浅谈化工安全仪表系统设计及发展趋势
化工装置中安全仪表系统的应用探析

化工装置中安全仪表系统的应用探析随着化工行业的发展,化工装置在生产过程中涉及的化学物质越来越复杂,生产压力和温度也越来越高,导致工业安全问题日益突出。
在化工装置中,安全是至关重要的,任何一点疏忽都可能引发严重的事故。
安全仪表系统在化工装置中的应用变得越来越重要。
本文将对化工装置中安全仪表系统的应用进行探析,以期为化工行业的安全生产提供参考。
一、安全仪表系统的概念安全仪表系统是指在化工装置中用于监测、控制和保护装置安全运行的仪表系统。
它主要包括各种传感器、控制器、执行机构和报警装置,能够实时监测化工装置的运行状态,当遇到异常情况时及时报警或采取措施来保护设备和人员的安全。
安全仪表系统通常与控制系统相结合,通过信号的传递和处理,实现对装置的安全控制和保护。
安全仪表系统的应用可以有效提高装置的安全性和稳定性,减少事故的发生,保障生产和人员安全。
1. 火灾和爆炸监测在化工装置中,由于涉及到大量易燃易爆气体和液体,火灾和爆炸是一种常见的安全隐患。
安全仪表系统可以通过火焰探测器、烟雾探测器和气体探测器等传感器来实时监测装置中的火灾和爆炸危险,一旦发现异常情况,可以立即触发报警装置并采取相应的防范措施,如自动切断供气供电、启动灭火系统等,及时控制事故扩大,确保人员和设备的安全。
2. 压力和温度监测化工装置中经常涉及到高压高温的生产过程,一旦压力和温度超标,将会带来巨大的安全风险。
安全仪表系统通过压力传感器和温度传感器实时监测装置中的压力和温度变化,当超出设定范围时及时报警并采取控制措施,如自动降压降温、切断供料等,有效避免因压力和温度超标而导致的事故发生。
3. 液位和流量监测在化工装置中,液位和流量的监测对设备安全运行至关重要,因为液位过高或过低、流量异常都可能引发安全事故。
安全仪表系统通过液位传感器和流量传感器实时监测液体的液位和流量,一旦发现异常情况,及时报警并采取相应的控制措施,如自动关闭进料阀门、启动排液泵等,保障化工装置的安全运行。
化工仪表、安全与环保发展现状及趋势

一 :化工仪表自动化应用状况 自动化仪表
在化工企业 的生产装置中压力/差压变送 使用的主流品牌为
横河 YOKOGAWA EJA系列
测量仪表
罗斯蒙特 ROSEMOUNT 3051系列
压力/差压变送器
霍尼韦尔Honeywell ST3000系列
恩德斯豪斯 E+H
PMC系列
一 :化工仪表自动化应用状况
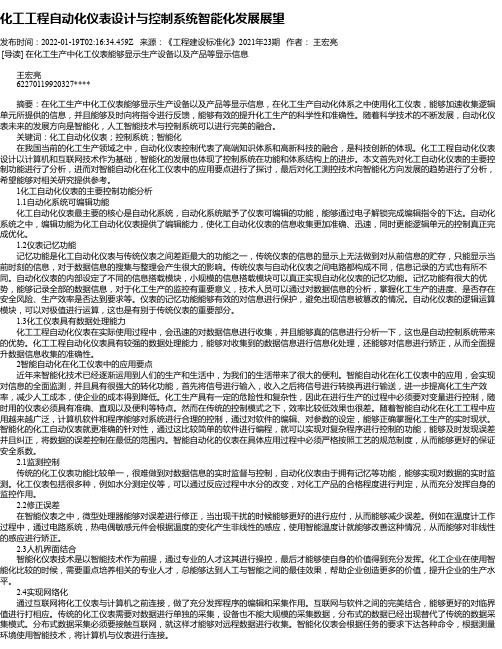
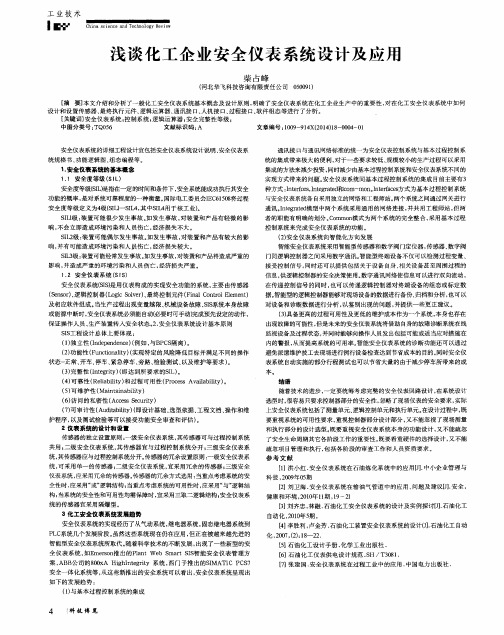
•图11-4 反作用式气动薄膜执行机构
• 1—上膜盖; 2—波纹膜片;3—下膜 盖;4—密封膜片;5—密封环;6—填 块;7—支架;8—推杆;9—弹簧; 10—弹簧座;11—衬套;12—调节件; 13—行程标尺
一 :化工仪表自动化应用状况
气动薄膜执行器
•优点; •结构简单 •价格便宜 •维修方便
•应用广泛。
一 :化工仪表自动化应用状况 常见测温仪表工作原理
2.喷嘴流量计
一 :化工仪表自动化应用状况 常见测温仪表工作原理
3.文丘里管流量计
一 :化工仪表自动化应用状况 常见测温仪表工作原理
4.转子流量计
一 :化工仪表自动化应用状况 常见测温仪表工作原理
5.涡轮流量计
一 :化工仪表自动化应用状况 常见测温仪表工作原理源自一 :化工仪表自动化应用状况
差压式液位计工作原理
一 :化工仪表自动化应用状况
物位仪表
液拄压力式计
压力传感器 压力变送器 弹簧式压力表 差压/压力开关
自 动 化 仪 表
测 量 仪 表
压力仪表
仍是测量压 力的主要仪表
温度仪表 流量仪表 在线过程分析仪
一 :化工仪表自动化应用状况
压力计工作原理
一 :化工仪表自动化应用状况
物位仪表
化工安全仪表系统设计探讨
2.3 安全仪表系统要具有扩展性和可维护性要让安全仪表系统能够更好的融入到化工企业装置之中,就需要对化工安全仪表系统的扩展性和可维护性进行重视。
对于化工安全仪表系统的拓展性而言,需要在设计阶段预留架设端口,通过预留端口为后续仪器装置接入与化工安全仪表系统拓展打下基础。
我国当前的科技水平发展速度较快,快速发展的生产力让安全仪表系统的更新换代速度不断提升,保证安全仪表系统拓展性能够避免重复的系统设计与开发,不仅节省了企业成本,还避免了因系统变更对化工企业安全生产的影响。
对于可维护性而言,化工安全仪表系统一定要做好保养与维护端和系统交互界面的建设,并且要做好日常的保养与维护工作。
3 化工安全仪表系统在化工企业中的应用3.1 安全识别系统的应用化工安全仪表系统导入化工企业的重要用途就是对化工装置进行保护。
在化工企业的日常生产过程中,经常会由于误动导致装置系统出现紊乱,给操作人员带来安全隐患问题,影响企业的发展。
而通过化工安全仪表系统中的安全识别系统(停车连锁控制系统)能够对装置安全系统进行检测,一旦安全系数超出标准界限的时候,为了保护操作人员,系统会快速的进行故障诊断和排查,并切断危险源。
即使在正常的装置运行过程中,安全识别系统也能够对运行状态进行诊断,并对预期可能存在的故障点进行判断。
3.2 安全仪表系统冗余配置安全仪表系统的运行不会因为系统某一错误而崩溃,导致系统整体功能丧失,这也正是化工安全仪表系统水平的鉴定指标。
比方说在化工合成氮装置,该装置对于整体运行的流畅度要求较高,装置运行起,不能随意的停止运行,所以可以通过安全仪表系统冗余配置来进行小故障问题的排查和运行保障。
4 化工安全仪表系统设计要点4.1 传感器设置要点在进行化工安全仪表系统设计的时候,一定要重视传感器的设置,在系统设计的时候,要想系统能够精准的感知危险信号并作出相应的反应,就需要传感器设置合理,并且运行状态稳定。
在设计的时候,要注重传感器设置的独立原则,要避免系统运行过程中因其他部件损失对传感器产生干扰。
石油化工企业安全仪表联锁系统应用及发展趋势

石油化工企业安全仪表联锁系统应用及发展趋势摘要:安全生产一直是石油化工企业的重中之重,安全稳定可靠的生产直接影响着企业的未来发展。
近些年化工企业不断发生安全生产事故,造成了严重的人员伤亡、财产损失,引起了社会各界的广泛关注。
而要实现化工企业的安全生产就必须从实现安全生产的本质化和生产的自动化、智能化。
本文从石油化工企业安全仪表联锁系统应用进行探讨分析,为降低化工企业的安全生产事故提供一些合理化建议。
关键词:石油化工;安全仪表;联锁系统;稳定可靠;安全事故;探讨分析随着国家经济社会和科学技术的快速发展,为了提高化工生产的可靠性和安全性,同时保障员工的人身安全和降低因事故而带来的经济损失,越来越多的现代化电气仪表自动化技术应用到石油化工企业,而我国的石油化工企业都引进了先进的现代化电气仪表自动化控制系统,对于加强和提升我国石油化工行业生产的自动化水平和管理水平,确保石化可持续健康安全发展具有重要的意义。
1石油化工行业电气仪表自动化控制系统的现状1.1石油化工企业电气仪表自动控制系统中的现场总控系统应用电仪仪表的现场总控系统是我国化工行业生产技术过程中的关键仪表技术,它作为一个相对开放的控制系统,在生产设备正常运行中,采用互联网与现场的控制计算机相关联通实现对化工生产总体的生产管理和控制。
对自动控制系统进行正式操作时,可以实现对多频率的互相性操作,真正完美的让我国石油化工企业对生产现场实现分散化的控制。
其控制系统具有高度的科学性、优越性,在目前的我国石油化工行业的各个工艺流程中得到广泛的应用使用。
1.2石油化工企业电气仪表自动控制系统实现现场总线与DCS系统的相结合石油化工现场总线控制系统具有自动化、智能化的仪表控制系统,在与DCS 系统相结合的时候需要将自动化、智能化的控制仪表与它相连,从而更能实现DCS系统的智能化。
这样的自动化、智能化系统在石油化工企业的广泛应用,可以明显的降低我国石油化工行业的生产成本、管理成本,更好的将现场总线控制系统和DCS系统的完美结合,实现各自系统的优势,保障生产装置的安全运行,实现石油化工生产的安全本质化。
化工工程自动化仪表设计与控制系统智能化发展展望
化工工程自动化仪表设计与控制系统智能化发展展望发布时间:2022-01-19T02:16:34.459Z 来源:《工程建设标准化》2021年23期作者:王宏亮[导读] 在化工生产中化工仪表能够显示生产设备以及产品等显示信息王宏亮62270119920327****摘要:在化工生产中化工仪表能够显示生产设备以及产品等显示信息,在化工生产自动化体系之中使用化工仪表,能够加速收集逻辑单元所提供的信息,并且能够及时向将指令进行反馈,能够有效的提升化工生产的科学性和准确性。
随着科学技术的不断发展,自动化仪表未来的发展方向是智能化,人工智能技术与控制系统可以进行完美的融合。
关键词:化工自动化仪表;控制系统;智能化在我国当前的化工生产领域之中,自动化仪表控制代表了高端知识体系和高新科技的融合,是科技创新的体现。
化工工程自动化仪表设计以计算机和互联网技术作为基础,智能化的发展也体现了控制系统在功能和体系结构上的进步。
本文首先对化工自动化仪表的主要控制功能进行了分析,进而对智能自动化在化工仪表中的应用要点进行了探讨,最后对化工测控技术向智能化方向发展的趋势进行了分析,希望能够对相关研究提供参考。
1化工自动化仪表的主要控制功能分析1.1自动化系统可编辑功能化工自动化仪表最主要的核心是自动化系统,自动化系统赋予了仪表可编辑的功能,能够通过电子解锁完成编辑指令的下达。
自动化系统之中,编辑功能为化工自动化仪表提供了编辑能力,使化工自动化仪表的信息收集更加准确、迅速,同时更能逻辑单元的控制真正完成优化。
1.2仪表记忆功能记忆功能是化工自动化仪表与传统仪表之间差距最大的功能之一,传统仪表的信息的显示上无法做到对从前信息的贮存,只能显示当前时刻的信息,对于数据信息的搜集与整理会产生很大的影响。
传统仪表与自动化仪表之间电路都构成不同,信息记录的方式也有所不同。
自动化仪表的内部设定了不同的信息搭载模块,小规模的信息搭载模块可以真正实现自动化仪表的记忆功能。
浅谈化工安全仪表系统设计及发展趋势
浅谈化工安全仪表系统设计及发展趋势摘要:本文介绍和分析了一般化工安全仪表系统基本概念及设计原则,明确了安全仪表系统在化工企业生产中的重要性,对在化工安全仪表系统中如何设计和设置传感器、最终执行元件、逻辑运算器、通讯接口、人机接口、过程接口、软件组态等进行了分析。
关键词:安全仪表系统;控制系统;逻辑运算器Abstract: this paper introduces and analyzes the general chemical safety instrumentation systems basic concepts and design principles, made clear the safety instrumentation systems in the chemical enterprise production, the importance in chemical safety instrumentation systems to how to design and setting up the sensor, final actuators, logic unit, communication interface, man-machine interface, process interface, software configuration were analyzed.Key words: safety instrumentation systems; Control system; Logic unit 引言现代化工企业生产工艺流程复杂,大多涉及高温高压、易燃易爆和有毒有害,蕴含着巨大的能量。
一旦生产过程出现异常且控制不当,将会给人身和财产安全造成严重后果。
化工安全仪表系统能对化工生产装置和设备可能发生的危险或措施不当行为致使继续恶化的状态进行及时响应和保护,使生产装置和设备进人一个预定义的安全停车工况,从而使风险降低到可以接受的最低程度,保障人员、设备和生产装置的安全。
化工自动化仪表与控制系统的现状与发展趋势
化工自动化仪表与控制系统的现状与发展趋势随着经济的快速发展,人们对化工产品的需求越来越多,这就要求化工企业科学高效的运转,为此化工自动化仪表要确保运行速度快、工作效率高、使用功能多,充分发挥其作用。
加强对化工企业自动化仪表的常见故障的检修与维护,提升仪表维修人员的工作能力和业务水平,保证企业生产与经营安全愈加重要。
一、化工企业中自动化仪表的优势化工企业无论是石油开采,还是石油炼化,在其生产中,自动化仪表的控制有其根本的优势,就是采用先进的电子技术、微电脑控制技术来代替人力,其体积小,抗干扰的优势是传统工具不能比拟的,其可靠性与安全性都有很大提升,自动化、智能化控制生产得以真正实现。
1、自动化仪表通过计算机技术增添自动记忆功能以往传统的机械仪表都是利用组合的时序电路以及逻辑电路。
这样类型的仪表只能够对某个时刻的状态有短暂的记忆,如果记录下一个状态,就会覆盖上一个状态,这样就形成了记忆丢失,必须在某个时段要人为的来记录。
自动化仪表因为是使用微机,微机有随时可以进行存储备份,而且存储量很大,可以对前一个状态的记忆随时进行处理或者是重现。
2、自动化仪表的可调整性空间较大由于自动化仪表拥有可编程优势和功能,计算机软件可以使仪表与生产实现最有效的配合。
计算机相关软件可以控制仪表达到逻辑电力,尤其是在电路的控制上,对一些接口芯片位控的特性进行应用,利用软件编程使工具按照生产计划来调整,比传统的硬件控制更加灵活。
3、自动化仪表的信息化优势数据的使用与处理是生产智能化与信息化的一个重要提升。
很多生产数据的分析在自动化仪表出现后,变得快捷与科学。
自动化仪表的计算优势与统计优势,不但节省了人工劳作,还在空间的程度上缩短了信息交流的距离。
信息管理系统的使用也使自动化仪表更加贴近计算机技术,使整个生产能通过计算机信息系统有效的串联。
二、自动化仪表的检查与维护在化工生产过程中,仪表出现故障的原因有很多,如仪表自身的质量存在问题、操作人员对仪表设备的维护和检修的失责等,操作人员在对仪表设备的使用说明和方法的认识和掌握上存在盲区,导致仪表运行中故障的出现。
浅谈化工企业安全仪表系统设计及应用
响, 不 会立 即造 成环境 污 染和 人员 伤亡 , 经 济损 失不 大 。 s I L 2 级: 装 置可 能偶 尔 发生 事故 。 如发 生事 故 , 对 装置 和 产品有 较 大的 影 响, 并 有可 能造 成环境 污 染和 人员 伤亡 , 经 济损 失较 大 。 S I L 3 级: 装置可能 经常 发生事故 。 如 发生事故 , 对 装置和 产品将造 成严重 的 影响, 并造 成严 重 的环境 污染 和人 员伤 亡 , 经 济损 失严 重 。 1 . 2 安全仪 表 系统 ( sI s )
功能 的概 率 , 是对 系统可 靠程度 的一 种衡 量 。 国 际 电工 委员 会I E C 6 1 5 0 8 将过程
安全度等级定义为4 级( S I L 1 -S I L 4 , 其 中s I L 4 用于核工业) 。
S I L l 级: 装 置可 能很 少 发生 事故 。 如 发生 事故 , 对装 置和 产 品有轻 微 的 影
接受 控制 信号 , 同时还 可以提供 包 括关 于设备 自身 相 关设 备甚 至周 围过程 的 信息 , 供逻 辑控 制器 的安 全决策 使用 。 数字 通讯 网络使信 息可 以进行双 向流动 , 在传 递 控制信 号 的 同时 , 也 可 以传递 逻辑 控制 器对 终 端设 备 的组 态或 标定 数 据。 智能 型的逻辑 控制器 能够对 现场设 备 的数 据进 行备份 、 归档 和分析 , 也 可 以 对设 备和 诊 断数 据进行 分 析 , 以鉴 别 出现 的问题 , 并提供 一 些更 正建议 。 ( 3 ) 具备 更高 的过程 可用 性及 更低 的维护 成本 作为一 个系 统 , 本 身也存 在 出现 故障 的可能性 , 但 是未来 的安全 仪表系统 将借助 自身 的故 障诊 断系统 在 线 监视 设备及 过程状 态 , 并同时能 够 向操作人员 发出包 括可 能或适 当应对措 施在
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浅谈化工安全仪表系统设计及发展趋势王蓉江苏南京中核华纬工程设计研究有限公司210019摘要:本文介绍和分析了一般化工安全仪表系统基本概念及设计原则,明确了安全仪表系统在化工企业生产中的重要性,对在化工安全仪表系统中如何设计和设置传感器、最终执行元件、逻辑运算器、通讯接口、人机接口、过程接口、软件组态等进行了分析。
关键词:安全仪表系统;控制系统;逻辑运算器Abstract:this paper introduces and analyzes the general chemical safety instrumentation systems basic concepts and design principles,made clear the safety instrumentation systems in the chemical enterprise production,the importance in chemical safety instrumentation systems to how to design and setting up the sensor,final actuators,logic unit,communication interface, man-machine interface,process interface,software configuration were analyzed.Key words:safety instrumentation systems;Control system;Logic unit中图分类号:N945.23文献标识码:A文章编号:引言现代化工企业生产工艺流程复杂,大多涉及高温高压、易燃易爆和有毒有害,蕴含着巨大的能量。
一旦生产过程出现异常且控制不当,将会给人身和财产安全造成严重后果。
化工安全仪表系统能对化工生产装置和设备可能发生的危险或措施不当行为致使继续恶化的状态进行及时响应和保护,使生产装置和设备进人一个预定义的安全停车工况,从而使风险降低到可以接受的最低程度,保障人员、设备和生产装置的安全。
1安全仪表系统的基本概念1.1安全度等级(SIL)安全度等级(SIL)是指在一定的时间和条件下,安全系统能成功执行其安全功能的概率,是对系统可靠程度的一种衡量。
国际电工委员会IEC61508将过程安全度等级定义为4级(SILl一SIL4,其中SIL4用于核工业)。
SILl级:装置可能很少发生事故。
如发生事故,对装置和产品有轻微的影响,不会立即造成环境污染和人员伤亡,经济损失不大。
SIL2级:装置可能偶尔发生事故。
如发生事故,对装置和产品有较大的影响,并有可能造成环境污染和人员伤亡,经济损失较大。
SIL3级:装置可能经常发生事故。
如发生事故,对装置和产品将造成严重的影响,并造成严重的环境污染和人员伤亡,经济损失严重。
石油和化工生产装置的安全度等级一般都低于SIL3级,采用SIL2级安全仪表系统基本上都能满足大多数生产装置的安全需求。
1.2安全仪表系统(SIS)安全仪表系统(SIS)是用仪表构成的实现安全功能的系统,主要由传感器、逻辑运算器、最终执行元件及相应软件组成。
当生产过程出现变量越限、机械设备故障、SIS系统本身故障或能源中断时,安全仪表系统必须能自动(必要时可手动)完成预先设定的动作,保证操作人员、生产装置转入安全状态。
安全仪表系统(SIS)也称为紧急停车系统。
安全仪表系统的SIL等级是由传感器、逻辑运算器、最终执行元件等各组成部件的SIL等级共同决定的。
在工程设计中,逻辑运算器的SIL等级一般选的都比较高,可达到SIL3级,但传感器和最终执行元件的SIL等级通常都在SIL2级以下,因此,整个系统的SIL等级一般都不会高于SIL2级。
2、安全仪表系统设计基本原则2.1独立性原则安全仪表系统原则上应与过程控制系统(DCS)分离而独立设置。
在正常情况下安全仪表系统是“静止的”,不采取任何动作,但是当参数发生异常波动或故障时,它会按照已定的程序采取相应的联锁动作,使装置停在安全水平线上。
安全仪表系统的安全等级要高于过程控制系统(DCS)。
特别是复杂装置和重要机组的安全仪表系统更应独立于DCS之外,使之不依赖于DCS就能独立完成紧急停车及安全联锁功能。
2.2故障安全型原则故障安全型(Fail To Safe)是当系统发生故障时,被控制系统或设备自动转入预定安全状态。
开关类检测仪表在正常工况和供电条件下其接点应是闭合的或导通状态的,联锁执行机构应是带弹簧复位的单作用方式(FC或FO),电磁阀或中间继电器正常状态是励磁的。
根据具体的工艺过程,系统发生故障时,这些仪表或设备应处在安全状态。
2.3采用冗余容错结构容错是指系统在元部件出现故障时,仍能继续运行的能力。
容错系统应具有检测和报告故障的能力,同时在局部故障状态下依然能持续正常运行。
安全仪表系统,需要在硬件结构上采用冗余结构实现容错,通常采用三重化冗余结构。
2.4中间环节最少从联锁信号检测到联锁逻辑计算再到联锁动作执行,应尽可能减少中间环节,减少由中间环节带来的出错的可能。
在防爆等级许可的情况下,尽量采用隔爆型仪表,减少由于安全栅而产生的故障源,减少误停车。
3、仪表系统的设计和设置3.1传感器的设计和设置传感器的独立设置原则:一级安全仪表系统,其传感器可与过程控制系统共用;二级安全仪表系统,其传感器宜与过程控制系统分开;三级安全仪表系统,其传感器应与过程控制系统分开。
传感器的冗余设置原则:一级安全仪表系统,可采用单一的传感器;二级安全仪表系统,宜采用冗余的传感器;三级安全仪表系统,应采用冗余的传感器。
传感器的冗余方式选用:当重点考虑系统的安全性时,应采用“或”逻辑结构;当重点考虑系统的可用性时,应采用“与”逻辑结构;当系统的安全性和可用性均需保障时,宜采用三取二逻辑结构;安全仪表系统的传感器宜采用隔爆型。
3.2最终执行元件的设计和设置最终执行元件可以是独立设置的开关阀,也可以是与过程控制系统共用的调节阀。
阀门的独立设置原则:一级安全仪表系统,可与过程控制系统共用,应确保安全仪表系统优先于过程控制系统的动作;二级安全仪表系统,宜与过程控制系统分开;三级安全仪表系统,应与过程控制系统分开。
阀门的冗余设置原则:一级安全仪表系统,可采用单一的阀门;二级安全仪表系统,宜采用冗余的阀门;如采用单一的阀门,配套的电磁阀宜冗余设置;三级安全仪表系统,宜采用冗余的阀门,配套的电磁阀宜冗余设置;冗余配置的阀门,可采用一个调节阀和一个开关阀。
最终执行元件是安全仪表系统中可靠性较低的设备。
安全仪表系统在正常工况时是静态的、被动的,系统输出不变,最终执行元件一直保持在原有的状态,很难确定是否有危险故障。
过程控制系统在正常工况时是动态的、主动的,最终执行元件随控制信号的变化而变化,不会长期停留在一个位置。
3.3安全仪表系统的逻辑设计安全仪表系统的逻辑运算是系统的“灵魂和精髓_一套好的安全仪表系统除了可靠合理的硬件配置外,逻辑设计对系统性能至关重要。
(1)输入输出逻辑设计①输入逻辑信号;安全仪表系统的输入信号大部分为开关量信号。
当检测元件故障时,其输出的联锁保护临界条件的开关量信号应是可变化的,甚至与检测到联锁保护临界条件成立时的输出信号一致,这样就会减少隐性故障的存在,显然,常开触点(NO)是很难做到这一点的,检测元件的常闭(NC)输出信号便成了安全仪表系统的首选输入信号。
一般情况下,按下列原则设计:安全临界检测元件的开关量输出信号为常闭(NC)信号:紧急停车按钮应为常闭(NC)输入信号:检测元件的屏蔽、维护按钮为常开(NO)信号:联锁保护复位按钮为常开(NO)信号。
②逻辑输出信号;安全PLC的输出至执行元件(电磁阀或电气设备)之间的环节尽可能少。
为了提高输出开关量触点的容量,或为了实现与电气设备的隔离,习惯做法是在PLC输出卡件后加继电器等,需要明确的是在PLC输出卡件满足要求的情况下,应尽可能减少中间环节。
如果执行元件为电磁阀,安全仪表系统输出至电磁阀的开关量信号一般应为常闭(NC)信号,使得电磁阀处于常带电(励磁)状态,保证故障时电磁阀失电(非励磁),相应安全保护动作执行,使受控设备处于安全状态。
逻辑设计时输入输出信号常开、常闭的选择应以减少故障、特别是减少隐性故障到最小为原则,应根据具体情况做出安全分析,合理确定输入输出的逻辑信号类型,不应一概而论。
(2)PLC逻辑设计合理使用冗余检测元件的运算逻辑,如前文描述的检测元件三重冗余配置的“3取2”、检测元件二重冗余配置的“2取l”或“2取2”等逻辑形式,以满足所要求的可靠性和可用性。
3.4通讯接口的设计和设置安全仪表系统与工程师站通讯可采用RS一232,RS一485/RS一422串行通讯方式。
当安全仪表系统与过程控制系统通讯时,可采用RS一232,RS一485/RS一422串行通讯方式,过程控制系统为主站,安全仪表系统为从站。
安全仪表系统管理网络可采用工业以太网通讯方式。
3.5过程接口的设计和设置过程接口包括输入输出卡、顺序事件输入卡、配电器、安全栅、开关、继电器等关联设备,输入输出卡应带光电或电磁隔离,带故障诊断,当考虑安全性时,二取一;考虑可用性时,二取二;兼顾安全性和可用性时,三取二,三取二过程信号应分别接到3个不同的输入卡,安全仪表系统宜采用4—20mA DC模拟信号,不应采用现场总线、HART或其他串行通讯信号,输入输出卡相连接的传感器和最终执行元件应设计成故障安全型。
4、化工安全仪表系统发展趋势安全仪表系统的实现经历了从气动系统,继电器系统,固态继电器系统到PLC 系统几个发展阶段。
虽然这些系统现在仍在应用,但正在被越来越先进的智能型安全仪表系统所取代。
随着科学技术的不断发展,出现了一些新型的安全仪表系统,如Emerson推出的Plant Web Smart SIS智能安全仪表管理方案,ABB公司的800xA HighIntegrity系统,西门子推出的SIMATIC PCS7安全一体化系统等,从这些新推出的安全系统可以看出,安全仪表系统呈现出如下的发展趋势:(1)与基本过程控制系统的集成通讯接口与通讯网络标准的统一为安全仪表控制系统与基本过程控制系统的集成带来极大的便利,对于一些要求较低、规模较小的生产过程可以采用集成的方法来减少投资,同时减少由基本过程控制系统和安全仪表系统不同的实现方式带来的问题。
安全仪表系统同基本过程控制系统的集成目前主要有3种方式:Interfces,Integrated和com-mon。
Interfaces方式为基本过程控制系统与安全仪表系统各自采用独立的网络和工程师站。