0201装配,从难关到常规贴装
0201装配,从难关到常规贴装.
0201裝配,從難關到常規貼裝本文解釋並探討在高産量與高混合裝配兩種運作中的支配0201貼裝的指導原則。
雖然通常認爲是相當近期的一項發展,印刷電路板(PCB, printed circuit board)自從五十年代早期就已經有了。
從那時起,對越來越小、越來越輕和越來越快速的電子産品的需求就一直推動著電子元件、PCB和裝配設備技術朝著SMT的方向發展。
對SMT最早的普遍接受是發生在八十年代早期,那時諸如Dynapert MPS-500和FUJI CP-2這些機器進入市場。
在那時,1206(3216)電阻與電容是最流行的貼裝元件。
可是在一兩年內,1206即讓路給0805(2125)作爲SMT貼裝的最普遍的元件包裝。
在這個期間,機器與元件兩者都迅速進化。
在機器變得更快更靈活的同時,0603 (1608) 元件開始發展。
在這時,許多裝配機器製造商走回研究開放(R&D, research and development)實驗室,重新評估用於接納這些更新、更小元件的設備中的技術。
更高解析度的相機與更小的真空吸嘴就在這些元件帶給裝配設備的變化之中。
0402(1608)包裝的出現在PCB裝配的各方面都産生了進一步的挑戰。
在機器發展方面,真空吸嘴變得更小和更脆弱。
新的重點放在元件的送料器(feeder)上面,它作爲需要改進的一個單元,爲機器更準確地送出零件。
隨著0402元件的出現,工藝挑戰又增加到那些需要爲成功的元件貼裝而探討的問題之中。
錫膏(solder paste)印刷變得更加關鍵–鋼板(stencil)厚度與錫膏網孔是越來越重要的工藝考慮因素。
這種貼裝所需要的技術也涉及重要的新成本。
這些因素的結合造成在電子工業歷史中最慢採用的一種新包裝形式。
總計,幾乎將近五年時間,0402包裝才在工業中達到廣泛的接受- 並且在今天還有許多裝配工廠從來不貼裝一顆0402 CHIP。
現在,進入了0201。
在過去一年半時間裏,0201貼裝已經是整個工業內討論的一個關鍵主題。
SMT工艺技术
芯片封装常识什么叫封装具体的封装形式封装命名规则资料封装发展的过程一,什么叫封装?封装,就是指把硅片上的电路管脚,用导线接引到外部接头处,以便与其它器件连接.封装形式是指安装半导体集成电路芯片用的外壳。
它不仅起着安装、固定、密封、保护芯片及增强电热性能等方面的作用,而且还通过芯片上的接点用导线连接到封装外壳的引脚上,这些引脚又通过印刷电路板上的导线与其他器件相连接,从而实现内部芯片与外部电路的连接。
因为芯片必须与外界隔离,以防止空气中的杂质对芯片电路的腐蚀而造成电气性能下降。
另一方面,封装后的芯片也更便于安装和运输。
由于封装技术的好坏还直接影响到芯片自身性能的发挥和与之连接的PCB(印制电路板)的设计和制造,因此它是至关重要的。
衡量一个芯片封装技术先进与否的重要指标是芯片面积与封装面积之比,这个比值越接近1越好。
封装时主要考虑的因素:1、芯片面积与封装面积之比为提高封装效率,尽量接近1:1;2、引脚要尽量短以减少延迟,引脚间的距离尽量远,以保证互不干扰,提高性能;3、基于散热的要求,封装越薄越好。
封装主要分为DIP双列直插和SMD贴片封装两种。
从结构方面,封装经历了最早期的晶体管TO(如TO-89、TO92)封装发展到了双列直插封装,随后由PHILIP公司开发出了SOP小外型封装,以后逐渐派生出SOJ(J型引脚小外形封装)、TSOP(薄小外形封装)、VSOP(甚小外形封装)、SSOP(缩小型SOP)、TSSOP(薄的缩小型SOP)及SOT(小外形晶体管)、SOIC(小外形集成电路)等。
从材料介质方面,包括金属、陶瓷、塑料、塑料,目前很多高强度工作条件需求的电路如军工和宇航级别仍有大量的金属封装。
封装大致经过了如下发展进程:结构方面:TO->DIP->PLCC->QFP->BGA ->CSP;材料方面:金属、陶瓷->陶瓷、塑料->塑料;引脚形状:长引线直插->短引线或无引线贴装->球状凸点;装配方式:通孔插装->表面组装->直接安装二,具体的封装形式1、SOP/SOIC封装 SOP是英文Small Outline Package 的缩写,即小外形封装。
请简述内饰二装配工艺流程

请简述内饰二装配工艺流程内饰二装配工艺流程是指在汽车制造过程中,对车辆内部进行二次装配的工艺流程。
内饰二装配是指将各种功能件和装饰件安装到车辆内部,包括座椅、仪表盘、中控台、门板、顶棚、地毯等。
下面将详细介绍内饰二装配工艺流程。
内饰二装配工艺流程主要包括以下几个步骤:1. 零件准备:将生产好的内饰零件按照工艺要求进行分类、整理和检查。
确保零件的质量和数量符合要求,并进行标识,以便后续的装配工作。
2. 预装配:根据工艺要求,对一些较大或较复杂的内饰零件进行预装配。
预装配可以提前排除零件之间的配合问题,并减少后续的装配时间和难度。
3. 主装配:将各个内饰零件按照一定的顺序和方法装配到车辆内部。
这一步需要仔细按照工艺要求进行操作,确保每个零件的位置、角度和配合度都符合要求。
同时,需要注意安装过程中的防刮花、防污染等要求,以保证内饰的质量。
4. 连接线束:在内饰装配过程中,还需要进行线束的连接工作。
线束连接是将各个电器设备的线束连接到车辆的电气系统上,以实现各种功能。
连接线束需要严格按照电气图纸和连接工艺要求进行操作,确保连接的可靠性和稳定性。
5. 整体调试:在内饰装配完成后,需要进行整体调试,包括座椅调整、仪表盘功能测试、中控系统测试等。
通过整体调试,可以确保内饰装配的质量和功能的正常运行。
6. 清洁和质检:内饰装配完成后,需要进行清洁和质检工作。
清洁工作包括车内的除尘、擦拭和吸尘等,以保持内饰的整洁。
质检工作包括对装配质量的检查和测试,确保装配质量符合要求。
7. 包装和入库:内饰装配完成后,需要进行包装和入库工作。
包装需要按照工艺要求进行,以保护内饰免受损坏。
入库工作需要按照仓库管理的要求进行,确保内饰的安全和管理。
内饰二装配工艺流程是整个汽车制造过程中的重要环节,对于车辆的外观质量和用户体验有着重要影响。
只有严格按照工艺要求进行装配,才能保证内饰的质量和功能的正常运行。
同时,还需要注重工人的技能培训和质量意识的提高,以提高内饰装配的效率和质量。
请简述内饰二装配工艺流程

请简述内饰二装配工艺流程内饰二装配工艺流程是指在汽车生产过程中,对车辆内部的装配工艺进行操作和安装的过程。
下面将简述内饰二装配工艺流程,以便读者更好地了解这一过程。
内饰二装配工艺流程主要包括以下几个步骤:步骤一:准备工作在开始进行内饰二装配工艺之前,首先需要进行准备工作。
这包括准备所需的零部件、工具和设备,并进行相应的检查和清洁。
同时,还需要对工作区域进行清理和整理,确保工作环境整洁、安全。
步骤二:组装零部件在准备工作完成后,开始进行内饰二装配工艺的核心步骤,即组装零部件。
根据车辆的具体配置和设计要求,将各个零部件按照一定的顺序进行组装。
这包括安装座椅、仪表盘、中控台、门板、内饰饰条等。
在组装过程中,需要仔细核对零部件的型号和规格,确保正确安装,并按照工艺要求进行调整和固定。
步骤三:连接线束连接线束是内饰二装配工艺中的重要环节之一。
线束连接是将各个电器设备和仪表进行连接,使其能够正常工作。
在连接线束的过程中,需要根据车辆的电气设计图纸,将线束逐一连接到相应的接口上。
同时,还需要进行线束的调整和固定,确保其安全可靠。
步骤四:安装饰面件在完成零部件组装和线束连接后,进行安装饰面件的工艺步骤。
饰面件主要包括内饰面板、地毯、顶棚等。
在安装饰面件的过程中,需要根据车辆的内饰设计要求,将饰面件逐一安装到相应的位置上,并进行调整和固定,确保其平整、美观。
步骤五:清洁和质检在完成内饰二装配工艺后,需要进行清洁和质检。
清洁工作包括对车辆内部的灰尘、污渍等进行清理,并进行车内空气消毒。
质检工作主要是对已安装的零部件进行检查,确保其质量合格。
同时,还需要对连接线束进行检查,确保其安全可靠。
步骤六:最终装配最后一步是进行最终装配。
在这一步骤中,需要对车辆进行最后的调整和检查,确保内饰装配工艺的质量和完整性。
同时,还需要对车辆进行最终的清洁和整理,使其焕然一新。
通过以上步骤,内饰二装配工艺流程完成。
这一流程旨在确保车辆内部的装配工艺符合设计要求,保证内饰的质量和外观。
超小型贴片元件(0201)的装配及工艺特征

超小型贴片元件(0201)的装配及工艺特征2004年第12期福建电脑33超小型贴片元件(o2o~)的装配及工艺特征冯俊牟志平陈杰(安徽建筑工业学院计算机与信息工程系,安徽合肥,230022)【摘要】本文主要介绍基于SMT表面贴装技术的超小型贴片元件(D20j)X-艺,包括它的工艺特征分析,应用难点及其技术工艺的推动方案,并以SMT工艺制作了编码控制接I:/.【关键词】SMT表面贴装技术,超小型贴片元件,模板印刷,回流焊接1引言自上个世纪五十年代发明印刷电路板(PCB,printedcircuitt~rd)后,人们对电子产品的小型化提出更新更高的要求,电子元件,PCB及其装配设备技术就始终在朝着SMT的方向发展.SMT的普遍应用发生在八十年代初期,1206(3216)电阻与电容是最流行的贴装元件.一两年之后,0805(2125)就替代了1206成为SMT贴装的最普遍的元件包装.在此期间,机器与元件都得到迅速发展.在机器变得更快更灵活的同时,0603(1608)元件,0402(1608)包装的相继出现,给PCB装配的各方面都提出了更高的要求.为了使机器能更准确地送出零件,装配设备技术发展的重点是元件的送料器(feed日).此外锡膏(solderpaste)印刷也变得更加关键一模板(stencil)厚度与锡膏网孔成为越来越重要的工艺考虑因素.这些影响因素使得0402包装几乎用了五年时间才在工业中被广泛应用.现在更小的0201包装已经开始普及.由于尺寸,重量和功率消耗的需求,许多电路板需要将更小的元件和技术结合到其产品中去,因此0201贴装得到了快速发展.可以想象高精度的0201工艺在应用中必然有很多难点,而分析这些难点,找出0201的工艺特征也就是本论文的主要目的.20201的准确贴装2.1主要的困难0201的使用带来了更高的元件密度,也使得贴装作业的难度增大了一个数量级.0201元件要求采用较小的焊盘尺寸来防止焊锡污迹,接纳无焊脚焊接.对于密度高的PCB,贴装精度直接影响回流焊接后的装配缺陷数量,例如,贴装偏移会增加锡桥,锡珠,元件竖立和元件对不准焊盘的几率.根据资料显示,对于标准焊盘,y<0.075mm,x<0.075mm的贴装偏移基本上对缺陷没有影响.可是,当偏移增加到<0. 1mm时,缺陷水平就会上升到超过5000ppm.此外,贴装操作涉及的不止其本身,它还包括吸取的可靠性,元件视觉识别系统的准确性和贴装的可重复性.还有一个很关键的问题是焊盘的设计,在这我们推荐一种行之有效的方法,见表一.表一0201焊盘设计推荐0201焊盘尺寸下限上限过程效果长度尺寸0.010"0.012"改进"墓碑"宽度尺寸0.016"0.018"焊盘间隔()0.020"0.022"改进焊锡结珠焊盘间隔()0.008"0.010"由于吸嘴的轴向运动会产生一个水平的力,将会造成元件的偏移,有可能增加高密度贴装的锡桥.因为当使用无焊脚焊盘时,元件会将锡膏从零件下挤出.因此,可以将超程定义为使得元件和PCB之间的间隙小于焊锡颗粒大小,也就是说,贴装系统必须将该间隙控制在40—60urn.另一个起作用的因素是板的支撑,没有支撑元件可能从过高的高度落下或被压人锡注:拳文受蓟【安擞建筑工业学院]贵助(项目缟号:2002yq006)膏中.为了准确地控制行程,板的支撑系统必须为板的拱形提供足够的纠正.下面所说的吸取位置公差就是描述吸嘴行程的参数.2.2吸取位置公差因为传统贴装设备在Y轴上没有控制,所以使得公差难以控制,从而连贯性难以保证.为了保持生产系统的连贯性,吸嘴必须能够在三个方向上移动,即沿x,Y和z轴移动.同时, 既保证将元件对中吸嘴,又必须确保贴装精度在公差范围之内.显然,这对于0201来说,其公差精度要求与其他零件相比更高.有研究表明,如果要确保0201贴装成功,有必要将吸嘴Y方向的精度控制在±0.07mm以内,X方向的精度在±0.1mm 以内,z方向的精度在±0.1mm内;为了补偿z轴,贴装设备必须具有增设实时的反馈检测机构装置,测量每个元件的厚度, 从而达到0.1mm的目标值.但从实际来看,在保证贴片机精度的前提下,还有一些其它问题需要解决.2.3元件在锡膏上的运动0201贴装的另一个重要问题是在某些情况下,0201元件由于焊接过程中锡膏融化所产生的表面张力不均而无法停留在其原本贴装的位置,也就是说,即使贴片机做到了万无一失, 0201元件最终在PCB板上的位置仍然有可能不准确.根据试验表明,对于Y方向3d的贴装精度,板上小于0.05mm超程的元件有时将会向短边方向滑行超过60uln.并且还发现当0201元件只是贴装在助焊剂上时,元件没有发生因超程产生的滑移,但是在锡膏上就会发生.经仔细对比试验数据后,发现当锡膏颗粒大小大于20um 时,元件就会或多或少的出现偏移,这是因为颗粒在焊盘上分布不均.由于元件贴装时间仅仅是几毫秒,所以任何不平的表面都可能造成零件偏斜或运动.这也是热风焊锡均涂(HAs1.)板不适用于0201贴装的原因.显然:锡膏的颗粒直径也是影响贴装的精度的关键之一.3问题的关键使0201获得准确贴装,主要由以下几个关键因素决定:(1)元件送料器工作台送料器(foder)I作台必须精密加工,保证单个送料器可重复定位,并且采用双轨线性移动导轨与高分辨率半封闭循环伺服系统相结合.这样,只需作微小的调节就可保证元件尽可能地靠近中心吸取.(2)元件送料器元件送料器不论元件高度和元件位置可能出现的大量变化,都必须保证吸取位置维持可重复性.用于送料器的定位机构必须精确耐用.应选用强度高,重量轻的材料,以允许人机工程上的操作,以保证元件料带(ca一日tape)的精密,可重复的送出.(3)送料器驱动链轮驱动链轮轮齿的形状,锥度和长度会极大地影响到送料器定位料带的能力.(下转第36页)福建电脑2004年第12期()函数.(2)为注册的iptables_match变量赋初值.(3)实现ink()函数..ink()调用register.match()注册赋值后的iptables_match.当Iptables命令中第一次使用该Match时, Iptables主程序会自动加载该Match的动态链接库,并执行其中的一init().编写完一个Match的核外部分后,需要以下步骤把它与Iptables集成在一起:(1)把源程序文件放入Iptables根目录下的extensions子目录.(2)编辑extensions目录的Makefile文件,在PFExT'SLIB宏中加上该Match的名字.(3)执行make和makeinstall命令,进行编译和安装.设计Match的核外部分,取名为SnortIptables.在其parse()函数中,依据用户指定的接收端口号,启动一个守护进程,该进程接收远程Snort发来的响应命令,调用API函数system()设置本地的过滤规则.函数ink(),hdp(),finaLcheck(),print()和save()与联动的实现没有直接的关系,就不再详细介绍了.对数据结构iptables-match的赋值如下所示:staticstructiptables~nmtchSnortlpt~les={NULL..SnortIptables.IIrrABLES- VERSION.tPT.ALIGN(slzeoffstructiptSnortIptable~info)),ItrF_ALIGN(sizeoffstructiptSnortIptable~irdo)).&help.&ink.&parse.&fin&check.&print.&save.opt s}4.4安全性NeffilterAptables和Snort的联动能够互补对方的不足,提高网络的整体安全防御能力.Snort检测到入侵活动后,向[HTH]参考文献[I]MartyRoezch.Snort源代码[EB/OL].http..//..NetfilterAptables发送信息设置过滤规则,切断入侵的渠道.这样不但实现动态防火墙的功能,而且能够抵御基于协议和服务的攻击,同时,Snort也具备响应非面向连接的入侵.另外,Snort通过设置Netfilter/ipmbles的过滤规则,减少流人其所在子网的网络流量,以对抗拒绝服务攻击.虽然这样会限制网络流量,但是考虑到入侵检测系统是失效即开放(l_Open)的设备,从安全角度来看,这种限制措施是值得的.防火墙和入侵检测系统的联动,会给黑客提供进行拒绝服务攻击的机会.黑客通过构造源地址是合法用户IP地址的攻击包,使联动功能在防火墙中设置过滤掉来自合法用户数据包的规则.另外,大量的无用规则也会使防火墙的性能下降.在版本2.2以后的Linux内核中有一种防止IP欺骗的很有效的内核技术叫作源地址验证(SauceAddressV eilfication).这项功能被开启以后,内核依据事先设置好的路由表,检测所有流入系统的报文的源地址,来查看这些报文是否与其源网络接口匹配,那些与源地址不匹配的报文将被丢弃.文献[4]中提供了开启源地址验证功能的Shell代码.5结束语安全产品之间的联动可以实现优势互补,提高系统的整体安全防御能力.本文基于联动的思想,给出了Linux平台下防火墙Netfilter以ptables和网络入侵检测系统Snort联动的实现方案,解决了单独使用防火墙或入侵检测系统出现的一些安全问题,提高了网络系统的安全性.但是,针对联动的拒绝服务攻击的隐患仍然会不同程度的存在.同时,由于联动设置的过滤规则是临时性的,所以,定时删除过滤规则可以避免防火墙性能的下降.[2】张悦连.Snort规则及规则处理模块分析[J】.河北科技大学,2003,第24卷(第4期):44—47.[3]赵之茵.Snort入侵检测系统规则描述语言的分析[J].吉林工学院(自然科学版),2002,第23卷(第3期):04一O8.[4]张翔.开放源代码入侵检测系统一一Snort的研究[J].计算机应用,2002,第22卷(第ll期):96—97.[5]丁志芳.Snort规则的分析[J].三峡大学(自然科学版),2002,第24卷(第5期):419—422.【6JRustyRu.~filter-hacking—HOWTO[FA3/OL].filter.og/dct'urnenmtion{【)/netfilter—hacking—HOWTO.html【7JRustyRussel1.iptablez1.2.9源代码lEB/OL1.http://www.iptables.啪.[8]曾汉平.Linux防火墙技术研究[J].武汉理工大学(交通科学与工程版),2002,第26卷(第1期):120—122.[9]张惠卿.在Linux下用iptables构建防火墙[J].中国数据通信,2002,第8期:55—58. [10】ToxenB.Lin安全:入侵防范,检测和恢复[M].北京:机械工业出版社,2002,93—94.(上接第33页)(4)吸取头真空吸嘴(nozzle)应能适应在吸取贴装元件期间因机械运动引起的冲击,以补偿锡膏高度上的微小变化,减少元件破裂的危险.吸嘴必须能够在其夹具内自由移动.因此.在选择吸嘴材料时,必须考虑材料的硬度,加工公差和热特性等,以保证精度.(5)吸嘴设计对于0201元件而言,吸嘴设计不同与其它元件.因为0201元件的体积非常小,如要吸取0.6xO.3inln的元件.吸嘴外径就不能大于0.40mm.所以要求吸嘴的设计应尽量加大真空的接触表面积,同时还应有一个不会干涉高密度布局的外形.为保证精度以维持吸取的高可靠性,0201元件的吸嘴轴由直线型设计改为锥型,增加了吸嘴强度,并使吸嘴具一定的抗弯能力.另外,吸嘴还必须高度耐磨,耐腐.因为元件表面的有机物对吸嘴的腐蚀作用会由于小的接触面积而更加严重.吸参考文献【1]ScottWischoffer.02O1装配.从难关到常规装配2002【2]BrianJ.LewisandPaulHouston.02O1技术推动工艺解决方案2003.6【3】l~mlalF.Baldwin,PaulHouston.高效率的02Ol工艺特征2003.9【4JDaveKalen.如何准确地贴装02O1元件1999.4【5]夏建丰回流焊温度分布曲线图电子工艺技术[6】约翰.希罗.约翰.马尔波尤夫怎样设定锡膏回漉测试曲线cIPC嘴设计的改进也可为提高贴装精度提供部分的解决方法. (6)吸嘴轴(nozzleshaft)装配过压(overdrive)也会造成定位精度变化.过压是由于贴装头上下运动的惯性造成的,如果吸嘴和吸嘴轴不在一条直线上,就会产生抖动(wl)现象.即过压.它取决于运动速度,吸嘴重量和元件重量,可以通过吸嘴与吸嘴轴装配直接对中,来消除过压现象.直接对中能减少与元件吸取和贴装有关的负面因素的数量.4结论对于0201元件贴装,目前的贴装工艺区域在3时X*Y大约为75*75tan.当达到6的贴装可靠性时,X*Y必须减少到50*50tan.最新的高速贴装设备已达66*66tan,实际标准偏差大约为35--45tan.随着0201元件得到更加广泛地使用和制造工艺精度提高,其贴装的准确性将会进一步提高.。
浅议电子贴片元件(0201)的装配
: _ a l a。 : 。 P i 。
信 息 技 术
浅 议 电子 贴片元 件(2 的装配 00) 航天 电子科技有 限公 司, 州 贵阳 50 0 ) 贵 贵 5 0 9
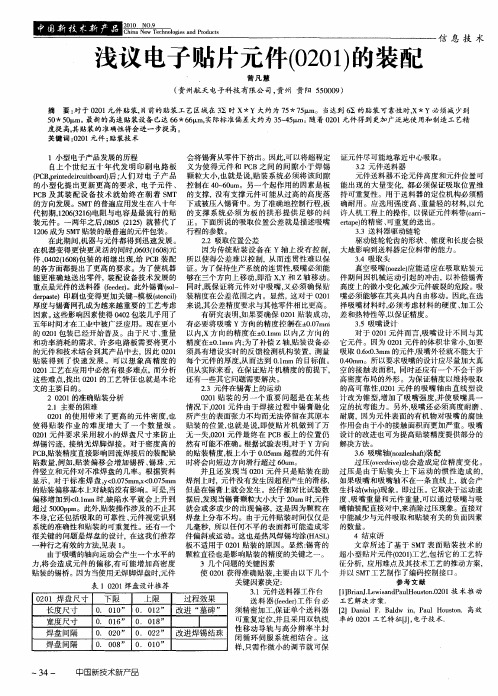
摘 要 : 对于 0 0 元 件 贴装 , 的 贴装 工 艺区域在 3 时 X女Y大约 为 7 女7 1 21 目前 ∑ 5 5 m。 当达 到 6 的贴 装可 靠性 时, x X X★Y 必须 减 少到 5 *5 最新 的 高速贴 装设备 已达 6 *6 1 , 际标 准偏 差 大约 为 3- 5 mo 着 00 元件得 到 更加 广泛地 使 用和制 造工 艺精 0 0 m。 6 6m实 x 54 t 随 x 21 度提 高, 贴装 的准确 性将 会进 一步提 高。 其 关键 词 :2 1 00 元件 ; 装技 术 贴 会 将锡 膏从零 件 下挤 出。因此, 可以将 超程 定 证 元件 尽可 能地 靠近 中心 吸取 。 32元件 送料 器 . 义 为 使 得 元 件 和 P B之 间 的间 隙 小 于 焊 锡 C 颗 粒 大小 , 就 是 说 , 装系 统 必 须将 该 问 隙 也 贴 元 件送 料器 不论 元件 高度 和元 件位 置 可 控 制在 4~ 0m。另一个 起 作用 的因素 是板 能 出 现 的大量 变 化 , 0 6u 都必 须 保证 吸取 位 置维 的支撑 , 有 支撑 元 件可 能从 过 高 的高 度落 持 可重 复性 。用 于送 料器 的定 位机 构必 须精 没 下 或被压 人锡 膏 中。为 了准 确地 控制行 程, 板 确 耐用 。应选 用 强度 高 、 重量 轻 的材 料 , 以允 的支 撑 系 统 必 须 为 板 的拱 形 提 供 足 够 的 纠 许 人机 工程 上 的操 作 , 以保证 元件 料带 ( r— c r ai 正 。下面 所说 的 吸取位 置公 差 就是 描述 吸 嘴 et e r p) a 的精 密 、 重复 的送 出 。 可 行 程 的参 数 。 3 . 料 器驱 动链 轮 3送 2 吸取位 置公差 . 2 驱动 链 轮轮 齿 的形状 、锥 度 和长度 会极 因 为传 统 贴 装 设备 在 Y轴 上 没 有 控 制 , 大地 影 响到送 料器定 位 料带 的能力 。 34 吸取头 . 所 以使 得公 差 难 以控 制, 而连 贯性 难 以保 从 的各方面都提出了更高的要求。为了使机器 证 。为 了保持 生产 系统 的连贯 性, 吸嘴必 须能 真空 吸 嘴( z e 能适 应在 吸取 贴装 元 n z) o l应 即沿 xY和 z轴移 动 。 件期 间因 机械 运 动引 起 的 冲击 , , 以补 偿锡 膏 能 更准 确 地送 出零 件 , 配设 备 技术 发 展 的 够在 三个 方 向上 移动 , 装 重 点是元 件 的送料 器 (ee 。此外 锡 膏( l 同 时 , 证 将元 件 对 中吸 嘴, 须 确保 贴 高度 上 的微小 变化 , f d0 e s— o 既保 又必 减少元 件破 裂 的危险 。吸 drat eps )印刷 也 变得 更 加关 键 一 板 (ec) 装精 度 在公差 范 围之 内。显然 , 对 于 00 嘴必 须能 够在 其夹具 内 自由移 动 。因此 , e 模 s ni t l 这 21 在选 必须 加 厚 度与锡 膏 网孑成 为越 来越 重 要的 工艺 考虑 来说 , 差精 度要 求与其 他零 件相 比更 高 。 择 吸嘴材 料 时 , 考 虑材 料 的硬 度 、 工公 L 其公 因素 。 这些 影响 因素使 得 0 0 包装 几乎 用 了 4 2 有研 究表 明, 果要 确 保 00 贴装 成 功 , 差 和热特 性 等, 证精 度 。 如 21 以保 3 . 5吸嘴 设计 五年 时 间才在 工业 中被 广泛 应用 在更 小 有必 要将 吸 嘴 Y方 向 的精 度控 耕 在± . m 。现 07 m 0 的 0 0 包 装 已经 开始普 及 。 由于尺 寸 、 量 以 内, 向 的精 度 在± . m 以 内, 向 的 21 重 x方 O1 m z方 对于 00 元件 而 言 , 嘴设 计 不 同与 其 21 吸 和 功率 消耗 的需求 , 多 电路 板需 要 将更 小 精度 在± . m 内; 了补偿 Z轴 , 设备 必 它元 件 。 因为 0 0 元 件 的体 积 非 常小 , 要 许 01 m 为 贴装 21 如 . 03 6 m 吸嘴外 径就不 能大 于 的元 件 和技 术结合 到其产 品 中去 , 因此 00 须具 有增 设 实 时 的反馈 检 测机 构装 置 , 量 吸取 0 x . m的元 件 , 21 测 贴 装 得 到 了 快 速 发 展 。可 以 想 象 高 精 度 的 每个 元件 的厚 度 , 而 达 到 01 m 的 目标 值 。 0 0 m。所 以要 求 吸嘴 的设计应 尽量 加 大真 从 . m .m 4 00 工艺 在应 用 中必然 有很 多 难点 , 21 而分 析 但从 实际来 看 , 在保 证贴 片机 精 度 的前提 下 , 空 的接触 表 面 积 。 同时 还应 有 一个 不会 干 涉 高密 度布 局 的外 形 。为 保证 精度 以维 持 吸取 这 些难 点 , 出 00 的工 艺 特征 也 就是 本 论 还有 一些其 它 问题需 要解决 。 找 21 文 的主要 目的。 2 - 3元件 在锡 膏上 的运 动 的 高可 靠 性 , 0 元件 的吸 嘴 轴 由直 线 型设 0 1 2 200 的准确 贴装分 析 21 00 贴 装 的另 一 个 重 要 问题 是 在 某 些 计 改 为锥 型, 加 了吸 嘴强 度 , 吸嘴 具一 21 增 并使 2 . 1主要 的 困难 情 况 下 , 0 元件 由于 焊 接 过程 中锡 膏 融 化 定 的抗 弯 能 力 。另外 , 嘴 还必 须高 度耐 磨 、 0 1 2 吸 00 的使 用 带 来 了更 高 的元 件 密 度, 21 也 所 产 生的表 面张 力不 均而 无法 停 留在其 原 本 耐腐 ,因为元 件 表 面的 有机 物对 吸 嘴 的腐蚀 使 得 贴 装 作 业 的 难 度 增 大 了一 个 数 量 级 。 贴 装 的位置 , 就 是 说, 也 即使 贴 片 机做 到 了 万 作 用会 由 于小 的接触 面 积而 更加 严重 。吸 嘴 00 元 件要 求 采 用 较 小 的焊 盘 尺 寸 来 防 止 无 一 失, 0 元 件最 终 在 P B板 上 的位 置仍 设 计 的改进 也可 为提 高贴 装精 度 提供部 分 的 21 0 1 2 C 根据 试验 表 明, 对于 Y方 向 解 决方 法 。 焊锡 污迹 ,接纳 无焊 脚 焊接 。对 于 密度 高 的 然 有可 能不 准确 。 P B贴装精 度直 接影 响 回流焊 接 后 的装配 缺 的贴装 精度 , 上小 于 0 5 m超 程 的元 件 有 C, 板 .m 0 3 吸嘴 轴( zl hf装配 . 6 n z sa) o e t 陷数 量 , , 装 偏 移 会增 加 锡桥 、 例如 贴 锡珠 、 元 时将 会 向短边 方 向滑行 超过 6 u 。 0r n 过 压 ( edi ) 会造 成 定 位精 度 变 化 。 o rr e v v也 并 且 还发 现 当 00 元 件 只 是 贴装 在助 过 压 是 由 于贴 装 头 上 下 运 动 的惯 性 造 成 的 , 21 件 竖立 和元件 对 不准 焊盘 的几 率 。根据 资料 显 示 ,对 于 标 准 焊 盘 , O 7m ,< . 5 m 焊剂 上 时, 件没 有发 生 因超程 产 生 的滑移 , 如 果 吸嘴 和 吸嘴 轴不 在 一条 直线 上 , 会产 y . 5 mx O 7m <0 0 元 就 的贴装偏 移基 本 上对缺 陷没 有影 响 。可是 , 当 但是 在锡 膏 上就会 发 生 。经仔 细对 比试 验数 生抖 动 (h ) 。即过压 。它取 决于运 动速 w i 现象 p 偏 移 增加 到< . m 时, 陷水 平 就会 上 升 到 据后 , 现 当锡 膏颗 粒大小 大 于 2u 0I m 缺 发 0 m时, 元件 度 、 嘴重 量 和元 件 重量 , 以通 过 吸嘴 与吸 吸 可 超 过 50 pm。此 外, 装操 作涉 及 的不止其 就 会或 多 或少 的 出现 偏移 , 是 因为 颗 粒在 嘴轴 装 配直接 对 中, 消除过 压现 象 。 接对 00 p 贴 这 来 直 本身, 它还包 括 吸 取 的可靠 性 、 件视 觉 识别 焊 盘上分 布不 均 。 由于元件 贴装 时 间仅 仅是 中能减 少与元 件 吸取 和贴装 有关 的负面 因素 元 系统 的准确性 和贴 装 的可 重复 性 。还有 一个 几 毫秒 , 以任 何 不平 的表 面都 可能 造 成零 的数 量 。 所 很 关键 的 问题 是焊 盘 的设 计 , 这我 们 推荐 件偏 斜或 运 动 。这 也 是热 风焊 锡均 涂 (A L 在 H S) 4结束 语 板不 适用 于 00 贴装 的原 因 。显然 : 膏 的 21 锡 文 章 所 述 了 基 于 S T表 面 贴 装 技 术 的 M 种 行之 有效 的方 法, 表 1 见 。 由于 吸嘴 的轴 向运 动会 产生 一个 水平 的 颗粒 直径 也是影 响贴 装 的精度 的关 键之 一 。 超小 型 贴 片元 件 ( 0) 艺, 括 它 的工艺 特 0 1 2  ̄ 包 3几个 问题 的关键 因素 征分 析 , 用难 点 及其 技术 工艺 的推 动方 案, 应 力 , 会造 成 元件 的偏 移 , 可能 增 加 高密 度 将 有 贴装 的锡 桥 。因为 当使 用无焊 脚焊 盘时 , 件 元 使 00 获 得准 确 贴装 , 21 主要 由以 下几 个 并 以 S T工 艺制 作 了编码控 制接 口。 M 关键 因素 决定 : 参 考文 献 表 10 0 焊 盘设 计推荐 21 3 . 件送料 器工 作 台
0201工艺

2、模板设计 具有了焊盘尺寸数据,模板的数据就可以根据焊盘尺寸和 实际的生产要求进行确定 ,主要考虑下面几个方面内容。 A、模板的开口形状(方形、圆形等) B、模板的开口尺寸(1:1、1:0.9等) C、模板的厚度(0.075-0.125mm ) D、模板的加工方式、孔壁的粗糙度 确定模板开口、厚度数据时应计算按照这种模板开口、厚 度数据所得出的脱模比率,一般要求0.66~0.89,只有这 样脱模效果才有保证、保证丝印质量。
焊盘设计推荐值
0201焊盘尺寸 焊盘宽度(W) 焊盘长度(L) 焊盘中心间距 (D) 焊盘边间距 (d) 下限 0.254 0.406 0.508 0.2 上限 0.305 0.457 0.5588 0.254 改进锡珠 效果 改进立碑
D
L
W
d
优化0201元件装配工艺参数提高焊点良品率
0201元件特性 电子消费品的小型化发展趋势使得电子零件从80 年代的1210、1206缩小到90年代末期的0402和0201, 变化的主要动力来自于市场对小型化低成本高性能产 品的需求。0201元件在体积和重量上比0402小75%,占 用板面空间小66%,用这种零件可以大大降低手持式或 便携式消费类电子产品的尺寸、重量和体积。 在高频应用场合,0201电容的等效串联电阻(ESR) 和阻抗较低,所以比0402性能更优。电介质层的厚度 减小及层数增多使0201电容的容值范围和0402电容相 同,其容值范围能满足大约百分之八十高频模组的要 求。
SMT工艺作业要求 SMT工艺作业要求
——电子制造部 ——电子制造部
创新科技·美好生活 SHARE LIFE WITH CREATION
引言
在过去的几年中,随着人们使用的便携式电话、寻 呼机和个人辅助用品数量的急剧上升,使得消费类电子 工业火爆发展。在更小、更快、成本更低需求的推动下, 对小型化技术研究的必要性也成为无止境的需求。多数 移动式电话制造厂家现在已将0201无源元件用于其所有 的最新设计中,而且在不远的将来,其它工业领域也将 采用这种技术。汽车制造工业的无线通讯产品也在将 0201技术应用于GPS系统、传感器和通讯设备中。医疗行 业也利用0201尺寸小的优点,将其应用于医疗器械中, 如象;助听器和心脏起博器。许多公司将0201技术用于 多芯片模块(MCM)中,以降低总的封装尺寸。同样我们 公司目前大量的生产手机、笔记本电脑等产品,这些产 品的发展今后也同样要导入0201元件,下面我们就来认 识一下0201技术。
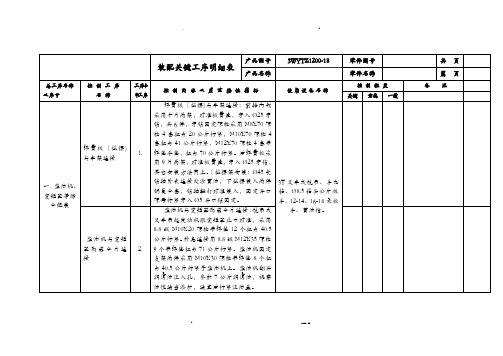
装配关键工序明细表新
5.
柴油机〔变矩器〕与车架连接:3T航吊吊起发动机对准车架固定螺栓孔,M16X70螺栓2件、螺母4件平垫弹垫各2件,缓冲垫块2件,螺母170公斤备紧。变矩器采用M18X80螺栓4件、螺母8件,平垫弹垫各4件,缓冲垫块2件,螺母210公斤备紧。
柴油机上下水管安装
6.
柴油机上下水管安装:采用内Ø50喉箍四件一段与柴油机连接,另一端与水箱连接,喉箍每端两个拧紧。
柴油机、变矩器等综合组装
水箱与传动油散热器连接
3.
水箱与传动油散热器连接,先在散热器上钻Ø8.5孔四个与水箱配钻。用8.8级M8X30螺栓4个带弹垫平垫螺母4个,扭力20公斤拧紧。
长头车
水箱〔变矩器传动油散热器〕与车架连接
4.
水箱〔变矩器传动油散热器〕与车架连接采用8.8级M12X50螺栓套螺母8件,弹垫4个平垫8个。扭力71公斤拧紧。
控制工序名称
工 序卡中工 序
控制内容及质量特性指标
使用设备名称
控 制 程 度
备 注
三.底盘系统综合组装
药架安装
药架托架安装
1.
药架安装:①连接平衡四连杆:Ø20桃形盘销轴4件,将四连杆对准车架药架连接座卡槽,对准销轴孔,垫软物轻打入,注意不要损坏销轴上的黄油孔。8.8级M8X15螺栓4个带弹垫,对准M8桃形盘固定孔拧紧,拧力20公斤。
装配关键工序明细表
产品型号
3WYTZ1200-18
零件图号
共 页
产品名称
零件名称
第 页
总工序名称
及序号
控制工序名称
工 序卡中工 序
控制内容及质量特性指标
使用设备名称
控 制 程 度
备 注
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0201装配,从难关到常规贴装
本文解释并探讨在高产量与高混合装配两种运作中的支配0201贴装的指导原则。
虽然通常认为是相当近期的一项发展,印刷电路板(PCB, printed circuit board)自从五十年代早期就已经有了。
从那时起,对越来越小、越来越轻和越来越快速的电子产品的需求就一直推动着电子元件、PCB和装配设备技术朝着SMT的方向发展。
对SMT最早的普遍接受是发生在八十年代早期,那时诸如Dynapert
MPS-500和FUJI CP-2这些机器进入市场。
在那时,1206(3216)电阻与电容是最流行的贴装元件。
可是在一两年内,1206即让路给0805(2125)作为SMT贴装的最普遍的元件包装。
在这个期间,机器与元件两者都迅速进化。
在机器变得更快更灵活的同时,0603 (1608) 元件开始发展。
在这时,许多装配机器制造商走回研究开放(R&D, research and development)实验室,重新评估用于接纳这些更新、更小元件的设备中的技术。
更高分辨率的相机与更小的真空吸嘴就在这些元件带给装配设备的变化之中。
0402(1608)包装的出现在PCB装配的各方面都产生了进一步的挑战。
在机器发展方面,真空吸嘴变得更小和更脆弱。
新的重点放在元件的送料器(feeder)上面,它作为需要改进的一个单元,为机器更准确地送出零件。
随着0402元件的出现,工艺挑战又增加到那些需要为成功的元件贴装而探讨的问题之中。
锡膏(solder paste)印刷变得更加关键- 模板(stencil)厚度与锡膏网孔是越来越重要的工艺考虑因素。
这种贴装所需要的技术也涉及重要的新成本。
这些因素的结合造成在电子工业历史中最慢采用的一种新包装形式。
总计,几乎将近五年时间,0402包装才在工业中达到广泛的接受- 并且在今天还有许多装配工厂从来不贴装一颗0402片状。
现在,进入了0201。
在过去一年半时间里,0201贴装已经是整个工业内讨论的一个关键主题。
由于尺寸、重量和功率消耗的需求,许多OEM电路板装配商需要将甚至更小的元件和技术结合到其产品中去。
合约制造商(CM, contract manufacturer)也必须具备新的技术,以保持装配工艺最新和为客户提供完整的服务范围。
对于机器制造商,其挑战是开发在一个动态的技术变化的时代中更加抵抗陈旧过时的装配设备。
0201贴装的挑战
0201元件的贴装比其前面的元件介入更具挑战性。
主要原因是0201包装大约为相应的0402尺寸的三分之一。
原先可以接受的机器贴装精度马上变成引进0201的一个局限因素。
另外,传统的工业带包装(taping)规格对于可靠的0201贴装允许太多的移动,而工艺控制水平也必须提高,以使得0201贴装成为生产现实。
虽然这些障碍非常大,但它们远不是不可克服的。
当然,它们需要全体的决
心,因为对0201贴装所必须的技术获得要求大
量的资金和最高管理层对研究开发(R&D)的许
诺。
可靠的0201贴装的关键
在FUJI,进取的R&D计划已经产生了使所有的电路装配机器以100%速度兼容0201的能力,最低的吸取可靠性为99.90%,目标的吸取可靠性为99.95%,和最低的贴装可靠性为99.99%。
在一开始,设计的每个方面都得到评估其对一个完整的0201方案的能力,还有紧密相关的机器元件参数的单一元素的结合证明对达到成功是关键的。
这些参数包括:
∙元件送料器工作台。
R&D计划得出结论,精密定
位料车(carriage)工作台的能力- 和作出极小的调
整来补偿料带(tape) 的不精确- 是达到元件吸取
可靠性高于99.95%的关键因素。
为了达到这个,送料器(feeder)工作台必须精密
加工,以保证单个送料器的可重复定位,并且使用
双轨线性移动导轨与一个高分辨率半封闭循环的
伺服系统相结合。
该设计允许作出很小的调节- 基
于由视觉系统判断的吸取精度结果。
这保证元件尽
可能地靠近中心吸取。
∙元件送料器。
送料器必须制造达到极紧的公差,以保证吸取位置维持可重复性,不管元件高度和大量的可能元件位置的变化。
用于定位和将送料器锁定在位置上的机构必须耐用和精密,还要保持用户友好。
另外,用于制造送料器的材料必须强度高、重量轻,以允许人机工程上的操作,同时保证元件料带(carrier tape)的精密、可重复的送出。
∙送料器驱动链轮。
驱动链轮在机器定位元件料带的能力中起关键作用。
驱动链轮轮齿的形状、锥度和长度重大地影响送料器定位料带的能力。
其它因素也作了调查研究,比如驱动链轮的直径和料带与链轮接触的数量等。
对基本的链轮设计所作的改变得到定位精度的改进,比较早的设计在X方向提高20%,Y方向提高50%。
∙吸取头。
在适当地进给元件之后,下一步是将元件吸取在真空吸嘴上,并把它带到电路板上。
真空吸嘴(nozzle)需要顺应以吸收在吸取与贴装元件期间的冲击,补偿锡膏高度上的微小变化,并且减少元件破裂的危险。
为了这些原因,吸嘴必须能够在其夹具内移动。
材料选择、材料硬度、加工公差和热特性都必须理解,以构造一个可靠的吸取头。
吸嘴必须在其夹具(holder)内自由移动,而不牺牲精度(图一)。
∙吸嘴轴装配。
吸嘴轴(nozzle shaft)也是一个关键的设计元素- 通过保持整个吸嘴与轴装配直接对中,消除了过压(overdrive)现象。
过压是由于当贴装头上下运动是所产生的惯性造成的。
如果吸嘴和轴不在一条直线,就产生一点抖动(whip) - 或过压。
过压造成定位精度的变化,它决定于运动速度、吸嘴重量和元件重量。
通过消除过压,直接对中减少与元件吸取和贴装有关的负面因素的数量(图二)。
∙吸嘴设计。
吸嘴设计上的变化对于允许接纳0201元件是一个很重要的因素。
为了吸取0.6x0.3 mm 的元件,吸嘴必须有不大于0.40mm 的外径。
这样形成一个长而细的吸嘴轴,弯曲脆弱但还必须保持精度以维持吸取的高可靠性。
从直线轴到锥形设计的改变增加吸嘴强度,并允许吸嘴抵抗弯曲(图三)。
基体结构。
所有机械在运行期间都产生振动。
基体框架设计是减少产生振动和谐波共振的速度与运动效应的关键第一步。
通过使用铸铁基础框架和艺术级结构技术,振动与谐波共振可在机器内减少到可控制水平,这样,负面影响可以应付。
达到标准
通过所有六个关键因素,可靠的0201贴装的障碍已经消除。
因此,R&D的焦点已经转向更新、更小的元件,0201不再认为是前缘的元件包装技术。
对于0201元件贴装,现在接受的工艺窗口是在3 Σ时大约75µm 的X 和75µm 的Y。
为了达到6 Σ的贴装可靠性,X与Y的公差必须减少到50µm。
最新的高速贴装设备具有66µm的等级,实际标准偏差大约为35~45µm。
随着0201元件变得更加广泛地使用和制造工艺变紧,可达到提高的准确性。
供应商之间的元件尺寸差别对0201进料和贴装都产生挑战。
散装进料(bulk feeding)正在开放之中,应该在2001年可以得到。
虽然机器现在具备这个能力,但只有一小部分使用者将准备在未来12~24
个月内迈出使用0201贴装的步伐。
这类似于球栅阵列(BGA, ball grid array)和0402元件的引入,在装配这个环境里,机器的能力超前于工艺状态。
前面的挑战
虽然0201元件的贴装现在是新贴装设备的一个标准特性,还需要作另外的工作来改进终端用户的整体工艺。
在机器制造商、元件供应商、电路板制造商、模板工厂和锡膏制造商之间的关系需要加强,以形成一个更加无缝的(seamless)开发过程。
最终结果将是对该工艺的统一的理解,以及将使最终用户受益的更好的工作关系,特别是通过使新的生产技术更快和更有效的结合。