基于WinCC6_0及S7_200PLC的材料分拣监控系统设计_赵文刚
基于组态技术的材料分拣系统设计

基于组态技术的材料分拣系统设计摘要以往,在工厂对材料分拣这个环节上,一直采用的是人工分拣的方法,致使生产效率低,生产成本高,企业的竞争能力差,材料的自动分拣已成为企业的唯一选择。
针对上述问题,利用PLC技术设计了一种成本低,效率高的材料自动分拣装置。
该材料分拣系统是以三菱PLC为主控制器,结合气动装置、传感器技术可以实现现场产品的自动分拣。
系统具有自动化程度高、运行稳定、分拣精度高、易控制的特点,对不同的分拣对象,稍加改动便可实现要求。
本文设计正文主要分为三部分:第一部分主要介绍的是PLC材料分拣系统的设计;第二部分主要介绍的事MCGS组态软件设计材料分拣系统的组态;第三部分主要介绍的是怎样实现PLC材料分拣系统与材料分拣系统组态的通讯即实时控制。
本次设计的主要内容是材料分拣系统的设计,要完成MCGS组态软件对材料分拣系统的监视与PLC的通讯。
有了MCGS组态软件对PLC分拣系统的实时监控,减少事故发生率同时提高生产效率。
基于以上的分析,本次毕业设计采用三菱FX2N-30MR系列的PLC设计材料分拣系统,给出了系统PLC程序编写方法,并采用MCGS组态软件对PLC材料分拣系统运行进行实时监控。
建立了下位机PLC和上位机PC之间的数据传输及良好的人机界面,通过设备连接。
使组态界面上的图形对象可实时采集现场PLC的输出端口数据而实现材料分拣系统的实时监控。
关键字:PLC;组态技术;气动装置;传感器技术The design of the material sorting systembased on configuration technologyAbstractIn the past,in the factory of material sorting this link,has been using the method of manual sorting,resulting in low production efficiency,high production cost,the enterprise competition ability,the automatic sorting materials has become the only choice for enterprises.To solve the above problems,the use of PLC technology to design a low cost,high efficiency automatic material sorting device.The material sorting system is to Mitsubishi PLC as the main controller,combined with the technology of pneumatic sorting of products on site.The system has a high degree of automation,stable operation,high precision,easy to control .For different sorting objects,a little change can be achieve.This design is mainly divided into there parts:the first part mainly introduces the design of the PLC material sorting system;MCGS configuration software design material sorting system the second part mainly introduce the configuration;the third part mainly introduces how to realize the PLC material sorting system and material sorting system configuration of communication real-time control.The main content of design is the design of material sorting system,to complete the MCGS configuration software to monitor the material sorting system and PLC communication.The real-time monitoring of MCGS configuration software of PLC sorting system,reduce the accident rate and improve production efficiency.Base on the above analysis,the graduation design using PLC material sorting system design Mitsubishi FX2N-30MR series,preparation method system of PLC program are given,and using MCGS configuration software to monitor PLC material sorting system.The establishment of data transmission between the PLC and the client PC and good man-machine interface,by connecting the device.The data output port configuration on the interface of graphic object can collect real-time PLC and achieve real-time monitoring of the material sorting system.Keyword:PLC;Configuration technology;Pneumatic plant;Sensor technology目录引言第1章绪论1.1课题设计背景及实际意义1.2自动分拣技术在国内发展概况1.3自动分拣系统的特点及实用性讨论1.4本课题的主要研究内容第2章材料自动分拣系统的理论分析及设计方案的确立2.1材料自动分拣系统的理论分析2.1.1材料分拣系统的设计原理2.1.1材料分拣系统的理论模型2.2材料分拣系统的方案确定2.2.1材料分拣系统结构图2.2.2材料分拣系统运行条件分析第3章材料分拣系统的PLC部分3.1 PLC材料分拣系统的设计要求3.1.1PLC的选型3.1.2传感器的选择3.1.3气动类型选择3.2系统主电路分析与设计3.3系统控制回路分析与设计3.4可编程控制的I/O端子配置3.5材料分拣系统的流程图第4章材料分拣系统的组态部分4.1MCGS组态软件的介绍4.1.1MCGS主要特性和功能4.1.2MCGS系统的构成4.2材料分拣系统组态监控工程简介4.3分拣系统组态工程的建立4.4制作分拣系统的组态工程画面4.4.1创建分拣监控的用户窗口4.4.2设置分拣系统监控的用户窗口属性4.4.3创建工程图形4.4.4编辑工程图形4.5定义分拣系统组态数据对象4.6分拣系统的动画连接4.7材料分拣系统的脚本程序第5章MCGS组态软件与PLC的通讯5.1选择分拣系统构件5.2设置分拣系统的设备构件属性5.3通讯通道的连接5.4分拣系统的调试结论与展望致谢参考文献附录附录A 附加图、表附录B 外文文献及其译文主要参考文献及摘要附录C 主要参考文献的题录及摘要插图清单表格清单。
基于S7-PLC的工业以太网设备监控系统设计

基于S7-PLC的工业以太网设备监控系统设计赵一洁;段晨东;程婷【摘要】介绍了基于S7-400 PLC的工业以太网设备的监控和参数设定系统的设计方法;该系统以S7-400 PLC为控制和数据处理核心实现压机、左操作机、右操作机的检测和控制任务,采用2个工控机分别实现参数设定和过程监控;为了实现参数的实时监控和设定,研究了基于Prodave IE的动态链接库调用方法,采用工业以太网实现了S7-400 PLC与工控机之间数据通信;重点研究了基于VB的监控及参数设定系统的不同类型数据处理方法,解决了S7 PLC和工控机不同环境的数据类型转换问题;开发了设备参数信息和状态的数据库,有效地实现了监测、分析和报警;设备运行表明,监控和参数设定系统较好地满足了使用要求.【期刊名称】《计算机测量与控制》【年(卷),期】2010(018)012【总页数】5页(P2764-2767,2770)【关键词】工业以太网;监控和参数设定系统;数据通信;数据类型转换【作者】赵一洁;段晨东;程婷【作者单位】长安大学电子与控制工程学院,陕西西安,710064;长安大学电子与控制工程学院,陕西西安,710064;长安大学电子与控制工程学院,陕西西安,710064【正文语种】中文【中图分类】TP273;TP2770 引言快锻液压机是机械制造工业的大型设备之一, 主要用于对耐热合金、不锈钢等材料的加工, 可以生产各种不同形状的锻材, 其生产的产品可以广泛用于航空航天、舰船、军事、医疗等各个领域。
设备采用液压驱动、结构庞大、部件多、工作过程复杂, 因此, 在生产过程中对它的状态监测及故障诊断和维护十分必要[1] 。
工业以太网现具有良好的抗干扰性, 通过工业以太网, 可以使用户在办公室中访问生产数据, 为生产提供便捷的管理。
本文介绍一种基于S7-400 和工业控制计算的工业以太网设备监控系统。
设备监控系统以S7-400 PLC 为控制核心, 以PLC 采集的实时数据和状态为基础, 通过TCP/IP 协议, 由工业以太网传至计算机, 由可视化监测系统对生产过程中的参数进行实时监测及报警, 并实现控制参数设定和修改,工程应用表明, 系统可靠性高, 具有较好人机交互性, 能够有效地实现监测、分析和报警功能。
基于S7-200和WinCC变频恒压供水监控系统的设计

基于S7-200和WinCC变频恒压供水监控系统的设计
李静;赵晶
【期刊名称】《电脑与电信》
【年(卷),期】2009(000)008
【摘要】介绍了以下位机S7-200系列PLC和上位机WinCC为核心的水厂监控系统的设计.其硬件由SIEMENSS7-200 PLC、MM430变频器、水泵及PID控制方案组成,完成变频恒压供水的控制任务,由压力传感器及液位传感器完成压力及水位数据的实时采集,由FC-202B无线数传电台完成系统信息实时传递,由STEP7-Micro/WIN32程序开发软件完成程序的开发和调试,由WinCC6.0组态软件完成系统的监控和监测任务.
【总页数】3页(P45-47)
【作者】李静;赵晶
【作者单位】安阳工学院,安阳,河南,455000;安阳市节能监察中心,安阳,河
南,455000
【正文语种】中文
【中图分类】TP3
【相关文献】
1.基于PLC的智能变频恒压供水监控系统的设计 [J], 李海波
2.基于S7-200和MM440的变频恒压供水系统设计 [J], 蔡文举
3.基于西门子S7-200与WinCC的加热器测试系统设计 [J], 何小虎; 刘玉建; 李璐
4.基于S7-200与WinCC的温室控制系统设计 [J], 李炜; 马思乐
5.基于PLC变频恒压供水监控系统设计 [J], 石晓瑛
因版权原因,仅展示原文概要,查看原文内容请购买。
WinCC监控在S7-200上的应用

[ 1 1廖 常初 . s 7 — 3 0 0 / 4 0 0 P L C应用技 术[ M】 . 北京 : 机械 工业 出版社 ,
2 00 .
2 1北京 A B B电气传 动 系统有 限公 司. A C S 8 0 0固件手册【 z ] . 2 0 0 4 . 打开 P C A c c e s s 软件, 建立 P C A c c e s s 项 目文件 , 右击 “ Mi — 『 3 1吉顺 平, 等. 西门子 P L C与 工业网络技 术[ M] . 北京 : 机械工 业 出 c r o wi n ( T C P 仃 P ) ” , 点“ 新 N e w P L C ” , 选 择新弹 项 目属性 , 填 写名 【 版社 . 2 0 0 8 . 称, I P地址 , 本地及远程访 问点确定 。右击 N e w P L C , 选择新/ 项 目, 4 1刘 美俊 . 西 门子 编程 与应 用f M】 . 北京 : 机 械 工 业 出版 社 , 2 0 1 1 . 填写名 称 、 地址、 数据 类 型 , 点确 定定 义变量 。用 类似 方法定 义 1
务 器是 Wi n C C与 S 7 — 2 0 0的 “ 媒介” , Wi n C C要实现 各种监视 、 控 制功能 , 必须调用 P C A c c e s s 建立的变量 , 否则变量无 效。 下 面介绍 Wi n C C如何通过 P C A c c e s s 实现监控功能 。 Wi n C C软 件是 一款功能强大 的工业软件 , 它作为上位 机的主 要 软件 , 可 以与生产现场 远程通讯 , 坐在办公 室如 同巡 视在 生产 现场一样 , 现场情况一 目了然 , 尽收眼底 。还可 以以报警提醒 的方 式告诉技术人员哪里 出了故障需要处理 。
大专自动化专业毕业设计S7-200PLC薄钢板自动剪切控制
1课题的背景和意义自动剪切机是一种精确控制板材加工尺寸,将大型板块进行自动剪切的设备。
传统自动剪切机采用继电器作为控制器件,其控制系统较复杂,参数改变不灵活,大量接线使系统可靠性降低,维修率高,降低了生产效率。
PLC以其灵活性、快速性、可靠性和性价比高等特点越来越受到企业或者团体设计者们的欢迎,在各行各业的应用越来越广泛。
用PLC替代继电器设计自动控制系统,具有操作简单,运行可靠,抗干扰能力强,编程方便,控制精度高的明显优势。
基于以上PLC特点,本课题主要研究如何应用S7-200PLC设计一个薄钢板自动剪切控制系统,设计的关键是如何提高控制的精度。
2系统总体设计2.1系统控制要求本设计的薄钢板自动剪切控制系统要达到以下控制要求:(1)控制系统分手动档自动档。
手动档时,用点动的方式,人工完成钢板穿带,零位校准。
自动档时,系统自动完成薄钢板剪切工作。
(2)通过拨码盘设置薄钢板剪切尺寸参数,可根据不同需求改变其参数。
(3)有配套的故障分析判断和电气保护装置,若运行不正常,系统自动停车并发出警告信号。
(4)钢板剪切的精度要在一定范围之内,剪切尺寸2m,误差不超过1mm。
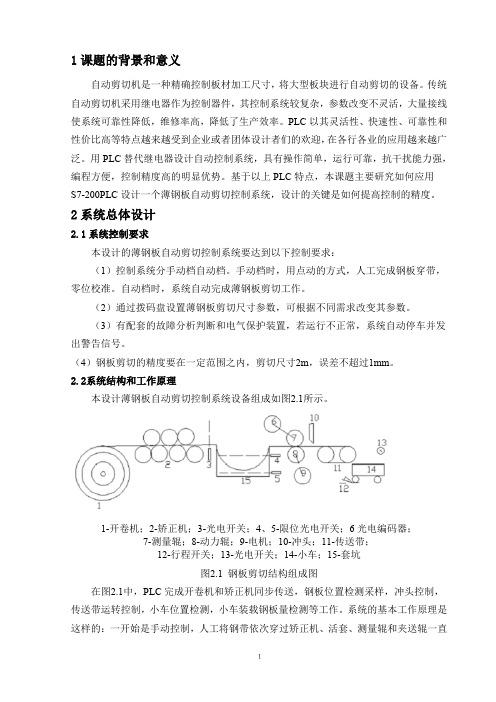
2.2系统结构和工作原理本设计薄钢板自动剪切控制系统设备组成如图2.1所示。
1-开卷机;2-矫正机;3-光电开关;4、5-限位光电开关;6光电编码器;7-测量辊;8-动力辊;9-电机;10-冲头;11-传送带;12-行程开关;13-光电开关;14-小车;15-套坑图2.1 钢板剪切结构组成图在图2.1中,PLC完成开卷机和矫正机同步传送,钢板位置检测采样,冲头控制,传送带运转控制,小车位置检测,小车装载钢板量检测等工作。
系统的基本工作原理是这样的:一开始是手动控制,人工将钢带依次穿过矫正机、活套、测量辊和夹送辊一直到冲头,钢带运动是通过点动矫正机和夹送辊(由动力辊和测量辊组成)进行的。
用拨码盘设定剪切尺寸参数,钢带头对好冲头,光电编码器处于零位,然后启动自动控制按键,如果检测到装料小车到位,系统进入自动控制状态,将钢板剪切,传送到装料小车上。
基于WebAccess及S7—200PLC的材料分拣监控系统

关 键 词 :A v n e h We Ac es 7 2 0P C;材 料 分 拣 d a tc b c s ;S — 0 L 中 图 分 类 号 :T 2 7 P 7 文 献 标 识 码 :A
0 引 言
随着 工业 自动 化程 度 的不 断提 高 ,传 统 的人 工分 拣货物 的做 法 已经无 法满 足现 代化 生 产 的需要 L 。利 1 ] 用传感 器采 集 的信号 对不 同材质 和颜 色 的物料 进 行 自 动分拣 为一 些物 流 中心和 工厂 的效率 提 高提供 了一种 新方法 。 计算 机监 控系统 是采 用集 中监 测 、 中控 制 、 集 集 中显 示 、集 中保 存 的系统 ,融 合 了较先 进 的 自动化 技术 L , 在 已被 广 泛地应 用 于工业 、 2现 ] 农业 、 活 等各 生 个 领域 。本 文介 绍 了集 基 于 we b的 HMIs DA 软 / CA 件 We Ace s b cs 、计 算机 、S —2 0P 7 0 I C于一体 的材料 分拣 自动监 控 系统 。
基 于 We Ace S —2 0P C 的材 料 分 拣 监 控 系统 b cs s及 L 7 0
王 志龙 ,徐 淑 华 ,许 磊 ,刘 秀 兰
(_ 青 岛 大 学 自动 化 工 程 学 院 , 山东 青 岛 2 6 7 ;2 四 1 学 电 气信 息 学 院 . 四 1 成 都 60 0 ) 1 6 0 1 . 1 大 1 1 0 0
收 稿 日期 :2 0— 00 ;修 回 日期 :2 0 —11 0 71-9 0 80 —0 作 者 简 介 :王 志 龙 (94 ) 男 , 东莱 西 人 , 士 研 究 生 。 1 8一 , 山 硕
基于PLC的自动分拣控制系统PPT课件
主讲人:孙文飞
2021
1
引言
•
分拣控制系统在社会各行各业如:物流配送中心、邮局、采矿、港口、码
头、自动生产、等行业得到广泛运用,分拣系统能够大大提高企事业单位该环节
的生产效率。
•
本文在对熟悉了自动及分拣系统的原理的基础上,根据一定的分拣要求,
对材料分拣进行了以三菱PLC为控制核心,MCGS组态软件为监控软件,设计出
性定制特定的分拣机。但要让所有商品的供应商都执行国家的包装标准是很困难的,定制特写的分拣机又
会使硬件成本上升,并且越是特别的其通用性就越差。因此公司要根据经营商品的包装情况来确定是否建
或建什么样的自动分拣系统[6] 。
2021
7
1.2本文研究的主要内容
•
在本文中,以货物材料的分拣系统为例,详细的分析了在基于PLC控制的自动分拣系统的设计,文中
业无力进行此项投资。
•
它对商品外包装要求也很高,自动分拣机只适于分拣底部平坦且具有刚性的包装规则的商品。袋装
商品、包装底部柔软且凹凸不平、包装容易变形、易破损、超长、超薄、超重、超高、不能倾覆的商品不
能使用普通的自动分拣机进行分拣,因此为了使大部分商品都能用机械进行自动分拣,可以采取二条措施:
一是推行标准化包装,使大部分商品的包装符合国家标准;二是根据所分拣的大部分商品的统一的包装特
材料分拣控制系统的控制系统和监控系统。该材料分拣系统以PLC为主控制器,结
合气动装置、传感器技术、组态监控等技术,可以进行现场控制产品的自动分拣。
系统具有自动化程度高、运行稳定、分拣精度高、易控制的特点,对不同的分拣
对象,稍加修改本系统即可实现要求。
•
基于S7-200及WinCC6.0的PLC综合实验系统研制

WiC . 、 C Acesv . n C6 0 P cs 1 0等 软件 的上 位 机 , 门子 S —2 0系列 P C, 西 7 0 L 小功 率加 热体 、2 YG两 相混合 式 4B
步进 电机 、 电阻温度 传感 器 、 铂 增量 式光 电编码器 等 。 实 验系 统 中的西 门子 S —2 0系列 P C采 用 C U 2 4 P D / C D E 7 0 L P 2 X C D / C 。它集 成有 1 4入/ O出共 2 l 4
2 9—2 6 收 稿 日期 : O1 1—0
基 金 项 目 : 岛 市科 技 发 展 计 划 资 助 项 目(6—2—2 8一 c ) 青 0 —1 jh ;山东 省 高 等 学 校 优 秀 青 年 教 师 国 内访 问学 者 资助 项 目( 0 0 1 210) 作 者 简 介 : 宁 (9 0一 , , 东 潍 坊 人 , 士 研 究 生 , 究 方 向 为 计算 机 测控 与 网络 技 术 。 祝 19 )女 山 硕 研 通 讯 作 者 : 海 生 (9 3一 , , 士 , 授 , 导 , 要研 究 方 向 为工 程 系统 的 非线 性 控 制 及 计 算 机 控 制 。 于 19 9 ( 0 2 O 一0 5 0 6 7 8 2 1 ) l 0 3—0 6
基 于 S 2 0及 W iC 6 0的 7 0 nC.
一
PLC 合 实 验 系统 研 制 综
祝 宁 ,于 海 生 ,吴 贺 荣 ,于金 鹏
( 岛大 学 自动化 工程 学院 ,山 东 青 岛 2 6 7 ) 青 6 0 1 摘 要 :基 于 P C体 积小 、 L 能耗 低 、 靠 性 高 、 干扰 能力 强 等优 点 和实 验 系 统 监 控 的 需 可 抗 要, 本文 分别 以小 功率 加热 体 和 步 进 电机 为监 控 对 象 , 用 计 算 机 、 门子 S 利 西 7—2 0 L 0P C