基于时间测定法的工时定额标准化研究
工时定额标准化管理的思考与实践

工时定额标准化管理的思考与实践作者:李东洋来源:《经营者》2018年第02期本文通过对研究JZ公司工时定额管理现状,分析工时定额制定方法,寻求有效的工时定额制定方法,突破产品种类多、批量小、结构复杂、生产周期长带来的测时难度大、信息化水平低引起的工时统计数据准确性差,以及经验估工法主观经验偏差导致的工时定额确性差等限制,通过建立工时标准化体系提升工时定额整体准确性,最终实现公司劳动生产率指标考核以及计件工资的推广应用。
一、工时定额制定方法的研究(一)JZ公司简介JZ公司是一家精密铸造企业。
精密铸造产品生产有以下特点:一是产品的生产周期长、各产品间差异大,生产周期在一个月左右时间不等;二是产品种类多、结构复杂;三是工序多、生产作业方式多样,个别工序集体作业,手动操作多,自动化水平低;四是产品质量波动大、合格率低,同种产品不同批次间差异大,同一产品工时波动大。
(二)JZ公司工时定额管理体系存在的问题多年来,JZ公司始终未找到科学、合理的工时定额制定方法,未能解决产品种类多、生产方式多样带来的管理问题。
此外,JZ公司信息化水平低,生产数据、工时数据主要通过工人手工填写原始记录的方式进行统计与收集,统计手段原始、数据准确性差,公司并没有积累有效的工时定额数据资料。
受限于工时定额管理人员少、信息化水平低,JZ公司主要采取简单、易执行的经验估工法制定工时定额,由于该方法存在主观性强、误差大、准确性低等缺点,不同产品间定额水平不均衡、同类产品工序间定额水平不均衡的问题始终未得到解决。
工时数据无法为JZ公司生产计划排产、准确核定各产品工时费用提供有效支持。
(三)工时定额制定方案的选择制造业企业最常用的定额制定方法包括4种:经验估计法、类推比较法、统计分析法、技术测定法。
JZ公司的工时测定方案主要围绕建立工时定额的标准体系进行。
首先,由工时定额管理人员依据工艺规程及实际生产流程,将工序细分至可划分的独立测时单元(如“工步”),明确各测时单元的工时测算范围、计算公式以及工时影响因素,建立一套工时定额制定标准;然后,由各工序的一线生产人员和管理人员完成测时工作,取得各产品相对合理、准确的工时数据;最后,通过推行计件工资完成对工时测定结果的验证和修订。
提高工时定额准确性方法的探索及成效

提高工时定额准确性方法的探索及成效作者:郑霞李炜来源:《环球市场信息导报》2017年第14期劳动定额管理由劳动定额的制定、贯彻执行、统计分析和修订等环节组成,是一个循环往复的过程,也是一个持续改进的过程。
劳动定额管理中劳动定额的制定是关键,贯彻执行,统计分析是必要手段,逐步修订提高精准性准则是必然结果,也是终极目标。
我所的工时定额实行一级管理模式,人力资源处负责对在生产车间加工的所有零、部、整件产品的时间消耗进行核定,对实耗工时、完成工时进行统计、分析以及修订工作。
随着各批产型号生产任务的日趋规模化、工艺流程的日益合理化、以及生产加工手段的日渐机械化,以原有标准为基准的现行工时定额标准已难以为编制生产计划、人员配备提供有效依据,甚至在一定程度上还影响了生产工人的工作积极性,阻碍了生产部门管理者对生产工人的有效管理。
因此,提高工时定额的准确性,发挥工时定额对生产工人的激励作用,使之成为生产部门的有效管理手段,成为了当务之急。
工时定额准确性方法的探索寻求工时标准有效化。
我所长期以来执行的现行工时实际为结算工时,是在标准工时定额的基础上包含了各类系数;而标准工时定额又涵盖了操作难度、操作人员技能等级、返修概率、看管时间等诸多因素,因此导致了完成工时达额率远远超过理论范围值。
为确保各工种工时定额标准的准确性和平衡性,采用达额率倒推法来求得各工种工时定额标准的压缩率,再将操作难度、质量系数等单独列出,从而获得有效工时定额标准。
采用工时制定模板化。
我所工时定额制定主要采用传统的经验估计法,虽然各工序的工时定额标准均有数据,但对于加工难度、工装(设备)的使用等具体情况仍存在较多人为判断的因素,结果往往是导致同一工种在不同型号上的工时定额水平的不一致。
克服传统方法中定额准确性和平衡性差、劳动强度大、工作效率低等缺点的最佳途径是采用计算机辅助工时定额制定和管理。
目前社会上的定额管理软件专用性太强、覆盖面太窄,很难在不同企业中推广使用。
定额工时的研究方法教学PPT

2019/12/18
2
计时观察法的步骤
1.确定计时观察的施工过程; 2.划分施工过程的组成部分; 3.选择正常施工条件; 4.选择观察对象; 5.观察测时; 6.整理和分析观察资料; 7.编制定额。 前四步均属计时观察前的准备工作。
2019/12/18
3
计时观察法的特点
优点:与施工组织技术条件联系起来加以考察。它在 施工过程分类和工作时间分类的基础上,利用一整套方法 对选定的过程进行全面观察、测时、计量、记录、整理和 分析研究,分析出工时消耗的合理性和影响工时消耗的具 体因素,以及各个因素对工时消耗影响的程度。
§2.3 工时研究方法
工时研究方法主要是计时观察法。它以研究工时消 耗为对象,以观察测时为手段,通过密集抽样和粗 放抽样等技术进行直接的时间研究。适宜于研究人 工手动过程和机手并动过程的工时消耗。所以在机 械化水平不太高的建筑施工中得到较为广泛的采用。
计时观察法运用于建筑施工中,是以对研究对象进 行现场观察为特征的,所以也称为现场观察法。
第三,对删去的数据进行科学分析以确保技术测定 的科学性和真实性。
2019/12/18
22
2019/12/18
23
2019/12/18
24
平均修正值:为使算术平均值更加接近于各组成部 分的延续时间正确值,必须删除那些显然是错误的 以及误差极大的值,通过清理后所得出的算术平均 值。
Lm im aX x K X m aX x min
特点:准确、完善、但观察技术也较之复杂。
2019/12/18
11
接续测时法
2019/12/18
12
2019/12/18
13
2019/12/18
基于时间测定法的企业工时定额管理初探

基于时间测定法的企业工时定额管理初探工时定额是指在一定的技术状态和生产组织模式下,按照产品工序加工完成一个合格产品所需要的工作时间、准备时间、休息时间与生理时间的总和。
工时定额管理是企业基础管理工作的重要组成之一,它是企业生产作业计划进度调控、成本管控、产品报价、产能核算、确定设备数量和人员编制等工作的重要依据,也是提高企业市场竞争力和劳动生产率的重要手段。
机械制造企业工时定额制定及管理的质量直接影响生产一线工人的工资、设备利用率、零部件及产品的加制造成本和生产周期等方方面面。
工时定额管理有三个基本特点:一是以产品特性、加工和装配工艺、工序等为基础;二是符合实现高投入产出比的原则,体现科学合理的要求;三是标准化和规范化,对于同一工作,工时定额标准要统一,对于不同工作,工时定额标准要相互协调。
标准化的工时管理是衡量制造企业现代化管理能力的重要标志,也是企业生产能力、薪酬评定、定岗定编、流程优化等工作的一个基础要素。
一、工时定额管理的作用1.提高工时利用率。
工时定额作为生产管理控制工时利用率的管理指标,为各级生产管理者和一线生产人员提供了提高和改进工时利用率的工具,例如在某段时间点上,减少冗员有助于提高工时利用率。
在更深层面,工时利用率是与设备特点、运行方式相关的量,因此积极改进工装设备、探索高效运行方式、维持较高的设备完好率,以及改进员工激励方式、提高员工技能是提高工时利用率的质的指标。
可以通过保持设备运行完好率、采用先进工艺技术以及系列激励措施调动员工的积极性等措施来提高工时利用率,提高劳动生产率。
2.实现生产岗位科学定编。
工时定额管理为车间岗位定编提供可科学的原理和控制方法。
就生产岗位而言,劳动定员问题一般受到生产设备、作业方式、劳动负荷等因素的影响,针对具体工序的特定组织模式、作业模式进行分析,就会发现劳动负荷是岗位定编的主导因素。
以公式利用率作为指标,建立定编模型可以实现生产岗位科学定编。
机械加工工时定额的测定方法研究
机械加工工时定额的测定方法研究以阀杆(65A0002)车外圆Ф6、Ф5为例,采用误差界限法和连续测时法,对作业时间和宽放时间的测量方法进行分析,得出了更加人性化的评定系数。
这个评定因子的增加,优化了现行企业在作业环境下的测定标准工时的方法,使难以量化工时定额的更加弹性化和合理化,为规范作业和平衡工序间生产提供理论依据,进而提高零件的生产效率。
标签:工时定额测定方法1 概述目前,在我国机加工工厂工时定额的制定主要依靠直觉和经验,难以量化。
经常出现工时定额松时,工人产量高,奖金支付多,而工厂却亏本;工时定额紧时,工人有意见,生产任务难以按时完成。
因此合理制定工时定额提高零件的生产效率的关键,它有利于作业计划圆满完成,也能促使生产管理活动趋于稳定。
本文通过对某大型制造企业的生产情况进行实际跟踪研究和数据采集,进行统计分析,得出的零件加工工时定额的测定方法。
2 确定正常时间2.1 了解加工工序了解零件的工艺流程,熟悉加工每道工序所需机床,操作方法和影响作业时间的相关因素。
2.2 对工序进行作业分解作业分解就是指为便于观测和分析而将某一作业加以细分成若干个操作单元。
为了区别机动时间和辅助时间,本方案对每道工序分为三个操作单元:①拿起零件装夹好并按下开关。
②机床开始加工到加工完毕并关开关。
③取出零件放好并再次拿起零件。
在测时过程中记录时间点为:按下开关;关开关;拿零件。
2.3 确定观测次数。
为了得科学的时间标准,需要有足够的样本容量。
样本愈大,得到的结果愈准确。
但样本量过大,时间和精力大量耗费,也是不必要的。
可采用误差界限法,确定观测次数。
误差界限法要点是先对某操作单元试观察若干次,求其平均数与标准,再按可允许的误差界限求应该观测次数。
计算公式如下:观测次数:(1)上式中,Xi——每一次秒表读数;n——试行先观测的次数。
例如,某一单元试行观测10次,结果如下:7s,5s,6s,8s,7s,6s,7s,6s,6s,7s,平均误差±5%,可靠度95%,问需观测多少次?先求■Xi和■(Xi)2列表1如下:代入公式(1)得:N=(■)2=24.6≈25次故所需观测次数为25次2.4 测时2.4.1 秒表测时的方法。
时间研究的定义及设定标准工时方法

时间研究的定义及设定标准工时方法时间研究是一种关注时间的学科,它的研究对象是时间的使用、时间管理和时间效率等方面。
时间对于每个人来说都是有限的资源,因此时间研究的目的是帮助人们更好地利用时间,提高工作和生活效率。
在时间研究中,设定标准工时方法是一种常用的工具,它可以帮助人们合理安排工作时间,提高工作质量和效率。
设定标准工时方法是一种将工作时间按照一定的规定进行分配和管理的方法。
它的基本思想是根据工作的性质和时间需求,设定每项工作需要的标准工时,并依此安排工作流程和时间表。
通过设定标准工时,可以使员工在规定的时间内完成工作任务,避免过度劳累和时间浪费,同时能够提高工作效率和质量。
设定标准工时的方法有很多种,常用的包括作业分析法、工作测量法和工作标准法等。
作业分析法是通过对工作过程的分析,确定每项工作需要的标准工时。
它可以帮助人们了解每项工作所需的时间和工作过程中的瓶颈,为合理设定标准工时提供依据。
工作测量法是通过利用测量方法和设备,对工作进行时间测量和统计,以确定每项工作需要的标准工时。
这种方法可以消除主观因素的干扰,提高设定标准工时的准确性。
工作标准法是通过观察和研究工作过程,确定一个标准工时的参考值,并以此为基础制定工作时间表和工作任务分配。
这种方法的优点是简便易行,适合在工作场所进行应用。
在设定标准工时时,还需要考虑一些因素,如工作负荷、工作环境和员工能力等。
工作负荷是指每项工作所需投入的时间和精力。
在设定标准工时时,应该根据工作负荷的大小合理安排工作时间。
工作环境是指工作所处的环境条件,包括工作设备、工作空间和工作条件等。
在设定标准工时时,工作环境的好坏也会对工作效率产生影响,因此需要考虑到这些因素。
员工能力是指员工完成工作的能力和技能水平。
在设定标准工时时,应该根据员工的能力和技能水平合理安排工作时间,不断提高员工的工作能力。
设定标准工时方法的应用也需要注意一些问题。
首先,标准工时应该合理设定,既不能过高也不能过低。
时间研究和标准时间的设定
时间研究和标准时间的设定1.时间研究的目标和目的(1)所谓时间研究时间研究是指将某种作业分解成几个要素作业,用秒表等将要素作业所要花费的时间进行测定并记录,然后在这个结果的基础上将标准作业所要花费的时间设定为标准时间,并对作业进行改善的方法。
(2)时间研究的目的进行时间研究的目的,我们视其为时间研究的用途的话,有以下几种。
1) 进行流水作业编制中的作业安排分工进行流水作业时,最重要的一点是,向操作者安排均等时间的工作量。
流水操作就像似流水一样。
假如全部的工序所需时间是相同的话,流水操作就不会停滞,这样就能顺畅地进行下去,确保稳定的生产量。
相反,假如途中流水线停滞的话,各个工序的产量就会出现不平衡。
假如某些工序的工作量过多的话,产品就会滞留在那个工序处,造成流水线停滞,使后面的工序无法进行。
相反,假如工作量太少的话,也会产生等待工序的时间。
不管怎么说,这两种状况生产效率都不会很好在作业安排的阶段时,各个工序所需要的时间是不一样的,而且不同工人操作的时间也是不同的。
这个用于流水作业中,把加工时间作为目标对各个工序进行平均安排而对作业进行改善是特别必需的,仅凭管理者的感想和经验来做是不行的。
我们向您推荐如下的作业安排方法。
在制作样品时,要明确工序顺序,加工时间,制作工序分析表。
利用已完成的工序分析表,计算出1件产品的加工时间。
算出加工时间后,再除以操作的人数,计算出1个人平均所应当被安排的时间。
以这个加工时间为标准,管理者可依据操作者的适应性和经验再来安排工作。
●1个人平均所应当被安排的时间的计算方法1个人平均所应当被安排的时间=总加工时间(1件产品的加工时间)÷操作人员*作业安排的方法将在下期介绍。
2)打算操作者的工资基准操作人员的工资体系,假如是计件工资的话,一般是以加工时间为标准来打算工序单价,它的问题点在于,操作内容与其支付的工序单价的打算方法是很模糊的。
对于难度较高的工序来说,假如设定了较简单工序的单价的话,操作者就会厌烦接受这样的工作。
工时定额标准
1. 总则工时定额是产品成本核算的基本要素,是付给劳动报酬的基本依据,是确定劳动定员的原始数据。
因此,工时定额在企业管理中占有重要地位。
由于种种原因,我公司的工时定额一直没有纳入标准化管理,制定此标准的目的就是建立起工时管理标准的雏形,并在以后实践中逐步修改和完善,一切做到有凭有据。
一个产品的工时定额分为三个部分,包括常规加工工时定额、临时工时和辅助工时定额。
由此,本标准相应地分为常规加工工时定额标准、临时工时的核算原则和辅助工时定额的计算方法三个部分。
即,产品级工时定额 = α(常规工时定额+辅助工时定额+临时工时)。
(公式1.1)式中,α是分值因子,它与工时分值成反比,可计算得到。
另外,临时工时与辅助工时不能重复计算。
1.1 制定工时定额基本原则根据企业的生产条件,使大多数职工经过努力都可以达到,部分先进职工可以超额,少数职工经过努力可以达到和接近的合理水平。
1.2 制定工时定额的主要依据(1)产品图纸和工艺规程;(2)企业生产技术水平;(3)常规工时定额标准;(4)辅助工时的计算方法。
1.3 工时定额制定的方法(1) 经验估工法。
由工时定额员、工艺员和老工人结合,通过总结过去的经验并参考有关技术资料,直接估算出工时定额的一种方法,主要应用于新产品试制。
(2) 统计分析法。
对多人生产同一种产品测出数据进行统计,计算出平均达到数作为工时定额的一种方法,主要应用于大批、重复生产的产品工时定额的修订。
3、类比法。
以同类产品的零件或工序的工时定额为依据,经过对比分析,推算出当前零件或工序的工时定额。
主要应用于有可比性的系列产品。
4、技术测定法。
通过对实际操作时间的测定和分析,确定工时定额。
5、关键工序、工位和关键零部件涉及的工时在常规工时定额基础上可适当增加。
1.4 实际作业时间(Tw)与工时(Mh)的关系Mh = αTw (h)式中Mh(man hour)代表工时;Tw(time work)代表实际作业时间;α是分值因子。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中 图分 类 号 :2 5 F4
文献标识码 : A
文 章 编 号 :06 4 1 (0 0)9 0 4 — 2 10 — 3 12 1 1— 0 9 0
0 引言
工 时 定 额 是 企 业 的一 项 基 础 数 据ห้องสมุดไป่ตู้, 企 业 高 效 、 学 管理 的基 是 科 础 , 准 的 工 时 定 额 更 是 对 合 理 组 织 生产 、 学 定 员 、 劳 分 配 、 标 科 按 提
t esu ywe g ta sto ce tf t o s rc d r so tr nig sa d r r n o r , n o u afrc luai gt tn a d wo kn u s h td o e fs inii meh d ,p o e u e fdee mi n tn a dWOkigh u s a d afr l o ac ltn hesa d r igho r. c m r
高生产率等起到 重要的作用 , 多企业也从 中得到 了利润 , 许 尝到 了 甜 头 , 是 由于 某 些企 业 , 其 是 以 手 工 业 为 主 的 生 产 ( 修 ) 企 但 尤 维 型 业, 由于其行业特殊性 , 生产( 维修 ) 程序 的不规范性 , 作业 内容较差 的 规律 性 导 致 企 业 难 以制 定 标 准 的 工 时 定额 。 文在 规 范 工 时测 定 本 程 序 的 基础 上 , 如何 利 用时 间测 定 法 对企 业 的 工 时 定 额 标 准 化 进 就 行 了研 究 。
摘要 : 时定额 是企 业 生产 经营 需要 的一 项基础 性 数据 , 工 一套 科 学合 理 的工 时定 额对 企 业合 理 安排 生产 、 平按 劳 分 配 、 短 生产 ( 公 缩 维修 ) 周 期 等都有 着至 关重要 的作 用 。在规 范工 时测定 程序 的基 础上 , 如何 利 用时 间 测定 法对 工 时定 额进 行标 准化 进 行 了研 究 , 到 了一套从 工 时测 就 得 定开 始至 获得 标准 工时 的科 学方 法与 程序 , 以及 标 准工 时的 量化 公 式。
Absr c :W o k tme q oa i u da n a aaf rp o u t n a p r to ta t r i u t s af n me tld t o r d ci nd o e ain,a d a s inii n e s n be wo k tme q t s a vt oe i o n ce tf a d ra o a l r i uoaha i r l n c l a
任 永 昌 R nYo g h n ; 奎 彦 W u Kuy n 王 娟 W a gJ a e nca g巫 ia ; n u n
( 中国 人 民解 放 军第 五七 一九 工厂 , 成都 6 1 3 ) 19 7
( o 5 1 a tr fh .. , e gu6 3 , hn ) N . 7 9F coyo ePLA.Chn d 1 9 7 C ia t 1
ra o a l ra g me t o h r d cin S aeo ne p s s ardsrb in a c r n owo k h re ig te p o cin c ce a d S n e n ea rn e nsfrt ep o u to C fe tr r e ,fi it ut c odig t r ,s o tnn h rdu t y l n Oo .Bae n te s b l i i o o s d o h d t r n to fte po e so ee miain o tn r r ig h u s ho t s hetmet tnd r z n fx d wo k n o r a e n su e .F o eemi ain o h rc s fd t r n t fsa dad wo kn o r , w o u e t i o sa adie o e r i gh u sh sb e tdid r m o i
Vau g n e i g l e En i e rn
・4 ・ 9
基 于 时 间测 定 法 的工 时定 额 标 准 化 研 究
Ree rh o tn a dz t n o ok T meQu t ae nteS o w th Me srme t sa c nSa d r iai f o W r i oaB sdo tp ac a u e n h
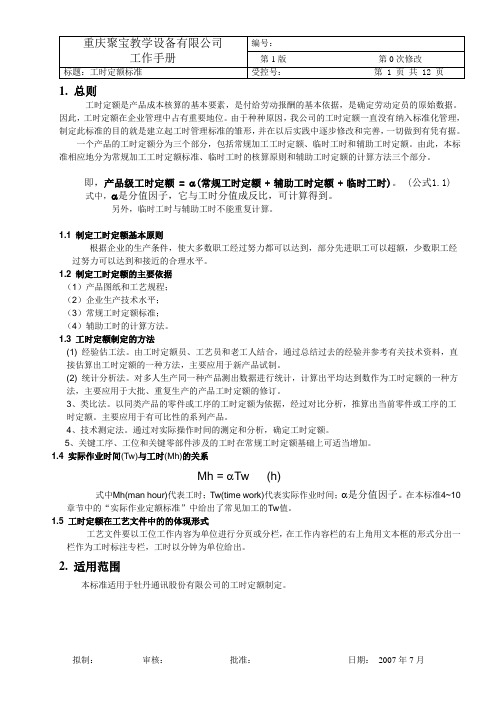
1 工 时 与 工 时 测 定程 序 研 究 11工 时 测定 与 工 时 定 额 标 准 化 工 时 测 定 也 称 测 时 指 在 工 作 .
现 场 以 工序 为研 究 对 象 ,对 构 成 工 序 的 作 业 要 素 进 行 周 期 性观 察 , 并测定 其工 时消耗 的一种方法【 1 J 。测时法是 生产( 维修 ) 型企业 多用 的 一种 得 到 工 序 时 间 的一 种 方 法 , 用 测 时 法 测 定 时 间 时 多 深 入 到 采 车 间一 线对 操 作 或 者 工 序 进 行 实 地 的 测 量 , 方 面 可 以 确 定 与 实 际 一 图 1“ 合 型 ” 时 测 定 流 程 图 整 工 相 符 的 工 作 时 间 ,另 一 方 面 可 以 帮 助 操 作 者 寻 找 操 作 时 间 长 的原 记录操作者的操作过程与 因, 缩短产品的生产( 维修 ) 。通过 测时得到的时间是一个简单 展测 时工作。③测时过程 中要注意观察 、 周期 应 的 工 序 时 间 , 中 还 有 若 干 会 导 致 此 时 间 可 用 性 、 靠 性 不 强 的 不 动 作 。 通 过 测 时 得 到 工 作 需 要 的时 间 不是 最 终 目的 , 用 定 额 提 高 其 可 确 定 性 因素 , 因此 必 须 将 测 试 得 到 的 时 间 进 行 标 准 化 , 即通 过 对 实 劳动效率 才 目标 ,因此测时过程 中要注意观察 操作 者的工作流程 、
关键词 : 时测 定 ; 工 工时定 额 ; 标准化 ; 标准 _ 时 7 -
Ke y wor :wo ktme me s e n ; r i oa sa d r ie sa d d wo kn o r ds r i a urme two k tmequ t ; tn a dz ; t a r ig h u s n r