浮法玻璃炉设计与运行控制
我国浮法玻璃工业的电气控制和自动化
我国浮法玻璃工业的电气控制和自动化摘要:冷端是浮法玻璃生产线的切装工段,也是其自动化装备水平的最高体现。
随着我国浮法玻璃行业的技术进步和产业结构的升级调整,冷端单体设备装备水平和自动化程度不断提高。
大型化、多规格、高品质的生产需求和推进“两化融合”提高装备智能化和生产过程自动化的国家工业发展策略,对冷端控制系统的自动化和智能化程度提出了更高的要求。
本文以浮法生产线冷端控制系统智能化改造为研究对象,应用数字化技术、工业网络技术、模糊模式识别技术和先进的自动控制手段给出了全方位的改造方案。
关键词:电气自动化;浮法玻璃;发展趋势随着我国平板玻璃产能的快速增长及产业结构的加速调整,电气自动化在玻璃行业的发展中发挥着越来越重要的作用。
电气自动化在玻璃行业的应用轨迹与工艺路线、设备制造、生产流程和组织方式密切相关,它对生产优质玻璃,节能减排,降低玻璃成本,提高企业竞争力等具有重要而长远的意义。
1.浮法玻璃生产中电气自动化应用现状浮法玻璃熔窑、锡槽以及退火窑三大热工生产设备中都有自动控制技术的应用,主要体现在采用计算机分布式控制系统对生产设备进行集中操作管理和分布控制。
部分浮法玻璃企业引进了计算机联网监控系统,通过利用计算机网络技术对玻璃工厂的信息化监控管理,将工厂的监控视频系统与生产信息管理系统融合在一起,实现了对工厂生产的远程控制与管理。
自动化控制技术的应用,可将玻璃生产中的“三大热工”的操作人员缩减为约回5人/班。
个别大集团中多生产线模式的玻璃厂,“三大热工”每班操作工仅8人,达到降低人工生产成本的目的。
我国浮法玻璃生产的自动化控制设备及其配置水平,与发达国家相比还有一定差距。
主要表现在:(1)生产控制策略不够全面系统。
浮法玻璃的生产工序衔接十分紧密,要想实现订单与原材料直接挂钩的同时井确保产品质量,则不能再强调热端和冷端的“前后主次”关系,而是应该依据冷端的订单目录,合理安排热端的生产投人,降低产品库存,井有的放矢地安排生产计划。
浮法玻璃熔窑结构和燃烧系统
特别是在窑龄不断延长 今天, 的 显得更为重要, 这一方面与设计有关, 还有一个很重要的因素是密封材料 的材质和施工质量。
23一点体会 . 综观浮法玻璃熔窑的总体结构形式,在为获得合格的玻璃液方面,遵循的原则是一致的, 在实现的 手段上有差别, 但不是很大, 在 19 年引进了 国内 91 美国TLD 公司的 OEO 浮法玻璃熔窑设计技术后, 熔窑技 术有了很大的 提高.己 接近国际先进水平,但在实际的 使用过程中, 还存在以 下几个问 题: . 受投资的限制, 在浮法玻璃熔窑的耐火材料选用上,与国际先进水平有差距, 玻璃熔窑的砌筑质量
它主要包含了 玻璃熔窑的支撑钢结构的形式, 耐火材料受热膨胀的 控制和窑 炉整体的密 封等的形
式,为了 满足设备安装、 运行, 状态检测,生产操作和维护而采取的窑炉结构形式等. 在玻璃熔窑的 支撑钢结构的形式上,国内 采用的是TLD 公司的技术, OEO 相对结构比 较简单、 实用, 而国际 上有些熔窑就做的比 较仔细、 复杂, 如在窑底用液压千斤顶支撑, 便于在窑底柱有局部不平衡沉降 是可保持窑底标高不变. 大暄采用可升降的 支撑结构, 保证墙体的受热向上膨胀不会影响到破的安全性等。
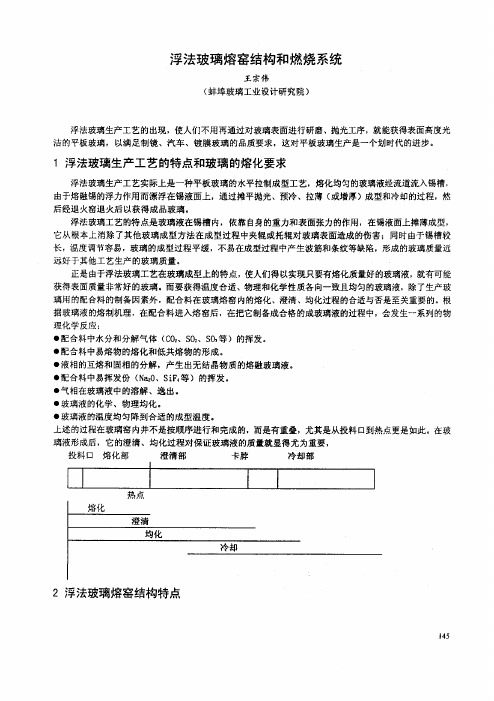
投料口 熔化部 澄清于浮法玻璃工艺生产具有产量高、 产品规格 ( 厚度, 宽) 长X 范围大、 对产品的质量要求高的 特点, 如何在成型前获得合 格的玻璃液是个关键, 保证获得合格的玻璃液, 为了 玻璃熔窑结构的设计必须考虑以
下 儿个主要因素:
浮法玻璃生产工艺实际上是一种平板玻璃的水平拉制成型工艺, 熔化均匀的 玻璃液经流道流入锡槽, 由于 熔融锡的 浮力作用而漂浮在锡液面上, 通过摊平抛光、 预冷、 拉薄 ( 或增厚) 成型和冷却的 过程, 然
浮法玻璃退火窑的燃烧系统优化与控制

浮法玻璃退火窑的燃烧系统优化与控制随着现代科技的发展和工业需求的增长,浮法玻璃行业的发展迅速。
作为制造浮法玻璃的关键工序之一,退火过程在产品的质量和性能上起着至关重要的作用。
而燃烧系统作为退火过程中的关键部分,其优化和控制将直接影响到产品的质量和生产效率。
因此,针对浮法玻璃退火窑的燃烧系统,进行优化与控制是一项具有重要意义的任务。
在进行浮法玻璃退火窑燃烧系统的优化与控制时,需要考虑以下几个方面。
首先,燃烧系统的能源利用效率是关键。
通过改善燃料燃烧的过程,提高燃烧效率,可达到节约能源的目的。
燃烧系统中的燃烧器是影响燃烧效率的关键设备。
选择高效的燃烧器,确保燃料完全燃烧,减少烟气中的未燃烧物质排放,不仅有助于提高能源利用率,还能减少环境污染。
其次,燃烧系统的温度控制是保证产品品质稳定的关键。
在浮法玻璃退火过程中,温度过高或过低都会对产品的性能产生不良影响。
因此,通过优化燃烧系统的温度控制,可以确保产品退火温度的稳定性,提高产品的一致性和品质。
除了以上两个方面外,还需要考虑燃烧系统的安全性和稳定性。
燃烧过程中产生的高温、高压等因素对工作人员和设备都会造成一定的危险,在设计燃烧系统时需要考虑安全措施,确保工作环境的安全性。
此外,燃烧系统应具备稳定的运行能力,避免因为燃烧系统的故障导致生产中断和产品质量下降。
针对以上需求,可以采用以下措施来优化和控制浮法玻璃退火窑的燃烧系统。
首先,选用高效的燃烧器。
现代燃烧技术已经非常成熟,存在着多种类型的燃烧器可供选择。
根据具体的工艺要求和可行性研究结果,选择适合浮法玻璃退火过程的高效燃烧器,可以显著提高燃烧效率,减少燃料消耗和环境污染。
其次,引入先进的温度控制系统。
借助先进的温度传感器和控制器,实时监测和调整燃烧系统中的温度,确保温度的稳定性和一致性。
此外,可以采用模型预测控制或模糊控制等先进控制算法,在保证温度控制的准确性的同时,提高温度变化的响应速度。
再者,进行燃烧系统的安全评估和管理。
浮法玻璃退火窑的自动化调度与生产管理

浮法玻璃退火窑的自动化调度与生产管理随着科技的发展与进步,玻璃行业也在不断改进和提高其生产工艺。
在玻璃生产过程中,退火工序扮演着至关重要的角色。
退火是通过加热和冷却的方法,使玻璃在制造过程中消除内部应力、提高强度和耐热性、改善光学性能。
而浮法玻璃生产线则是目前主要的玻璃制造工艺之一。
在浮法玻璃生产线上,退火窑起着关键的作用。
为了确保生产线的高效运行和优质玻璃的生产,自动化调度与生产管理成为必要的工具。
自动化调度是指通过计算机软件和硬件设备,将生产计划自动分配给不同的设备和资源,以实现整个生产过程的协调和优化。
在退火窑的自动化调度中,下述几个关键要素需要考虑:首先,退火窑的温度控制。
退火过程中,精确的温度控制对于玻璃品质至关重要。
通过传感器和自动控制设备,可以实现全程的温度控制,并能根据不同的产品要求进行灵活调整。
系统可以监测窑内温度变化,随时进行调整,确保玻璃的品质和性能得到最佳保证。
其次,退火窑的进出料控制。
浮法玻璃生产线通常是大规模连续生产,一个好的自动化调度系统应能实现退火窑的高效进出料控制。
通过监测窑内的玻璃库存水平和生产计划,系统能够准确安排退火窑的进出料时间,避免生产中断和过度存储,提高生产效率。
另外,自动化调度还可以对退火窑的能量消耗进行优化。
退火窑的能源消耗是玻璃生产线的重要成本之一。
通过分析历史数据和实时监测,自动化调度系统可以优化退火窑的能耗,降低生产成本,并减少对环境的不良影响。
例如,根据系统中的温度需求和库存状况,系统可以合理调整退火窑的加热和冷却时间,从而降低能耗。
此外,退火窑的维护和故障管理也是自动化调度的重要组成部分。
通过传感器和监测设备,系统能够实时监测退火窑的状态和性能。
一旦发现异常情况,系统能够自动发送警报,并提供故障诊断和解决方案。
这不仅能够降低维护成本,同时还能减少因突发故障导致的生产中断。
除了自动化调度,生产管理也是浮法玻璃退火窑中的关键要素。
一个高效的生产管理系统能够帮助企业做好生产计划、调度和资源配置等方面的工作,以确保生产线的正常运行和高质量的产品产出。
浮法玻璃炉设计与运行控制
浮法玻璃炉设计与运行控制浮法玻璃炉设计与运行控制摘要文章从浮法玻璃窑炉的热量体系分析入手,总结了玻璃窑炉节能设计中所采取的一些技术措施以及需要注意的一些问题,简单介绍了窑炉运行控制时需要注意的关键步骤和注意事项。
关键词设计节能运行控制浮法玻璃由于世界能源短缺,导致能源价格逐步上涨,燃料成本在玻璃生产成本中所占比例随之越来越大。
玻璃工厂中绝大部分燃料消耗在窑炉中,以用于玻璃液的熔化,因此,降低玻璃窑炉热耗,对降低生产成本,缓解能源短缺具有重大意义。
本文根据笔者的经验以及对玻璃窑炉的理解,着重探讨浮法玻璃窑炉设计方面的节能措施,简单介绍了窑炉运行控制时需要注意的关键步骤和注意事项。
1 浮法玻璃窑炉的热平衡体我们知道,玻璃窑炉可以作为一个热平衡体系,体系中包括相互平衡的输入体系的热量和输出体系的热量。
根据能量守恒定律,两者之间是相互平衡的。
为准确分析浮法玻璃窑炉的热能利用情况,可以将窑炉本体、小炉及蓄热室纳入体系之中。
在玻璃窑炉热平衡体系中,输入体系的热量包括:通过喷嘴入口带入的燃料潜热和助燃物(空气、氧气)显热以及电能输入热(电极处);输出体系的热量包括:窑体表面散热,燃烧废气排出热,冷却风、水带走热,窑体孔口、缝隙带走热以及玻璃液离开窑炉带走热。
输入体系的热量根据功能分为两部分:一部分用于满足玻璃液的熔化、澄清、均化、冷却直至成型所必须的热量,可称之为有用热量;另一部分是理论上不需要,而实际中又必须发生的热量,可称之为无效热量,它们体现在输出体系的热量中,包括:窑体表面散热,燃烧废气排出热和窑体孔口、缝隙带走热。
2 浮法玻璃窑炉的节能设通过上述热量体系的分析,降低窑炉热耗的基本途径有2个:一是尽可能提高输入体系的热量的使用效率;一是在满足工艺要求的前提下尽可能降低无效热量的输出。
玻璃窑炉的节能设计只有紧紧围绕着这两个方面,采取科学合理的技术措施,才能达到节能降耗的目的。
同时,必须牢牢记住,节能设计在窑炉设计中永远是以满足生产的工艺要求为前提的,节能设计不能以降低玻璃质量作为代价,这样的节能设计是得不偿失的。
浮法玻璃厂循环水工艺设计及运行控制要点
亡幻 洲
)(
n入
口 乙
甲
一7 乙
-了
几} 一3
生产中常有岗位工人对循环水用于生产以外使
用,如做卫生、刷饭盒等,且使用后阀门全开直接
流人 回水漏斗中,需严格管理
各分水器在初步调节好后,对某一设备用水接 头最好固定,不要随意改变使用其它分水器上的接
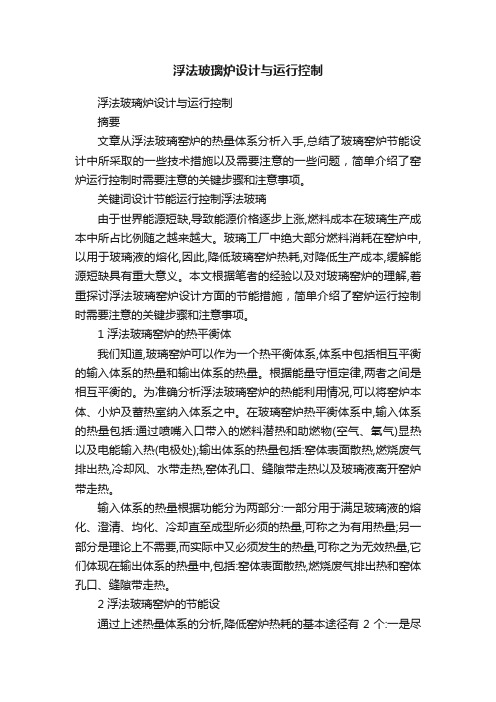
因此为了确保系统门系阀水叮2又一2口21问题的提出浮法玻璃生产线循环水主要对熔窑成形工段中一些在高温状态下运行的设备进行冷却如熔窑工段玻璃液搅拌器大水管l型吊墙水管成形工段拉边机冷却水包等这些设备的高温工作环境要求冷却水不能间断且水流量水压必须满足要求这些设备如果出现问题轻者会影响玻璃产品质量及正常的生产运行重者会酿成重大的生产事故因此作为辅助生产的循环水整个动力系统对生产起着非常重要的作用
全国性建材科技期刊—
《 玻璃》 20 年 第 2 02 期 总第 11 6期
浮 法 玻 璃 厂循 环 水 工 艺 设 计 及 运 汁控 制 要 点
刘 垒
( 中国耀华玻璃集团公司 秦皇岛市 060 60的
1 问题的提出
浮法玻璃生产线循环水主要对熔窑,成形工段
中一些在高温状态下运行的设备进行冷却,如熔窑
求,这些设备如果出现问题轻者会影响玻璃产品质 量及正常的生产运行, 重者会酿成重大的生产事故,
泵出口阀门出现问题,则只能停止系统运行进行检
修或更换,影响生产正常进行。因此为了确保系统
因此作为辅助生产的循环水整个动力系统对生产起 口 △ -2 着非常重要的作用。浮法玻璃生产线循环水系统流
程如图 1 所示。
3 2
象,只能停止整个系统进行更换,后在正常生产之
前把此系统改为双路系统, 如图 2 保证了单泵单零 ,
浮法玻璃熔窑余热锅炉烟气控制系统[发明专利]
![浮法玻璃熔窑余热锅炉烟气控制系统[发明专利]](https://img.taocdn.com/s3/m/bcb74703172ded630a1cb65c.png)
专利名称:浮法玻璃熔窑余热锅炉烟气控制系统专利类型:发明专利
发明人:蒙应龙,周军,曾庆东
申请号:CN200910060050.8
申请日:20090720
公开号:CN101603681A
公开日:
20091216
专利内容由知识产权出版社提供
摘要:本发明涉及玻璃熔窑技术领域,旨在解决传统浮法玻璃熔窑余热锅炉烟气控制系统中存在的熔窑烟气参数波动对锅炉运行影响大、锅炉蒸汽参数不稳定、余热回收利用率低、系统运行不稳定等技术问题。
本发明玻璃熔窑16的烟气排出口通过出口烟道25与余热锅炉的烟气进口相通连,余热锅炉的烟气出口与烟囱17相通连;余热锅炉的烟气出口连接有变频引风机15,变频引风机15的出口与烟囱17相通连;出口烟道25为三通管,其连接玻璃熔窑16的烟气排出口的一段中部设有调节阀18,其连接烟囱17的一段中部设有主烟道闸板阀19,其连接余热锅炉烟气进口的一段中部设有锅炉进口电动碟阀20。
本发明适用于浮法玻璃熔窑余热锅炉的烟气控制。
申请人:成都南玻玻璃有限公司
地址:610200 四川省成都市双流县公兴镇黄龙大道二段16号
国籍:CN
代理机构:成都立信专利事务所有限公司
代理人:黄立
更多信息请下载全文后查看。
浮法玻璃熔窑的合理设计(连载二)
浮法玻璃熔窑的合理设计(连载二)唐福恒(北京长城工业炉技术中心北京102208)摘要对浮法玻璃熔窑的熔化率设计,熔化区的长宽比例设计,熔化区、小炉、蓄热室系统的基本热平衡计算,窑体结构散热量与窑体砖结构重量的关系,熔化率与单位能耗指标之间的关系,以及个别浮法玻璃熔窑存在的不达产、多烧的燃料热量随排岀废气跑掉了等问题进行了分析验证。
提岀了浮法玻璃熔窑合理设计的10个要点。
关键词浮法;玻璃;熔窑;设计中图分类号:TQ171文献标识码:A文章编号:1003-1987(2021)02-0001-13Reasonable Design of Float Glass Melting FurnaceTANG Fuheng(Technology Center ofBeijing Great Wall industrial Furnace,Beijing10220&China) Abstract:Design for melting rate of float glass furnace,length-width ratio design of melting area,the basic heat balance calculation of melting area,pot,regenerator system,the relationship between heat loss of kiln body structure and the mass of bricks,the relationship between the melting rate and unit energy consumption indicators,as well as the production yield is not up to standard and more fuel is combusted, heat energy ran away with the discharged waste gas,ten key points of reasonable design of float glass melting furnace are put forward.Key Words:float glass,furnace,design7国内浮法玻璃熔窑存在的一些问题7.1浮法玻璃熔窑的小炉对数过去在大確硅砖质量较差时形成了一种观念:认为玻璃熔窑的池宽不能太大,以确保大確的安全。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浮法玻璃炉设计与运行控制摘要文章从浮法玻璃窑炉的热量体系分析入手,总结了玻璃窑炉节能设计中所采取的一些技术措施以及需要注意的一些问题,简单介绍了窑炉运行控制时需要注意的关键步骤和注意事项。
关键词设计节能运行控制浮法玻璃由于世界能源短缺,导致能源价格逐步上涨,燃料成本在玻璃生产成本中所占比例随之越来越大。
玻璃工厂中绝大部分燃料消耗在窑炉中,以用于玻璃液的熔化,因此,降低玻璃窑炉热耗,对降低生产成本,缓解能源短缺具有重大意义。
本文根据笔者的经验以及对玻璃窑炉的理解,着重探讨浮法玻璃窑炉设计方面的节能措施,简单介绍了窑炉运行控制时需要注意的关键步骤和注意事项。
1 浮法玻璃窑炉的热平衡体我们知道,玻璃窑炉可以作为一个热平衡体系,体系中包括相互平衡的输入体系的热量和输出体系的热量。
根据能量守恒定律,两者之间是相互平衡的。
为准确分析浮法玻璃窑炉的热能利用情况,可以将窑炉本体、小炉及蓄热室纳入体系之中。
在玻璃窑炉热平衡体系中,输入体系的热量包括:通过喷嘴入口带入的燃料潜热和助燃物(空气、氧气)显热以及电能输入热(电极处);输出体系的热量包括:窑体表面散热,燃烧废气排出热,冷却风、水带走热,窑体孔口、缝隙带走热以及玻璃液离开窑炉带走热。
输入体系的热量根据功能分为两部分:一部分用于满足玻璃液的熔化、澄清、均化、冷却直至成型所必须的热量,可称之为有用热量;另一部分是理论上不需要,而实际中又必须发生的热量,可称之为无效热量,它们体现在输出体系的热量中,包括:窑体表面散热,燃烧废气排出热和窑体孔口、缝隙带走热。
2 浮法玻璃窑炉的节能设通过上述热量体系的分析,降低窑炉热耗的基本途径有2个:一是尽可能提高输入体系的热量的使用效率;一是在满足工艺要求的前提下尽可能降低无效热量的输出。
玻璃窑炉的节能设计只有紧紧围绕着这两个方面,采取科学合理的技术措施,才能达到节能降耗的目的。
同时,必须牢牢记住,节能设计在窑炉设计中永远是以满足生产的工艺要求为前提的,节能设计不能以降低玻璃质量作为代价,这样的节能设计是得不偿失的。
下面具体分析浮法玻璃窑炉节能设计中可以采取的一些技术措施。
2.1 尽可能提高输入体系的热量的使用效率1)提高燃料燃烧热的使用效率提高燃料燃烧热的使用效率包括2个方面:提高燃料的燃烧效率;提高燃烧火焰与玻璃液间的传热效率。
2)提高燃料的燃烧效率和火焰的传热效率的技术措施:(1)根据不同的燃料种类,采用先进高效的燃烧装置,提高燃料燃烧效率。
对于燃烧重油的窑炉,设计时选用雾化效果好、火焰调节方便的喷嘴,提高重油的燃烧速度和燃烧完全度。
对于燃烧天然气的窑炉,设计时选用火焰调节方便,尤其是具有自增碳效果的喷嘴,保证火焰的刚性及其灵活的长度调节,特别是自增碳效果可以大幅提高天然气火焰的辐射效果。
(2)根据不同的燃料种类,科学合理设计小炉结构。
对于燃烧重油的窑炉,由于重油的燃烧效果好、火焰辐射效率高,可采用多种小炉结构形式,如底烧、底插、侧烧、顶插式的燃烧方式。
设计中必须根据窑炉的规模大小及窑池宽度的大小,确定合适的小炉尺寸,重要的一点是要合理地设计小炉口的宽度及面积的大小,保证一定的的火焰覆盖面和火焰喷出速度,组织合理的燃烧。
对于燃烧天然气的窑炉,宜采用利于天然气增碳效果的燃烧方式,以得到辐射性能好的火焰。
天然气中甲烷的裂解有2个条件:缺氧和温度(1130~1180e效果最好),相比较而言,笔者认为底烧能更好地满足这2个条件;同时需增加天然气小炉炉口的高度,保证天然气火焰具有一定的厚度以弥补火焰黑度的不足。
对于燃烧煤气的窑炉,根据煤气的燃烧特点,结合影响煤气燃烧效果的因素:空气煤气流的相交角度、空气煤气混合室的长度、空气煤气流的相对速度、空气煤气层的厚度等设计燃煤气小炉的结构。
煤气小炉口宜采用扁平式结构,尽量减小火焰与玻璃液面的距离和增加火焰的覆盖面积。
(3)合理设计窑炉的上部结构。
燃烧的火焰将热量传给玻璃液的方式有2种途径:一是火焰直接辐射给玻璃液;一是间接通过窑炉碹顶给玻璃液加热。
合理的上部结构设计可以更好地提高火焰的传热效率。
措施包括:不同种类的燃料设计不同的火焰空间热负荷。
一般高热值燃料的窑炉火焰空间要高一些,低热值燃料的窑炉火焰空间要低一些。
采用蜂窝状的大碹结构。
可以增大大碹表面的辐射面积和表面黑度,强化大碹对玻璃液的辐射效率;采用蜂窝状碹砖设计对碹砖制作的外观尺寸及安装的砌筑质量要求非常高,否则极易影响窑炉大碹的使用寿命,得不偿失。
(4)科学设计窑炉蓄热室结构提高蓄热室的换热效率,提高助燃空气的预热温度至1300e以上,进而提高燃料燃烧速度和燃烧的火焰温度,增加火焰的辐射效果。
措施包括:设计合理的格子体的高度,使得气流具有一定的行程,气流能够有足够的时间与格子体充分换热。
采用换热效果良好的烧结筒型砖和十字电熔砖格子体,增加有效蓄热面积。
(5)设计等宽或准等宽投料池结构。
等宽或准等宽投料池结构配合使用大型毯式投料机,可以实现配合料的薄层投料,减少料层厚度,更有效地吸收火焰辐射,提高配合料的熔化速度。
(6)设计池底鼓泡装置。
采用池底鼓泡装置,有效地控制、强化和改善熔化池内的玻璃液对流体系,增强窑炉内玻璃液的对流,增强炉内各物料间的热交换及物理化学反应,加快玻璃液的上、下层热交换过程,达到减少燃料消耗的目的。
(7)设计0#氧枪由于氧气助燃燃烧火焰温度高,0#氧枪的使用加速了玻璃配合料的熔化过程,同时也减少废气的排放,具有一定的节能效果。
2)减少窑炉熔化部的热量消耗在满足生产工艺要求的前提下,尽量减少窑炉熔化部的热量消耗,也是节能降耗的一个有效途径。
(1)熔化部浅池结构熔化部采用浅池结构设计,减少窑炉中玻璃液的容量,降低为维持窑内玻璃液的工艺温度制度而产生的热量消耗。
(2)台阶式池底台阶式池底的结构设计,可以减少熔化好的玻璃液从冷却部往熔化部的回流,降低二次加热所需的热量消耗,降低燃料的供给。
2.2 尽可能减少无效热量的输出对于浮法玻璃窑炉而言,玻璃液带出热只占热量的1/3左右,大部分热量都通过废气、窑体散热而带出窑外。
窑炉的节能设计必须充分重视这部分热量损失,达到节能的目的。
1)减少进入冷却部的玻璃液量(1)窄长卡脖、深层水包结构设计长宽比较大的卡脖,一是可以减少冷却部玻璃液向熔化部的回流,减少重新加热回流玻璃液的热耗;一是可以加大流经卡脖的玻璃液的温降,减轻冷却部的负担。
配合使用深层水包,可以进一步减少冷却部的面积,使冷却部的设计经济合理。
(2)采用台阶、浅池结构在卡脖处抬高池底,采用较浅的冷却部池深设计,可以减小冷却部的玻璃液容量,降低冷却部的散热损失。
需要注意的是,池底的抬高需要相应的工艺操作与之适应,同时根据研究抬高池底对玻璃液的澄清有一定的影响,所以采用抬高池底的设计,必须以满足玻璃质量为前提,设计中要权衡利弊,不能为了节能而降低玻璃质量。
2)设计窑体保温窑体表面散热几乎占输入总热量的1/3,近年来随着耐火材料、保温材料的发展,窑炉保温设计技术也得到很大的提高,节能效果非常明显。
如碹顶经保温后表面温度可控制在80e以下,散热损失减少90%以上,保温窑炉从保温中可节能达20%~40%甚至更高。
窑炉保温层是多层、多种材料的组合体,设计时应该作为一个整体来对待。
设计中使用的保温材料必须满足一定的条件:保温性能好、能耐一定温度、有一定耐压强度、有好的体积稳定性和化学稳定性、施工简便。
保温设计时,一定要注意各层保温材料的实际温度不能超过其使用温度,否则,会引起保温材料的烧蚀、粉化、蠕变、起鼓等等现象,降低或起不到保温的作用。
保温设计中除保温层外,一般都都应该考虑密封层和防护层。
它们既可以延长保温层的寿命,又可以增加保温效果。
浮法玻璃炉的运行控制液面控制玻璃液面高低变化,不仅影响熔化作业的正常进行,还直接影响成型工艺的稳定,同时液面波动过大会加剧熔窑池壁耐火材料的侵蚀。
液面控制的稳定性直接关系着生产的正常进行。
生产中对液面控制应注意以下几方面的问题:1、投料处于自动控制时,要随时注意自控信号灯和运行情况,保持液面镜测量系统对投料机自控状态的灵敏性和准确性,随时跟踪投料运行速度频率,保证液面稳定。
2、液面自控失灵立即改为手动投料,计算机手动控制投料机速度频率,并及时向熔化工报告,同时找仪表工修理,修复后改为自控投料。
投料机手动控制时,用液面钩子测量液面高度,每小时不少于4次,并观察料堆、泡界线情况,保证液面稳定。
窑压及其控制一、窑压自动控制基本原理池窑燃烧用的空气,通过鼓风机管道、送入交换闸板前,经支烟道、蓄热室、小炉,在喷火口处和油枪喷出的雾化油混合燃烧;燃烧后的高温烟气,经另一侧的蓄热室、烟道、集尘设备、余热锅炉经烟囱排放到大气中,形成平衡。
窑压是熔窑内压力与大气压差。
生产中窑压一般是通过差压变送器来测量的,取压的部位为窑炉澄清部胸墙两侧。
差压变送器检测到窑炉相对于大气的压力,将信号通过计算机的模拟量输入通道进入计算机,经工程单位转换,计算机将压力测量值与压力设定值进行比较,通过偏差PID控制算法计算出输出值,再通过计算机的模拟量输出通道,将控制信号输出给现场的电/气阀门定位器,阀门定位器将接受到的电信号转换成气信号,通过气动执行机构来推动烟道旋转闸板动作,改变闸板开度,进而改变窑内压力,是压力跟踪设定值,从而达到保证窑压稳定的目的。
工艺压力设定值↓取压管→变送气→输入模块→PID控制→输出模块→执行机构→调节闸板窑压测量及调节系统图二、浮法窑炉对窑压的要求浮法玻璃生产对窑炉内的压力要求是相当严格的,要求窑内压力控制为微正压,且保持稳定。
窑炉压力过高将对窑炉温度制度带来负面影响,而且对窑体侵蚀危害严重,甚至出现旋滴,影响产品质量,降低窑炉使用寿命。
窑炉压力过低,造成窑内温度低,相应增加了燃油的消耗量,同时影响玻璃质量。
窑压的波动不仅影响窑内温度制度的稳定,同时对流道温度产生相当大的影响,使流道温度波动,影响玻璃液的流量,使成型板宽难以控制,易造成拉边机脱边、沾边等生产事故。
故稳定窑压,既可保证熔窑温度制度的稳定,提高玻璃液澄清与均化质量,又可为成型提供良好的条件。
三、窑压对熔窑和熔化的影响池窑燃烧用的空气,通过鼓风机管道、送入交换闸板前,经支烟道、蓄热室、小炉,在喷火口处油枪喷出的物化油混合燃烧;燃烧后的高温烟气,经另一侧的蓄热室、烟道、集尘设备、余热锅炉经烟窗排放到大气中,形成平衡。
窑压过大,不仅会增加热损失,还会加剧窑体的侵蚀,而且影响燃料在窑内的充分燃烧,破坏窑内的气氛性质。
窑压过大还会影响玻璃液的澄清和均化,使气泡及气体夹杂物不能顺利排除,影响产品质量。
故生产过程中窑压基本控制在4—15pa。
熔窑的取压点通常在熔化部末端大旋顶上或澄清部的胸墙上,不同位置的基准点不同。