各种热处理裂纹形状[1]
热处理常见缺陷分析与对策-学习总结
热处理常见缺陷分析与对策时 间:2020.10.28 学习人:吴俊 部 门:试验检测中心基本知识点:1、热处理缺陷直接影响产品质量、使用性能和安全。
2、热处理缺陷中最危险的是:裂纹。
有:淬火裂纹、延迟裂纹、冷处理裂纹、回火裂纹、时效裂纹、磨削裂纹和电镀裂纹。
其中生产中最常见的裂纹是纵火裂纹。
3、热处理缺陷中最常见的是:热处理变形,它有尺寸变化和形状畸变。
4、淬火获得马氏体组织,以保证硬度和耐磨性。
淬火后应进行回火,以消除残余应力,如W6Mo5Cr4V2应进行一次回火。
5、亚共析钢淬火加热温度: +(30-50)度。
6、高速钢应采用调质处理即淬火+高温回火。
7、回火工艺若控制不当则会产生回火裂纹。
8、热处理过热组织可通过多次正火或退火消除,严重过热组织则应采用高温变形和退火联合作用才能消除。
9、渗氮零件基本组织为回火索氏体。
其原始组织中若有大块F 或表面严重脱碳,则易出现针状组织。
10、有色金属最有效的强化手段是固溶处理和固溶处理+时效处理。
11、疲劳破坏有疲劳源区、裂纹疲劳扩展和瞬时断裂三个阶段。
12、高速钢的热组织为:共晶莱氏体,也有可能晶界会熔化。
13、应力腐蚀开裂的必要条件之一是:存在拉应力。
14、65Mn 钢第二类回火脆性温度区间为250-380。
钼能有效抑制第二类回火脆性。
15、热处理时发生的组织变化中,体积比容变化最大的是马氏体。
16、防止淬裂的工艺措施:等温淬火、分级淬火、水-油淬火和水-空气双液淬火。
17、高温合金热处理产生的特殊热处理缺陷有:晶间氧化、表面成分变化、腐蚀点、晶粒粗大及混合晶粒等。
18、感应加热淬火缺陷有:表层硬度低、硬化层深度不合格、变形大、残留应力大、尖角过热及软点与软带。
19、弹簧钢的组织状态一般为:T+M 。
20、氢脆条件:氢的存在、三项应力和对氢敏感的组织。
21、断裂有脆性断裂和韧性断裂。
绝大多数热处理裂纹属脆性断裂。
22、高碳钢淬火前应进行球化退火。
23、时效变形的主要影响因素有:化学成分、回火温度和时效温度。
碳氮共渗零件淬火裂纹分析

的 分 布情 况 来看 ,大 部 分 裂 纹 槽
口两 侧 周 向 位 置 基 本一 致 且 一 一 对 应 ,槽 口两 侧 的 裂纹 应 为 一
条 裂 纹 , 由此 可 以 判定 裂纹 应
纹 两 侧基 体 可见 大量 弥 散 分 布 的 颗 粒状 氧 化 物 ;腐 蚀 后 观 察 渗 层 表 面 仔 ・ 层厚约2 5 1 1 1 的 碳 化
2 1
A e H r o … s p a c e 。 I 航 空 航 天 热 处 理
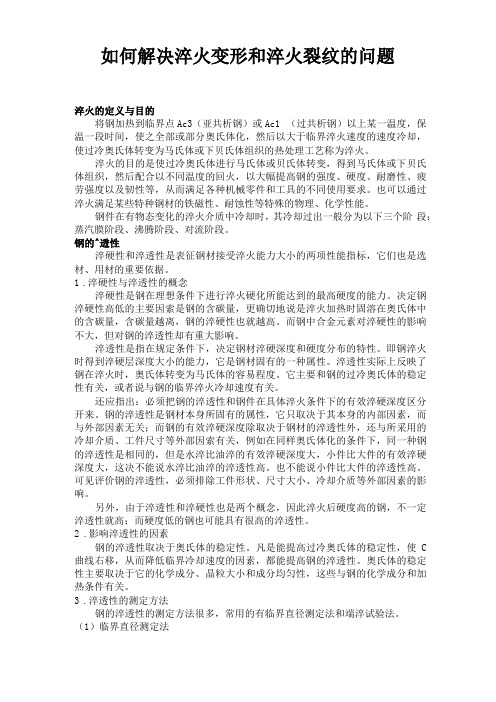
( 5 ) 金 相 检 查 削 切 零 什 外 圆 面 肢 顶部 弧 而 裂纹 ,所 有 剖 切 的 裂纹 深 度 及 形 貌基 本 一 敛, 深度均约0 . 3 mm,裂 纹 开 口及宽 度 均 较 大 ,耦 合性 较 差 ,尾端 倒
各 零 件 外 圆 面 纵 向 裂 纹 数 量 不
一
必 要 的 经 济 损 失 。 因此 , 分析 产
生 裂 纹 原 因 ,避 免 再现 ,至关 重
要。
蔓霞
图1 零件外 圆面 裂纹
。
外 圆面 大 部 分 纵 向 裂纹 均 贯
穿 开 槽 部 位 ,槽 口两 侧 裂纹 周 向
1 . 问题描述
韧窝 ( 见 图5)。
( 3 )化 学 成 分 检 查
经 化
盐炉8 l 0 ℃ ,保 温2 3 mi n ,油 冷 +
冰 冷处理一 6 0℃ ,保 温 3 h,空 冷 +回 火 l 6 0 o C, 保 温 l 4 0 mi n,空
学 定 量 分析 ,结 果 如 表 l 所示。
C r
1 . 4 4
如何解决淬火变形和淬火裂纹的问题
如何解决淬火变形和淬火裂纹的问题淬火的定义与目的将钢加热到临界点Ac3(亚共析钢)或Ac1 (过共析钢)以上某一温度,保温一段时间,使之全部或部分奥氏体化,然后以大于临界淬火速度的速度冷却,使过冷奥氏体转变为马氏体或下贝氏体组织的热处理工艺称为淬火。
淬火的目的是使过冷奥氏体进行马氏体或贝氏体转变,得到马氏体或下贝氏体组织,然后配合以不同温度的回火,以大幅提高钢的强度、硬度、耐磨性、疲劳强度以及韧性等,从而满足各种机械零件和工具的不同使用要求。
也可以通过淬火满足某些特种钢材的铁磁性、耐蚀性等特殊的物理、化学性能。
钢件在有物态变化的淬火介质中冷却时,其冷却过出一般分为以下三个阶段:蒸汽膜阶段、沸腾阶段、对流阶段。
钢的^透性淬硬性和淬透性是表征钢材接受淬火能力大小的两项性能指标,它们也是选材、用材的重要依据。
1.淬硬性与淬透性的概念淬硬性是钢在理想条件下进行淬火硬化所能达到的最高硬度的能力。
决定钢淬硬性高低的主要因索是钢的含碳量,更确切地说是淬火加热时固溶在奥氏体中的含碳量,含碳量越离,钢的淬硬性也就越高。
而钢中合金元素对淬硬性的影响不大,但对钢的淬透性却有重大影响。
淬透性是指在规定条件下,决定钢材淬硬深度和硬度分布的特性。
即钢淬火时得到淬硬层深度大小的能力,它是钢材固有的一种属性。
淬透性实际上反映了钢在淬火时,奥氏体转变为马氏体的容易程度。
它主要和钢的过冷奥氏体的稳定性有关,或者说与钢的临界淬火冷却速度有关。
还应指出:必须把钢的淬透性和钢件在具体淬火条件下的有效淬硬深度区分开来。
钢的淬透性是钢材本身所固有的属性,它只取决于其本身的内部因素,而与外部因素无关;而钢的有效淬硬深度除取决于钢材的淬透性外,还与所采用的冷却介质、工件尺寸等外部因索有关,例如在同样奥氏体化的条件下,同一种钢的淬透性是相同的,但是水淬比油淬的有效淬硬深度大,小件比大件的有效淬硬深度大,这决不能说水淬比油淬的淬透性高。
也不能说小件比大件的淬透性高。
铝铸件产生收缩裂纹与热裂纹的区别

文章标题:铝铸件产生收缩裂纹与热裂纹的区别1. 引言铝铸件是一种常见的工业制造材料,但在生产过程中常常会出现裂纹问题,其中最常见的是收缩裂纹和热裂纹。
本文将深入探讨铝铸件产生收缩裂纹与热裂纹的区别,帮助读者更好地理解和辨别这两种裂纹类型。
2. 收缩裂纹与热裂纹的定义2.1 收缩裂纹的定义收缩裂纹是指在铝铸件凝固过程中由于组织的收缩产生的裂纹,通常呈放射状分布,呈扇形或伞状,位于铸件的内部。
2.2 热裂纹的定义热裂纹是指在铝铸件在热处理过程中由于残余应力或组织结构改变引起的裂纹,通常呈线状或弧形,位于铸件的表面。
3. 形成原因的区别3.1 收缩裂纹的形成原因收缩裂纹主要是由于铸件凝固时组织收缩不均匀造成的,通常发生在铸件的厚壁部位,因为厚壁部位的凝固速度慢,收缩大,容易产生应力集中。
3.2 热裂纹的形成原因热裂纹主要是由于热处理过程中铝铸件内部的残余应力释放或组织结构变化引起的,通常发生在热处理后冷却过程中,因为冷却速度快,内部应力得不到及时释放。
4. 外观特征的区别4.1 收缩裂纹的外观特征收缩裂纹呈放射状,通常呈扇形或伞状,内部裂纹,与铸件表面呈垂直状态。
4.2 热裂纹的外观特征热裂纹呈线状或弧形,通常位于铸件表面,呈水平或斜向状态。
5. 检测方法的区别5.1 收缩裂纹的检测方法收缩裂纹通常通过金相显微镜、CT扫描等内部探测方法来检测,较难直接观察到。
5.2 热裂纹的检测方法热裂纹通常通过裂纹探测液、超声波探伤等表面探测方法来检测,相对较容易发现。
6. 预防和修复措施的区别6.1 收缩裂纹的预防和修复预防收缩裂纹需要在铸造工艺中控制凝固过程,加入合适的温度和压力控制。
修复收缩裂纹常需要重新铸造或加热压铸等方法。
6.2 热裂纹的预防和修复预防热裂纹需要在热处理过程中控制冷却速度,选用合适的热处理工艺。
修复热裂纹可以通过焊接、热处理等方法实现。
7. 个人观点和总结铝铸件产生收缩裂纹与热裂纹都是常见的质量问题,但其形成原因、外观特征、检测方法和预防修复措施都有所不同。
再热裂纹

再热裂纹【定义】焊后焊件在一定温度范围内再次加热而产生的裂纹。
焊后焊件在一定温度范围内再次加热(消除应力热处理或其它加热过程)而产生的裂纹称为再热裂纹。
再热裂纹通常发生在熔合线附近的粗晶区中,从焊趾部位开始,延向细晶区停止。
钢中Cr、Mo、V、Nb、Ti等元素会促使形成再热裂纹,其影响可用下式表示△G′=Cr+3.3Mo+8.1V+10C-2△G′>2时,对再热裂纹敏感;1.5<△G′<2时,一般;△G′<1.5时,对再热裂纹不敏感。
防止产生再热裂纹的方法:(1)预热预热温度为200~450℃。
若焊后能及时后热,可适当降低预热温度。
例如,18MnMoNb钢焊后在180℃热处理2h,预热温度可降低至180℃。
(2)应用低强度焊缝, 使焊缝强度低于母材以增高其塑性变形能力。
(3)减少焊接应力, 合理地安排焊接顺序、减少余高、避免咬边及根部未焊透等缺陷以减少焊接应力。
延迟裂纹及再热裂纹1延迟裂纹1.1延迟裂纹的定义焊接后经过一段时间才产生的裂纹为延迟裂纹。
延迟裂纹是冷裂纹的一种常见缺陷,它不在焊后立即产生,而在焊后延迟几小时、几天或更长时间才出现。
1.2有延迟裂纹倾向的材料16MnR、15MnVR(鞍钢研制,现基本不生产了)、15MnNbR、18MnMoNbR(不好购买)、13MnMoNbR(仿制日本的BHW35,是单层厚壁用钢,焊接性能好但价格高)、07MnCrMoVR、07MnNiMoVDR和日本的CF-62系列钢。
2热裂纹2.1 热裂纹定义焊接过程中在300℃以上高温下产生的裂纹为热裂纹。
热裂纹一般有在稍低于凝固温度下产生的凝固裂纹,也有少数是在凝固温度区发生的裂纹。
2.2 热裂纹产生的原因热裂纹的产生原因是焊接拉应力作用到晶界上的低熔共晶体所造成的。
焊接应力是产生裂纹的外因,低熔共晶体是产生裂纹的内部条件。
焊缝中偏高的S 与Fe能形成低熔点共晶体,所以偏高的S是主要因素。
锻造和热处理过程中裂纹形成原因分析

锻造和热处理过程中裂纹形成原因分析摘要:在锻造以及热处理中极易出现裂纹,为此锻造以及热处理过程中的裂纹处理成为各个学者研究的重点,同时,构件尺寸、材质等之间的差异其所出现的裂纹几率也各不相同,基于此,本文通过对锻造以及热处理缺陷的相关分析,找出了锻造和热处理过程中裂纹形成的原因并提出了针对性的解决意见。
关键词:锻造热处理裂纹原因分析处理引言作为锻造以及热处理过程中最为常见的缺陷之一,裂纹的形成严重制约了锻造效率,并且对于大型锻件而言,其裂纹出现的几率则更高,所以加强对裂纹形成的原因分析对于减少裂纹产生,提升锻造效果具有重要意义。
1锻造缺陷与热处理缺陷第一,过热或者过烧。
具体表现形式为晶粒粗大并具有较为明显的魏氏组织;而造成过烧的情况则说明热处理过程中温度较高,断口晶粒凹凸不平,缺乏金属光泽,并且晶界周围具有氧化脱碳的情况;第二,锻造裂纹。
主要出现在组织粗大且应力较为集中处,裂纹内部往往呈现氧化皮情况。
在锻造过程中无论是温度过高,还是过低均会导致裂纹的出现;第三,折叠。
由于切料、冲孔、锻粗糙等原因而致使材料表面发生了缺陷,而此时一旦经过锻造自然其会由于表面氧化皮缺陷内卷而形成折叠。
通过显微镜的观察可以明显的发现折叠周围的脱碳情况较为严重;第四,淬裂。
该缺陷的明显特征就是刚健挺直且起始点较宽,尾部则细长曲直。
由于此缺陷往往是产生在马氏体转变发生以后,所以裂纹周围与其他区域没有明显的差别且无脱碳情况;第五,软点。
造成此种缺陷的原因主要是由于加热不足,保温时间不足而造成冷却不均匀导致的。
2实验方法2.1试样制备和宏观观察在开始试验之前只需要对构件毛坯裂纹进行简单的宏观观测并选择要进行实验的区域即可。
然后,在利用手边的工具来队选取的区域进行切割,需注意的是,切割方向必须要垂直镜像,切割长度要低于10mm。
可以通过多种方式进行取样但是一定要科学的选择取样的温度以及环境,如果实验温度较高,则可以通过凉水来进行冷却,进而防止在取样过程中构件内部结构遭到损坏。
锻造和热处理过程中裂纹形成原因分析
Internal Combustion Engine&Parts0引言在进行锻造与热处理的过程中,裂纹的出现是很常见的事情,在所有的锻造与热处理的过程中,不可能不出现裂纹。
这就让裂纹在锻造这个行业中成为了一种讨论的焦点。
构件的尺寸大小,材质质地的不同,裂纹的出现几率也不同,裂纹的出现种类不同,裂纹出现的形状不同。
在本文中主要进行锻造和热处理过程中产生裂纹的原因进行研究。
在本文中通过大量对资料的收集进行了产生裂纹原因的阐述,也进行了防止裂纹产生举措的提出,对于减少构件在锻造和热处理的过程中出现裂纹带来了很大的帮助。
1锻造缺陷与热处理缺陷1.1过热、过烧主要特征是晶粒粗大,有明显的魏氏组织。
出现过烧说明加热温度高、断口晶粒粗大,凹凸不平,无金属光泽,晶界周围有氧化脱碳现象。
1.2锻造裂纹常产生于组织粗大,应力集中处或合金元素偏析处,裂纹内部常充满氧化皮。
锻造温度高,或者终端温度低,都容易产生裂纹。
还有一种裂纹是锻造后喷水冷却后形成的。
1.3折叠冲孔、切料、刀板磨损、锻造粗糙等原因造成了表面缺陷,在后续锻造时,将表面氧化皮等缺陷卷入锻件本体内而形成折缝。
在显微镜上观察时,可发现折叠周围有明显脱碳。
1.4淬裂其特点是刚健挺直,呈穿晶分布,起始点较宽,尾部细长曲折。
此种裂纹多产生于马氏体转变之后,故裂纹周围的显微组织与其它区域无明显区别,也无脱碳现象。
1.5软点显微组织有块状或网状屈氏体和未溶铁素体等。
加热不足,保温时间不够,冷却不均匀都会产生软点。
2实验方法在本文中的实验,采取了对锻造和热处理出现的裂纹范围划定。
在裂纹出现的范围内,采取裂纹邻近部位的显微组织,利用仪器进行晶相分析。
这样的实验方式可以让裂纹形成的内在原因通过机器进行分析,以数据的方式来进行裂缝产生原因的表述,这样的数据也是对裂纹进行鉴别的重要的依据。
在本次的实验中,采取了杆类件作为本次实验的研究对象,在采取裂纹附近部位的显微组织进行晶相分析。
5CrMnMo热锻模淬火开裂原因分析

[1]哈比希K H.材料的磨损与硬度[M].北京:机械工业出版 社,1987.47.
[2] Tang J,He I。,Jin Z H,et aI.Materialtr;bo_electrication po— tential changing dur;ng wea[J].Materials and Design,2003,
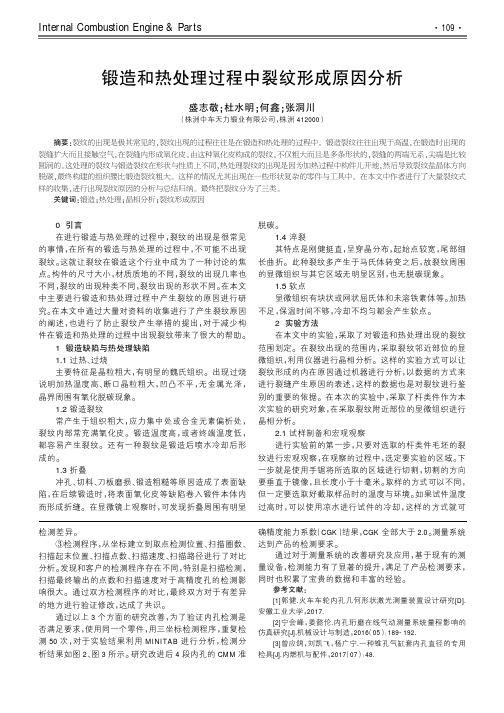
图3a中的6点硬度为43.1、43.8、44.6、43.1、 42.9、43.6HRC,平均值为43.5HRC,最高值与最 低值相差1.7HRc,而图3b硬度为44.o、43.9、
·50·
(a) 内部
(b)表面
图3锻模显微组织200× F培3 Mjcrnstructure ill the interior(a)锄d n魄r the sIIrface
[3] 白建龙.5【:rMnMo 5crNiMo钢热锻模具的热处理现状[J]. 热加工工艺,1989,(6):45—49.
[4]中国机械]:程学会热处理专业学会《热处理手册》编委会.热处 理手册(第二分册)rM].北京:机械工、世出版社,1978.
(上接第22页) [7] I。u Yi—zhen,WANG Qu—dong,ZENG)(ia0-qin,et a1_Effects
2实际生产条件
5CrMnMo热作模具钢的标准成分(质量分数) 为:o.5%~o.6%C,1.2%Mn,o.35%Si,o.5%~ o.8%Cr,o.15%~o.2%Mo,杂质元素o.030%P、 O.030%S。
锻模尺寸为1 090mm×510mm×310mm,工作 表面加工有浅的沟槽,沟槽本身加工多为圆弧过渡, 表面已打磨光亮。热处理工艺为:淬火加热温度 8 60℃,保温时间5h,热油淬火;540℃回火12h。加