11- Q345三通热处理工艺卡片.
热处理工艺卡
母材金属:12Cr1MoVG
厚度:Φ219×22
填充材料:ER55-B2MnV/E5515-B2-V
其它:Φ2.4 /Φ3.2
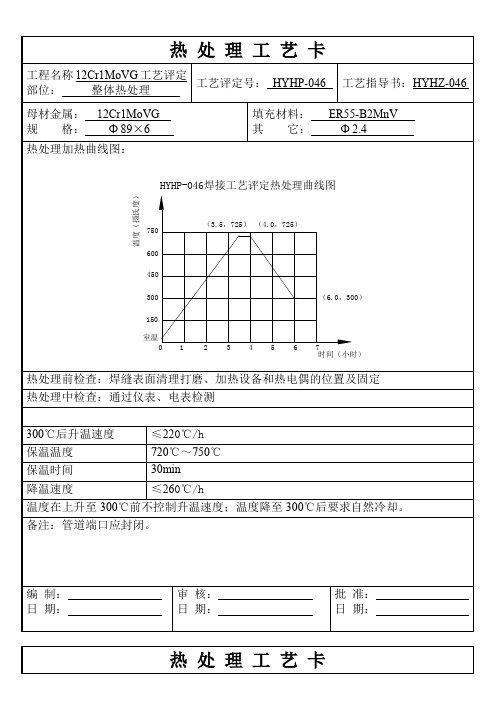
热处理加热曲线图:
热处理前检查:焊缝表面清理打磨、加热设备和热电偶的位置及固定
热处理中检查:通过仪表、电表检测
300℃后升温速度
≤220℃/h
保温温度
300℃后升温速度
≤220℃/h
保温温度
720℃~750℃
保温时间
30min
降温速度
≤260℃/h
温度在上升至300℃前不控制升温速度;温度降至300℃后要求自然冷却。:
审核:
日期:
批准:
日期:
热处理工艺卡
工程名称12Cr1MoVG工艺评定
部位:整体热处理
工艺评定号:HYHP-047
720℃~750℃
保温时间
80min
降温速度
≤260℃/h
温度在上升至300℃前不控制升温速度;温度降至300℃后要求自然冷却。
备注:管道端口应封闭。
编制:
日期:
审核:
日期:
批准:
日期:
热处理工艺卡
工程名称12Cr1MoVG工艺评定
部位:整体热处理
工艺评定号:HYHP-046
工艺指导书:HYHZ-046
母材金属:12Cr1MoVG
规格:Φ89×6
填充材料:ER55-B2MnV
其它:Φ2.4
热处理加热曲线图:
热处理前检查:焊缝表面清理打磨、加热设备和热电偶的位置及固定
热处理中检查:通过仪表、电表检测
热压三通作业指导书
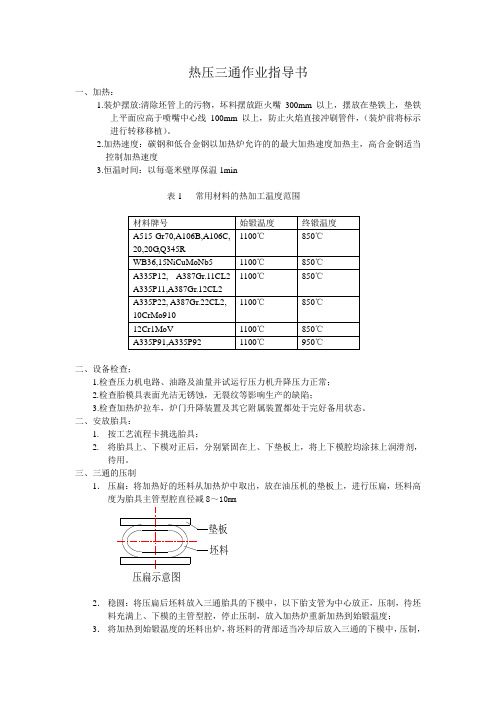
热压三通作业指导书一、加热:1.装炉摆放:清除坯管上的污物,坏料摆放距火嘴300mm以上,摆放在垫铁上,垫铁上平面应高于喷嘴中心线100mm以上,防止火焰直接冲刷管件,(装炉前将标示进行转移移植)。
2.加热速度:碳钢和低合金钢以加热炉允许的的最大加热速度加热主,高合金钢适当控制加热速度3.恒温时间:以每毫米壁厚保温1min表1 常用材料的热加工温度范围二、设备检查;1.检查压力机电路、油路及油量并试运行压力机升降压力正常;2.检查胎模具表面光洁无锈蚀,无裂纹等影响生产的缺陷;3.检查加热炉拉车,炉门升降装置及其它附属装置都处于完好备用状态。
二、安放胎具:1.按工艺流程卡挑选胎具;2.将胎具上、下模对正后,分别紧固在上、下垫板上,将上下模腔均涂抹上润滑剂,待用。
三、三通的压制1.压扁:将加热好的坯料从加热炉中取出,放在油压机的垫板上,进行压扁,坯料高度为胎具主管型腔直径减8~10mm垫板坯料压扁示意图2.稳圆:将压扁后坯料放入三通胎具的下模中,以下胎支管为中心放正,压制,待坯料充满上、下模的主管型腔,停止压制,放入加热炉重新加热到始锻温度;3.将加热到始锻温度的坯料出炉,将坯料的背部适当冷却后放入三通的下模中,压制,压下量30~50mm,在压制的过程中注意观察,当坯料有失稳的倾向时,立即停止压制,入炉进行了加热。
4. 重复步骤3,3~5次,直至三通上下合模为止。
5. 变比大三通采用过渡胎,按上述步骤进行了压制。
四、划线,齐头:1划线:将三通置于平台上,支管朝向侧面,按三通外圆兼顾壁厚定出主管和支管圆心,使三个圆心位于同一水平面上,过各端口中心划出肩、底平分线;将三通支管朝上立起,使肩、底平分线垂直向上并固定,以主管圆心高度划出腹部两条母线,借助靠板划支管腹部侧的母线,按图纸标注的主管两个半长L1、L2划出主管加工线,主管每端留10~15mm 余量,支管高度留25-30mm 余量,划线。
2.按划线将主管和支管多余部分齐去,五、支管扩孔:1. 将三通上模具放在工作台上,坯料出炉后,支管垂直向上放到模具上,冲头涂润滑剂放到支管孔内,压制,冲至满足接口尺寸即可。
热处理工艺卡
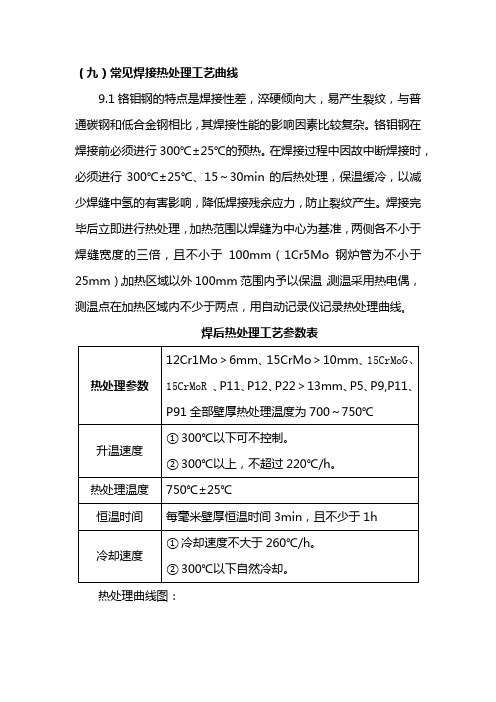
(九)常见焊接热处理工艺曲线9.1铬钼钢的特点是焊接性差,淬硬倾向大,易产生裂纹,与普通碳钢和低合金钢相比,其焊接性能的影响因素比较复杂。
铬钼钢在焊接前必须进行300℃±25℃的预热。
在焊接过程中因故中断焊接时,必须进行300℃±25℃、15~30min的后热处理,保温缓冷,以减少焊缝中氢的有害影响,降低焊接残余应力,防止裂纹产生。
焊接完毕后立即进行热处理,加热范围以焊缝为中心为基准,两侧各不小于焊缝宽度的三倍,且不小于100mm(1Cr5Mo钢炉管为不小于25mm),加热区域以外100mm范围内予以保温,测温采用热电偶,测温点在加热区域内不少于两点,用自动记录仪记录热处理曲线。
焊后热处理工艺参数表热处理曲线图:焊后热处理工艺参数表热处理曲线图:焊后热处理工艺参数表热处理曲线图:9.2普通碳钢和低合金钢在焊接完毕后进行热处理,保温缓冷,以减少焊缝中氢的有害影响,降低焊接残余应力,加热范围以焊缝为中心为基准,两侧各不小于焊缝宽度的三倍,且不小于100mm,加热区域以外100mm范围内予以保温,测温采用热电偶,管径Φ300mm以上测温点在加热区域内不少于两点,用自动记录仪记录热处理曲线。
焊后热处理工艺参数表热处理曲线图:不大于260℃/h不大于220℃/h625℃( 30min)℃℃℃(℃)焊后热处理工艺参数表热处理曲线图:不大于260℃/h不大于200℃/h625℃( 50min)℃℃℃(℃)焊后热处理工艺参数表热处理曲线图:不大于200℃/h不大于160℃/h625℃( 65min)℃℃℃(℃)9.3高强度低合金钢(A312-TP321)在焊接完毕后进行热处理,保温缓冷,以降低焊接残余应力,加热范围以焊缝为中心为基准,两侧各不小于焊缝宽度的三倍,且不小于100mm ,加热区域以外100mm 范围内予以保温,测温采用热电偶,测温点在加热区域内不少于两点,用自动记录仪记录热处理曲线。
热处理工艺卡

热处理工艺卡工程项目国电英力特宁东 2×330MW 机组热电联产工程工件名称后烟井下环形集箱焊口编号1W217-2 1~6管子规格Φ 324×55热处理方法 柔性陶瓷电加热管子材质SA106B日期2011.06.27预热温度: Ws:150℃;Ds:180℃升温速度:110℃/h,恒温温度:630℃,恒温时间:2.25h,降温速度:110℃/h焊接热处理简图温度℃150~200℃ 100~150℃630℃/2.25h 110℃/h110℃/h300 ℃ 以 下 可不控温氩弧焊电弧焊热处理升温、恒温、降温时间 h1、热电偶布置图:焊口均为吊口(5G)用一组 2 片 500×400 的履带式 加热器加热,每片 10KW,每片加热器用一只热电偶控温。
2、用储能式点焊机将热电偶电焊于焊缝中间如图所示的位置 ,且在热电偶丝点焊端用 4cm2 大小保温棉把热电偶与加热器 隔绝,保证测温准确可靠。
3、保证加热器紧贴管道外壁,用 16#铁丝将加热器紧固 3~5 圈。
加热器不能重叠、交叉,且金属材料不得与加热丝相接触。
4、补偿导线与热电偶线连接时,必须保证极性正确,连接可靠。
5、保温宽度每侧不得小于管子壁厚的 5 倍,最少比加热器增 宽 100mm,以减少温度梯度。
6、热处理过程中定期巡视,发现问题及时处理。
严格按工艺卡要求进行施工,走安全通道,高空作业系挂好安全带,热处理结束及时打扫场 地,做到工完、料尽、场地清。
做好热处理全过程温度记录,及时进行硬度检验。
制卡人热处理负责人热处理工艺卡工程项目国电英力特宁东 2×330MW 机组热电联产工程工件名称后烟井上集箱焊口编号1W217-1 1~4管子规格Φ 324×50热处理方法 柔性陶瓷电加热管子材质SA106B日期2011.06.27预热温度: Ws:150℃;Ds:180℃升温速度:120℃/h,恒温温度:630℃,恒温时间:2h,降温速度:120℃/h焊接热处理简图温度℃150~200℃ 100~150℃630℃/2h 120℃/h120℃/h300 ℃ 以 下 可不控温氩弧焊电弧焊热处理升温、恒温、降温时间 h1、热电偶布置图:焊口均为吊口(5G)用一组 2 片 500×400 的履带式 加热器加热,每片 10KW,每片加热器用一只热电偶控温。
Q345焊接工艺流程

Q345的焊接工艺编订一、材料介绍1. Q345化学成分如下表(%):元素C≤ Mn Si≤ P≤ S≤ Al≥ V Nb Ti含量 0.2 1.0-1.6 0.55 0.035 0.035 0.015 0.02-0.15 0.015-0.06 0.02-0.2Q345C力学性能如下表(%):机械性能指标伸长率(%)试验温度0℃抗拉强度MPa屈服点MPa≥数值δ5≥22 J≥34 σb(470-650)σs(324-259)其中壁厚介于16-35mm时,σs≥325Mpa;壁厚介于 35-50mm时,σs≥295Mpa2. Q345钢的焊接特点2.1碳当量(Ceq)的计算Ceq=C+Mn/6+Ni/15+Cu/15+Cr/5+Mo/5+V/5计算Ceq=0.49%,大于0.45%,可见Q345钢焊接性能不是很好,需要在焊接时制定严格的工艺措施。
2.2 Q345钢在焊接时易出现的问题2.2.1热影响区的淬硬倾向Q345钢在焊接冷却过程中,热影响区容易形成淬火组织-马氏体,使近缝区的硬度提高,塑性下降。
结果导致焊后发生裂纹。
2.2.2冷裂纹敏感性Q345钢的焊接裂纹主要是冷裂纹。
二、焊接施工流程坡口准备→点固焊→预热→里口施焊→背部清根(碳弧气刨)→外口施焊→里口施焊→自检/专检→焊后热处理→无损检验(焊缝质量一级合格)三、焊接工艺参数的选择通过对Q345钢的焊接性分析,制定措施如下:1.焊接材料的选用由于Q345钢的冷裂纹倾向较大,应选用低氢型的焊接材料,同时考虑到焊接接头应与母材等强的原则,选用E5015(J507)型电焊条。
化学成分见下表(%):元素 C Mn Si S P Cr Mo V Ti含量 0.071 1.11 0.53 0.009 0.016 0.02 0.01 0.01 0.01力学性能见下表:机械性能指标σb(Mpa)σs(Mpa)δ5(%)Ψ(%) AkvJ-30℃数值 440 540 31 79 164 114 762.坡口形式:(根据图纸和设备供货)3.焊接方法:采用手工电弧焊(D)。
热处理工艺卡
174
预热
加热方法
热电偶加热
升温速度
≤210℃/h
预热温度
100-200℃
层间温度
200-250℃
测温方法
红外线理
升温速度
≤220℃/h
降温速度
≤260℃/h
加热方法
热电偶加热
加热宽度
≥250mm
保温宽度
≥400mm
恒温温度
620℃±10℃
恒温时间
1h
工艺曲线图:
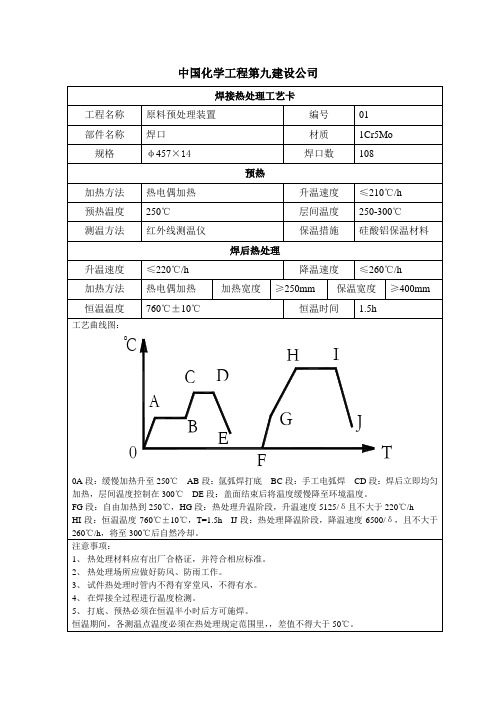
中国化学工程第九建设公司
焊接热处理工艺卡
工程名称
原料预处理装置
编号
01
部件名称
焊口
材质
1Cr5Mo
规格
φ457×14
焊口数
108
预热
加热方法
热电偶加热
升温速度
≤210℃/h
预热温度
250℃
层间温度
250-300℃
测温方法
红外线测温仪
保温措施
硅酸铝保温材料
焊后热处理
升温速度
≤220℃/h
降温速度
≤260℃/h
5、打底、预热必须在恒温半小时后方可施焊。
恒温期间,各测温点温度必须在热处理规定范围里,,差值不得大于50℃。
中国化学工程第九建设公司
焊接热处理工艺卡
工程名称
东华能源外管廊工程
编号
02
部件名称
焊口
材质
15CrMo
规格
φ478×14/φ426×13
焊口数
160
预热
加热方法
热电偶加热
升温速度
≤210℃/h
FG段:自由加热到250℃,HG段:热处理升温阶段,升温速度5125/δ且不大于220℃/h
Q345焊接工艺规程教学资料
Q345焊接工艺规程Q345的焊接工艺一、材料介绍1. Q345化学成分如下表(%):元素C≤ Mn Si≤ P≤ S≤ Al≥ V Nb Ti含量 0.2 1.0-1.6 0.55 0.035 0.035 0.015 0.02-0.15 0.015-0.06 0.02-0.2Q345C力学性能如下表(%):机械性能指标伸长率(%)试验温度0℃抗拉强度MPa 屈服点MPa≥数值δ5≥22 J≥34 σb(470-650)σs(324-259)其中壁厚介于16-35mm时,σs≥325Mpa;壁厚介于 35-50mm 时,σs≥295Mpa2. Q345钢的焊接特点2.1 碳当量(Ceq)的计算Ceq=C+Mn/6+Ni/15+Cu/15+Cr/5+Mo/5+V/5计算Ceq=0.49%,大于0.45%,可见Q345钢焊接性能不是很好,需要在焊接时制定严格的工艺措施。
2.2 Q345钢在焊接时易出现的问题2.2.1 热影响区的淬硬倾向Q345钢在焊接冷却过程中,热影响区容易形成淬火组织-马氏体,使近缝区的硬度提高,塑性下降。
结果导致焊后发生裂纹。
2.2.2 冷裂纹敏感性Q345钢的焊接裂纹主要是冷裂纹。
二、焊接施工流程坡口准备→点固焊→预热→里口施焊→背部清根(碳弧气刨)→外口施焊→里口施焊→自检/专检→焊后热处理→无损检验(焊缝质量一级合格)三、焊接工艺参数的选择通过对Q345钢的焊接性分析,制定措施如下:1. 焊接材料的选用由于Q345钢的冷裂纹倾向较大,应选用低氢型的焊接材料,同时考虑到焊接接头应与母材等强的原则,选用E5015 (J507)型电焊条。
化学成分见下表(%):元素 C Mn Si S P Cr Mo V Ti含量 0.071 1.11 0.53 0.009 0.016 0.02 0.01 0.01 0.01力学性能见下表:机械性能指标σb(Mpa)σs(Mpa)δ5(%)Ψ(%) AkvJ-30℃数值 440 540 31 79 164 114 762. 坡口形式:(根据图纸和设备供货)3. 焊接方法:采用手工电弧焊(D)。
热处理工艺卡
Ф114×10
焊口数
8
预热
加热方法
DR
升温速度
200-300℃/h
预热温度
打底:200℃;预热:250℃
层间温度
280℃
测温方法
热电偶
后热
加热温度
/℃
恒温时间
/ h
其他要求
/
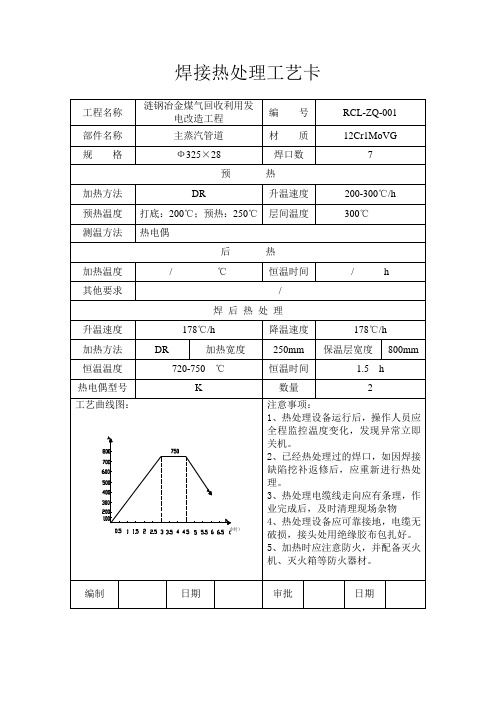
焊后热处理
升温速度
200-300℃/h
降温速度
200-300℃/h
加热方法
DR
加热宽度
120mm
保温层宽度
520mm
恒温温度
3、热处理电缆线走向应有条理,作业完成后,及时清理现场杂物
4、热处理设备应可靠接地,电缆无破损,接头处用绝缘胶布包扎好。
5、加热时应注意防火,并配备灭火机、灭火箱等防火器材。
编制
日期
审批
日期
焊接热处理工艺卡
工程名称
涟钢冶金煤气回收利用发电改造工程
编号
RCL-ZQ-002
部件名称
主蒸汽管道
材质
12Cr1MoVG
编制
日期
审批
日期
焊接热处理工艺卡
工程名称
涟钢冶金煤气回收利用发电改造工程
编号
RCL-ZQ-006
部件名称
主蒸汽旁路管
材质
12Cr1MoVG
规格
Ф114×10
焊口数
8
预热
加热方法
DR
升温速度
200-300℃/h
预热温度
打底:200℃;预热:250℃
层间温度
280℃
测温方法
热电偶
后热
加热温度
/℃
恒温时间
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编号 STGYK-02
共1页
第1页
装炉—升温—保温—空冷
检验方案
逐件
按供方要求
按供方要求
工
序
工序内容
号
03
装炉
03 热处理 正火
设备 热处理炉
装炉方式及工装 装炉温 加热温 升温时 保温时
编号
度(℃) 度(℃) 间(min) 间(min) 介质
垫高 200mm 平放
室温
790— 950
160 15min 空冷
冷却
温度 (℃)
时间 (s)
工时 (min)
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字
日期
设计
审核
批准
日期 2017.6.20
北京金石湾管道技术有 钢制有缝等径三通
限公司
热处理工艺卡
生产批号 产品型号
20170610 Φ406×406×16/16
材料牌号
毛坯图号 成品图号
工艺路线
技术要求
硬度
≤பைடு நூலகம்79HB
金相组织 机械性能
正火去除应力
Rm470-630MPa ReL≥345MPa
A≥21%
STTZ-01 STTZ-02
Q345