磁 粉 探 伤 报 告
磁粉探伤操作规程
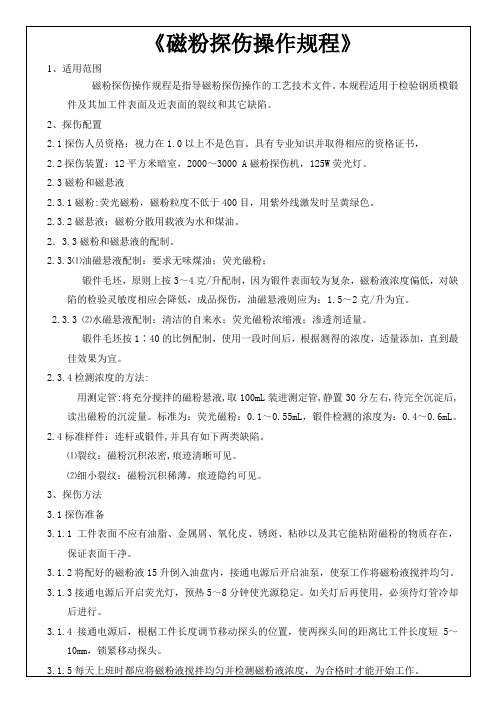
1、适用范围
磁粉探伤操作规程是指导磁粉探伤操作的工艺技术文件。本规程适用于检验钢质模锻件及其加工件表面及近表面的裂纹和其它缺陷。
2、探伤配置
2.1探伤人员资格:视力在1.0以上不是色盲。具有专业知识并取得相应的资格证书,
2.2探伤装置:12平方米暗室,2000~3000A磁粉探伤机,125W荧光灯。
2.4标准样件:连杆或锻件,并具有如下两类缺陷。
⑴裂纹:磁粉沉积浓密,痕迹清晰可见。
⑵细小裂纹:磁粉沉积稀薄,痕迹隐约可见。
3、探伤方法
3.1探伤准备
3.1.1工件表面不应有油脂、金属屑、氧化皮、锈斑、粘砂以及其它能粘附磁粉的物质存在,保证表面干净。
3.1.2将配好的磁粉液15升倒入油盘内,接通电源后开启油泵,使泵工作将磁粉液搅拌均匀。
3.1.3接通电源后开启荧光灯,预热5~8分钟使光源稳定。如关灯后再使用,必须待灯管冷却后进行。
3.1.4接通电源后,根椐工件长度调节移动探头的位置,使两探头间的距离比工件长来自短5~10mm,锁紧移动探头。
3.1.5每天上班时都应将磁粉液搅拌均匀并检测磁粉液浓度,为合格时才能开始工作。
3.2磁化方法
工件最大尺寸mm
交流充磁电流KA
工件最大尺寸mm
直流充磁电流A
Ø20或宽40以下
0.4
长度/直径≥10
8×Ø5或5×宽
Ø20或宽40以上
0.5~0.8
<2长度/直径<10
15×Ø10或10×宽
Ø60或宽90以上
0.9~1.4
长度/直径≤2
25×Ø16或16×宽
Ø100或宽150以上
1.5~2.0
3.3.3拔动充磁时间选择开关。当采用“时控”时,须转动“时间预选”旋钮将充磁时间设定,充磁时用脚点动充磁开关(右)后立即松开。选择“手控”时,脚踩住充磁开关(右)到充磁完成后松开。
五大常规探伤方法概述
五大常规探伤方法概述五大常规方法是指射线探伤法、超声波探伤法、磁粉探伤法、涡流探伤法和渗透探伤法1、射线探伤方法(RT)射线探伤是利用射线的穿透性和直线性来探伤的方法。
这些射线虽然不会像可见光那样凭肉眼就能直接察知,但它可使照相底片感光,也可用特殊的接收器来接收。
常用于探伤的射线有x光和同位素发出的γ射线,分别称为x光探伤和γ射线探伤。
当这些射线穿过(照射)物质时,该物质的密度越大,射线强度减弱得越多,即射线能穿透过该物质的强度就越小。
此时,若用照相底片接收,则底片的感光量就小;若用仪器来接收,获得的信号就弱。
因此,用射线来照射待探伤的零部件时,若其内部有气孔、夹渣等缺陷,射线穿过有缺陷的路径比没有缺陷的路径所透过的物质密度要小得多,其强度就减弱得少些,即透过的强度就大些,若用底片接收,则感光量就大些,就可以从底片上反映出缺陷垂直于射线方向的平面投影;若用其它接收器也同样可以用仪表来反映缺陷垂直于射线方向的平面投影和射线的透过量。
由此可见,一般情况下,射线探伤是不易发现裂纹的,或者说,射线探伤对裂纹是不敏感的。
因此,射线探伤对气孔、夹渣、未焊透等体积型缺陷最敏感。
即射线探伤适宜用于体积型缺陷探伤,而不适宜面积型缺陷探伤。
2、超声波探伤方法(UT)人们的耳朵能直接接收到的声波的频率范围通常是20Hz到20kHz,即音(声)频。
频率低于20 Hz 的称为次声波,高于20 kHz的称为超声波。
工业上常用数兆赫兹超声波来探伤。
超声波频率高,则传播的直线性强,又易于在固体中传播,并且遇到两种不同介质形成的界面时易于反射,这样就可以用它来探伤。
通常用超声波探头与待探工件表面良好的接触,探头则可有效地向工件发射超声波,并能接收(缺陷)界面反射来的超声波,同时转换成电信号,再传输给仪器进行处理。
根据超声波在介质中传播的速度(常称声速)和传播的时间,就可知道缺陷的位置。
当缺陷越大,反射面则越大,其反射的能量也就越大,故可根据反射能量的大小来查知各缺陷(当量)的大小。
荧光磁粉试验

磁化方法
轴向 周向
复 合
检验/试验设备
CXW-2000型微机控 制荧光磁粉探伤机
探 伤
磁粉种类
磁悬液浓度 探伤/试验 结果:
荧光磁粉 非荧光磁
磁粉粒度
粉
湿法/水;
g/L
磁化电流
峰 值: 有效值:
磁粉型号 生产厂
家 A 通电时间 A
检 验 试 (秒) 验 室 存 档
1、呈裂缝状缺陷磁痕___________件,缺陷部位:_____________,缺陷尺寸________________________。 第
5、综
位
述:
存
经探伤检验/试验确认无缺陷磁痕的试件有____________件;有缺陷磁痕的试件有____________件,其 档
标识为_______________________。
备
注
审核: 年
月 日
探 伤
年月 日
时分
试
件
3、呈连续状缺陷磁痕_________件,缺陷部位:___________________,缺陷尺寸_____________________。 送
检
4、呈分散缺陷磁痕___________件,缺陷部位:___________________,缺陷尺寸______________________。 单
XXXX公司
荧光磁粉探伤检验/试验报告
编号:
产品/试件 型号
产品/料牌号
试件尺寸
试件表面状态
试件状态
热处理 铸态
产品/试件 生产单位
试验室温 度
送检单位
送检人
试验室相对湿度 ℃
试件数量
(件)
第
螺栓磁粉探伤机检测规程

螺栓磁粉探伤机检测规程概述:螺栓磁粉探伤仪器,是专用于螺栓及各类轴棒类零件的磁粉无损检测设备。
检测螺栓的磁粉探伤仪器有两种规格,一种是小型便携式磁粉探伤仪,一种是固定床式磁粉探伤机。
固定床式磁粉探伤机又有检测线与非检测线之分。
正常按非检测线的固定床式来做检测规程:引用标准:中华人民共和国磁粉探伤机《GB3721-83》标准,机械工业部行业磁粉探伤机《JB/T8290-2011》标准,行业《HB/Z72-98》标准。
技术要求:1、磁粉探伤对螺栓表面的要求1.1螺栓表面粗糙度Ra值为3.2µm。
1.2螺栓表面不应有油脂、锈斑、氧化皮及其它能粘附磁粉的物质。
1.3螺栓应在表面处理前进行磁粉探伤。
若必须在表面处理后进行,则覆盖层不应影响探伤效果。
2、探伤设备2.1探伤设备应具备对螺栓单周向、单纵向、周纵向复合磁化、喷洒磁悬液、紫外灯日光灯等观察设施及退磁等功能。
2.2设备配有磁悬液储液箱,需是非导磁材料制作,箱内要安装搅拌器,以使磁粉在油或水中均匀分布。
2.3使用荧光磁粉探伤时,其紫外线照射装置,荧光灯峰值波长为365nm,距灯380mm,照度不小于1000W/cm2。
2.4退磁效果应使螺栓剩磁减少到≤2Gs。
3、对磁粉和磁悬液的要求3.1探伤所用的磁粉建议采用荧光磁粉。
3.2磁粉的粒度在400目以内。
3.3探伤所用的磁悬液是由磁粉和液体介质配制而成。
4、荧光磁粉水磁悬液配方:乳化剂5克,亚硝酸钠15g,消泡剂0.5至1克,水1升,荧光磁粉1-3克配制时,将乳化剂和消泡剂搅拌均匀,并按比例加足水,成为水分散剂。
用少量水载液与磁粉和匀,再加人余量的水载液,最后加亚硝酸钠。
2g/L荧光磁粉,搅拌均匀,并根据使用情况定期添加或更换。
5、荧光磁粉油磁悬液配方:变压器油和无味煤油按1:5配制1升荧光磁粉1至5克磁粉在使用时需提前20分钟充分搅拌,定期每天或每周用磁悬液测淀管测量其浓度,按情况添加磁粉,或更换。
磁粉探伤

磁粉探伤磁粉探伤又称磁力探伤(MT、MPT,Magnetic Particle Testing),是一种通过磁粉在缺陷附近漏磁场中的堆积以检测铁磁性材料表面或近表面处缺陷的一种无损检测方法。
磁力探伤中对缺陷的显示方法有多种,有用磁粉显示的,也有不用磁粉显示的。
用磁粉显示的称为磁粉探伤,因它显示直观、操作简单、人们乐于使用,故它是最常用的方法之一。
不用磁粉显示的,习惯上称为漏磁探伤,它常借助于感应线圈、磁敏管、霍尔元件等来反映缺陷,它比磁粉探伤更卫生,但不如前者直观。
由于目前磁力探伤主要用磁粉来显示缺陷,因此,人们有时把磁粉探伤直接称为磁力探伤,其设备称为磁力探伤设备。
铁磁性材料被磁化后,其内部会产生很强的磁感应强度,磁力线密度增大到几百倍到几千倍,如果材料中存在不连续性,磁力线会发生畸变,部分磁力线有可能逸出材料表面,从空间穿过,形成漏磁场,漏磁场的局部磁极能够吸引铁磁物质。
如果在工件上撒上磁粉,漏磁场会吸附磁粉,形成与缺陷形状相近的磁粉堆积(磁痕),从而显示缺陷。
指示图案比实际缺陷要大数十倍,因此很容易便能找出缺陷。
磁粉探伤方法应用比较广泛,主要用以探测磁性材料表面或近表面的缺陷。
多用于检测焊缝,铸件或锻件,如阀门,泵,压缩机部件,法兰,喷嘴及类似设备等。
探测更深一层内表面的缺陷,则需应用射线检测或超声波检测。
在工业中,磁粉探伤可用来作最后的成品检验,以保证工件在经过各道加工工序(如焊接、金属热处理、磨削)后,在表面上不产生有害的缺陷。
它也能用于半成品和原材料如棒材、钢坯、锻件、铸件等的检验,以发现原来就存在的表面缺陷。
铁道、航空等运输部门、冶炼、化工、动力和各种机械制造厂等,在设备定期检修时对重要的钢制零部件也常采用磁粉探伤,以发现使用中所产生的疲劳裂纹等缺陷,防止设备在继续使用中发生灾害性事故。
磁粉探伤的工作原理磁粉探伤机是利用自然界中磁力线总能保持其连续性的原理。
当铁磁性工件放在使其饱和的磁场中时,磁力线便会被引导通过工件。
磁粉探伤检验要求规范
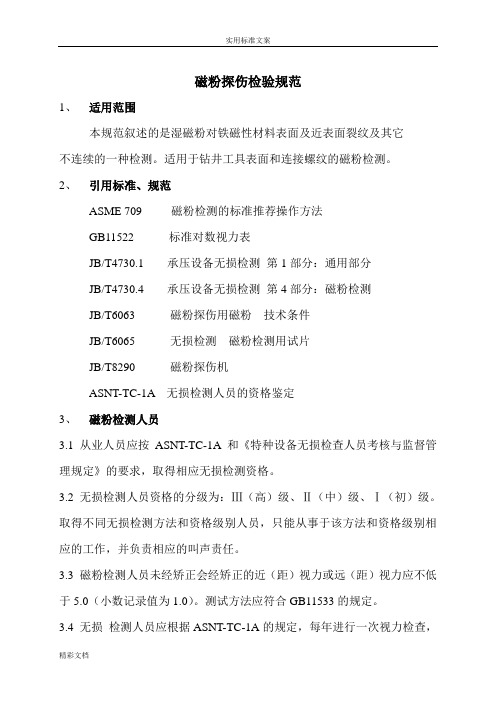
磁粉探伤检验规范1、适用范围本规范叙述的是湿磁粉对铁磁性材料表面及近表面裂纹及其它不连续的一种检测。
适用于钻井工具表面和连接螺纹的磁粉检测。
2、引用标准、规范ASME 709 磁粉检测的标准推荐操作方法GB11522 标准对数视力表JB/T4730.1 承压设备无损检测第1部分:通用部分JB/T4730.4 承压设备无损检测第4部分:磁粉检测JB/T6063 磁粉探伤用磁粉技术条件JB/T6065 无损检测磁粉检测用试片JB/T8290 磁粉探伤机ASNT-TC-1A 无损检测人员的资格鉴定3、磁粉检测人员3.1 从业人员应按ASNT-TC-1A和《特种设备无损检查人员考核与监督管理规定》的要求,取得相应无损检测资格。
3.2 无损检测人员资格的分级为:Ⅲ(高)级、Ⅱ(中)级、Ⅰ(初)级。
取得不同无损检测方法和资格级别人员,只能从事于该方法和资格级别相应的工作,并负责相应的叫声责任。
3.3 磁粉检测人员未经矫正会经矫正的近(距)视力或远(距)视力应不低于5.0(小数记录值为1.0)。
测试方法应符合GB11533的规定。
3.4 无损检测人员应根据ASNT-TC-1A的规定,每年进行一次视力检查,不得有色盲。
4、检测设备、器材和材料4.1 磁粉探伤机磁粉探伤机,在有效适用期内应良好的保养。
交流电磁轭应有45N的提升力,直流电磁轭至少应有177N的提升力。
检测周期为6个月一次。
4.2 磁悬液磁悬液浓度应根据磁粉种类、力度、施加方法和被检工件表面状况等因素来确定。
用于完全润湿工件表面的油机介质,如出现不完全润湿,要从新进行清洗或添加更多磁粉或添加更多润湿剂。
4.3 退磁装置退磁装置应能保证退磁后,表面剩磁不大于0.3mT(240A/m)。
4.4 辅助设备磁场强度计标准试片A1(或CX)磁场指示器磁悬液浓度测试仪(管)2~10倍放大镜。
5、被检工件表面清洁被检工件表面,不得有油脂、铁锈、氧化皮或其他粘附磁粉的物质。
磁粉探伤

3.磁化电流
目前磁粉探伤常用的磁化电流:交流电、直 流电、整流电和冲击电流等几种。
3.磁化规范
3.1磁化电流大小的确定 磁化电流的大小对磁粉探伤灵敏度有决定性的影响。确定 磁化电流的原则是使工件表面或近表面规定深度和大小的缺 陷得到清晰显示。具体确定方法有几种:一是根据工件材料 的磁化曲线来确定,一般以使工件表面的磁感应强度达到饱 和磁感应的80%为宜。这样既可防止磁化不足引起漏检;又 可防止过渡磁化,产生杂乱显示。二是利用灵敏度试片进行 试验来确定所需的磁化电流值,这种方法较可靠。三是利用 一些成功的经验公式或理论公式来确定磁化电流值,这种方 法简便可行。
2. 引用标准与依据
检验依据: GB 50205-2001《钢结构工程施工质量验收 规范》 引用标准:
JB/T 6061-2007《焊缝磁粉检测方法和缺陷磁痕的 分级》 JB4730.4-2005 《承压设备无损检测 磁粉检测》
3. 作业准备
3.1 仪器准备 3.2 磁粉准备 按使用方法分类为:a按磁痕的观察方法分:荧光磁 粉和非荧光磁粉;b按分散介质不同分:干磁粉和湿磁粉。 3.3 探伤面准备 在探伤前必须准备好要探伤的探伤面,清除工件表面 的油污、铁锈、毛刺、氧化皮、金属和砂粒等;使用水磁 悬液,表面要认真除油;使用油磁悬液时,工件表面不应 有水分;干法检验时,工件表面应干净和干燥。有非导电 覆盖层的工件,在电磁化时,必须将与电极接触部位的非 导电覆盖层打磨掉。装配件一般应分解后探伤。若工件有 盲孔和内腔,磁粉液流进后难以清洗,探伤者应将孔洞用 费研磨性材料封堵。如果磁痕和工件表面颜色对比度小, 可在探伤前先在工件表面涂敷一层反差增强剂。
无
损
探
伤
磁 粉 探 伤
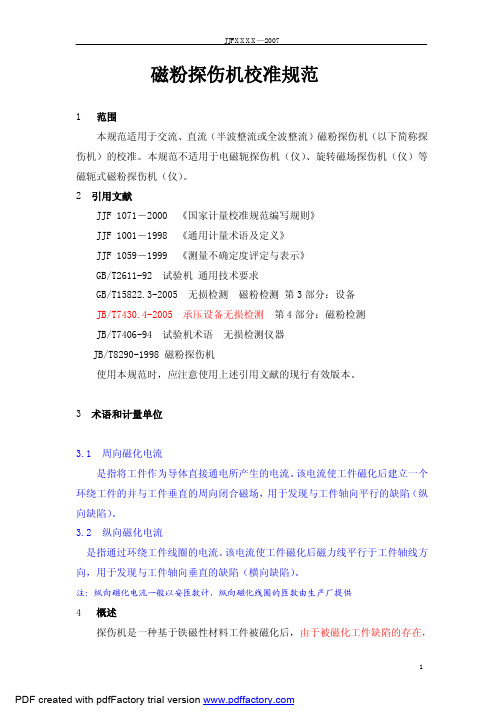
磁粉探伤机校准规范
□现场实验室 温度 □校准规范 □其它
1. 外观及通电检查 :
设备编号
准确度等级
℃ 湿度
%RH 其它
2. 安全性能检测:
绝缘电阻
电源进线与保护接地电路之间的 绝缘电阻
实测值 MΩ
耐压试验
电源进线与保护接地电路之间施 加 1.5kV (直流或 50Hz 交流有效
值) 电压, 历时 1min,
3 周向磁化电流(kA):
使用规定的退磁试件,将已磁化的退磁试件退磁,用特斯拉计测量试件退磁 后的剩磁感应强度。退磁后剩磁感应强度不大于 0.2mT。 7.2.5 最大夹头间距的校准
用卷尺测量探伤机的夹头拉开最大时的间距,即最大夹头间距。测量结果应 大于表 1 中所描述的夹头间距值(生产厂的描述) 7.2.6 综合灵敏度的验证
将标准试片有人工刻槽的一面与标准试件的中部受检面可靠接触,按磁化规 范进行磁粉探伤操作,调整周向磁化电流或纵向磁化电流为规定值时,观察标准 试片的显示,应符合 4.5 条要求。
8 校准结果表达
8.1 校准数据应记入校准原始记录。校准原始记录的格式参见附录 A。 8.2 被校探伤机的电流误差经数据计算后,应采用 4 舍 5 入及偶数法则进行修约。
2
PDF created with pdfFactory trial version
JJFXXXX—2007
表 2 准确度等级与基本误差极限对照表
准确度等级基本误差极限 Nhomakorabea(2.5)
(±2.5%)
5.0
±5.0%
10
±10%
5.2 剩磁感应强度 退磁装置应能将标准试件退磁后剩磁感应强度不大于 0.2mT。
7 校准项目和校准方法