铸钢件交货通用技术条件
通用技术条件

《重型机械通用技术条件》宣贵资料1 概况2007年版《重型机械标准》(以下简称新《重标》)第一卷第3部分“通用技术条件”,共编入标准二十六项。
其中包括:生产设备安全卫生设计标准一项,重型机械通用技术条件JB/T5000.1~15-2007及JB/ZQ4722-2006十六项,液压、气动系统通用技术条件三项,以及运输包装方面的标准六项。
与1998年版《重型机械标准》(以下简称原《重标》)第一卷第三部分“通用技术条件”的项目相比,删除了一项标准,增加了五项标准,该套标准包含从原材料、外购件、铸件、焊件、锻件、切削加工件、配管、涂装、装配到产品包装全生产过程中各主要工序通用的,也是必须执行的技术规范。
是新《重标》的重点部分。
新、旧《重标》通用技术条件标准项目对照。
见表1。
表1由表1可见,2007年版较1998年版增加了五项标准,即:GB 5083-1999 生产设备安全卫生设计总则、JB/ZQ 4722-2006 重型机械通用技术条件锻钢件补焊、JB/T 10607-2006 液压系统工作介质使用规范、GB/T 18923-2002 运输包装件质量界限、道路车辆外廓尺寸、GB 1589-2004轴荷及质量限值五项标准。
取消了GB/T 1834- 80通用集装箱最小内部尺寸,GB/T 1413- 1998 系列1集装箱分类、尺寸和额定质量中已包含GB/T 1834- 80通用集装箱最小内部尺寸的内容,GB/T 1413-1998将二项标准合并为一项标准。
下面重点介绍JB/T5000.1~15新、旧标准的主要差异。
2 JB/T 5000.1 《重型机械通用技术条件产品检验》2.1 产品检验的一般要求2.1.1 增加了2.1条对半成品(原材料)的定义。
2.1.2 新《重标》根据使用要求,增加了2.1.3条对半成品的检验要求。
2.1.3 增加了2.3 C)条对外协配套件的选用要求。
2.1.4 新《重标》中的表2将焊缝缺陷等级、焊接件尺寸偏差及形位公差等级的图样标注由原来的4个等级改为3个等级,取消了原《重标》焊缝质量评定级别DS、DK级、焊缝缺陷等级Ⅳ级及尺寸与角度偏差等级D级和形位公差等级H级。
QCSR015-2006《铁道车辆用铸钢件通用技术条件》

中国南方机车车辆工业集团企业标准
Q/CSR 015—2006
机车车辆用铸钢件通用技术条件
General Technical Conditions of Steel Castings for Locomotive & Rolling Stock Application
2006-02-20 发布
620
415
22
—
45
淬火+回火 27(-40℃)
D级
725
585
17
—
35
E级
830
690
14
—
30
27(-40℃) 27(-40℃)
ZG200-400
400
200
—
25
40
30
ZG230-450
450
230
—
22
32
25
ZG270-500
500
270
—
18
25
22
ZG310-570
570
310
—
2006-04-01 实施
中国南方机车车辆工业集团公司 发布
Q/CSR 015—2006
前言
本标准是在原TB/T 146—1991《铁道机车车辆用碳钢铸件通用技术条件》的基础上制定的。 本标准与原TB/T 1464—1991相比主要变化如下: —— 铸件化学成分和力学性能增加了A级、B级、B+级、C级、D级和E级钢的内容; —— 铸件化学成分增加了对铜的要求; —— 修改了非加工面浇冒口残留量; —— 增加了铸件内部缺陷的规定; —— 增加了铸造表面粗糙度的要求; —— 取消了铸件圆角半径的规定; —— 增加了采购时,试样可从铸件上切取的要求。 本标准的附录A为规范性附录。 本标准由中国南方机车车辆工业集团公司提出。 本标准由中国南车集团标准化工作委员会工艺综合组归口。 本标准起草单位:中国南车集团株洲车辆厂、中国南车集团戚墅堰机车车辆工艺研究所、中国南车 集团戚墅堰机车车辆厂、中国南车集团浦镇车辆厂。 本标准主要起草人:骆毅、张耀宏、蒋田芳、彭春生、沈中青
铸件通用技术条件
铸铁件(JB/T 5000.4-1998)、铸钢件(JB/T 5000.6-1998)、有色金属铸件(JB/T 5000.5-1998)等铸件通用技术条件(1)灰铸铁件应符合GB/T 9439-1988的规定;球墨铸铁件应符合GB/T 1348-1988的规定;耐热铸铁件应符合GB/T 9347-1988的规定;耐磨铸铁应符合GB/ZQ 4304-1997的规定;可锻铸铁件应符合GB/T 9440-1988的规定。
(2)一般工程用铸造碳钢件应符合GB/T 11352-1989的规定;大型低合金钢铸件应符合JB/T 6402-1992的规定;耐热铸钢件应符合GB/T 8492-1987的规定;高锰钢铸件应符合GB/T 5680-1998的规定;焊接结构用碳素钢铸件应符合GB/T 7659-1987的规定;大型不锈钢铸件应符合JB/T 6405-1992的规定。
(3)铝合金铸件应符合GB/T 1173-1995的规定;锌合金铸件应符合GB/T 1175-1997的规定;铜合金铸件应符合GB 1176-1987的规定。
(4)铸件尺寸公差按GB/T 6414-1986,常用等级代号与公差见表1-2-17.同一铸件应选用同一种公差等级,公差等级按铸件毛坯最大尺寸选取。
公差带应对称于铸件毛坯基本尺寸配置,即公差的一半位于正侧,另一半位于负侧。
有特殊要求时,公差带也可非对称配置,但应在图样上标注。
斜面公差带应沿斜面对称配置。
(5)铸铁件和有色金属铸件的非机械加工铸造内、外圆角或圆弧,其最小极限尺寸为图样标注尺寸,最大极限尺寸为图样标注尺寸加公差值,壁厚尺寸公差等级可降一级选用。
如果图样上一般尺寸公差为CT12,则壁厚尺寸公差为CT13。
(6)铸件尺寸公差在图样上标注时采用公差等级代号标注,如GB/T 6414-1986CT10。
有特殊要求时,公差应直接在铸件基本尺寸的后面标注,如95±1。
(7)铸件表面上的粘砂、夹砂、飞边、毛刺、浇冒口和氧化皮等应清除干净。
铸件标准

JB/ZQ4000.7-86 JB/ZQ4000.5-86 JB/ZQ400.3-86JB/ZQ4000.2-86JB/ZQ4000.7-86 JB/ZQ4000.5-86 JB/ZQ400.3-86 JB/ZQ4000.2-861、锻件通用技术要求(JB/ZQ4000.7-86)2、铸件通用技术要求(JB/ZQ4000.5-86)3、焊接件通用技术要求(JB/ZQ400.3-86)4、涂装通用技术条件(JB/ZQ4000.10-88)5、切削加工件通用技术要求(JB/ZQ4000.2-86)1、锻件通用技术要求(JB/ZQ4000.7-86)1.锻件上不应有白点,根据图样、工艺文件或订货技术要求的规定进行白点检查, 当发现有白点时,该批所有锻件必须经单个检查后,确定是否合格.2.锻件的力学性能试验,按图样、工艺文件或订货技术要求的规定可在纵向、切向和横向的试样上进行,试验的结果应符合JB/ZQ4287-86 (优质碳素结构钢)和JB/ZQ4288-86(合金结构钢)的规定.3.锻件根据其用途和工作条件,按试验种类分为:Ⅰ、Ⅱ、Ⅲ、Ⅳ和Ⅴ五组.每组锻件除Ⅰ组外,其必要的试验范围按下表规定.设计部门或订货单位对锻件力学性能有要求时,必须在图样或订货技术要求中注明.若未注明,则按Ⅰ组锻件处理.一、锻件组别:Ⅰ1.组别的基本标志1)检验特性: 不试验.2)组成批的条件: 同一钢号的锻件.二、锻件组别:Ⅱ1.组别的基本标志1)检验特性: 测定每批中锻件的硬度.2)组成批的条件:根据同一规范进行热处理的同一钢号的锻件.2.验收时的必要力学性能指标: HB3.试验方法1)力学性能: -2)硬度: 每批中试验5%,但不少于5件.三、锻件组别:Ⅲ1.组别的基本标志1)检验特性: 测定每一锻件的硬度.2)组成批的条件:共同进行热处理的同一钢号的锻件.2.验收时必要力学性能指标: HB3.试验方法:1)力学性能: -2)硬度: 每一锻件均受试验.四、锻件组别:Ⅳ1.组别的基本标志1)检验特性:测定每一锻件的硬度和每一批中的力学性能.2)组成批的条件:共同进行热处理的同一炉号的锻件.2.验收时的必要力学性能指标:σs或σb, δ5, ψ, αk3.试验方法1)力学性能: 试验数量.a.锻件重量在10kg以下,每批在300件以下者,试验2件;每批超过300件者,试验0.5%,但不少于2件.b.锻件重量超过10-20kg,每批在200件以下者,试验2件:每批超过200件者,试验1%,但不得少于2件.c.锻件重量超过20kg,每批超过150件以下者,试验2件;每批超过150者,试验1.5%,但不得少于3件.2)硬度:每一锻件均受试验,选择具有极限的毛坯作力学性能试验.五、锻件组别:Ⅴ1.组别的基本标志1)检验特性: 测定每一锻件的力学性能.2)组成批的条件: 每一锻件均单个验收.2.验收时的必要力学性能指标:σs或σb, δ5, ψ, αk3.试验方法1)力学性能: 每一锻件均受试验.2)硬度: 每一锻件均受试验.注:1.每批锻件由同一图号制造的锻件组成, 允许在同一批锻件中包括根据各种图号制造的外形尺寸近似的锻件.2.经订货单位同意, 允许把各种牌号钢制成的Ⅰ组锻件组成一批.3.对Ⅳ、Ⅴ组锻件验收时的必要力学性能指标σs和σb的选择,应在图样或订货技术要求中规定,如无规定,由制造厂工艺部门决定.4.锻件的验收规则和试验方法按标准要求进行.2、铸件通用技术要求(JB/ZQ4000.5-86)1.碳素铸钢应符合GB5678-85的规定;合金铸钢应符合JB/ZQ4297-86的规定,耐热铸钢应符合JB/ZQ4298的规定;不锈钢应符合JB/ZQ4299及JB/ZQ6009-84的规定.2.灰铸铁应符合GB5675-85的规定;球墨铸铁应符合JB/ZQ4302-86的规定,耐热铸铁应符合JB/ZQ4303-86的规定; 耐磨铸铁应符合JB/ZQ4303-86的规定.3.铸件尺寸公差等级分16级,见1-175 铸件尺寸公差.plb, 单件小批生产一般按1-176 小批单件毛坯尺寸公差.plb选用.公差带应对称于毛坯铸件基本尺寸配置,即公差的一半位于正侧,另一半位于负侧.有特殊要求时,公差带也可非对称配置,但应在图样上标注.4.铸件内、外圆角公差用1-175铸件尺寸公差.plb中公差值作为上限,使其下限为零;壁厚公差可比其它尺寸的一般公差降一级选用, 如图样上标明一般公差为CT10 级的话,则壁厚公差选用CT11级.5.特殊要求的公差, 应直接标注毛坯件基本尺寸的后面,如95±1.1. 特殊要求的公差可比一般公差高或低.一般情况下不能低于1-176 小批单件毛坯尺寸公差.plb规定的公差等级范围,当要求的公差超过该库规定的范围时, 则经有关方面协商后从1-175铸件尺寸公差.plb中选取.6.碳素钢和低合金钢(包括高锰钢)铸钢件缺陷的补焊按JB/ZQ4000.6-86(铸钢件补焊通用技术条件)规定执行.7.当铸件补焊处的焊缝深度超过壁厚20%或25mm时,补焊后均应进行适当的消除应力热处理.补焊大型缺陷时,焊缝金属量大,有必要时可在焊接到坡口的1/3-1/处时进行一次中间退火, 消除应力后再继续焊满坡口, 最后再做一次消除应力热处理.补焊大型或碳当量(碳当量的计算见本标准附录A)超过0.4%的铸钢件的缺陷时, 在补焊后应立即入炉进行消除应力的热处理.8.设计人员根据铸件的技术要求填写下表,并将此表贴在铸件图样的右上部.(铸件技术要求) :通用技术要求 JB/ZQ4000.5铸件尺寸公差要求 CT密封试验是/否耐压试验是/否注:表中空格中可补充其它技术要求.3、焊接件通用技术要求(JB/ZQ400.3-86)1.焊接结构件的长度尺寸公差见1-245c 尺寸和形位公差数值.plb,适用于焊接零件和焊接组件的长度尺寸. 焊接件的直线度.平面度和平行度公差见 1-245c 尺寸和形位公差数.plb,焊接结构件的尺寸公差与形位公差等级选用见1-245b 尺寸和形位公差等级.plb2.标注和未标注角度的偏差见1-246a 角度偏差.plb,角度偏差的公称尺寸以短边为基准边, 其长度从图样标明的基准点算起.3.喷丸处理的焊接件,为了防止钢丸钻入焊缝, 必须焊接内焊缝,并尽量避免内室和内腔.如果结构上必须有内室和内腔,则必须进行酸洗,以便达到表面除锈质量等级Be(见JB/ZQ4000.10-86附录A). 对此图样需作标注.4.由平炉钢制造的低碳钢结构件, 可在任何温度下进行焊接.但为了避免焊接过程产生裂纹及脆性断裂, 厚度较大的焊接件,焊削必须根据工艺要求,进行预热和缓冷. 板厚超过30mm的重要焊接结构,焊后应立即消除内应力,消除内应力采用550-600℃回火,或200℃局部低温回火.5.普通低合金结构钢制造的焊接件,必须按照焊接零件的碳当量和合金元素含量、零件的厚度、钢结构件的用途和要求进行焊前预热和焊后处理,见表1 .表1:钢号厚度mm 焊前预热℃焊后热处理温度℃09Mn2 不预热不处理09Mn2Si 不预热不处理09MnV 不预热不处理12Mn 不预热不处理16Mn ≤40不处理或600-650回火16MnRE >40 ≥ 100不处理或600-650回火14MnNb >40≥ 100不处理或600-650回火15MnV ≤32不预热不处理或560-590,630-650回火15MnTi >32 ≥ 100不处理或560-590,630-650回火14MnMoNb >32 ≥ 100不处理或560-590,630-650回火15MnVN ≤3215MnVTiRE >32 >10018MnMoVNb ≥ 150 600-650回火14MnMoV ≥ 150 600-650回火4MnMoVB ≥ 150在气温较低、焊接件厚度较大的情况下焊接的普通低合金结构,应按表2的规定预热.表2 :钢板厚度 mm 焊接气温℃预热温度℃≤16-10以下 100-15016-24 -5以下 100-15024-40 0以下任何温度>40 0以下任何温度6.有密闭内腔的焊接件,在热处理之前,应在中间隔板上适当的位置加工Φ10mm 孔,使其空腔与外界相通.需在外壁上钻孔的,在热处理后要重新堵上.7.焊缝射线探伤应符合GB3323-82的规定.要进行力学性能试验的焊接,应在图样或订货技术要求中注明.焊缝的力学性能试验种类、试样尺寸按GB2649-81-GB2656-81的规定,试样板焊后与工件经过相同的热处理,并事选经过外观无损探伤检查.8.焊件要进行密封性检验和耐压试验时,应按本标准要求进行.对耐压试验有要求时, 应在图样或订货要求中注明试验压力和试压时间.4、涂装通用技术条件(JB/ZQ4000.10-88)1.涂装前对物体的表面要求应符合本标准的规定.2.除锈后的金属表面与涂底漆的间隔时间不得大于 6h,酸洗处理表面与第一次涂底漆时间不少于 48h,但无论间隔时间多少,涂漆前表面不得有锈蚀或污染.3.铆接件相互接触的表面, 在联接前必须涂厚度30-40μm防锈漆.由于加工或焊接损坏的底漆,要重新涂装.4.不封闭的箱形结构内表面, 在组焊前必须涂厚度60-80μm防锈漆, 封闭的箱体结构件内表面不涂漆 .5.溜槽、漏斗、裙板内表面、平衡的重箱内表面、安全罩内表面、封闭箱且在运输过程中是敞开的内表面等,必须涂厚度60-80μm防锈漆.6.涂层的检查项目及方法应符合本标准的规定.5、切削加工件通用技术要求(JB/ZQ4000.2-86)1.铸钢件加工后,如发现有砂眼、缩孔、夹渣、裂缝等缺陷时,在不降低零件强度和使用性能的情况下, 按照铸钢件补焊通用技术条件(JB/ZQ4000.6-86)的规定补焊,并经检验合格.2.长度尺寸、圆角半径和倒角高度的未注公差见下表:长度尺寸未注公差 mm公称尺寸加工方法切削加工冷作成形0.5-3(≤) ±0.1 ±0.153-6 ±0.1 ±0.26-30 ±0.2 ±0.530-120 ±0.3 ±0.8120-400 ±0.5 ±1.2400-1000 ±0.8 ±21000-2000 ±1.2 ±32000-4000 ±2 ±44000-8000 ±3 ±58000-12000 ±4 ±612000-16000 ±5 ±716000-20000 ±6 ±8圆角半径、倒角高度未注公差 mm公称尺寸加工方法切削加工冷作成形0.5-3(≤) ±0.2 ±0.23-6 ±0.5 ±16-30 ±1 ±230-120 ±2 ±4120-400 ±4 ±8角度未注公差 mm短边公称尺寸加工方法切削加工正切值冷作成形正切值10(≤) ±1° 0.0175 ±1°30′ 0.026210-50 ±30′ 0.0087 ±50′ 0.014550-120 ±20′ 0.0058 ±25′ 0.0073120-400 ±10′ 0.0029 ±15′ 0.0044>400 ±5′ 0.0015 ±10′ 0.00293.未注形状公差应符合(GB1184-80)的要求,其中直线度,平面度不得低于该标准中规定的C级精度, 平行度未注公差应符合(GB1184-80)中第5条规定,垂直度和倾斜度未注公差,不得大于上表规定的角度公差; 同轴度、对称度不得大于GB1184-80表2规定的C级; 径向跳动和端面跳动应符合GB1184-80中第7条的规定.6、装配通用技术条件(JB/ZQ4000.9-86)1.外购材料与零部件应具有JB/ZQ4000.1-86<产品检验通用技术要求>中规定的检验报告与合格证.2.用于紧固机架,机座和压力容器压紧法兰的紧固件,在紧固后,螺钉或螺母的端面与被紧固零件间的倾斜不得大于1°.3.螺栓与螺母拧紧后,螺栓应露出螺母 2-4扣,不许露出过长或过短.4.各种密封毡圈、毡垫、石棉绳、皮碗等密封件装配前必须浸透油.钢纸板用热水泡软,紫铜垫作退火处理(加热至600-650℃后在水中冷却).5.d>4mm圆锥销与孔应进行着色检查,其接触率不得低于 50%.带螺尾圆锥销打入后,大端须沉入相关件2-3扣.6.钩头键与楔键装配后,工作面上的接触率应在70%以上 ,其不接触部分不得集中于一段. 装配后外露尺寸应为斜面长度的10-15%(不包括钩头).7.花键或齿形离合器的装配, 单齿分度加工的矩形花键或齿形离合器的工作面研合后,同时接触的齿数不得少于 2/3;接触率在齿长和齿高方向上均不得低于50%,研合时可用0.05mm的塞尺检查齿侧隙,塞尺不得插入全齿长.8.锥轴伸与轴孔配合表面接触应均匀, 着色研合检验时其接触率不得低于70%.9.各类联轴器技术要求及轴向(△X)、径向(△Y)与角向(△α)的许用补偿量,应符合有关联轴器标准的规定.10.轴承外圈与开式箱体或轴承座的各半圆孔间不准有"夹帮"现象,各半圆孔的"修帮"尺寸,不准超过下表规定的最大值.滚动轴承装配修帮尺寸 mm轴承外径D bmax hmax≤120 0.10 10120-260 0.15 15260-400 0.20 20>400 0.25 3011.采用润滑脂的轴承,装配后在轴承空腔内注入相当空腔容积65-80%的清洁润滑脂.12.轴承装在轴上后应靠紧轴肩,轴承内圈在常温状态经打击没有串动现象的情况下,圆锥滚子轴承和向心推力球轴承与轴肩的间隙不得大于0.05mm.其它轴承不得大于0.10mm.13.装配滚动轴承允许采用机油加热进行热装,油的温度不得超过100℃.14.在轴两端采用了径向间隙不可调的向心轴承(或滚针轴承、螺旋滚子轴承等), 而且轴的轴向位移又是以两端端盖限定时,必须留出间隙 C.如果没规定C的数值,通常可按 C=0.2-0.4mm规定,当温差变化较大或两轴承中心距较大时,间隙 C的数值可按下式计算:C=Lα△t+0.15式中:C─ 轴承外座圈与端盖间的间隙,mm.L─ 两轴承中心距,mm.α─ 轴材料的线膨胀系数(取α=12×10^(-6)△t─ 轴工作时温度与环境温度之差,℃ .0.15─ 轴膨胀后剩余的间隙 ,mm.15.单列圆锥滚子轴承、向心推力球轴承、双向推力球轴承向游隙按(表1)调整.双列和四列圆锥滚子轴承在装配时均应检查其轴向游隙,并应符合(表2)的要求.表1 : mm轴承内径向心推力球轴承向游隙单列圆锥滚子轴承向游隙双列推力球轴承向游隙轻系列中及重系列轻系列轻宽.中及中宽系列轻系列中及重系列≤30 0.02-0.06 0.03-0.09 0.03-0.10 0.04-0.11 0.03-0.08 0.05-0.1130-50 0.03-0.09 0.04-0.10 0.04-0.11 0.05-0.13 0.04-0.10 0.06-0.1250-80 0.04-0.10 0.05-0.12 0.05-0.13 0.06-0.15 0.05-0.12 0.07-0.1480-120 0.05-0.12 0.06-0.15 0.06-0.15 0.07-0.18 0.06-0.15 0.10-0.18120-150 0.06-0.15 0.07-0.18 0.07-0.18 0.08-0.20 - -150-180 0.07-0.18 0.08-0.20 0.09-0.20 0.10-0.22 - -180-200 0.09-0.20 0.10-0.22 0.12-0.22 0.14-0.24 - ->200-250 - - 0.18-0.30 0.18-0.30 - -表2: 双列、四列圆锥滚子轴承的轴向游隙 mm双列圆锥滚子轴承内径轴向游隙一般情况内圈比外圈温度高 25-30℃≤80 0.10-0.20 0.30-0.4080-180 0.15-0.25 0.40-0.50180-225 0.20-0.30 0.50-0.60225-315 0.30-0.40 0.70-0.80315-560 0.40-0.50 0.90-1.00四列圆锥滚子轴承内径轴向游隙120-180 0.15-0.25180-315 0.20-0.30315-400 0.25-0.35400-500 0.30-0.40500-630 0.30-0.40630-800 0.35-0.45800-1000 0.35-0.451000-1250 0.40-0.5016.滑动轴承上、下轴瓦的接合面要接触良好,无螺钉把紧的轴瓦接合面,用0.05mm和塞尺从外侧检查,在各处的塞入深度,都不得大于接合面的1/3.17.上、下轴瓦装配后其外圆应与相关轴承孔良好接触,如果图样或相关设计文件对接触率未作具体规定时,应按下表的规定执行.上下轴瓦外圆与相关轴承孔的接触要求项目接触要求上瓦下瓦接触角α:稀油润滑 130° 150°接触角α:油脂润滑 120° 140°α角内接触率 60% 70%瓦侧间隙 b,mm D≤200时,0.05mm塞尺不准塞入D>200时,0.10mm塞尺不准塞入18.轴瓦内孔刮研后,应与相关轴颈接触良好, 如图样或相关设计文件未作具体规定时,则按下表的规定执行.上下轴瓦内孔与相关轴颈的接触要求接触角αα角范围内接触点,点数/25×25mm^2稀油润滑油脂润滑轴转速r/min 轴瓦内径,mm≤180 180-360 360-500≤300 4 3 2300-500 5 4 3120° 90° 500-1000 6 5 4>1000 8 6 5注:受力较小的轴瓦、接触点可在25×25mm^2的面积上,按表中数值降低1个接触点.19.上、下轴瓦接触角α以外的部分均需刮出油楔(如下表所示C1),楔形从瓦口开始由最大逐步过渡到零,楔形最大值按下表中规定. 上、下轴瓦经刮研达要求并组装后,轴瓦内径与轴顶部处的间隙值C 应达到图样配合公差的中间值或接近上限值.上下轴瓦油楔尺寸油楔最大值C1)稀油润滑C1≈C油脂润滑距瓦两端面10-15mm范围内,C1≈C中间部位C1≈2C.注:C值为轴瓦的最大配合间隙.20.轴瓦中装固定销用的通孔,应在瓦口面与相关轴承孔的开合面保持平齐的情况下, 与其配钻铰. 固定销打入后,应与销孔紧密配合, 不得有松动现象,销子的端面应低于轴瓦内孔2-3mm.21.过盈配合零件在装配前必须对配合部位进行复检, 并做好记录.过盈量应符合图样或工艺文件的规定;与轴肩相靠的相头轮或环的端面,以及作为装配基准的轮缘端面,与孔的垂直度偏差应在图样规定的范围内.22.压装的轴和套允许在引入端制作导锥, 导锥的长度不准超过配合部位长度的15%,锥度各工厂自定.23.采用压力机压装时,应做好压力变化的记录,压力变化应当平稳,出现异常时就进行分析,不准有压坏零件配合表面的现象. 图样有最大压入力的要求时,应达到规定数值,不准过大或过小.24.压装完成后,在轴肩处必须靠紧,间隙不得大于0.10mm.25.热装薄环或轮缘时,在端面处应设置可靠的定位基准.热装后轴与环或轮毂与轮缘之间的中心不准出现互相偏斜现象.26.除铸铁轮毂与钢制轮缘在热装后可向轮毂内壁均匀浇冷水外,其余热装零件均应自然冷却,不准急冷.27.零件热装时,必须靠紧轴肩或其它相关端面.零件经过冷缩后, 零件与轴肩或其它相关端面的间隙在图样未做规定时,不得大于配合长度尺寸的1/1000.28.主动链轮和被动链轮齿的中心线应当重合. 其偏移误码差不得大于两链轮中心距2/1000.29.链条非工作边的下垂度,在图样没有具体规定时,按两链轮中心距的1-4.5%的规定.30.相关的两个平面需要互研时, 只能在两个平面各自按平板或平尺刮研接近合格后,方准两件互研.被刮研表面接触点在图样或相关设计文件无具体规定或以精磨代替刮研时,应符合下表规定.一般情况下的平面刮研接触点滑动速度接触面积,m^2≤0.20>0.20m/s 点数/25×25mm^2≤0.50 3 40.50-1.50 4 331.下列回转零件必须做静平衡试验:1).图样已给出不平衡力矩限值的零件;2).对于没有注明静平衡试验的回转零件,当Q.nmax>25时均需进行静平衡试验.式中Q为回转零件的质量,t;nmax为回转零件的最大转速,r/min.当nmax≤20r/min的以及锻造的全加工、全对称的回转零件不作静平衡试验.32.对于需要作平衡试验,但未规定平衡精度时,按 JB/ZZ4-86<<刚体转动件的平衡>>规定的平衡精度G18执行.33.所有铸造液压缸体等容器,如试压工序是安排在粗加工后进行的,而在精加工后表面又出现了气孔、裂纹、夹渣等缺陷时,则必须重新进行试压.34.所有钢板焊接的液压罐等容器,焊后应进行试压, 焊缝处经过切削加工时,则要重新试压.35.锻造或锻焊结构的液压缸等,要采用外观、超声波探伤、液压试验等方法,对承压的可靠性进行检验.36.探伤表面粗糙度应达到Ra3.2μm.37.承压母体试压与装配后的密封试压,如无特殊规定试验压力,一般为工作压力的1.5倍.38.零件母体承压可靠性的试压,保压15min(允许补压),母体各部不准有渗漏现象.39.装配件密封性试压,保压2min,不降压,且各密封处不准有渗漏现象.40.固定在机体上的管路,应按照JB/ZQ4000.8-86<<管道与容器焊接防锈通用技术要求>>的规定,进行清洗与防锈处理.。
铸铁件通用技术条件
铸铁件通用技术条件公司内部编号:(GOOD-TMMT-MMUT-UUPTY-UUYY-DTTI-交通部上海港口机械制造厂企业标准铸铁件通用技术条件说明本标准适用于重量在10吨以下的灰口铸铁和一般球墨铸铁件,对本标准中未定的特殊要求,应在图纸或专用技术条件中补充规定,铸铁外表毛坯质量按厂标“JQ/GJ8—4—82铸铁件毛坯质量评级标准”检验和验收。
凡本标准中所以用的国标,部标或其他标准,均以最新标准为准。
一技术要求1、铸铁的牌号、机械性能应符合国标GB976—67的规定。
2、灰口铸铁件验收的主要依据为抗弯强度或抗拉强度对硬度值和挠曲度值有测定要求者应特别指出。
3、球墨铸铁件机械性能以抗拉强度、延伸率及冲击值为依据,其化学成分、金相组织和硬度值的误差,如图纸无特殊要求,一般不做验收依据。
4、铸铁件的外形和尺寸均应符合图纸要求,机械加工余量按(表1)(表2)(表3)(表4)规定的加工余量标准。
5、铸铁件尺寸偏差按(表5)(表6)(表7)的规定。
6、铸铁件的非加工壁厚和筋厚偏差按(表8)的规定。
一级精度铸件机械加工余量(毫米)表1二级精度铸件机械加工余量(毫米)表2三级精度铸件机械加工余量(毫米)表3球墨铸铁件加工余量(毫米)表4一般精度铸件尺寸偏差(毫米)表5二级精度铸件尺寸偏差(毫米)表6三级精度铸件尺寸偏差表7锻件的非加工壁厚和筋厚偏差表8注:(1)表中“公称尺寸”是指两个相对加工面之间的最大距离,或者从基准面或中心线(铸件图或零件图上标出的)到加工面的距离。
若有几个加工面到基准轴线或基准面是平行的,则“公称尺寸”必须采用最远一个加工面到基准面的距离,若加工面较大时,公称尺寸也可用加工面的最大轮廓尺寸来代替。
(2)根据零件的要求,应在铸件图或编有铸造工艺的零件图上标出精度等级,对于同一部件的不同部位,允许有不同的精度等级。
(3)铸孔的机械加工余量,不管其所在的位置如何,一般均采用各级的顶面加工余量。
铸钢件国标
铸钢件国标摘要:一、铸钢件国标的概述二、铸钢件国标的分类与特点三、铸钢件国标的应用领域四、铸钢件国标的现状与未来发展正文:铸钢件国标是我国针对铸钢件生产、检验、验收等方面制定的一系列技术规范。
铸钢件广泛应用于航空、航天、汽车、电力、建筑、机械等领域,是现代工业发展的重要基础零部件。
铸钢件国标对于保证产品质量、提高生产效率、降低生产成本具有重要意义。
一、铸钢件国标的概述铸钢件国标主要包括GB/T 11351-1995《铸钢件通用技术条件》、GB/T 13306-1991《铸钢件形状和位置公差》等标准。
这些标准规定了铸钢件的分类、技术要求、检验方法、质量评定等内容,为我国铸钢件行业提供了统一的技术依据。
二、铸钢件国标的分类与特点1.分类:铸钢件国标根据铸钢件的材质、工艺、用途等进行分类。
主要包括铸造碳钢、铸造合金钢、铸造不锈钢等。
2.特点:铸钢件国标具有以下特点:(1)强调工艺性:国标针对不同铸造工艺(如砂型、金属型、熔模铸造等)制定了相应的要求和检验方法。
(2)注重质量控制:国标对铸钢件的尺寸公差、形状和位置公差、表面质量等提出了明确要求,有利于确保产品质量。
(3)强化检验与评定:国标规定了铸钢件的检验方法、检验频率、不合格品处理等内容,确保产品合格率。
三、铸钢件国标的应用领域铸钢件国标在我国铸钢件行业得到了广泛应用,对航空、航天、汽车、电力、建筑、机械等领域产生了积极影响。
遵循国标生产铸钢件,有利于提高产品质量和竞争力,满足国内外市场需求。
四、铸钢件国标的现状与未来发展随着我国工业的快速发展,铸钢件国标在技术要求、检验方法等方面不断完善,逐步与国际接轨。
未来,铸钢件国标将继续发挥重要作用,推动我国铸钢件行业技术创新和产业结构优化升级。
总之,铸钢件国标在保障我国铸钢件产品质量、提高生产效率、降低生产成本等方面具有重要意义。
Q-ZZ 30015球墨铸铁件通用技术条件
样方式,并从铸件有代表性的部位获取,力学性能标准可根据铸件取样部位壁厚按表 2 执行。
注 3:伸长率是从原始标距 L0=5d 上测得的,d 是试样上原始标距处的直径。其他规格的标距见 GB/T1348 第 9.1 条及 附录 B。
3.2.3 附铸试样的力学能能 铸件附铸试样的力学性能见表2。 表2 附铸试样的力学性能
3 技术要求
3.1 球墨铸铁牌号 参照GB/T 5612,本标准规定,以单铸试样力学性能规定的球墨铸铁牌号见表1;以附铸试样力学性
能规定的球墨铸铁牌号见表2;以本体试样力学性能规定的球墨铸铁牌号见表3。在图纸中应标注铸件所 用材料的牌号,如“QT450-10-QZZ30015、QT450-10A-QZZ30015、QT450-10B-QZZ30015”。
附件 2:
Q/ZZ
中国重型汽车集团有限公司企业标准
Q/ZZ 30015—××××
代替Q/ZZ 30015-2008
球墨铸铁件通用技术条件
(征求意见稿)
××××-××-××发布
××××-××-××实施
中国重型汽车集团有限公司 发布
Q/ZZ 30015—××××
前言
本标准以Q/ZZ 30015-2008版为基础,结合GB/T1348和当前实际生产情况和相关技术文件进行修订。 本标准代替Q/ZZ 30015-2008,与Q/ZZ 30015-2008相比,主要技术内容修订如下: ——结构方面做了较大修改; ——增加了“3.1 球墨铸铁牌号”; ——增加了球墨铸铁材料牌号ZQQT1300-3和相关技术要求,删除了D25-6球墨铸铁材料牌号和相关 技术要求, ——将硬度单位“HBS”更改为“HBW”,将“主要金相组织含量”更改为“主要基体组织”; ——增加了附铸试样、本体试样的相关技术要求; ——将渗碳体改为碳化物; ——删除了金相组织中关于珠光体形态的技术要求; ——修改了磷共晶的技术要求,将“磷共晶形态和数量:不得有三元磷共晶-渗碳体复合物和网状 磷共晶。其他形状的磷共晶不得多于1%”修改为“磷共晶数量:不得多于1%”; ——修改了“铸件加工余量”章节的内容,删除了图1—图5; ——修改了球墨铸铁订货要求,删除了“球墨铸铁件订货要求参照GB/T 9439附录D规定执行”,增 加了“4.1 订货信息”和“4.2订货要求”。 ——增加了“6.3铸件复验和其他检验按GB/T1348第10、11章规定执行”。 本标准由中国重型汽车集团有限公司提出。 本标准由中国重型汽车集团有限公司技术发展中心负责归口。 本标准起草单位:中国重型汽车集团有限公司技术发展中心。 本标准主要起草人:刘长森、黄国涛、王正军。 本标准替代标准的历次版本发布情况为: ——Q/ZZ 30015-95JT 、Q/ZZ 30015-2008。
一般工程与结构用铸钢件的技术要求
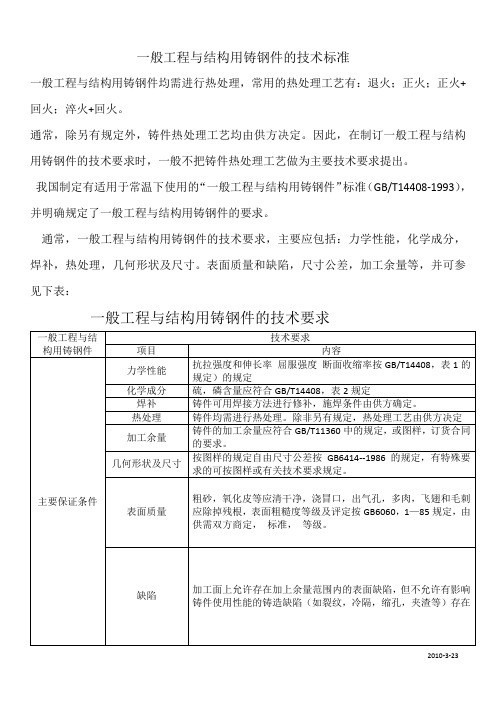
一般工程与结构用铸钢件的技术标准
一般工程与结构用铸钢件均需进行热处理,常用的热处理工艺有:退火;正火;正火+回火;淬火+回火。
通常,除另有规定外,铸件热处理工艺均由供方决定。
因此,在制订一般工程与结构用铸钢件的技术要求时,一般不把铸件热处理工艺做为主要技术要求提出。
我国制定有适用于常温下使用的“一般工程与结构用铸钢件”标准(GB/T14408-1993),并明确规定了一般工程与结构用铸钢件的要求。
通常,一般工程与结构用铸钢件的技术要求,主要应包括:力学性能,化学成分,焊补,热处理,几何形状及尺寸。
表面质量和缺陷,尺寸公差,加工余量等,并可参见下表:
一般工程与结构用铸钢件的技术要求。