+游标量具技术报告(卡尺)
卡尺量具检定装置技术报告

卡尺量具检定装置技术报告
一、建立计量标准的目的
计量标准在计量检定系统中起着传递量值承上启下的作用,是将各项
计量基准复现的单位量值传递到生产贸易和科学技术等使用第一线的纽带,是实现量值统一的基础。
因此为了保证量值准确可靠必须建立计量标准。
二、计量标准的工作原理及其组成
游标类量具标准器组检定装置,采用比较测量法,测量时,将标准器
组于被测量具的量爪之间,调整量爪与标准器两工作面接触,从被测尺读
出数据与标准的尺寸比较,从而计算出被测量具的示值误差。
游标卡尺的基础知识

游标卡尺的基本知识游标卡尺是一种可以直接测量工件外部尺寸、内部尺寸和深度尺寸的游标量具。
游标卡尺的种类很多,游标卡尺按测量精度分有0.05mm和0.02mm两种,其中0.02mm的游标卡尺应用最为广泛。
按游标卡尺的结构分有二用游标卡尺、三用游标卡尺、带微调游标卡尺、带表盘游标卡尺和液晶数字显示游标卡尺等,二用游标卡尺用来测量工件外部尺寸和内部尺寸;三用游标卡尺测量工件的外部尺寸、内部尺寸和深度尺寸;带表盘的游标卡尺可以在表盘上直接进行读数。
一、游标卡尺的刻线原理:1)0.05mm游标卡尺:主尺每格1mm,将主尺上19mm在副尺上等分20格,则副尺每格等于19mm÷20﹦0.95mm,主尺与副尺每格相差1-0.95﹦0.05mm,所以0.05mm游标卡尺的测量精度为0.05mm。
2)0.02mm游标卡尺:主尺每格1mm,将主尺上49mm在副尺上等分50格,则副尺每格等于49mm÷50﹦0.98mm,主尺与副尺每格相差1-0.98﹦0.02mm,所以0.02mm游标卡尺的测量精度为0.02mm。
3、游标卡尺的读数方法1)整数值。
副尺零线左边主尺上毫米整数。
2)小数值。
在副尺上查出哪一条线与主尺刻度线对齐(第一条零线不算),并数出副尺格数,则副尺上的小数值=游标卡尺精度×副尺格数3)测量数值。
测量数值=主尺上的整数值+副尺上的小数值二、游标卡尺的使用方法(1)使用前的检查。
使用前必须检查游标卡尺有无缺陷,如卡脚测量面是否有间隙、主尺与副尺的零线是否对齐等。
(2)握持方法。
测量较小工件时,可单手握持卡尺进行测量,一手拿工件,一手拉或推副尺;测量较大工件时,应将工件放稳后,一手握持固定卡脚,另一手握持主尺,用拇指拉或推副尺。
(3)带微调游标卡尺的使用方法:1)松开副尺上的紧固螺钉;2)旋紧微调装置上的紧固螺钉;3)用拇指旋转微调轮。
三、其他游标卡尺游标深度尺。
游标深度尺的用途是测量工件台阶长度和孔槽深度等。
游标卡尺计量标准技术报告
计量标准技术报告计量标准名称:检定游标量具标准器组建立计量标准单位:井下作业公司计量检定室计量标准负责人:刘红梅筹建起止日期:1988年7月说明1.申请建立计量标准应填写《计量标准技术报告》。
计量标准考核合格后由申请单位存档。
2.《计量标准技术报告》由计量标准负责人填写。
3.《计量标准技术报告》用计算机打印或墨水笔填写,要求字迹工整清晰。
目录一、计量标准的工作原理及其组成………………………………………………………………()二、选用的计量标准器及主要配套设备………………………………………………………()三、计量标准的主要技术指标………………………………………………………………………()四、环境条件……………………………………………………………………………………………………()五、计量标准的量值溯源和传递框图……………………………………………..……………()六、计量标准的测量重复性考核……………………………………………………………………()七、测量标准的稳定性考核……………………………………………………………………………()八、测量不确定度评定……………………………………………………………………………………()九、计量标准的测量不确定度的验证……………………………………..……………………()十、结论…………………………………………………………………………………….………………………()十一、附加说明……………………………………………………………………………….………………()一、计量标准的工作原理及其组成检定游标量具的标准器具是由五等量块组组成。
按照JJG30-1992游标卡尺检定规程用五等量块直接比较法测量游标卡尺各测点的示值误差,并利用粗糙度样板、平晶、刀口尺检定游标卡尺的表面粗糙度、平面度、平行度。
其工作原理图如下:1 主尺2 游标3 量块312。
游标卡尺计量标准技术报告
计 量 标 准 名 称:检 定 游 标 量 具标准器组 建立计量标准单位:井下作业公司计量检定室 计 量 标准负责人:刘 红 梅 筹 建 起 止 日期:1988年7月
说明 1.申请建立计量标准应填写《计量标准技术报告》。计 量标准考核合格后由申请单位存档。 2.《计量标准技术报告》由计量标准负责人填写。 3.《计量标准技术报告》用计算机打印或墨水笔填写,
测量次数 被检示值(L) 标准量器示值 绝对误差 相对误差δ
i
(L)
(L)
(%)
1
2
3
4
5
6
7 8 9 10
n = 10
测量重复性计算: 1. 算术平均值 = 2. 观测值实验标准差 = 3. 结论:本测量重复性 s(δ)= ,测量不确定度评定中合成样本 标准差sp= , s(δ)< sp符合规定要求。
置信水平);油公司计量标准检定的实际示值(测量结果)y2= ,扩展不确定度 为U2= (95%的置信水)。则
| y1-y2|= =
结论:| y1-y2|= < = 满足要求。
十、结论
本检定游标量具标准器具对游标卡尺检定结果的测量不确 定度< ,装置重复性 ,符合JJG30-1991检定规程要求,可以开展, 0.02分度值,测量范围0-500mm游标卡尺量具的检定工作。
4.4 合成标准不确定度的有效自由度
5扩展不确定度的评定 取置信概率p =95%,查t分布表得到t值为
扩展不确定度U95为 6测量不确定度的报告与表示 游标卡尺示值误差测量结果的扩展不确定度为
7 校准测量能力 校准测量能力U可用k=2的扩展不确定度来表示
九、计量标准的测量不确定度验证 选本检定室一把分度值0.02,测量范围为0-300mm,编号为-----号的游标
游标卡尺的类型及使用介绍

)则轴的制造公差为0.025mm,而游标卡
尺本身就有着±0.02mm的示值误差 ,选用这样的量具去测量,显然是
无法保证轴径的精度要求的。
游标卡尺的类型及使用介绍
三 游标卡尺的测量精度
如果受条件限制(如受测量位置限制),其他精密量具用不上,必须用游标 卡尺测量较精密的零件尺寸时,又该怎么办呢?此时,可以用游标卡尺 先测量与被测尺寸相当的块规,消除游标卡尺的示值误差(称为用块规 校对游标卡尺)。例如,要测量上述 50mm的轴时,先测量50mm的块 规,看游标卡尺上的读数是不是正好50mm。如果不是正好50mm,则 比50mm大的或小的数值,就是游标卡尺的实际示值误差,测量零件时, 应把此误差作为修正值考虑进去。例如,测量50mm块规时,游标卡尺 上的读数为49.98mm,即游标卡尺的读数比实际尺寸小0.02mm,则测 量轴时,应在游标卡尺的读数上加上0.02mm,才是轴的实际直径尺寸, 若测量50mm块规时的读数是50.01mm,则在测量轴时,应在读数上减 去0.01mm,才是轴的实际直径尺寸。另外,游标卡尺测量时的松紧程 度(即测量压力的大小)和读数误差(即看准是那一根刻线对准),对测量 精度影响亦很大。所以,当必须用游标卡尺测量精度要求较高的尺寸 时,最好采用和测量相等尺寸的块规相比较的办法。
图2―5(e) 所示,主尺每小格1mm,当两爪合并时,游标上的50格刚好 等于主尺上的49mm, 则游标每格间距=49mm÷50=0.98mm 主尺每格间距与游标每格间距相差=1-0.98=0.02(mm) 0.02mm即为此种游标卡尺的游标最卡小尺的读类数型及值使用介绍
其余不同规格的游标卡尺的计算类似上述计算方法。
游标卡尺的类型及使用介绍
二 游标卡尺的读数原理和读数方法
ch3-02 游标类卡尺的使用
深度游标卡尺
深度尺应用示例
(a)操作深度尺的方法
(b)使用基准板测量示例
(c)弯头深度尺的使用示例
齿厚游标卡尺
3.2.5 任务实施
例题:测量图中轴直径的实际尺寸。
解:(1)准备的检具:游标卡尺 (2)检测步骤: 步骤1:使用前,将游标卡尺和轴 同时擦干净,然后拉动游标,检查 游标沿尺身滑动是否灵活、平稳; 步骤2:校正零位。轻轻推动游标, 使两测量爪的测量面合拢,检查两 测量面接触情况,不得有明显的漏 光现象。同时,检查尺身与游标的 零刻线是否对齐。 步骤3:测量时,左手拿轴,右手握尺,量爪张开尺寸略大于轴的直径,然后 用右手拇指慢慢推动游标,使两量爪轻轻地与轴表面接触,然后轻轻晃动游 标卡尺,使其接触良好,并保持尺身与轴地测量表面垂直,读出尺寸数值。 1)读整数值:29mm 2)读小数值:49×0.02=0.98mm 3)实际尺寸为:29+0.98=29.98mm
电子数显型
3.2.1 游标类量具的结构
游标卡尺:利用游标原理对两测量面相对移动分隔的距 离进行读数的测量器具。游标卡尺与千分尺、百分表都 是最常用的长度测量器具,俗称长度测量器具的“三大件”。 游标卡尺可测量工件的内、外尺寸(如长度、宽度、厚 度、内径和外径),孔距,高度和深度等。它的优点是 使用方便、用途广泛、测量范围大、结构简单和价格低 廉等。缺点是只能测量孔口、槽边或台阶等处的尺寸, 测量部位不全面。 另外,因结构方面的原因(不符合阿贝原则),它的测 量准确度还不够高,属于中等精度的测量器具,只能用 于一般精度的测量工作。 卡尺属于万能测量器具,使用费时、效率不高,适用于 被测件数量较少的测量;档被测件的数量较多时,采用 光滑极限量规比较合适。
任务2 游标类卡尺的使用
技术资料游标卡尺和千分尺的读数方法及使用注意事项
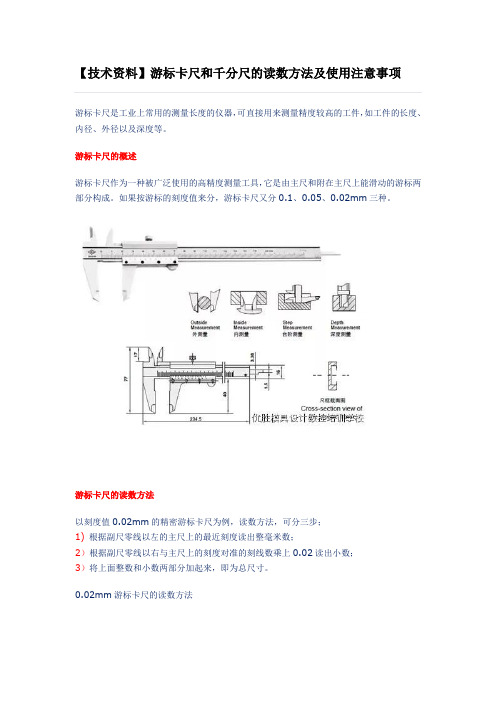
【技术资料】游标卡尺和千分尺的读数方法及使用注意事项游标卡尺是工业上常用的测量长度的仪器,可直接用来测量精度较高的工件,如工件的长度、内径、外径以及深度等。
游标卡尺的概述游标卡尺作为一种被广泛使用的高精度测量工具,它是由主尺和附在主尺上能滑动的游标两部分构成。
如果按游标的刻度值来分,游标卡尺又分0.1、0.05、0.02mm三种。
游标卡尺的读数方法以刻度值0.02mm的精密游标卡尺为例,读数方法,可分三步;1)根据副尺零线以左的主尺上的最近刻度读出整毫米数;2)根据副尺零线以右与主尺上的刻度对准的刻线数乘上0.02读出小数;3)将上面整数和小数两部分加起来,即为总尺寸。
0.02mm游标卡尺的读数方法如上图所示,副尺0线所对主尺前面的刻度64mm,副尺0线后的第9条线与主尺的一条刻线对齐。
副尺0 线后的第9条线表示:0.02x9= 0.18mm所以被测工件的尺寸为:64+0.18=64.18mm游标卡尺的使用方法将量爪并拢,查看游标和主尺身的零刻度线是否对齐。
如果对齐就可以进行测量:如没有对齐则要记取零误差:游标的零刻度线在尺身零刻度线右侧的叫正零误差,在尺身零刻度线左侧的叫负零误差(这种规定方法与数轴的规定一致,原点以右为正,原点以左为负)。
测量时,右手拿住尺身,大拇指移动游标,左手拿待测外径(或内径)的物体,使待测物位于外测量爪之间,当与量爪紧紧相贴时,即可读数,如下图所示:游标卡尺的应用游标卡尺作为一种常用量具,其可具体应用在以下这四个方面:1)测量工件宽度2)测量工件外径3)测量工件内径4)测量工件深度具体的这四个方面的测量方法请看下图:使用注意事项游标卡尺是比较精密的量具,使用时应注意如下事项:1.使用前,应先擦干净两卡脚测量面,合拢两卡脚,检查副尺0线与主尺0线是否对齐,若未对齐,应根据原始误差修正测量读数。
2.测量工件时,卡脚测量面必须与工件的表面平行或垂直,不得歪斜。
且用力不能过大,以免卡脚变形或磨损,影响测量精度。
游标卡尺的正确使用

外量爪测量面平面度
0.002
备注
测量面边缘0.2 mm范围内允许塌边
0.05、0.1
0.005
测量面边缘0.2 mm范围内允许塌边
7
一、游标卡尺简介
二、游标卡尺的技术参数
7、外量爪两测量面的合并间隙
合并间隙值,对分度值0.02的卡尺为最大0.006mm,对分度值0.05和0.1 的卡尺为最大0.01mm.
第三测量点 第二测量点 卡尺与千分尺比较。千分尺有棘轮,能保证有进无退,测力稳定。很容易找到 目标测量点。而卡尺的测力很难保证为零,且量爪有进有退。很难找到目标测 量点,为此卡尺在后设一微调装置来保证量爪有进无退(或有退无进)。以提 高测量精度 微动装置
12
三、易犯错误 四、读数
读数时,应使视线垂直于卡尺的刻度线。确定读数位置后,要验证--看它的前1刻线是否差一点,再看它的后1刻线知否多一点。
三、测量----追求测力为零,寻找测量方向
1、确保参考点不动,右向移动尺框到目测估计第1测量点前2㎜左右暂停,在用 刚好移动尺框的力移动尺框到第1测量点。卸掉拇指力 。
11
二、游标卡尺的使用
2、尺框前后摆动(拇指不能用力)产生第2测量点。目测估计第1测量点与第2 测量点之间的第三测量点。重复第1步,直至找到目标测量点。(量爪退无可退)
8、圆弧内量爪的尺寸和平行度 合并两量爪,圆弧内量爪的基本尺寸,新制卡尺应为10mm或20mm 整数;使用中及修理后的卡尺,其新尺寸允许为0.1mm的整数,以保证 使用情况下为卡尺分度值的整倍数,并在证书上注明具体尺寸值
卡尺分度值 0.02 0.05 0.1 圆弧内量爪尺寸公差 ±0.01 ±0.02 ±0.03 平行度公差 0.01 0.01 0.01
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
计量标准技术报告
计量标准名称
计量标准负责人
建标单位名称(公章)
填写日期
目录
一、建立计量标准的目的…………………………………( 3 )
二、计量标准的工作原理及其组成………………………( 3 )
三、计量标准器及主要配套设备…………………………( 4 )
四、计量标准的主要技术指标……………………………( 5 )
五、环境条件………………………………………………( 5 )
六、计量标准的量值溯源和传递框图……………………( 6 )
七、计量标准的重复性实验………………………………(7 )
八、计量标准的稳定性考核………………………………(8 )
九、检定或校准结果的测量不确定度评定………………(9 )
十、检定或校准结果的验证………………………………(11 )十一、结论…………………………………………………(12 )十二、附加说明……………………………………………(12 )
九、检定或校准结果的测量不确定度评定
卡尺示值误差的测量结果不确定度评定
一、概述
1、测量依据:JJG30-2012《通用卡尺检定规程》;
2、环境条件:温度:(20±5)℃; 湿度:≤80%
3、测量标准:5等量块,测量范围:(10~291.8)mm , 不确定度u =(2.00+12×l ) um
4、被测对象:测量范围为(0~300)mm ;分辨力为0.02mm 的游标卡尺。
二、数学模型
千分尺的示值误差为:e=Lm-L b +Lm ·αm ·Δtm-L b αb . Δt b 三、标准不确定度评定 1、标准不确定度A 类评定
现选取:测量范围为(0~300)mm ;分辨力为0.02mm 的游标卡尺,取201.60mm 点在符合检定条件下,等精度重复测量10次,结果为:
测量次数 1 2 3 4 5 6 7 8 9 10
x i (mm )
201.61
201.61
201.61
201.61
201.62
201.61
201.62
201.62
201.62 201.62
算术平均值为: 11n i
i
X x =∑=201.615mm
单次实验标准偏差为:
算术平均值标准偏差为: r (x) (x)/
n 0.005/100.0016mm s s r ==≈
A 类不确定度分量u (x )1 =
= 0.0016mm = 1.6um,
其自由度为:v (x)1 = n – 1 = 9。