信号无效,G130
1
不同轴向的互锁信号无效,G132,G134
回参考点时 0信号在0时减速
1信号在1时减速
程序段开始互锁
对9000后程序编辑设置口令
对9001后程序编辑口令输入解码后才能改3202#4
0
8000-8999的程序显示
1
9000-9999的程序显示
7
C系列 储存器保护信号,参数可 写设定
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
300
*
23
200
*
24
200
*
25
3000
*
26
496
*
27
10000
*
28
496
*
30
24
*
31
496
*
32
600
*
33
200
*
34
200
*
35
200
*
36
200
*
37
400
*
38
10000
*
39
50
*
计数器参数
参数号
参数值
标记
C1
1
2
C3
1
2
PLC位参数
参数号
参数值
标记
调整值
T,C,K,D参数表详述;
32289
-1246
32284
2043
112
2063
5988
164
5994
230
6045
2044
-1008
2064
4
-1476
4
-2054
4
2045
0
2065
17873
0
17889
0
18045
2046
-8235
2066
-10
-8235
-10
-8235
-10
2047
-753
2074
20480
5143
16384
0000 0000
3205
0000 0011
3006
0000 0000
3207
0000 0001
3010
16
3209
0000 0001
3011
16
3210
3377
3017
10
3211
3377
3030
2
3216
10
3031
4
3290
1000 0000
3032
4
3401
0000 0000
3033
4
3402
6000
21
5000
*
1.标记*表示该参数值可以现场调整,调整值填入调整值栏,调整值栏空白时为参数值。
2.标记※表示该参数值只可以减小,禁止放大。
3.标记S是调速主轴的设定参数,没有调速主轴时不检查此参数
4.表中未列出的参数均为零或已自动生成。
5.现场调整只允许经授权的专业人员在理解的基础上进行厂内调整,不当调整会引起危险。
3740
50
S*
7102
0000 0000
3741
370(240)
S*
7110
1
3742
725(704)
S*
7113
100
3743
2200(2167)
S*
7114
0
3771
10
7220
80
3772
2200
S※
7221
82
4000
0000 0101
*
7222
79
4001
0001 0001
*
7223
84
9941
0000 0101
9942
0000 0000
9943
0000 0001
9944
0000 0100
9945
0001 0000
9946
0000 0001
9947
0000 0000
9948
0000 0000
9949
0000 0000
9950
0000 0000
9951
0000 0000
9952
0000 0001
300
1004
0000 0000
1601
0011 0000
1005
0000 0011
1602
0000 0001
0000 0011
1610
0001 0001
1006
0000 1000
1620
200
0000 0000
200
1008
0000 0111
1621
10
1010
2
10
1012
0000 0000
1622
500
变档延时2
T22
500
变档取消延时
T24
16
主轴点动延时
T26
500
主轴正反转延时
T28
500
反正转变档延时
T30
1000
主轴停延时
T32
3000
抱闸松开延时
T34
5000
M03/M04延时
T36
5000
主轴速度到达延时
T38
500
台尾灯亮延时
T40
5000
润滑延时
T44
2000
刀号显示时间
T46
0001
0000 0000
2000
0012
0000 0000
1422
12000
※
0020
0
1423
500
※
0010
1010 0010
500
※
0101
1000 0001
1424
5000
※
0102
0
10000
※
0103
11
1425
300
1001
0000 0000
1426
300
1002
0000 0010
1427
0000 0000
3100
0000 0000
3403
0110 0000
3101
0000 0000
3404
0010 0000
3102
0000 1000
3410
10
3104
0000 1001
3700
0000 0000
3105
0000 0111
3701
0000 0000
3106
0001 0000
3702
0000 0000
2000
档号显示时间
T48
3000
主轴换挡应答延时
T50
500
变档到位后主轴延时停止时间
T52
1000
主轴换挡保护时间
T54
496
变档时YC2延时断电时间
T58
24
变档启动延时保护时间
T60
496
主轴档位抖动延时保护时间
100
1020
88
100
90
1623
0
1022
1
0
3
1624
200
1023
1
200
2
1625
0
1201
1010 0100
20
1202
0000 1100
1626
100
1220
0
*
100
0
*
1627
0
1240
450000
*
0
500000
*
1300
1110 0100
1800
0000 0000
1310
0000 0011
6.用户禁止随意修改机床数据,特殊情况下,必须有经授权的专业技术人员在完全理解的前提下才可进行修改,修改不当将会造成人员伤害与财产损失。
7.括号内为Di的参数。
8.β4/4000iS电机号为156,β8/3000iS电机号为158,β12/2000iS电机号为189.
9.单主轴时3741参数为2140;伺服页面括号内为单主轴参数。
3107
1001 0001
3705
0001 0001
3108
1101 0000
3706
0000 0000
3109
0010 0010
3708
0000 0011
参数号
参数值
标记
调整值
参数号
参数值
标记
调整值
3709
0000 1100
5142
2
3730
1000
5143
60
3732
10
7100
0000 0000
2051
510
0000 1000
510
0000 1000
510
2004
0000 0110
2053
21
0000 0110
21
0000 0110
21
2013
0000 0000
2054
1894
0000 0000
1894
0000 0000
1894
2014
0000 0000
2055
319
0000 0000
319
1404
0000 0010
0011 0000
1410
1000
※
1420
5000
※
1819
0000 0000
10000
※
0000 0000
参数号
参数值
标记
调整值
参数号
参数值
标记
调整值
1820
2
3111
0110 0111
2