简化型细水口及细水口系统模架目录 (3)
模架的基本结构
重冶模架模架的基本结构页码:1/171.目的为了方便新同事对模架的认识和了解,熟悉生产加工工艺,为今后的工作打下基准,更顺利正确的编写加工程序。
2.范围适用于工艺部全体员工3.模架的基本结构我公司的模架根据其浇注系统结构可以分为以下三大类﹕大水口系统﹑细水口系统和简化型细水口系统。
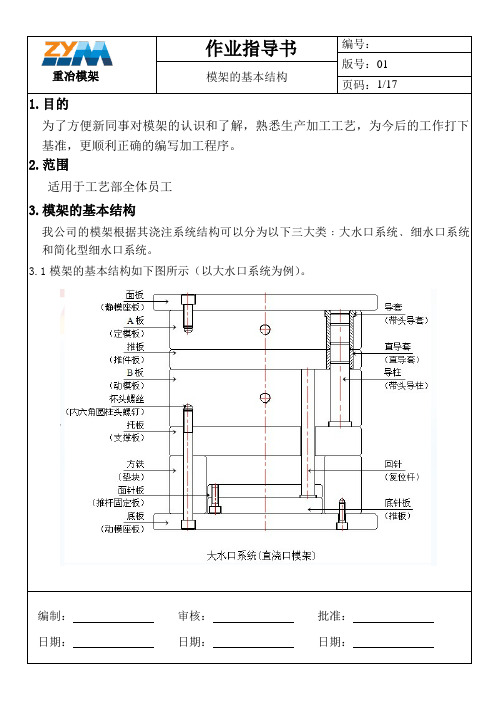
3.1模架的基本结构如下图所示(以大水口系统为例)。
编制:审核:批准:日期:日期:日期:重冶模架模架的基本结构页码:2/173.2 各板的名称及其作用3.2.1面板即模架最顶层的一块板﹐(在无面板模中﹐第一板为A板)面板由其上所做的码模坑或码模螺丝孔(面板较薄时码模坑做在第二件板上)将上模固定于工作台上;面板与A 板之间可以用杯头进行连接。
但在细水口系统中﹐因面板、水口推板及A板之间要进行二次开模﹐面板与A板之间不能有杯头连接。
3.2.2 水口推板用于细水口系统的模架中,位于面板与A板之间。
水口推板在开模过程中起脱料作用。
细水口系统中﹐浇注系统中的熔溶塑料在产品冷却成形的同时也随着冷却﹐形成残余凝料﹐在A板与水口推板进行二次开模时﹐在拉料杆(水口针孔中的零件)或其它辅助机构的作用下﹐水口流道凝料从流道中拉出﹐滞留于水口推板上。
随着开模行程的增加﹐使得拉杆或拉板拉动水口推板﹐使之与面板分离﹐因拉料杆固定于面板上﹐水口推板强行将流道凝料脱落﹐以便进入下一个工作周期。
3.2.3 定模板也称A板﹐即上模固定板﹐用于固定凹模(作为型腔用来成型产品的外表面)﹐也可直接开型腔作为凹模使用。
3.2.4推板推板即推料板﹐介于A、B板之间。
由于上模为型腔﹐下模为型芯(即凸模)﹐产品成型冷却后,会滞留于下模﹐推板在顶出机构(如托针)的作用下﹐将塑料产品从型芯上脱落。
3.2.5 动模板也称B板﹐即下模(多为凸模)固定板﹐用于固定凸模(用于成型产品的内表面)。
3.2.6 托板编制:审核:批准:日期:日期:日期:重冶模架模架的基本结构页码:3/17托板也即支撑板﹐位于B板与方铁之间﹐用来支撑下模、内模料或其它镶件等。
UG模架资料库详解
PS_d=14 上下模固定螺丝的直径 ps_hh=15.4 上下模固定螺丝沉头孔深度 ps_h=2 上下模固定螺丝Y向数量
Ps_x=200 上下模固定螺丝X向距离 ps_y=180 上下模固定螺丝Y向距离 Mold_type=I 模架型号
H=250 I=300 dp_x=cs_x CS_d=10
模架图3 顶针板 螺线形 数量为 2个, 直径为 M8。
EJA_h=15 上顶针板的厚度 EJB_h=20 下顶针板的厚度 AP_h=60 A板的厚度 BP_h=70 B板的厚度 U_h=35 承板的厚度 es_n=2 Y向顶针板固定螺丝的数量 ES_d=8 上下顶针板的固定螺丝直径
回针 所测数 据为半 径值。 中托司
直身模顶板宽度 工边模顶板宽度 销钉X向距离等于 C板固定螺丝的距离 C板固定螺丝的直径
dp_d=10 销钉的直径 dp_l=50 销钉的长度 dp_y=(ps_y-cs_y)/2+cs_y 销钉Y向的坐标。含义是销钉孔处 在下固定板螺丝与 C板固定螺丝的中间
cs_hh=11.4 C板螺丝沉头避空深度 cs_x=200 C板固定螺丝X向距离 cs_y=60 C板固定螺丝Y向距离 GTYPE=1:On A 导柱在的位置 1:on A 导柱在A板上 0: on B 导柱在B板上 Shorten_ej=10 上下顶针板缩进量 shift_ej_screw=4 上下顶针板螺丝缩进量 supp_pocket=0 1各模架板生成各种穿透件 (如螺钉,导柱)的通孔, 0各模板不生成通孔
所调出来的 模架为模架 图1
上下顶针板固定螺 丝Y向距离缩减量。
0:ON B为导柱在 B板,导套在A板。 1:ON A为导柱在 A板,导套在B板。
模架类型,I为工字 模,H为无上固定 板直身模,T为有 上固定板直身模
模架、模具、零配件培训资料

模架部分培训讲义一. 模具、模胚〔模架〕、注塑知识简介我们日常生产、生活中所使用到的各种工具和产品,大到机床的底座、机身外壳,小到一个胚头螺丝、纽扣以及各种家用电器的外壳,无不与模具有着密切的关系。
模具的形状决定着这些产品的外形,模具的加工质量与精度也就决定着这些产品的质量。
因为各种产品的材质、外观、规格及用途的不同,模具分为铸造模、锻造模、压铸模等非塑胶模具,以及塑胶模具。
近年来,随着塑料工业的飞速发展和通用与工程塑料在强度和精度等方面的不断提高,塑料制品的应用范围也在不断扩大,如:家用电器、仪器仪表,建筑器材,汽车工业、日用五金等众多领域,塑料制品所占的比例正迅猛增加。
一个设计合理的塑料件往往能代替多个传统金属件。
工业产品和日用产品塑料化的趋势不断上升。
模具:在工业生产中,用各种压力机和装在压力机上的专用工具,通过压力把金属或非金属材料制出所需形状的零件或制品,这种专用工具统称为模具。
注塑过程:模具是生产塑料制品的一种工具。
它由几组零件部分构成,这个组合内有成型模腔,熔融塑料被注入成型模腔内,并在腔内冷却定型,然后上下模分开,经由顶出系统将制品从模腔顶出离开模具,最后模具再闭合进行下一次注塑,整个注塑过程是循环进行的。
简述:合模→注塑→成型→冷却→开模→顶出→合模模胚:是模具的半成品,它由一件件钢板和零件组成,基本有预成型装置、固定装置、定位装置、顶出装置。
分为标准规格和订造规格。
模具一般可分为塑胶模具及非塑胶模具:1.非塑胶模具有:铸造模、锻造模、冲压模、压铸模等。
A.铸造模——水龙头、生铁平台B.锻造模——汽车身C.冲压模——电脑面板D.压铸模——超合金,汽缸体2.塑胶模具根据生产工艺和生产产品的不同又分为:A.注射成型模——电视机外壳、键盘按钮B.吹气模——饮料瓶C.压缩成型模——电木开关、科学瓷碗碟D.转移成型模——集成电路制品E.挤压成型模——胶水管、塑胶袋F.热成型模——透明成型包装外壳G.旋转成型模——软胶洋娃娃玩具◆注射成型是塑料加工中最普遍采用的方法。
成型零件、模架-资料-模具101、102

注意: 动、定模板的长、宽和高度尺寸都已标准化(查手册/见 PPT17,设计时靠标准取值,避免采用非标模架。(见后页-2)
模架设计和成型零件工作尺寸设计资料
二、模架尺寸设计
1.经验法:支承板厚度-查表
塑件在分型面 上的投影面积 A(cm2) ~5 >5 ~ 10 >10 ~ 50 >50 ~ 100 >100 ~ 200 >200 支承板厚度 H 15 15 ~ 20 20 ~ 25 25 ~ 30 30 ~ 40 >40
模架设计和成型零件工作尺寸设计资料
另:成型零件尺寸计算方法
成型零件尺寸计算公式2: 螺纹模具成型件尺寸计算
各制造见后表格
模架设计和成型零件工作尺寸设计资料
25 ~ 28
28 ~ 35 35 ~ 40 40 ~ 45 45 ~ 50 50 ~ 60 60 ~ 70 70 ~ 78
表中壁厚是边长比L/b=1.8时的参考尺寸; 当L/b>1.8时,壁厚应适当增大。
模架设计和成型零件工作尺寸设计资料
二、模架尺寸设计 2.动模(A)板和定模(B)板厚度的确定.
长度标准值:150mm,180ram,200mm,230mm,270mm, 300mm,以后都是50的倍数。
模架设计和成型零件工作尺寸设计资料
二、模架尺寸设计 3.模脚 (方铁)的设计
模架设计和成型零件工作尺寸设计资料
二、模架尺寸设计 1.计算法:如前面公式。 3.模脚 (方铁)的设计 2.经验法:模脚厚度-查表如下
模架设计和成型零件工作尺寸设计资料
1.定位圈
(三)其它结构零部件
模架设计和成型零件工作尺寸设计资料 二.其它结构零部件
2.浇口套(见浇注系统)
塑胶模架规类介绍

塑胶模架规类介绍A :有托板I :工字A :有托板B :有托板、有推板H :直身B :有托板、有推板C :全无C :全无D :有推板D :有推板D :有水口推板E :无水口推板D :有水口推板A :有托板C :全无I :工字H :直身E :无水口推板T :直身加面板H :直身I :工字大水口(12种)细水口(16种)简化细水口(8种)大水口大水口模架 (又称单分型面模架), 标准长阔尺寸由 150mm x 150mm (简称1515系列) 至600mm x 800mm (简称6080系列); 因不同之A 板, B 板, 推板及托板组合, 共分 A , B ,C , D 四个型号。
而模架因码模结构不同, 而有工字模 (I 型), 直身模 (H 型)及直身模加面板 (T 型) 三类, 结合 A ,B ,C ,D 四个型号, 标准大水口模架共有 12 种不同型号规格,模具制作者可因应产品要求而配置不同之板厚组合。
大水口模具(又称两板模): 流道及浇口设计在同一分模在线, 与产品一同脱模, 设计较简单制作成本及时间较少广泛被模具制作者接受及使用单, 制作成本及时间较少, 广泛被模具制作者接受及使用,但缺点是产品外观在水口位置较为明显, 亦要进行后续处理将水口及产品分离。
细水口细水口模架 (又称双/多分型面模架),标准长阔规格由200mm x 250mm (简称2025系列) (200mm x250mm(至500mm x 700mm (简称5070系列); 细水口模架比大水口模架多了四支控制模板开合行程的拉杆及一块水口板,并分D及 E 型两大类, D型有水口推板而E型则没有,与大水口模架一样,因板件配置不同而再分为 A, B, C, D 四个型号,但细水口模架只有工字模 (I型),直身模 (H型) 两类,合共有 16 种不同型号规格,模具制作者可因应产品要求而配置不同之板厚组合细水口模具 (又称三板模): 流道与浇口不在同一分模在线; 产品在分模在线脱模,水口料则另外在水口板分模在线脱模。
模架选取的原则和计算方法【秘籍】

模架是一整套模具的骨架,是模具的主体部分,它由各式各样的钢板加上零件组装而成。
正确选取合适的模架是模具生产工作相当重要的一环,因为模架的大小选取的合理与否将直接影响模具的质量。
如果没有选对模架,造成的后果不仅是导致制件无法顺利开模,模架也会随之报废。
那么模架选取的原则有哪些呢?大水口模架、细水口模架和简化细水口模架分别是在什么条件下使用的?模架选取的计算方法又是怎样的呢?模架选取的原则选取模架时应从零件结构,模具分型要求和经济成本多个方面考虑,模架选取的原则如下所示。
大水口模架选取条件1.制作结构简单、外观要求不是很严格、允许侧边有浇口痕迹,无其他特殊结构。
2.能用大水口模架时不用细水口模架,大水口模架用于一次分型的模具。
细水口模架选取条件1.单型腔和成型制件在分模面上投影面积较大,要求多点进胶时常用细水口模架。
2.一模多腔,其中有个别制件客户要求必须中心进胶。
3.一模多腔,个别型腔大小悬殊较大,用大水口时浇口衬套要偏离模具中心。
4.齿轮模,多型腔的轮胎吹气模等。
5.高度尺寸大的桶形、壳形或形制品。
6.制品精度高,尺寸公差范围小,寿命要求高的模具应使用细水口模架。
简化型细水口模架选取条件1.两侧有较大的侧抽机构(滑块、油缸),用细水口模架时间很长,此时可以用简化细水口模架。
2.母模侧有滑块的大水口模具常用简化型细水口模架中的GAI和GCI系列。
温馨提示1.当模胚整体尺寸在250mm(包括250mm)以下时,用工字型模模架。
模架在250~350mm时,用直身有面板模架(T型)。
模架在400mm以上并且有滑块时用直身有面板模架(T型),没有滑块时用直身无面板模架(H型)。
2.当A板开框深度较深(一般大于60mm)时,可考虑开通框或选用无面板的模架;有滑块或母模滑块的模架,A 板不应开通框,当A板开框深度较深(一般大于60mm)时,可考虑不用面板。
3.有推板的模架一定不可以母模导柱后模导套。
4.当模仁是圆形时,选用有托板的模架。
[大全]lkm_模胚简介
![[大全]lkm_模胚简介](https://img.taocdn.com/s3/m/41fcbc49814d2b160b4e767f5acfa1c7aa0082bb.png)
龙记模胚简介一、龙记系统模架按其组合特点可分为三种:1、大水口系统模架简化型细水口系统模架细水口模架而各种类型的系统模架件组合不一样,又分为许多花式,用一些特殊性的英文字母表示,它们具有以下普遍意义:I:代表工字模表示有工面、工底H:代表直身模表示在大水口模胚中无面板,而细水口和简化型有面板。
T:表示在大水口模架中,直身模+面板S:表示大水口模架A:表示一套模胚中有托板无推板B:表示一套模胚中既有托板又有推板C:表示一套模胚中既无托板又无推板D:表示一套模胚中有推板无托板F、G:表示简化型细水口模架F:表示面板下的水口推板G:表示面板下无水口推板D、E:表示细水口模架D:表示面板下有水口推板E:表示面板下无水口推板2、大水口系统模架有12种不同的花式SAI SBI SCI SDI SAH SBHSCH SDH SAT SBT SCT SDT3、简化型细水口系统模架有8种不同的花式FAI FCI FAH FCH GAI GCI GAH GCH4、细水口系统模架有16种不同的花式DAI DBI DCI DDI DAH DBH DCH DDHEAI EBI ECI EDI EAH EBH ECH EDH龙记模架中最复杂的是DBI型最简单的是SCH二、龙记标准模架按尺寸型号分:大水口 1515-5070简化型 1515-5070细水口 2025-5070三、模胚组成的各板件及其作用1、面板:定模座板,用于把定模部分定装在注射机上。
2、水口推板:脱浇道板,注射完毕后用于脱浇。
3、A板:即定模板,主要是产品成形部分。
4、推板:属于动模部分,可以和B板一样用于放置型芯部分,也可以用于脱模(比较简单、小的塑胶产品)。
5、B板:即动模板,主要用于放置型芯,使产品成型的部分。
6、托板:主要起支撑B板的作用,减少B板在注射时变形。
7、方铁:在底板与B板或托板之间,撑出一定的空间,让针板有运动空间。
8、面针板:放置回针、顶针及其它。
龙记模架----
大水口模架(SIDE GATE SYSTEM)大水口模架系列的基本代号S(俗称两板模)。
根据有无顶出板,承板分为A、B、C、D四种类型。
大水口模架适合选用标准;1.零件结构简单,没有类似需要定模侧测抽的特征。
2.零件特征适合采用大水口,在一模一腔的模具中零件适合采用从对称中心进料,当零件较复杂时,可以采用分流道分别引导至零件各部分的特征处。
3.适用于零件中空的场合,当一模多腔时,分流道采用平衡布局,再用分流道从零件的侧边入胶。
4.零件外观要求不高,允许有少量的浇口痕迹出现或允许让浇口痕迹出现在零件不重要的特征表面。
5.零件产量较少。
6.模架资金预算少。
CI为工字模具CH为直身模具细水口模架(PIN POINT GATE SYSTEM)细水口模架根据有无拉料板,分成D、E两种类型。
D型模架有拉料板E型模架没有拉料板适用于细水口模架:1零件的结构特征分布不均匀,分流道不一定要求在分型面.2.零件外观要求严格,不允许产品表面有浇口痕迹。
、3.零件结构复杂且尺寸较大的。
4.零件的产量较多。
5.要求生产自动化较高的模具且资金充足。
I表示工字模具H表示直身模具简化型细水口模架(THREE PLATE)简化型细水口相比细水口模架少了导柱和导套。
F型模架有拉料板G型模架没有拉料板1.零件精度要求不高。
2.零件的结构特征分布不均匀,分流道不一定要求在分型面.3.零件外观要求严格,不允许产品表面有浇口痕迹。
、4.零件结构复杂且尺寸较大的。
5.零件的产量较多。
6.要求生产自动化较高的模具且资金预算少I表示工字模具H表示直身模具。