“穿条式”VS“浇注式”隔热铝型材的区别
上海窗隔热条要求

上海窗隔热条要求
上海对窗隔热条的要求是采用穿条式隔热条,主型材截面主要受力部位集采公称壁厚不小于1.8mm,且隔热条不小于24mm。
通常情况下,为了满足夏季隔热和冬季保温的需求,窗户隔热条应当具有一定的隔热性能和保温性能。
具体来说,在选择窗户隔热条时,可以注意以下几个方面:
1. 材质:目前常用的窗户隔热条材质有PVC、铝合金、断桥铝等。
不同材质的隔热条性能有所不同,需要根据实际需求进行选择。
2. 尺寸:窗户隔热条的尺寸也会影响其隔热效果。
一般来说,隔热条的尺寸越大,其隔热性能就越好。
因此,在选择窗户隔热条时,需要根据窗户的具体尺寸来选择合适的隔热条。
3. 气密性:窗户隔热条的气密性也很重要,气密性好的隔热条能够有效防止空气渗透,从而提高窗户的保温性能。
4. 品牌信誉:选择知名品牌的窗户隔热条,可以更加放心地使用。
总之,选择合适的窗户隔热条需要考虑多个方面,包括材质、尺寸、气密性和品牌信誉等。
. 铝合金隔热型材抗拉强度、抗剪轻度检测知识讲解
横向拉伸试验
按公式(3)计算各试样单位长度上所能承受的最大剪切力, 再按公式(4)计算试样纵向抗剪特征值
式中:
QFmax / L
(3)
Q——试样单位长度上所能承受的最大拉伸力,单位为牛顿每毫米(N/mm) L——试样长度,单位为毫米(mm) Fmax——最大拉伸力,单位为牛顿(N)
铝合金隔热型材抗拉强度、抗剪 强度检测
GB5237.6-2012 《铝合金建筑型材 第6部 分:隔热型材》
一、概述
铝合金隔热型材是组成节能铝合金门窗的主要材料, 是以隔热材料连接铝合金型材而制成的具有隔热功能的复 合型材,按复合方式分为穿条式和浇筑式隔热型材。
穿条式是通过开齿、穿条、滚压工序,将条形隔热材 料穿入铝合金型材穿条槽内,并使之被铝合金型材牢固咬 合的复合方式;浇筑式是把液态隔热材料浇入铝合金型材 浇筑槽内并固化,切除铝合金型材浇筑槽内的临时连接桥 使之断开金属连接,通过隔热材料讲铝合金型材断开的两 部分连接在一起的复合方式。目前市场上大部分隔热型材 为穿条式隔热型材。
穿条式 浇筑式
试验结果
纵向抗剪特征值 (N/mm)
室温 低温 高温
横向抗拉特征值 (N/mm)
室温 低温 高温
≥ 24 ≥ 24 ≥ 24 ≥ 24 ≥ 24 ≥ 24
≥ 24 ≥ 24 ≥ 24 ≥ 24 ≥ 24 ≥ 24
A类隔热型材试样需先通过室温纵向剪切失效(隔热型材与 铝型材间出现2.0mm的剪切滑移。)再做横向拉伸试验,B类隔 热型材试样不通过室温纵向剪切失效直接做横向拉伸试验。
七、试样方法
1、试验步骤
纵向剪切试验:用夹具将试样夹好,试样在试验温度 下放置10min后,以1mm/min~5mm/min的加载速度加载进 行剪切试验,所加的荷载和相应的剪切位移做记录,直至 最大荷载出现,或隔热材料与铝型材出现2.0mm的剪切滑移 量(此时称剪切生效)。滑移量应直接在试样上测量。
穿条式与浇筑式铝型材的区别
“穿条式”VS“浇注式”隔热铝型材的区别资讯来源:中国幕墙网发布日期:2008-4-7 点击次数:热门关键词:铝合金铝合金型材铝板铝材铝锭氧化铝随着人们生活水平的不断提高,对住宅门窗的要求也越来越高,除了安全舒适外,还要求门窗的品质和个性化,要求环保节能。
这样给门窗建材提出了更高的要求,“第二代铝合金门窗建材”的出现使问题得到了解决。
根据"十五"规划和2010年的发展计划,有关部门预测,在本世纪的头10年,我国将建设村镇住宅50亿平方米,建设公共建筑10亿平方米,而10年中的城市住宅建设量为33.5亿平方米。
这样巨大的建筑市场,就需要大量的门窗,若按15%的建筑面积来计算窗面积,按11%的建筑面积来计算门的面积,窗的年平均需求量为2亿平方米,门为1.47亿平方米。
随着建筑市场的发展,有关部门提出了建筑节能50%的目标。
并且2003年10月1日起建设部发布的行业标准《夏热冬暖地区居住建筑节能设计标准》正式实施,该《标准》的出台,意味着今后的住宅从设计时就要考虑到节能问题。
因此,国内门窗生产厂家把发展新型节能门窗作为实现节能的主要途径。
节能门窗主要是通过框体及玻璃这两部分,结构性能的改造,来阻止热损失的三种形式的进行。
其中“第二代铝合金建材”中的断热冷桥型材是环保节能建材精品中的精品。
其有两种形式:“穿条工艺”和“浇注工艺”“穿条工艺”是由两个隔热条将铝型材内外两部分连接起来,从而阻止铝型材内外热量的传导,实现节能的目的。
它是来源于欧洲的技术,在市场上较为常见,据不完全统计数据表明国内采用进口穿条生产设备和国内穿条生产设备的公司有近百家,正常生产的不到总数量的一半。
“浇注工艺” 隔热节能技术起源于美国,1937年10月,第一个描述铝合金材料如何被进行隔热处理的专利诞生了。
它的主要思想是将一种类似密封蜡的混合物浇注到门窗用铝材的中间,来进行隔热。
与此同时,有关聚氨酯的专利在德国出现了。
穿条式隔热型材和注胶式隔热型材的比较解读
穿条式隔热型材和注胶式隔热型材的比较在中国市场上的隔热型材存在着两大类:穿条式隔热型材和注胶式隔热型材,也就是GB5237.6《铝合金建筑型材第六部分:隔热型材》里面所说的A、B两类。
穿条式隔热型材的通过开齿、穿条、滚压等三道工序后,将隔热条穿入铝合金型材的隔热条槽口内,并使之被铝合金型材牢固咬合的复合方式,隔热条的材质是聚酰胺66加25%的玻璃纤维(即PA66GF25)。
而浇注式隔热型材是把液态隔热材料注入铝合金型材浇注槽内固化后,切除与铝合金型材浇注槽开口对应的金属桥,靠液态隔热材料固化后与铝型材的粘接力连接内外腔铝型材,其隔热材料的材质是聚氨酯(即PU),一般是分A、B组份,经机器混合后注入槽口内,有点类似大家常用的双组分结构胶的做法。
目前我们的隔热型材市场正处于成长阶段,大家对这个新生的产物还在逐步的认识、理解。
所以我就将这些年我对这两类隔热型材的认识写出来与大家分享。
1、材料的热导率:材料的热导率λ是决定材料传热量的一个重要参数。
2、材料的热传导:在热传导的性能方面,穿条式的隔热型材要好于注胶的。
3、隔热系统的连续性:所谓隔热系统的连续性就是通过合理设计用玻璃、隔热型材的隔热材料和主密封胶条等把隔热型材的内、外完全给界定开,使得外腔与内腔在热流方面不再直接相互影响,从而降低通过型材的热流量。
对于穿条式隔热型材,可以通过隔热条的截面形状设计来达到这方面的要求,但是对于注胶式隔热型材,因其生产的特点决定了其不可能满足这方面的要求。
4、铝型材用料5、双色系统:双色系统就是隔热型材的内外腔型材采用不同的颜色,作成门窗后,其外侧能够与外装饰面相协调,而内侧又能够与室内装饰协调,从而丰富了隔热门窗的多样性,满足客户的个性需求。
对于穿条式隔热型材,这点做起来非常简单。
因为其内外腔型材是分别挤压、分别表面处理,然后再经过复合工艺做成隔热型材。
但是对于注胶式隔热型材,因为其生产工艺的限制,使得其很实现双色系统。
注胶与穿条隔热型材性能对比分析
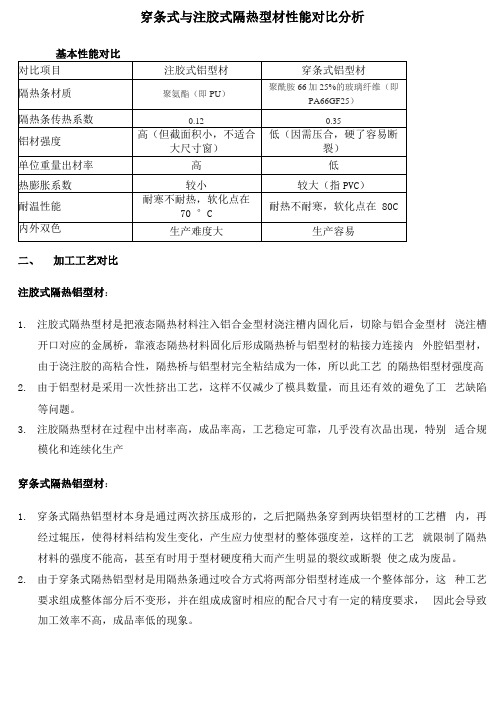
穿条式与注胶式隔热型材性能对比分析基本性能对比二、加工工艺对比注胶式隔热铝型材:1.注胶式隔热型材是把液态隔热材料注入铝合金型材浇注槽内固化后,切除与铝合金型材浇注槽开口对应的金属桥,靠液态隔热材料固化后形成隔热桥与铝型材的粘接力连接内外腔铝型材,由于浇注胶的高粘合性,隔热桥与铝型材完全粘结成为一体,所以此工艺的隔热铝型材强度高2.由于铝型材是采用一次性挤出工艺,这样不仅减少了模具数量,而且还有效的避免了工艺缺陷等问题。
3.注胶隔热型材在过程中出材率高,成品率高,工艺稳定可靠,几乎没有次品出现,特别适合规模化和连续化生产穿条式隔热铝型材:1.穿条式隔热铝型材本身是通过两次挤压成形的,之后把隔热条穿到两块铝型材的工艺槽内,再经过辊压,使得材料结构发生变化,产生应力使型材的整体强度差,这样的工艺就限制了隔热材料的强度不能高,甚至有时用于型材硬度稍大而产生明显的裂纹或断裂使之成为废品。
2.由于穿条式隔热铝型材是用隔热条通过咬合方式将两部分铝型材连成一个整体部分,这种工艺要求组成整体部分后不变形,并在组成成窗时相应的配合尺寸有一定的精度要求,因此会导致加工效率不高,成品率低的现象。
三、强度对比从加工工艺上看,注胶式隔热铝型材是采用一性挤压成形,并用高粘合性隔热胶固化后将型材粘成一体,其单根型材上看强度要高于穿条式隔热铝型材,但是正是由于该加工工艺的限制,其横截面积不能设计于过大,否则会影响型材模具的使用寿命、生产的难度以及铝型材的强度,因此在组装较大尺寸门窗时不宜推荐用注胶隔热铝材。
四、成本对比相同腔体设计,相同壁厚的前提下,注胶式隔热铝型材米重均小于穿条式隔热铝型材,从而相同尺寸、相同中空玻璃配置的情况下,注胶式的隔热铝成窗重量也大大低于穿条式隔热铝穿重量,以我司现设计的93系列隔热推拉窗为例:壁厚1.4mm,窗尺寸1500X 1500mm,注胶式隔热的平方米重为6.05 kg/m2,原868穿条式隔热平方米重为7.35 kg/m2,一般注胶隔热窗每平方米要比穿条隔热窗节省1公斤料,因些注胶式成本大大低于穿条式隔热铝材五、内外双色由于穿条式隔热铝型材的铝合金部分是经过两次挤出的,铝型材内外两部分单独进行表面处理,再经过开齿、穿条、辊压可以完成双色结构,因此对于穿条式隔热型材,这点做起来非常简单。
两种隔热方式的性能比较
在 中 国市 场上 的 隔热 型材存在 着 两大类 :穿 条 式 隔热型 材和注胶 式隔 热型 材 , 就是 G 2 76 也 B53 . —
20 ( 0 4 铝合 金 建 筑 型 材 第六 部 分 : 热 型 材 》 面 ( 隔 里
所说 的 A、 B两类 。 条式 隔热 型材 通过 开齿 、 穿 穿条 、 滚压 等 三道 工序 后 , 隔 热条 穿 入 铝合 金 型 材 的 隔 将 热条 槽 口内 , 使 之被 铝合 金 型材 牢 固 咬合 的 复合 并 方式 ,隔热 条 的材 质是 聚 酰胺 6 6加 2 %的玻璃 纤 5 维 ( P 6 F 5 。而 浇注 式 隔热 型 材是 把 液态 隔 即 A6 G 2 ) 热材 料 注入 铝合 金 型材 浇 注槽 内 固化后 , 除 与铝 切 合 金 型材 浇注 槽 开 口对 应 的金 属 桥 , 液态 隔热 材 靠 料 固化 后 与铝 型 材 的粘 接力 连 接 内外 腔 铝 型 材 , 其
p lsl d oyuf e i
02 . 5
0.0 4
n
0
siagl ei at ic e( s c n l d c )
g sfl n a il g i
01 . 3
00 4 .3
2 0 . 0 79
39
维普资讯
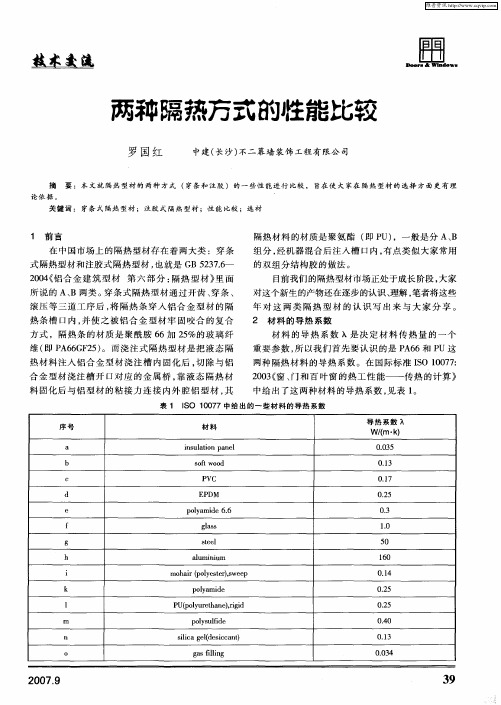
在 这 里 我 们 可 以看 到 P 6 A 6的 导 热 系 数 入是
材 料 的 导 热 系 数 是 决 定 材 料 传 热 量 的一 个 重要 参数 , 以我们 首先 要认识 的是 P 6 所 A 6和 P U这 两种 隔热 材料 的 导热 系数 。在 国际标 准 IO 1 0 7 S 0 7 :
20 ( 、 0 3 窗 门和 百 叶窗 的热工 性 能—— 传 热 的计 算 》 (
注胶铝材与穿条铝材的优劣-中国铝业网
注胶铝材与穿条铝材的优劣一、隔热性能对于隔热铝材来讲,隔热材料的K值对于整个铝材的隔热性能有着至关重要的影响。
注胶式隔热铝材的核心-隔热胶的K值是0.12.而穿条式隔热铝材的核心-PA66+空气(或条形填充物)的K值比隔热胶大一些。
从而使得注胶隔热铝材和隔热门窗的U值均低于穿条式隔热铝材和隔热门窗。
我们在国内采用这两种不同的隔热设计结构制作同样一樘45mm内开窗(1500mm×1500mm),并采用美国的专业计算软件THERM 和WINDOW 进行隔热性能模拟分析。
从这两种隔热窗型的热力学性能红外分析图和测试结果可以看出,在门窗型材宽度,玻璃系统配置及隔热材料宽度均相同的前提下,注胶隔热窗的隔热性能明显优于穿条式隔热窗。
最后,我们发现在两种隔热窗隔热性能相同的情况下,穿条式隔热材料宽度至少比注胶式隔热材料的宽度大4mm.这个特点为使用者在保持门窗隔热性能不变的前提下,降低门窗成本提供了途径。
二、门窗型材成本从刚才的隔热性能分析,我们可以发现在门窗型材宽度,玻璃系统配置及隔热材料宽度均相同的前提下,注胶隔热窗的隔热性能明显优于穿条式隔热窗。
那么更好的隔热性能是不是就意味着更高的材料成本呢?答案是否定的。
我们在国内选取了两种相同框宽、相同隔热材料宽度的型材设计,下面我们将对它们进行分析。
从以上两个结构设计可以看出,由于注胶隔热结构和穿条隔热结构的设计规定尺寸有所差异,使得铝材腔体尺寸A至少比B 小4mm.从而在相同腔体设计、相同壁厚的前提下,注胶隔热铝材的米重均小于穿条隔热铝材米重。
而对于设计相同、中空玻璃配置也相同的隔热铝窗来讲,注胶式隔热铝窗的重量大大低于穿条式隔热铝窗的重量。
对于隔热铝窗的平米单价来讲,重量是至关重要的一项。
由于注胶式隔热铝窗的重量低于穿条式隔热铝窗的重量,从而它的成本价格也大大低于穿条式隔热铝窗。
我们按照1500mm×1500mm的标准样窗尺寸进行了分析性计价,结果发现注胶式隔热窗比穿条式隔热窗铝材成本每平米低20%左右。
型材结构介绍
国内现阶段常用门窗型材与配套件应用结构简介一、目前比较常见的铝合金型材与配套件应用结构槽口1、典型欧标槽型材欧标型材是指适用于德国、意大利等欧洲国家铝合金门窗的一种标准型材。
欧标槽标准尺寸共有六种形式(见图1a),目前国内比较普遍使用的是第一种(见图1b)。
种类1种类2种类3种类4种类5种类6图1b2、典型普通无槽型材(非欧标型材)。
如图2。
小最3、23槽口型材(阿鲁克型材)。
如图3。
4、铝合金型材还有节能和非节能之分。
所谓节能型材即隔热断桥,指型材具有隔热、隔音、保温等性能。
隔热型材有两种,一种是穿条式,是通过14.8MM 亚铃状隔热穿条将铝合金型材的室内腔与室外腔压合连接在一起,隔热穿条的材质为尼龙,起到隔热保温效果见图4a 。
另一种是注胶型材。
断面见图4b 。
5、现在常用的铝合金门窗型材还有45系列、50系列、55系列、60系列、70系列、80系列、95TT 5。
图5二、塑料型材与配套件应用结构槽口推拉门窗传动锁闭器槽的结构尺寸应符合以下规定。
推拉门扇传动锁闭器槽(带锁功能)见图1。
图1 推拉门扇传动锁闭器槽及推拉门滑轮槽≥37≥33232.512.2±0.216.2±0.2≥17推拉窗扇传动锁闭器槽见图2。
图2 推拉窗扇传动锁闭器槽及推拉窗Ⅰ型滑轮槽平开门传动锁闭器槽的结构尺寸及型材配合位置:内平开门传动锁闭器槽见图3,型材的配合位置见图4。
5。
图3 平开门传动锁闭器槽及平开窗传动锁闭器槽图4 内平开门传动锁闭器槽型材配合位置图5 外平开门传动锁闭器槽型材配合位置平开窗传动锁闭器槽的结构尺寸及型材配合位置:内平开窗传动锁闭器槽见图3,型材配合位置见图6。
≥57<17.5(21.5)123(3.5)9(13)2012.2±0.216.2±0.22.529.4±0.2≥21≥28.5232.512.2±0.216.2±0.2≥17≥573(3.5)209(13)12外平开窗传动锁闭器槽见图3,型材配合位置见图7。
学习JG 175-2011《建筑用隔热铝合金型材》标准的体会
表 11 我国低辐射玻璃行业需求
内浮法玻璃生产线较多,在线浮法生产低辐射玻璃比离线低辐射镀 膜玻璃成本低,但浮法生产低辐射玻璃的生产线极少,因为发达国 家的技术封锁,国内主要的镀膜设备基本依靠进口,目前首要问题是 积极研发浮法低辐射玻璃生产技术,形成自己的自主知识产权。
项目
p1i (N ) Li (mm) Ti (N / mm)
序号 1
2512 100 25.1
表 2 穿条式隔热型材纵向抗剪试验结果
2
3
4
5
6
2719 100 27.2
2566 99
25
穿条式试样应采用先通过室温纵向抗剪试验,抗剪失效后的试样, 性能的穿条式,浇注式试样;
再做横向抗拉试验。绕注式隔型材试样直接进行抗拉试验。比国 B 类指剪切失效将引起横向抗拉失效的浇注式试样。
标的规定更易于操作。
2012.04
23
部品与原材料专栏
玻璃最多的国家。
低辐射玻璃技术已基本趋于成熟,但是还是存在很多问题。国
6.2 镀膜玻璃的价格 和发达国家相比,我国镀膜玻璃的市场普及率仍然处于较低水 平,和普及率较高的德国和韩国相比,差距很大。镀膜玻璃目前发 展缓慢,主要原因包括政策执行力度不够、成本压力较大、低端镀 膜玻璃充斥市场等。由于节能玻璃比普通单片玻璃价格贵许多。其 中中空玻璃每平方米约增加 40~80 元,真空玻璃每平方米约增加 200~400 元,中空镀膜玻璃每平米约增加 100~300 元。相关政策 出台利好镀膜玻璃发展。发改委和住建部编制的“绿色节能建筑行 动方案”有望近期出台,方案中对新建和改建建筑的节能标准进行 了细化要求,并指出未来将逐步实行强制性绿色节能标准。 根据中国玻璃资讯网不同时期的报价情况汇总分析如表13所示。 从表 13 中可以看出普通玻璃、阳光控制镀膜玻璃和 Low-e 镀 膜玻璃价格差异较大。
隔热断桥铝合金的原理是在铝型材中间穿入隔热条
隔热断桥铝合金的原理是在铝型材中间穿入隔热条隔热断桥铝合金的原理是在铝型材中间穿入隔热条,将铝型材断开形成断桥,有效阻止热量的传导。
这样制成门窗框扇,配装上中空玻璃、五金件、隐形纱窗、玻璃胶、发泡胶、密封条等,这样加工制作成的门户窗,称之为断桥铝门窗。
一、断桥铝型材:断桥铝型材成品窗很大的比重。
就拿栋梁断桥铝来说吧白色或彩色栋梁断桥铝型材 22000元/吨,深色香槟栋梁断桥铝型材 23000 元 / 吨,浅色香槟栋梁断桥铝型材24000元/吨。
22000每吨铝材大概可以做固定窗130平米、100平开窗平米、平开门70平米、推拉窗90平米。
二、五金件: 五金配件的优劣在很大程度上影响了窗户的价格。
比如进口五金件与国产五金件质量差异就非常大,进口五金件一般使用 20000 次无故障,市场上美驰等高档门窗的五金件均为德国进口产品,好一些的厂家在关键部位使用进口产品,一般部位则使用国产产品;一些小厂家生产的窗户则使用国产产品,那么表现在价格上至少要便宜一半以上。
国产平开窗五金150元/套,平开上悬窗五金280元/套,平开门五金580进口平开窗五金240元/套,平开上悬窗五金360元/套,平开门五金720元/套。
推拉窗的五金80元套。
三、中空玻璃:断桥铝的门窗用的都是浮法的中空玻璃。
每平米的 5+12+5 中空玻璃大概是 60 元 / 平米左右。
使用高强度高气密性复合粘结剂,将玻璃片与内含干燥剂的铝合金框架粘结,制成的高效能隔音隔热玻璃。
有良好的隔热、隔音性能。
既能满足现代办公及居家的需求,又有效地节约能源。
四、隐形纱窗: 断桥铝门窗配用最多的隐纱窗。
隐形纱窗大概的价格 150 元/ 套隐形纱窗纱网能自动回卷的纱窗。
主要是通风防蚊用的框架是紧附在窗框上,要用的时候把纱网拉下来,不用的时候纱网会自动地回卷到网盒里。
不占空间,而且密封性强。
五、密封处理: 门窗的密封处理有压密封条、填发泡胶、打玻璃胶、打密封胶等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
“穿条式”VS“浇注式”隔热铝型材的区别随着人们生活水平的不断提高,对住宅门窗的要求也越来越高,除了安全舒适外,还要求门窗的品质和个性化,要求环保节能。
这样给门窗建材提出了更高的要求,“第二代铝合金门窗建材”的出现使问题得到了解决。
根据"十五"规划和2010年的发展计划,有关部门预测,在本世纪的头10年,我国将建设村镇住宅50亿平方米,建设公共建筑10亿平方米,而10年中的城市住宅建设量为33.5亿平方米。
这样巨大的建筑市场,就需要大量的门窗,若按15%的建筑面积来计算窗面积,按11%的建筑面积来计算门的面积,窗的年平均需求量为2亿平方米,门为1.47亿平方米。
随着建筑市场的发展,有关部门提出了建筑节能50%的目标。
并且2003年10月1日起建设部发布的行业标准《夏热冬暖地区居住建筑节能设计标准》正式实施,该《标准》的出台,意味着今后的住宅从设计时就要考虑到节能问题。
因此,国内门窗生产厂家把发展新型节能门窗作为实现节能的主要途径。
节能门窗主要是通过框体及玻璃这两部分,结构性能的改造,来阻止热损失的三种形式的进行。
其中“第二代铝合金建材”中的断热冷桥型材是环保节能建材精品中的精品。
其有两种形式:“穿条工艺”和“浇注工艺”。
“穿条工艺”是由两个隔热条将铝型材内外两部分连接起来,从而阻止铝型材内外热量的传导,实现节能的目的。
它是来源于欧洲的技术,在市场上较为常见,据不完全统计数据表明国内采用进口穿条生产设备和国内穿条生产设备的公司有近百家,正常生产的不到总数量的一半。
“浇注工艺”隔热节能技术起源于美国,1937年10月,第一个描述铝合金材料如何被进行隔热处理的专利诞生了。
它的主要思想是将一种类似密封蜡的混合物浇注到门窗用铝材的中间,来进行隔热。
与此同时,有关聚氨酯的专利在德国出现了。
1952年,另一个专利被公开发布。
该专利的发明者的想法是用粘结或机械力压紧的方法将某种未成型的高分子绝热聚合物固定在铝合金型材专用的断热槽中。
然后,就象今天大家看到的那样,将铝合金型材槽底连接部分切除,这种方法就是今天“浇注工艺”技术的雏形。
目前,国内有不少厂家引进了浇注设备,其中包括进口和国产的,这些厂家大多是有进穿条式设备的同时引进浇注式设备的。
工艺对比(1)生产工序穿条式隔热铝型材一般分开齿、穿条、滚压三道工序,现在也有设备厂家把开齿和穿条放在一台设备上来完成,称为“二步法”。
开齿是用一台带有硬质滚齿轮的设备将铝型材上要穿隔热条的部分滚出齿来。
目的是通过滚齿使型材的粗糙度增加从而提高组合后型材的剪切力。
由于型材分为内外两个部分,根据生产的需要,开齿设备一般是两台。
穿条是把隔热条穿到型材上,把内外两部分型材连起来,为下一步滚压作好准备。
一台设备即可。
滚压该工序又分为导向及预夹紧、主要夹紧、校直(水平方向、垂直方向)三个工步,是确保成品型材的紧密度和垂直度的关键。
(2)生产工序“浇注工艺”是把表面处理好的铝型材通过行走系统做直线运动,使铝型材的隔热槽经过浇注机的浇注头下方时,液体隔热材料流到隔热槽内,经过一段时间的凝固后再进行切桥。
隔热材料(1)“穿条工艺”的隔热材料是隔热条,目前正规的隔热条是聚酰胺66(即Polyamide66,俗称尼龙66),它的生产方法有两种:硬顶法和牵引法。
硬顶法结构紧、外观好但比较“脆”,牵引法生产的韧性好但外观差,侧面有工艺凹陷。
为了追求表面美观和精度,用PA66尼龙加超细玻璃纤维是国外隔热条的共同特点(极少用其它材料)。
由于用的是超细玻璃纤维,抗拉强度差只有60N/mm,而且价格昂贵。
以泰诺风·保泰公司的926900(I12)为例,一米大约2.5元左右,一吨大约是24000米,用在一根型材(6米)上的隔热条成本在30元上下。
因此,国内把PA66加普通玻璃纤维作为主攻方向,已经取得一定的突破。
但有人用PA6、ABS(苯乙烯—丙烯腈—丁二烯三元共聚物)、PP(聚丙烯),甚至有人用PVC等国家有关部门已明确规定不允许使用的只可用作非结构性材料的通用塑料来代替工程塑料PA66制造隔热条,有的用严重影响环保的矿物纤维和石粉。
以次充好。
严重影响了市场,造成市场的恶性竞争,使得穿条技术在国内的发展受到了影响。
、下表是几种不同材料隔热条的性能指标对比:序号项目PVC隔热条国产隔热条Technoform隔热条1 主要材料PVC+钛白粉PA6+硬PVC+GF PA66+GF2 密度(g/cm³) 1.1~1.4 1.3 1.33 抗拉强度(N/mm²) 20~35 23~50 ≥1104 弹性模量(N/mm²) 1,960 ——min2,9005 导热系数(W/m².k)0.17 0.4 0.36 热变形温度(ºC)80 120 250(2)“浇注工艺”的目前隔热材料以聚氨酯隔热胶为主,它的成分一般来说,由树脂组分和异氰酸盐(酯)组分组成。
它分国外和国内两大类别,其中国外以美国亚松为代表,它从事这项工作已有很长的一段时间,其性能较完善,但由于原料在美国本土或韩国生产,使其成本增加,价格也偏高。
一吨要在4万以上,国内生产这种隔热胶的厂家较少,目前最好的是大连固得聚氨酯开发公司,其产品性能和进口的相比没有什么区别,但价格比进口的要低得多,一吨在2.4万左右。
由于这种隔热材料生产的厂商比较少,市场竞争井然有序,不象“穿条工艺”隔热条那样混乱。
下面是它的一些基本性能:序号项目进口隔热材料国产隔热材料1 密度g/cm³ 1.149 1.22 抗拉强度(N/mm²) 38+-7 393 弹性模量(N/mm²) 1,650 16004 导热系数(W/m².k)0.158 0.12~0.165 热变形温度(ºC)90 ≥70三、设备(1)穿条设备分为进口设备和国产设备两种。
进口设备一般来自德国或是瑞士,其中以瑞士慕勒为例,一套设备包括开齿机、穿条机、滚压机和检测机,总体一套大约至少要80万左右。
国产设备的厂家有很多,而且价格不是很规范,大致在20~50万之间。
(2)“浇注工艺”是一种设备和胶密不可分的技术,因而设备的厂家和隔热胶的厂家基本上是一样的,进口以亚松为主,设备是在美国生产运到国内成本比较高,Ⅰ类在140万左右,Ⅱ类在70万左右。
其中关于两种原料混合的配比是固定的这样使得厂家就必须选用它的原料,否则无法运作,通用性差。
国产设备,大连炼石科技有限公司所生产的设备在与其基本原理相同的基础上,做了较大改动,最关键的一点是所有动作由电脑控制,配比、温度都可以根据需要调整。
让用户有了主动性,可以选择更适合的原料供应商。
价格一般在30~40万之间。
四、断热型材聚氨酯浇注式铝型材穿条式铝型材复合型材强度铝型材一次性挤出,减少了工艺缺陷,聚氨酯一次性浇注到铝型材隔热槽内,固化形成聚氨酯隔热桥,由于聚氨酯的高粘合性,隔热桥与铝型材完全成为一体,所以铝材的强度高. 铝型材通过两次挤压成形后,把隔热条穿到两块铝型材的工艺槽内,经过辊压工艺,此过程使得隔热材料强度不能很高,否则即会断裂,产生废品。
强度不宜高。
型材横截面积结构紧凑,小巧美观要经过开齿,滚压工艺,截面大热膨胀系数和铝型材较接近和铝型材有一定的差距可塑性可以制成各种异型门窗,包括直径较小的360º的圆弧形窗。
由于隔热条与铝型材的机械性连接,铝型材变形大时,隔热条易从铝型材的连接槽内脱出,这样它的窗形就受到限制制作门窗的挡光面小且清秀美观憨大五、铝型材成本铝材按20,000元/吨计,PVC隔热条按8,000元/吨,PA66隔热条按30,000元/吨,聚氨酯浇注胶按24,000元/吨。
铝的密度为2.7g/cm³,PVC的密度为1.4g/cm³,PA66密度为1.3g/cm³,聚氨酯的密度为1.2 g/cm³,通常浇注腔的宽度比穿条腔的宽度小0.8cm ,一般内外壁厚为0.15cm,中间的厚度为0.12cm。
型材长度按600cm计。
1.浇注式铝型材每根比穿条式节省铝材成本为:每根节省铝材重量:0.8cm×(0.15+0.12+0.12+0.15)×600cm×2.7g/cm³=699.9g=0.7kg每根节省铝材成本:0.7kg×20元/kg=14元/根2.穿条用量为:条厚为0.2cm,条宽为1.5cm,长为600cm每根铝型材PVC穿条用量:(0.2×1.5) ×2×600×1.4g/ cm³=504g=0.5kg每根铝型材PVC穿条成本:0.5kg ×8.00元/kg=4.00元/根每根铝型材PA66穿条用量:(0.2 ×1.5) ×2 ×600 ×1.3g/cm³=468g=0.47kg每根铝型材PA66穿条成本:0.47kg ×30元/kg=14.1元/根3.聚氨酯的用量为:每根铝型材聚氨酯用量:1.1cm ×0.8cm ×1.2g/cm³ ×600cm/根=633.6g=0.6336kg/根每根铝型材聚氨酯成本:0.6336kg/根×24元/kg=15.2064元/根4.浇注式铝型材比PVC穿条式每根节省:14元/根—(15.2064元/根—4.00元/根)=2.7936元/根5.浇注式铝型材比尼龙66穿条式每根节省:14元/根—(15.2064元/根—14.1元/根)=12.8936元/根总的来说,“穿条工艺”和“浇注工艺”都有很好的隔热性能,都是节能铝合金建材的发展方向,对此国家也明确指出发展断热冷桥的必要性。
国家的质检部门也对建材市场进行专向整治,严厉查处建材生产、销售中的违法行为,包括生产、销售不符合国家、行业标准或明令禁止淘汰的产品。
并将在今年推出铝合金隔热建筑型材的国家标准。
到时隔热节能型材的市场就会变得更加明朗。