型芯抗弯强度的影响因素及空心型芯的制备技术
高温合金空心叶片用陶瓷型芯的研究进展

新视点NEWOBSERVATON高温合口~‘】Z、.同皿。
面。
金空,SDt片用陶瓷型芯的研究进展承ReviewofCeramicCoreforSuperalioyHollowBlade上海交通大学金属基复合材料国家重点实验室王飞李飞刘河洲王俊孙宝德王飞上海交通大学材料科学与工程学院博士研究生.主要从事高温叶片成型用陶瓷型壳和型芯的研究工作。
提高航空燃气涡轮发动机的性能,首先是要提高涡轮的燃气温度,它决定了动力装置有效功率的实际提高,如燃气温度从1200℃提高到1350℃,油耗率可降低8%。
采用铸造高温合金制成形状复杂的空心叶片可提高涡轮前温度,但由于金属熔・上海市科委2008重大基础研究项目(08dj1400403)。
60航牢啊造技术・2009年第19期由于陶瓷型芯的性能是决定叶片成品率和成品质量的关键因素之一,所以,多年以来发达国家对于陶瓷型芯的研究一直没有停止过,并且将其核心技术视为高度机密不予公开。
陶瓷型芯制造技术一直是空心叶片铸造中的瓶颈,它决定了叶片的尺寸精度、合格率和铸造成本,因此,不断改进陶瓷型芯材料和制造技术十分重要。
点的限制,在合金材料上提高叶片的承温能力目前已经接近极限…,仅依靠提高发动机热端部件材料的热强性已不能满足我们的要求。
因此,不断改善叶片的气冷结构、提高冷却效率已成为涡轮叶片设计与制造者追求的目标[2-31。
空心气冷叶片是提高发动机涡轮前温度的重要技术之一。
叶片可采用高温合金近净形熔模精密铸造技术制造,该类技术包括近净形铸造工艺设计、熔模材料与精密成形技术、高温陶瓷材料与精密成形技术,高温合金浇注成形与凝固结晶控制技术、铸件后处理与专用工装研究,以及工艺过程中质量控制方法和表征技术研究。
铸造空心叶片的关键是先制造出能形成叶片复杂内腔的陶瓷型芯。
当前,叶片的冷却结构已由传统的对流、回流.撞击扎、气膜冷却等方式发展到高效发散气冷方式,冷却效率已由300℃左右提高到600℃以上川。
金属蜂窝夹层结构弯曲性能分析

金属蜂窝夹层结构弯曲性能分析引言金属蜂窝夹层结构因其轻质化、高强度、刚度优异、隔音性能好等特点被广泛应用于航空、汽车、船舶等领域。
其中的弯曲性能对于结构的性能极为关键,能够直接影响结构的使用寿命和安全性能。
因此,研究金属蜂窝夹层结构的弯曲性能分析具有重要的理论和实际意义。
本文将从金属蜂窝夹层结构弯曲特性的影响因素、理论计算方法以及实验验证三个方面来阐述其弯曲性能的分析。
一、金属蜂窝夹层结构弯曲特性的影响因素1.材料性能金属蜂窝夹层结构由两层金属板和一层夹层芯材组成。
其中金属板的材料对于结构的弯曲性能具有很大的影响。
大多数情况下,金属板的弯曲刚度和强度越高,蜂窝夹层结构的弯曲性能就越好。
2.夹层芯材夹层芯材的选择对于结构的弯曲性能也有很大的影响。
一般认为,夹层芯材的厚度约为金属板的1/20,通过选择不同的材料和结构可以达到不同的弯曲刚度和强度。
3.边界条件结构的边界条件指的是结构的支撑和加载方式。
对于金属蜂窝夹层结构,一般使用固定支撑和三点弯曲载荷。
二、理论计算方法对于金属蜂窝夹层结构的弯曲分析,通常采用两种理论计算方法,分别为单元法和板壳理论方法。
1.单元法单元法是基于有限元方法的一种计算弯曲性能的数值计算方法。
它将结构划分为若干个小单元,然后对于每一个小单元进行计算。
最终将得到整个结构的弯曲刚度和强度等性能参数。
2.板壳理论方法板壳理论方法将结构模型简化为平面板或者弯曲应力作用下的壳体,通过公式计算得到结构的弯曲应力和位移等参数。
该方法对于形状较为规则的结构适用性较强,并且计算过程简单。
三、实验验证除了理论计算方法,实验验证也是分析金属蜂窝夹层结构弯曲性能的重要手段。
实验方法主要包括悬臂梁实验、三点弯曲实验、四点弯曲实验等。
1.悬臂梁实验悬臂梁实验是最为常用的实验方法之一,其原理是将一段蜂窝夹层结构的一端固定,另一端加上一个小重物作为载荷,通过测量结构的挠度、荷载力矩等参数来分析其弯曲性能。
2.三点弯曲实验三点弯曲实验是最为常见的实验方法之一,其原理是将蜂窝夹层结构两端固定,将载荷在结构中央的位置上进行施加,通过测量结构的弯曲位移、荷载力矩等参数来分析其弯曲性能。
熔模铸造新型型芯工艺
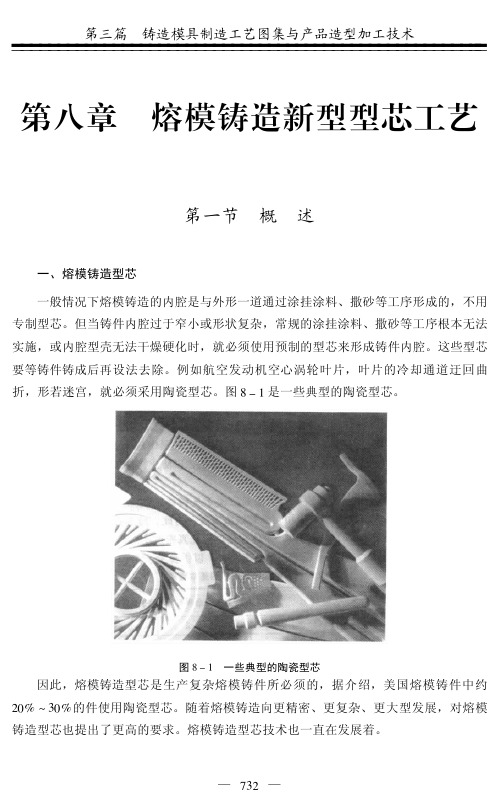
表2/! 性 能 硅质陶瓷型芯的基本要求 用于钴基合金和不锈钢 #"2 ( )"’ $"$# ( $"$2 ’# ( ’)
*
用于真空浇注镍基合金 2"* ( !$"* $"$2 ( $"$; !< ( ’$ !";2 ( ’"$’ ’"*2 ( ’"#&
焙烧后强度 (3456 7*2’ / &2) 8 69: 线膨胀率 (室温 ( ;&$% , 1) 孔隙率 (1) 体积密度( 8 = 8 >+ ) 密度( 8 = 8 >+*) 溶出性 反应性
第二节
一、硅质陶瓷型芯 () 型芯材料 (()石英玻璃
陶瓷型芯
石英玻璃是硅质陶瓷型芯的基体材料。石英玻璃分透明的和不透明
的两种,前者密度为 *)*(+ , -#" ,后者介于 *)&* . *)&/+ , -#" 之间。石英玻璃是一种过冷 液体,比晶态石英内能高,稳定性差,有自发地向内能更低的晶态转变的趋势。但在常 温下由于它的粘度极大,内部质点很难重新排列。当加热到高温时,石英玻璃的粘度下 降,同时质点热运动动能增大,其内部质点就有可能重新排列,从非晶态转为晶态。一 般透明石英玻璃于 (*&&0 、不透明石英玻璃从 ((&&0 开始转变为方石英,此转变过程 称“析晶” ,同时体积增大。当冷却至 (/& . *1&0 时,方石英又由 !型转变为 "型,同 时体积缩小,见图 / 2 *。
多面体夹芯结构弯曲刚度影响因素分析

夹芯结构具有高比刚度、强度、轻质以及吸能等功能特性,有效提高了产品结构力学性能,被广泛应用于航空航天以及汽车等工程领域[1]。
目前,有关夹芯结构优化设计的研究主要集中在传统夹芯结构研究领域,如泡沫夹芯等,对新型多面体夹芯结构研究内容较少,且针对新型多面体夹芯结构研究主要集中于抗撞性能优化研究方面。
LIANG 等[2]研究了爆炸载荷作用下波纹夹芯结构的动态响应特性;QI [3]等研究冲击载荷方向不确定情况下,正四棱台薄壁结构参数对抗撞性指标的影响;龙四营等[4]利用Kriging 近似方法和遗传算法,以吸能最大为优化目标,对多面体夹芯结构进行了结构参数优化设计;刘家添[5]等以正则多面体夹芯结构为研究对象,通过建立碰撞数学模型,用ANSYS 分析了冲击角度、形状以及尺寸等参数变换对夹芯结构碰撞吸能特性的影响;宋延泽等[6]研究了在子弹冲击载荷作用下,泡沫夹芯结构抗撞击性能的影响。
以上研究缺少针对胞元结构变换参数等指标对弯曲刚度的影响方面的研究,导致设计的新型结构在性能方面存在一定不足。
本文以多面体夹芯结构为研究对象,通过仿真分析研究胞元结构变换参数、厚度对多面体夹芯结构抗弯特性影响以及变换规律。
分析认为,胞元变换参数对夹芯板弯曲刚度影响较大,且在胞元数量一定的情况下,一定范围内增加厚度可提高夹芯板的抗弯特性。
1 多面体夹芯结构模型1.1 基本模型创建图1为多面体夹芯结构基本胞元模型。
设定基本胞元模型为边长为c 的正四面体结构,经过变换可获得多种形状不同的结构[4]。
上下两张板配合组成多面体夹芯结构,H 为胞元高度,t 为板厚,c 胞元长度,夹芯板整体尺寸为b 1×b 2,结构如图2所示。
图3(a )为胞元结构相似变换示意图,虚线三角形为基本胞元模型底面三角形,边长为c 。
经过相似变换获得灰色部分的三角形A ,A 为相似变换后的胞元模型底面,边长为a ,B 为其顶面,其中a /c 为相似变换系数s 。
混凝土芯样制件对抗压强度影响因素的探讨
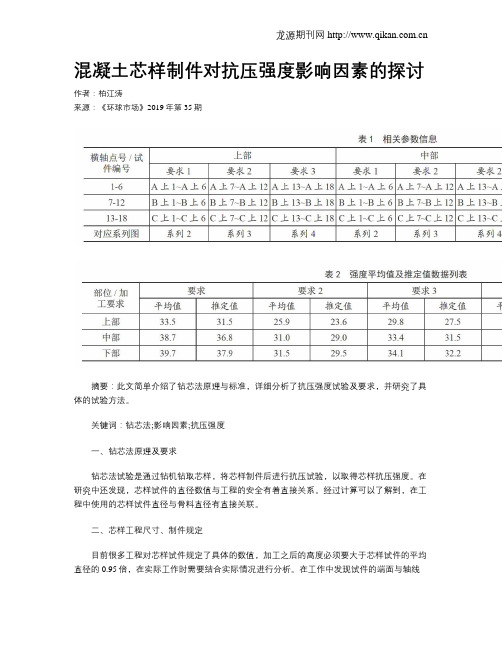
混凝土芯样制件对抗压强度影响因素的探讨作者:柏江涛来源:《环球市场》2019年第35期摘要:此文简单介绍了钻芯法原理与标准,详细分析了抗压强度试验及要求,并研究了具体的试验方法。
关键词:钻芯法;影响因素;抗压强度一、钻芯法原理及要求钻芯法试验是通过钻机钻取芯样,将芯样制件后进行抗压试验,以取得芯样抗压强度。
在研究中还发现,芯样试件的直径数值与工程的安全有着直接关系。
经过计算可以了解到,在工程中使用的芯样试件直径与骨料直径有直接关联。
二、芯样工程尺寸、制件规定目前很多工程对芯样试件规定了具体的数值,加工之后的高度必须要大于芯样试件的平均直径的0.95倍,在实际工作时需要结合实际情况进行分析。
在工作中发现试件的端面与轴线形成的角度有一定规律。
实际工作中形成的角度不在规律范围之内会使工程出现偏差影响后续工作效果,工作人员一定要将这两部分形成的角度控制在2°内[1]。
三、抗压强度试验及要求1.在加工试件时需要遵守国家出台的相关文件,实际尺寸必须满足文件中的要求。
2.混凝土芯样试件抗压强度fcu,cor的计算公式为:fcu,cor=4F/πd2四、制件的重要因素在芯样试件制件的过程中,端面与轴线的垂直度、端面的不平整度很容易被检测人员忽视,从而影响到芯样抗压强度的判定,因此文章着重对这两个因素进行比较分析[2]。
五、试验方案(一)芯样选取选用混凝土灌注桩钻芯的芯样进行试验。
基桩混凝土强度等级为C30,钻取龄期为54d,钻芯孔数为3孔,芯样直径约为87mm,每孔芯样长度约为25m。
在各孔上、中、下部位,在同一深度部位(相差0.5m范围内)挑选出骨料分布均匀、胶结好、长度约为2m的芯样进行截取,共截取9段芯样进行加工。
(二)芯样加工将截取的每段芯样分成3组,1组加工成符合试验要求(要求1)的6块试件,1组加工成垂直度不符合要求(要求2)的6块试件,1组则加工成端面平整度不符合要求(要求3)的6块试件,则9段芯样共计加工162个试件。
陶瓷型芯的强化研究综述

陶瓷型芯的强化研究综述陆丽芳1庞佳敏2武振飞2张弘毅2(1江苏久吾高科技胜份有限公司,南京211808;2江苏省陶I研究所有限公司,宜兴214221)摘要陶瓷型芯主要应用于航空发动机形成空心涡轮叶片的复杂空腔结构,陶瓷型芯既要有较好的常温强度保证运输和可操作性,又要有较好的高温性能以承受高速蜡液和高温金属液的冲击。
本文综述了制备陶瓷型芯基体时和烧结后对陶瓷型芯的增强方法。
关键词陶瓷型芯;矿化剂;纤维;高温增强;常温增强〇前言航空发动机作为飞机的心脏,具有较高的技术 门槛,需要做到极其精密。
目前,世界上只有少数几 个国家能够独立研制出性能优异的航空发动机。
航 空发动机的作用是为飞行器提供飞行动力,发动机 性能的重要衡量指标是推重比[1]。
推重比越大,飞行 器的推力越大,增加发动机推力最有效的方法是提 高涡轮前进口温度根据美国涡轮发动机技术计划,将提升发动机推重比到201如此高的推重比将 使得发动机合金在接近熔化的温度下使用,此时合 金的承温能力和隔热措施都不能满足使用要求。
因此,只有通过改变涡轮叶片的内腔结构,将冷空气在 空心叶片中流通,达到冷却又不影响工作温度的目 的'空心涡轮叶片的内腔结构极其复杂,简单的机 加工已不能完成,只有依靠熔模铸造技术才能实现 [\而陶瓷型芯是熔模铸造复杂内腔空心叶片的关键 '陶瓷型芯的性能和精密铸件的合格率与产品的质 量具有直接的联系。
陶瓷型芯构造复杂,不仅要避免制造及运输过 程中的机械损伤,还要承受在熔模铸造各个阶段的 热压冲击。
前期压蜡膜时,高温蜡液高速冲击陶瓷型 芯;叶片浇注时,受到高温金属液的冲击。
在如此恶 劣的环境下,陶瓷型芯要不发生断裂、破损。
因此,陶瓷型芯要具有足够的强度。
本文主要从陶瓷型芯基 体材料和后期补强两个方面讨论对陶瓷型芯的增 强。
1陶瓷型芯■材料增强陶瓷型芯主要包括硅基陶瓷型芯和铝基陶瓷型 芯,主要从向基体中添加纳米矿化剂和纤维两个方面来增强。
室温强化对陶瓷型芯强度的影响

室温强化对陶瓷型芯强度的影响陶瓷型芯是一种常见的模具,由于其高温、耐腐蚀和耐磨损的特性,被广泛应用于铸造、锻造等领域。
然而,陶瓷型芯的强度是制约其应用的重要因素,因此对其强度进行强化是十分必要的。
本文旨在探究室温强化对陶瓷型芯强度的影响。
室温强化指在常温下引入外部因素来提高材料强度的方法。
常见的室温强化方法包括加热退火、轧制、镀膜等。
然而,这些方法并不适用于陶瓷型芯,因为陶瓷型芯不能承受高温的处理和减少明显的应力等。
因此,室温强化对于陶瓷型芯来说可以考虑从以下几个方面入手:一、添加钎料添加适量的钎料可以改善陶瓷型芯的强度。
钎料通常是岩石、矿物或其他材料碎屑,具有良好的耐久性和稳定性。
通过加入钎料,可以填充陶瓷型芯中的缺陷,增强其结构完整性,提高陶瓷型芯的强度和耐久性。
添加钎料的方法可以选择机械研磨或化学合成等方法,并通过调节钎料的尺寸、形状等参数来控制陶瓷型芯的强度。
二、表面微处理表面微处理可以在不改变陶瓷型芯基础结构的前提下,通过对其表面进行微观处理来提高其强度。
这些微观处理可以包括撞击、切割、研磨等方式,使得陶瓷型芯表面产生微观的变形和塑性变形,从而改善其抗裂纹扩展性和抗弯曲强度。
此外,表面微处理还可以用于改善陶瓷型芯的附着性和耐磨性,提高其使用寿命。
三、选择合适的制备工艺制备工艺的选择直接影响陶瓷型芯的性能和强度。
不同的制备工艺可以产生不同的微观结构和晶粒大小,从而影响陶瓷型芯的强度和耐久性。
因此,选择合适的制备工艺是提高陶瓷型芯强度的重要步骤。
制备工艺可以包括粉末冶金、溶胶-凝胶、离子注入等。
总之,对于陶瓷型芯来说,室温强化是提高其强度和耐久性的有效方法。
在选择强化方法时,应根据陶瓷型芯的材料和应用情况来选择最合适的方案。
同时,制备工艺的选择也是影响强化效果的重要因素。
因此,需要通过科学的研究和试验来确定最佳的强化方案,以提高陶瓷型芯的性能和使用寿命。
新型管材的抗弯强度分析及优化设计研究

新型管材的抗弯强度分析及优化设计研究随着科技的不断进步,新材料的研究和应用也越来越多。
新型管材作为一种重要的材料,在建筑、机械工程等领域得到了广泛的应用。
本文主要研究新型管材的抗弯强度分析及优化设计,以期为实际的工程应用提供一定的参考。
一、新型管材的特点与应用新型管材是指在传统的管材基础上增加了新的材料、改变了材质结构或者采用了新的制备工艺等方面进行改进和创新的管材。
其最大的特点是具有更高的强度、更好的耐腐蚀性、更好的延展性和更轻的重量等。
新型管材的应用领域非常广泛,如建筑、机械工程、航空航天、汽车工业等。
例如,在建筑中,新型管材广泛应用于钢结构、铝合金体育场馆、管道工程等领域;在汽车工业中,新型管材可以用于车架、车身、排气管等零部件;在机械工程中,新型管材则可以用于航空发动机零部件、风力发电机塔等。
二、新型管材的抗弯强度分析新型管材的抗弯强度是新型管材的重要机械性能指标之一。
而抗弯强度的大小又决定了新型管材的使用范围和强度等级。
因此,对新型管材的抗弯强度进行研究是非常有必要的。
新型管材的抗弯强度可以通过理论计算、试验等方法进行分析。
其中理论计算是最常用的方法之一。
理论计算主要通过公式推导、数值计算等方法进行计算和预测。
1. 理论计算方法新型管材的抗弯强度计算是根据弹性力学理论进行计算的。
由于管材在弯曲的时候内部会受到拉伸和压缩应力的作用,因此计算时需要采用梁的弯曲理论和管材的截面特性。
弯曲力矩的计算公式为:M= σ*W其中,M是弯曲力矩,σ是管材截面的抗弯强度,W是截面模量。
弯曲应力的计算公式为:σ=My/I其中,σ是弯曲应力,M是弯曲力矩,y是截面离中心轴线的距离,I是截面二阶矩。
通过以上公式,可以得到新型管材的抗弯强度。
不过,由于新型管材的特性比较复杂,其截面模量、二阶矩等参数很难得到精确的计算值。
因此,在实际计算中需要通过数值计算等方法进行增补和修正。
2. 试验方法试验是新型管材抗弯强度分析中另一种常用的方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
作者简介 :李波 ( 6 一 , ,硕士 ,研究员级高级工程师 ,研究方向为高温合金精密铸造。E m i ny j @13 o 1 6) 男 9 — a :l l J 6 . r l sm y cn
snee t10 0 ℃ . h e dn t n ha o m mp rtr f oewi w m p r tr t n h n n itrd a 5 T eb n igs e g t o t r t r e eau eo r t l t c h o e eaues e g e igi r t S
关键 词 :陶瓷 型芯 ;精密铸造 ;抗 弯强度 ;合格率 ;空心型芯 中图分类 号 :T 2 9 文献标 识码 :A G 4. 5 文章编 号 :10 — 9 7 (0 2 3 0 1 — 4 0 1 4 7 2 1)0 — 3 6 0
If e cn a t r fCo e Be d n r n t n n l n ig F co so r n ig Ste g h a d u
证 叶片壁厚 的尺 寸精 度 。陶瓷型 芯形成 的空 心 内腔 的
气冷作 用使 空心 叶片的最 高使用 温度提 高 10 4 0℃ , 0~0 甚 至达6 0℃ 以上 ,使 叶片温 度 分布 均匀 性 提高 ,热 0 应力下 降 ,使 用寿命延 长 ,对发动 机性能有重 大影 响。 通过 对 陶瓷型 芯材料 及型 芯制备 工艺 的研 究 ,成 功制
(. I hn agLmigA r・n ieC roao , h na g1 4 , i nn , hn ; 1AV CS e yn i n eoE gn op rt n S eyn 10 3 La ig C ia i 0 o
2 S h o f t il S i c n n ie r g S e y n ies yo T c n l y S e y n 1 8 0 La nn , hn ) . c o l Ma r s ce e dE gn e n , h n a g o ea n a i Unv r t f eh oo , h n a g1 0 7 , i ig C ia i g o
Ab tat By u ig o i ee ttc n q e ,we ma u a tr d c r n h te gh ts s e i n fr src : s f df rn e h iu s n f n fcu e o e a d te s n t et p cme o r
通讯作者 :于兴福 ,男,讲师 ,博士。Emal u igu 6 . m — i :y xn f@13t o
铸 造
李波 : 等 型芯抗弯强度的影响因素及空心型芯的制备 技术
满 足表 1 的要 求 ,粒度符 合 表2 的规定 。采用 莫来 石粉
作 为 型芯 的矿化 剂 ,莫 来石 粉 的化学 成分及 理化 指标
满足表3 的要求 。莫来石 粉经预处 理后 ,将制 备好 的玻 璃料 粉 、莫 来石 粉 、添加剂 、蜡料 等混 合 ,制 备 出型
芯料浆 ,采用 手动压芯 机制备试样 及实 心 、空心 型芯 , 试样 横 截 面尺 寸见 图 1 。对试 样 采 用未 强 化 、低 温 强
表2 石英玻璃粉的粒度要求
备 出具有 空心结 构 的陶瓷 型芯 ,并使 其在 制造某 新 型
发动机 中得 到应用 。
1 试 验 方 案
石 英玻 璃管 经粉碎 、球 磨 、水 洗 、分级 、干燥 等 工 序后 ,制备 出石英 玻璃 粉 ,石 英玻 璃粉 化学 成分 要
其作 用是形 成 空心 叶片 的 内腔 形状 ,并 与型壳共 同Байду номын сангаас
srn h nn . h olw oe itrd a 0 ℃ wi i c o ih tmp rtr te gh nn o s s t g e ig T eh l et o c rssnee t1 1 0 t sl a s l g e ea esrn e ig p se s h i h u t
w lc mbn t no n ig t n ha dd fr bly a d i e i d whc rv e u l e t o el o ia o f e dn r g n eoma it.n g r e . ihi o e h a f dr e f i b s et i hh y l mp t q i i a
T e r s l h w h t t e b n i g s e g h a d y ed o o e s t r d a 1 0 ℃ a e h g e h n t o e h e u t s o t a h e d n t n t n i l f c r i e e t 1 s r n 0 r ih r t a h s
t ec si n e u et e c a kr t fc si g . h a tnga d r d c h r c a eo a tn s
Ke rs ea cc r; r cso at g b n igs e gh q ai e t; olw o e ywo d :c r mi oe p e iinc si ; e dn r n ; u l dr e h l n t t i f a o c r
铸
・
造
M ar 01 .2 2
31 ・ 6
F OUN Y DR
V . 1 N0 3 0I 6 .
型 芯抗 弯 强度 的影 响 因素 及 空心 型 芯 的 制备 技 术
李 波 ,于兴福 ,刘 家胜 - 一 ,曲殿 鹏 ,黄 静 ,闫红梅
(. 1 中航工业沈 阳黎 明航 空发 动机 ( 团)有限责任公司 ,辽 宁沈阳 10 4 ; 集 0 3 1 2 沈阳工业大学材料科 学与工程学院 ,辽宁沈阳 10 7 ) . 1 80
随着 航 空发动 机推 重 比的不 断增大 ,发 动机 的涡 轮前 温度迅 速提 高 。如第三 代发 动机F 0 的涡前 温度 10 为 1 0~ 0 0 1 0℃ ,第 四代发 动机为 1 7 ~ 7 2 4 7 1 7℃ ,未 5 6 来 发动机 的涡轮前温度 将超过20 0℃。如此 高的涡前 0 温度 ,远远 超过 了涡 轮 叶片材料 如镍 基 、钴 基 高温合
Ta l a u a i fq a t l s o e b e 2 Gr n l rt o u r z ga sp wd r y
化 、高 温强 化 、 “ 温+ 温 ”复 合强 化 工 艺进 行 处 高 低
理 ,制 出的样 品分别 在 1 5 0℃和 110℃下烧 结 。高 0 0 温 强化在 焙烧 出炉 后进行 ,分 别采 用硅溶 胶 和硅 酸 乙 酯浸 泡 1 n 0 mi。采 用WD W型 万能试验 机测定 试样 的抗
Pr p r t n Te h o o y o lw r e a a i c n lg fHol o o Co e
L ’ n — , I J — e g, U Di -e g, U NGJ g, N Ho gme I , Xi f LU as n Q a p n H A Bo YU gu i h n n YA n — i i
pr c so a t ,a e e r he h ndng sr ng h o o e a he q a i e a e o o e nd c si g . e iin c si ng nd r s a c d t e be i te t fc r nd t u lf d r t fc r s a a tn s i
hg e a a t ih a d lw mp rtr o o i te gh nn ; e dn te gh o o ewi ny ih r h nt t h hg n o t ea ec mp s es n t e i g b n igsrn fc r t o l t h wi e u t r t h hg e ea r t n h nn Stelwet T eb n ig s e gh t13 0℃ o ec r s t ih a d ihtmp rt esr g e ig i h o s. h e dn t n sa 5 u et r t ft o e h hg n h wi
lw e ea r te gh nn e p ciey weeb t r h n 9M P . h e dn te gh a 5 ℃ o tmp rt esrn te ig rs e t l. r oh mo eta a T eb n ig s n t13 0 u v r t
芯强 度对铸件成形性 的影响 。
表1 石英玻璃粉化学成分
Ta l e c lc mp sto fq a t ls o e w o b e1Ch mia o o i n o u rz ga sp wd r :/ i
S O2 i ≥ 9 . 99 K2 Na 0 0+ 2 < 0 0.6
摘 要 :采用不同工艺制备 了精密铸造用型芯及强度试样 ,并对型芯的抗弯强度及型芯 、铸件合格率进行 了研究 。研究
结果 表明 ,110℃下烧结 的型芯抗弯强度及型芯的成品率均高于1 5 0 0℃烧结型芯 的抗弯强度及型 芯的成品率。室温 0 下经低温强化 型芯的抗 弯强度 高于 “ 高温+ 低温”复合强化型芯 的抗弯 强度 ,而单 独进行高温强化 的型 芯的抗 弯强度 最小 。在 1 5 下 ,经 高 温 强 化 和低 温 强 化 型 芯 的抗 弯 强 度 均 高 于 9 a 0℃ 3 。硅 溶 胶 高 温 强化 型芯 在 1 5 下 的 抗 弯 强 MP 0℃ 3 度远低于采用硅酸乙酯进行高温强化的型芯 。采用硅溶胶高温强化 1 0 0℃烧结 出的空心型芯 ,具有较好的抗弯强度及 1 退让性 的组合 ,而且其成 品率较高 ,同时该工艺可提高铸件 的合格率 ,降低铸件裂纹率 。