镀铜焊丝生产工艺流程
焊丝镀铜工艺与镀铜稳定剂的选用
焊丝碱洗添加剂 5ml/l
(2)酸洗(下槽):
H2SO4(硫酸)180-220;dw-019 酸洗加速剂(粉):10g/L
(Fe2+≤80g/l)
(3)化镀槽:
CuSO4.5H2O(硫酸铜)40-60,H2SO4(硫酸)75-105;
dw-035 1-2ml
Fe2+≤60-80g/l
(4)活化槽:稀硫酸:30-40g/l
发现镀层单根发黑.划伤、发亮等,立即更换磨具。 聚晶模一般连续生产 12 小时后,取下抛光 4 小时左右再用,寿命会更长一 些。
10,化镀铜镀铜工艺及稳定剂选用 工艺配比
A,配比标准:
化学品名称
范围
最佳值
硫酸铜五水
50-80 g/l
60g/l
硫酸(sp g 1.84)
80-120 g/
90g/l
0.5-1ml/l 50ml/吨丝 260-300 g/l
E-1 好 颜色偏深 好
好
老抽深咖啡色 1ml/l
150ml/吨丝 160-180 g/l
铜耗 价格
3.5-4.kg/吨丝 85 元/kg
5kg/吨丝 280 元/kg
11, Dw-035 焊丝镀铜稳定剂的作用
用于二氧化碳气体保护焊丝最佳化学镀铜稳定剂,综合性能高于 E-1
A选用优质的防锈拉拔油或在收线前涂抹防锈介质。提高镀铜质量和镀铜厚度。 B提高镀铜层的致密程度,使镀铜层厚度由0. 15 ~ 0. 3 μm 提高到0. 3 ~ 0. 4 μm,保证铜镀层在焊丝表面的有效覆盖,从而提高焊丝的防锈蚀能力。 使用优质稳定剂,使镀层致密无空隙、 C以上问题及解决 9,模具问题
4,化镀铜故障处理 置换被铜故障处理方法
镀铜工序介绍

HCL:50-70ml/l:时间:2-4min。
换缸频率:264SF/L。
7、活化:提供胶体钯,引起沉铜氧化还反应。
活化缸配制:172L预浸液+5.3L崔化剂AF+预浸剂到体积位。活化缸参数:预浸剂:96-98%活化剂AF:2-4%。金属钯:0.15-0.3g/L;氯化亚锡:5-25g/L;酸当量:0.8-1.4W
速度:1.5-2.0c
12、水洗:洗去板面上的剥膜药水,循环水洗压力:1.9-2.1㎏/c㎡;自来水洗压加:0.2-0.4㎏/c㎡。
13、清洗:通过酸溶液去除板面的轻微氧化
参数:浓度MTP-7600:5-10%;温度:35-45℃。
压力:上、下喷压力分别为:1.3-1.5㎏/c㎡。
㎏/c㎡。速度:1.5-2.0 m/min;更换频率:三天/10。
14、把已沉铜的板,放入托盘,按流转单上的批次批量转入
下工序,转板时放板高度不能超过托盘高度。
注意事项:
A.上班时,每位员工应对自己岗位的机器设备状态认真检查。
B.上、下板时需戴细纱手套,清点板数需戴手指套,配药液时,需戴防护眼镜和橡胶手套。(配戴标准附后)
C.留意沉铜鼓风机的运转情况,及各种计量仪表有无异常,显示值是否在规定的参数范围内,根据化学分析报告,准确及时添加药水。
A、叠粘接胶:将顶层粘接胶易分离膜撕去,按孔位叠在内层基材的L2层上,并对准对位点,用烙铁将粘接胶的四角烫牢固,然后将底层粘接胶的易分离膜撕去,按孔位叠在内层板的L3层上并对准对位点,用烙铁在四角将粘接胶烫牢固,把叠好粘接胶的板子用烫斗或过塑机使粘接胶完全粘在内层板上。
B、撕去L2层上的粘接胶分离膜,将L1层基材按孔位叠在粘接胶上,并对准对位点,用烙铁在四角将基材烫固。
气保实芯焊丝环保镀铜工艺

气保实芯焊丝环保镀铜工艺传统的CO2气体保护电弧焊生产工艺流程:盘条→成分化验→检、试验→盘条前处理→粗拉→细拉→镀铜→层绕→检、试验→包装→入库。
其中,镀铜工艺流程:细拉钢丝→机械脱脂→电解碱洗1→电解碱洗2→热水洗→电解酸洗→水洗→活化→水洗→化学镀铜→水洗→中和→热水洗→烘干→定径抛光→收线→检、试验。
环保新工艺:盘条→成分化验→检、试验→放线→剥壳→排刷加双段砂带机→粗拉→细拉→高压清洗(或超声波清洗)→水洗→化学镀铜→水洗→中和→热水洗→烘干→定径抛光→收线→检、试验。
具体见下面详细介绍:镀铜工序是气保焊丝生产中的重要工序,焊丝的铜层均匀性,牢固性是客户对成品焊丝的一项重要指标,因此,气保实芯焊丝环保镀铜工艺是在现有设备基础上,对盘条前处理,镀铜生产线工艺进行优化。
盘条拉拔进行无酸洗环保拉拔。
原材料Φ6.5~Φ5.5盘元放线+双段排刷机+双段砂带抛光机+拉丝放线上线粗拉无酸洗无硼化环保拉拔,而且节省酸处理硼化费用50元/吨新工艺去掉电解碱洗、电解酸洗、等多个工序,这些工序中涉及电化学、化学反应,槽池中各溶液浓度、电解电流、温度等因素都直接影响着最终的焊丝镀铜质量。
新工艺采用高压清洗或超声波清洗,通过添加高效清洗剂达到镀铜前钢丝表面无污垢的目的,同时节约成本50-100元/吨,科技环保。
合理的设定各个槽池的各个工艺参数,使生产中工艺运行更加稳定,进一步提高焊丝铜层质量稳定性。
环保镀铜焊丝镀铜工艺流程表附录一: DW-066金属通用脱胶清洗剂DW-066金属通用脱胶清洗剂,具有极强的渗透、分散、增溶、乳化,钝化功能,对油脂、污垢,凝固拉丝粉,凝胶有很好的清洗能力剥离,其脱脂、去污净洗能力超强。
经 DW-066金属通用脱胶清洗剂清洗的金属不腐蚀基体。
本产品可做到低泡清洗,能改善劳动条件,防止环境污染;适用于钕铁硼脱胶,焊丝镀前清洗,金属线材去污清洗。
特性:外观:淡黄色透明液体pH 值:13~14(100%原液)相对密度:1.05~1.10最佳清洗温度50-60℃。
镀铜工艺流程

镀铜工艺流程镀铜工艺流程是将一层铜涂在其他金属或非金属材料的表面,以增加其外观质感和耐腐蚀性。
镀铜工艺流程通常包括以下步骤:表面处理、电解液配制、电镀、清洗、干燥和涂覆保护层。
首先,进行表面处理。
这一步是为了去除材料表面的氧化层、油脂和其他杂质,以便铜能够更好地附着在表面上。
表面处理方法有机械方法和化学方法两种。
机械方法包括打磨、抛光和刷洗,化学方法包括酸洗和溶液浸泡。
接下来,进行电解液配制。
电解液是完成电镀过程中必不可少的一部分。
根据不同的镀铜要求和材料类型,电解液的配制也会有所不同。
常用的电解液成分包括硫酸铜、硫酸、柠檬酸、硫代硫酸钠和其他添加剂。
配制好的电解液需要经过一定时间的搅拌和静置,以确保溶液中的各种化学成分均匀分布并达到最佳状态。
然后,进行电镀。
电镀是整个镀铜工艺流程的关键步骤。
将材料浸入预配好的电解液中,作为阴极,与阳极连接,并通过外加电流进行电镀。
在电流的作用下,电解液中的铜离子会还原成固体铜,沉积在材料表面上。
电镀时间、电流密度和温度是影响镀铜层形貌和质量的重要参数。
完成电镀后,进行清洗。
清洗是为了去除残留的电解液和其他沉积物,以免对镀铜层产生不良影响。
常用的清洗方法包括水冲洗、酸洗和碱洗。
清洗过程需要注意保持洗涤液的纯净度和稳定性,以免造成二次污染或杂质残留。
接着,进行干燥。
干燥是为了除去清洗过程中的水分,防止水分对镀铜层的质量和稳定性产生不利影响。
常用的干燥方法有自然干燥、热风干燥和吹风机干燥。
在干燥过程中,需要注意温度和湿度的控制,以免过高或过低对材料产生不利影响。
最后,进行涂覆保护层。
在完成镀铜之后,可以涂覆一层保护剂,以增加镀铜层的抗氧化性和耐腐蚀性。
常用的保护剂有清漆、氟碳漆和烤漆等。
涂覆保护层需要进行适当的干燥和固化,以确保其与镀铜层的结合力和附着性。
综上所述,镀铜工艺流程包括表面处理、电解液配制、电镀、清洗、干燥和涂覆保护层等多个步骤。
每一步都需要仔细控制各项参数,并采取相应的方法和工艺措施,以确保镀铜层的质量和稳定性。
镀铜工艺流程

镀铜工艺流程
镀铜工艺流程包括以下步骤:
1. 表面处理:铜制品的表面通常存在氧化膜、污染物和油脂等,需通过酸洗、碱洗等方法进行清洁和脱脂处理。
酸洗可以去除铜表面的氧化物,促进镀铜液的入渗和附着力;碱洗可以去除表面的油脂和有机物,提高镀层的均匀性和质量。
2. 预镀处理:为了增加镀铜液对基材的附着力,可进行化学沉积和电化学沉积等处理。
化学沉积一般采用活性金属,如锌、铝等,与铜溶液中的亚铜离子反应生成金属铜,从而形成钝化膜和金属镀层,提高铜层厚度和抗腐蚀性;电化学沉积则利用电流在基材表面沉积金属铜,提高镀层的均匀性和致密性。
3. 镀铜:在预镀处理后,进行镀铜操作。
镀铜槽中电解溶液的主要成分是硫酸(H2SO4)和硫酸铜(CuSO4·5H2O)。
铜在这种溶液中以铜离子(Cu2+)形式存在。
电解铜作为阳极,按半圆弧分布于电解溶液中,并与电源阳极相接。
4. 打磨清洗:在镀铜后,需要对工件进行打磨清洗,去除表面的杂质和污物。
5. 卸滚筒:将镀完铜的工件从滚筒中卸下。
6. 交车磨:将镀好的工件交车并磨制到规定尺寸。
以上是镀铜工艺流程的详细步骤。
请注意,不同的工艺流程可能存在差异,具体操作请根据实际情况进行调整。
焊丝镀铜工艺流程及工序材料指南
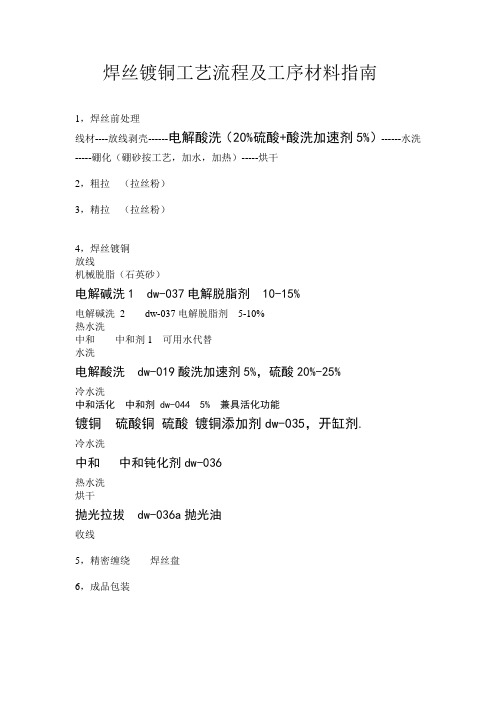
焊丝镀铜工艺流程及工序材料指南
1,焊丝前处理
线材----放线剥壳------电解酸洗(20%硫酸+酸洗加速剂5%)------水洗-----硼化(硼砂按工艺,加水,加热)-----烘干
2,粗拉(拉丝粉)
3,精拉(拉丝粉)
4,焊丝镀铜
放线
机械脱脂(石英砂)
电解碱洗1 dw-037电解脱脂剂 10-15%
电解碱洗2 dw-037电解脱脂剂5-10%
热水洗
中和中和剂1 可用水代替
水洗
电解酸洗 dw-019酸洗加速剂5%,硫酸20%-25%
冷水洗
中和活化中和剂 dw-044 5% 兼具活化功能
镀铜硫酸铜硫酸镀铜添加剂dw-035,开缸剂.
冷水洗
中和中和钝化剂dw-036
热水洗
烘干
抛光拉拔 dw-036a抛光油
收线
5,精密缠绕焊丝盘
6,成品包装
镀铜焊丝生产过程标准(二)。
焊丝镀铜前处理
焊丝表面处理简析焊丝的生产主要就是做表面处理。
Co2气保焊丝表面质量直接影响到焊丝镀层的质量。
这就直接关系到焊丝产品的质量。
焊丝半成品表面如果有杂质,污物,不光洁,镀铜层与钢基体结合力就降低了。
在经过抛光过程中,铜层容易脱落。
产生质量问题。
我结合实际工作经验简单的分析一下焊丝表面的处理.现在大多数的焊丝镀铜都采用酸洗置换镀铜。
选择的镀前处理的方式为先碱洗再酸洗。
工艺流程如下:放线机——碱洗(分为2段)——水洗——中和——酸洗——水洗——活化——镀铜——水洗——中和——热水洗——烘干——抛光——收线.。
焊丝经过拉拔压缩后,表面残留的拉丝粉附着力很强,不易清洗。
那么我们在选择拉丝粉及其使用上要有针对性。
焊丝拉拔一般经过粗拉,中拉。
(当然也还有些利用水箱拉拔,请大家注意以下这个不适合水箱拉拔)为确保后段工序焊丝的表面质量。
中拉采用钠基系的拉丝粉为最佳。
根据不同的情况,甚至粗拉后几道模具也可采用钠基系的拉丝粉。
钠基系拉丝粉耐高温且溶于水,好清洗。
能提高焊丝表面的清洗质量。
除了辅材上面的选择外,工艺的选择也是很关键的。
山东,河北地区有很多起步较小的焊丝加工厂,都没有碱洗这道工序,有这个工序的也不完善。
这个就大大的降低了焊丝的表面质量。
由于拉丝粉主要成分是石灰、水、动物油、石蜡、肥皂、硬脂酸、滑石粉和碱.。
在拉丝润滑剂中,油脂的比例比较大。
所以在co2气保焊丝的生产中,碱洗尤为重要。
氢氧化钠是碱液除油比较常用的(针对皂化性油脂)。
而且大都采用电化学结合的形式清洗。
主要是电极发生电极效应,生成氢气和氧气,并以大量小气泡的形式逸出。
而小气泡很容易的滞留在油珠上。
当气泡逐渐变大,就带着小油珠上升到溶液表面。
从而达到除油目的。
综上所述,焊丝表面清洗效果主要有拉丝粉的选择;清洗工艺的选择,最后就是精细化的管理。
当然这个是针对性的,如果粗拉前的氧化皮及铁锈没有处理好,后道工序在怎么完善,焊丝质量也是不理想的。
焊丝镀铜化学品

焊丝化学镀铜化学品济南泰格化工有限公司2011年5月18日一,焊丝表面镀铜的作用(1)防止焊丝表面生锈;(2)减少摩擦因数,减少对导电嘴的磨损,提高导电嘴的使用寿命;(3)减少导电嘴和焊丝的接触电阻。
镀铜质量对焊接质量也有很大影响:(1)焊丝表面生锈后导致焊缝夹杂物增多致使焊接质量不合格;(2)镀铜层和钢丝结合强度不足导致其在焊接过程中脱落,并与红热焊缝表面时有接触。
由于铜是低熔点金属并有很强的渗透能力,这样就会在焊缝表面形成裂纹,因此,保证焊丝镀铜质量是非常重要的。
镀铜工艺流程:放线→钢丝刷机械破膜→振动沙洗→电解碱洗→水洗→电解酸洗→水洗→化学镀铜→水洗→钝化(选择性添加)-热水洗→烘干→定径抛光→收线。
济南泰格化工有限公司根据CO2气保焊丝在化学镀铜过程中钢丝拉拔附着物状况,镀前酸,碱洗质量,化学镀液成分等情况对焊丝表面铜层附着力、色泽质量方面的影响,从而相应改进了气保焊丝化学镀铜生产线工艺,使镀铜后的焊丝质量符合国家标准(GB/T8100-2008中的5.6.1及5.6.2等要求。
二,焊丝镀铜达到技术质量标准主要特点:1.改进化学镀铜液的成分,从而提高镀铜层的结合力及表面色泽2.改进化学镀铜前处理工艺,选用优质电解脱脂剂,电解酸洗加速剂,保证化学镀铜质量。
3.精整抛光速度达到160-180m/min。
4.由于加入电解脱脂剂,电解酸洗加速剂,焊丝镀铜添加剂,碱、酸洗液,镀铜液的有效寿命为清洗40吨焊丝以上。
5.镀铜层结合力达到不起鳞、无铜层剥落,铜层厚度≤0.5um。
6.精整抛光后的表面色泽均匀,具有较好的抗腐蚀能力。
三,焊丝镀铜易出现的质量问题目前焊丝镀铜采用化学镀和电镀两种方法。
化学镀成本低、孔隙率小、镀层结合强度低,电镀成本高、孔隙率大、镀层结合强度高。
日本焊丝一般采用电镀,西欧采用化学镀,我国则以化学镀为主,少数厂家采用电镀。
焊丝镀铜易出现的故障1,镀铜层不均匀、结合力差、易掉铜屑2 ,镀铜层易生锈、保存时间短3,焊丝铜层过薄,表面露铁,或者一半有铜,一半无铜。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
镀铜焊丝生产工艺流程
产品描述
说明:ER70S-6是低合金钢焊丝,由于采用了独特的工艺措施,使其具有较强的铜层结合力和抗锈蚀能力,焊接过程中,焊丝送丝稳定,焊缝成形美观,飞溅小,焊接工艺优良,焊缝具有较高的低温冲击性。
用途:适用于船舶用钢(A 、B 、D 、E 、A36、D36、E36)和相同等级强度的低合金钢重要结构的焊接.如集装箱、车辆、建筑机械的气体保护半自动和自动焊接。
符合标准:
GB/T :ER50-6 DIN :SG2 JIS :YGW12
AWS :ER70S-6 BS :A18 EN :G3Sil
包装
规格
丝盘 净重 φ0.8~1.6(mm) D100mm D200mm D270mm D300mm K300mm 1公斤、5公斤、15公斤、18公斤、20公斤
焊丝化
学
成份(%)
C Mn Si P S Cr Ni Cu 0.06~0.15 1.40~1.85 0.80~1.
15 ≤0.025 ≤0.035 - - ≤0.50 熔敷金
属
机械性
能
屈服强度σ0.2(Mpa) 抗拉强度σb(Mpa) 延伸率δ5(%) AKV 冲击功(J) ≥420 ≥500 ≥22 ≥27(-29)
焊丝直
径(mm) φ0.8
φ1.0 φ1.2 φ1.6 焊接位
置 焊接电流(A) 40~14
0 50~220 80~350 120~550
注意事项: 焊丝进厂后必须存放在干燥环境中,不能
随便打开焊丝盘的防水包装
焊接前应清除焊接面的油、锈、水分等杂质。