高密度聚乙烯和线性低密度聚乙烯共混用于包装薄膜的生产
聚乙烯标准

聚乙烯标准聚乙烯是一种常见的塑料材料,具有广泛的应用领域。
本文将介绍聚乙烯的标准,包括其定义、分类、性能要求、测试方法以及应用等方面的内容。
一、定义聚乙烯是由乙烯单体聚合而成的聚合物,其化学结构中的碳原子链上只有单键。
根据其分子量和分子结构的不同,聚乙烯可以分为低密度聚乙烯(LDPE)、线性低密度聚乙烯(LLDPE)、高密度聚乙烯(HDPE)和超高分子量聚乙烯(UHMWPE)等几种类型。
二、分类1. 低密度聚乙烯(LDPE):具有较低的结晶度和较高的柔韧性,透明或半透明,常用于制作薄膜、塑料袋、塑料瓶等包装材料。
2. 线性低密度聚乙烯(LLDPE):具有较高的结晶度和较高的强度,适用于制作塑料薄膜、塑料管材等。
3. 高密度聚乙烯(HDPE):具有较高的结晶度和较高的强度,适用于制作塑料管材、塑料板材、塑料容器等。
4. 超高分子量聚乙烯(UHMWPE):具有极高的分子量和极高的耐磨性能,适用于制作输送带、滑轮、轴承等。
三、性能要求1. 外观:聚乙烯应无异物、明显缺陷和机械损伤。
2. 密度:不同类型的聚乙烯具有不同的密度要求,一般在0.910-0.970 g/cm³之间。
3. 熔流率:根据不同的应用需求,聚乙烯的熔流率要求也不同。
4. 拉伸性能:包括拉伸强度、断裂伸长率等指标,根据不同的应用需求有相应的要求。
5. 硬度:根据不同类型的聚乙烯,硬度要求也不同。
6. 热稳定性:聚乙烯应具有良好的耐热性能,在一定温度范围内保持稳定。
7. 抗冲击性能:聚乙烯应具有一定的抗冲击性能,以保证在使用过程中不易发生断裂。
四、测试方法对于聚乙烯产品的测试,可以采用以下测试方法进行:1. 外观检查:通过目测或显微镜观察样品表面是否存在异物、缺陷和机械损伤。
2. 密度测试:采用比重法或浮力法等方法测定样品的密度。
3. 熔流率测试:根据GB/T 3682-2000《塑料熔流率测定》进行测试。
4. 拉伸性能测试:采用GB/T 1040-2006《塑料拉伸性能试验》进行测试。
聚乙烯薄膜吹塑工艺
聚乙烯薄膜吹塑工艺一、吹塑概述吹塑薄膜是塑料薄膜生产中采用最广泛的一种方法。
其原理是将熔融塑料流经机头呈现圆筒形薄管挤出,并从机头中心吹入压缩空气,将薄管吹胀,经冷却后的膜管被导向牵引辊叠成双折薄膜,其宽度通常称为折径。
薄膜在牵引辊连续进行纵向牵伸,以恒定的线速度进入卷取装置卷成制品。
这里,牵引辊同时也是压辊,因为牵引辊完全压紧吹胀了圆筒形薄膜,使空气不能从挤出机头与牵引辊之间的圆筒形薄膜内漏出来,这样膜管内空气量就恒定,从而保证薄膜一定的宽度。
二、原料及设备1.原料高密度聚乙烯(HDPE),线性低密度聚乙烯(LLDPE)2.其配方为: HDPE:LLDPE = 3 :1SJ-45-600ASY-600吹膜印刷连线机组主要参数适用原料:LDPE、HDPE螺杆直径:Ф45螺杆长径比:L/D 28:1吹膜主机功率:11kw最大挤出量:35kg/h模头直径:40-80mm吹膜宽度:600mm吹膜厚度:0.008-0.10mm印刷长度:250-1000mm套印精度:横向0.2mm,纵向0.2mm整机重量(配2色):4300kg占地尺寸(长×宽×高):7500×2000×3200mmDFR-500型电脑全自动热封热切制袋机主要技术参数最大封切宽度:500mm封切长度:100-1000mm封切厚度:0.005-0.50mm长度误差:±1mm制袋速度:40-120pcs/min主电机功率:0.75kw加热功率:2kw总功率:3kw机器重量:800kg外形尺寸:2600×1100×1500mm三、操作步骤1 .测定原料的有关数据HDPE 、L L D P E的熔体流动速率测定2 .挤出吹塑薄膜吹膜操作如下:按照挤出吹膜机组的操作规程,检查机组备部分的运转,加热和冷却是否正常。
根据聚乙烯的熔体指数,初步确定挤出温度范围,进行机台预热,预热温度为 l25-145 ℃。
聚乙烯有哪几种类型

聚乙烯有哪几种类型聚乙烯,又称聚乙烯树脂,是一种重要的热塑性树脂,在日常生活和工业生产中有着广泛的应用。
根据聚合方法、聚合级别、分支结构等因素的不同,聚乙烯可以分为几种不同的类型,主要包括高密度聚乙烯(HDPE)、低密度聚乙烯(LDPE)、线性低密度聚乙烯(LLDPE)和超高分子量聚乙烯(UHMWPE)等几种。
高密度聚乙烯(HDPE)高密度聚乙烯是一种高结晶、高密度的聚乙烯树脂,具有较高的硬度、刚度和强度。
高密度聚乙烯通常具有较好的耐热性和耐化学性能,可以用于制造容器、管道、瓶子等包装材料,也广泛应用于建筑、农业、医疗器械等领域。
低密度聚乙烯(LDPE)低密度聚乙烯是一种相对较软、柔韧的聚乙烯类型,具有良好的耐冲击性和可加工性。
LDPE常用于塑料袋、薄膜、包装材料、绝缘材料等领域,其优点在于具有良好的柔韧性和透明度,适合需要高拉伸性能的产品制造。
线性低密度聚乙烯(LLDPE)线性低密度聚乙烯是在低密度聚乙烯基础上通过改良制备的一种类型,具有更好的拉伸性能、抗撕裂性和耐热性。
LLDPE广泛用于塑料薄膜、包装膜、农业薄膜、工业薄膜等领域,具有良好的机械性能和气密性,适合复合加工等应用。
超高分子量聚乙烯(UHMWPE)超高分子量聚乙烯是一种具有极高分子量的聚乙烯类型,具有优异的耐磨、耐切割、耐冲击等特性。
UHMWPE常用于工程塑料、防弹材料、医疗器械、航空航天等高端领域,具有出色的机械性能和抗化学腐蚀性能。
综上所述,聚乙烯作为一种重要的塑料材料,有着多种类型,包括高密度聚乙烯、低密度聚乙烯、线性低密度聚乙烯和超高分子量聚乙烯等。
不同类型的聚乙烯在结构和性能上略有不同,可以根据具体的应用领域选择合适类型的聚乙烯来满足需求。
LLDPE塑料薄膜的研究与应用进展
一、生产及应用现状
LLDPE的生产量逐年递增,占聚乙烯的比例在 逐年增加, 2001年全LLDPE产量达到1350万吨, 约占世界聚乙烯总量的23%,占低密度聚乙烯 (包括LDPE和LLDPE)市场份额41%。2002年,全 球LLDPE需求量在1260万吨,约LLDPE和LDPE总 和的44%, 2003年接近1400万吨。据统计, 2003-2005年的平均年增长为7.8%,据SRI咨询 公司的最新统计数据显示,截至2006年,全球 LLDPE的产能已达到2805.4万吨/年。根据各 国产能扩建计划, 2006-2009年间世界LLDPE 产能将增加675.1万吨/年,年均增长率为6%。
4、LLDPE拉伸缠绕膜
拉伸缠绕膜又叫拉伸弹性回缩裹包膜。是一种单面 (或双面)有粘性可拉伸并裹紧被包物品的塑料薄膜。 使之在储运过程中不散掉而受损污染,同时由于高 透明度也便于识别被包物品,减少配送错误。其以 PE为基本原料,通过配料采用流延法或吹塑法生产。
张林财等研究了线型低密度聚乙烯(LLDPE)拉伸缠绕 膜的粘性松驰,讨论了粘性母料加入量、制膜冷却 速率、粘性添加剂分子量、贮存温度及不同的制膜 工艺方法对缠绕膜自粘性的影响,发现LLDPE拉伸缠 绕膜制备后,膜表面粘性要经历松驰过程,该粘性 松驰约经15天达到松驰平衡。膜表面粘性随贮存温 度升高或制膜时粘性母料加入量的增加而增大,制 膜工艺对膜表面粘性有明显影响,与吹塑法相比, 流延法却时不耐高速冷风冲 击,稳定性差,在生产大棚膜时容易堆膜,因此需增加 熔体强度。
三、加工工艺研究与改进
LLDPE薄膜主要的加工方法有压延法、挤出吹塑法、 T型机头挤出法、双向拉伸法及流延法等,其中挤 出 吹 塑 法 是 应 用 及 产 量 最 大 的 方 法 。 由于LLDPE熔体的动力粘度大和拉伸强度低,导致加 工中传动能耗过大,螺杆扭矩增加,挤出量减少, 且泡管不稳定,膜的外观出现“鲨皮斑”、“水纹” 等缺陷。为此,通过在共混物中添加熔体改性剂, 可以降低能耗,改善制品质量,提高生产率。
pe膜的生产工艺
pe膜的生产工艺PE膜的生产工艺PE膜,即聚乙烯薄膜,是一种广泛应用于包装、农业、建筑等领域的塑料薄膜。
它具有优异的物理性能和化学稳定性,在各个行业中得到了广泛应用。
下面将介绍PE膜的生产工艺。
一、原料准备PE膜的制作主要使用线性低密度聚乙烯(LLDPE)或高密度聚乙烯(HDPE)作为原料。
这两种聚乙烯具有良好的韧性和耐冲击性。
在生产过程中,需要准备相应的聚乙烯颗粒,通过加热和熔融使其成为可塑的熔体。
二、挤出成型挤出是PE膜生产的关键工艺,主要包括熔融、挤出和冷却三个步骤。
首先,将聚乙烯颗粒放入挤出机的料斗中,通过加热和旋转的螺杆将颗粒熔化成熔体。
然后,将熔体从机头的模具中挤出,形成连续的薄膜。
最后,通过一系列的辊压和冷却装置,使薄膜迅速冷却并定型。
三、拉伸和延伸在挤出成型后,PE膜需要经过拉伸和延伸的工艺,以改善其物理性能。
拉伸和延伸的过程中,膜材会受到拉力的作用,使其变得更加均匀和透明。
同时,拉伸和延伸还可以提高膜材的机械强度和耐撕裂性能。
四、印刷和复合根据实际需要,PE膜可以进行印刷和复合加工。
印刷可以在膜表面印上文字、图案或商标,以满足不同产品的需求。
复合是将PE膜与其他材料(如纸张、铝箔等)复合在一起,以增强膜的性能和功能。
五、后处理PE膜的后处理包括裁切、包装和质检等环节。
首先,根据客户的要求,将薄膜裁切成所需的尺寸和形状。
然后,将薄膜进行包装,以便储存和运输。
最后,对薄膜进行质量检测,确保其符合相关标准和要求。
六、环保措施在PE膜的生产过程中,需要注意环保措施的实施。
例如,应当合理利用原料,减少废料和废水的产生。
同时,应当建立废物回收系统,对废弃的薄膜进行回收和再利用,以降低对环境的影响。
PE膜的生产工艺包括原料准备、挤出成型、拉伸和延伸、印刷和复合、后处理等多个环节。
通过这些工艺步骤,可以制作出具有优异性能的PE膜产品。
在生产过程中,还应当注重环保措施的实施,以减少对环境的影响。
聚乙烯工艺分类及用途

聚乙烯工艺分类及用途聚乙烯是一种广泛应用于工业和生活的合成树脂。
根据不同的工艺方法,聚乙烯可以分为低密度聚乙烯(LDPE)、线性低密度聚乙烯(LLDPE)、高密度聚乙烯(HDPE)和交联聚乙烯(XLPE)等几种不同类型。
以下将详细阐述这些聚乙烯的工艺分类及其主要用途。
1. 低密度聚乙烯(LDPE)低密度聚乙烯具有较高的透明度、耐化学腐蚀性,具有良好的耐水性和电绝缘性能。
LDPE在生产中应用广泛,常见的工艺方法包括溶液聚合和高压聚乙烯法。
LDPE广泛应用于制造塑料袋、食品包装膜、电线电缆绝缘层、农药、化肥等领域。
2. 线性低密度聚乙烯(LLDPE)线性低密度聚乙烯具有良好的柔韧性、耐撕裂性和耐冲击性,是一种优质的高性能合成材料。
LLDPE使用较新的获得工艺,如金属催化剂和高压聚乙烯法等。
LLDPE主要应用于包装膜、保鲜膜、农膜、水、气体输送管道和电缆绝缘层等领域。
3. 高密度聚乙烯(HDPE)高密度聚乙烯具有优异的物理性能和耐化学腐蚀性,具有良好的抗裂性和抗冲击性能。
HDPE生产过程中通常使用硅铬催化剂和男性激活剂。
HDPE广泛应用于食品包装、瓶子、箱子、垃圾袋、护理和医疗产品、石油和化工储罐等。
4. 交联聚乙烯(XLPE)交联聚乙烯具有优异的电性能、机械强度和抗老化性能,它是一种重要的绝缘材料。
交联聚乙烯通过物理交联或化学交联的方式获得,如辐射交联法和热交联法等。
XLPE常用于电力线缆、电力电缆、通信线缆和配电设备等领域。
总结起来,聚乙烯根据不同的工艺分类可以分为低密度聚乙烯、线性低密度聚乙烯、高密度聚乙烯和交联聚乙烯等几种类型。
它们广泛应用于包装、农业、化工、电力、电子等各个领域,在现代生活中发挥着重要的作用。
以上所述仅为聚乙烯工艺分类及用途的简要概述,具体应用还需要根据不同的需求和条件进行选择。
常用聚乙烯(PE)牌号及其用途说明汇总!
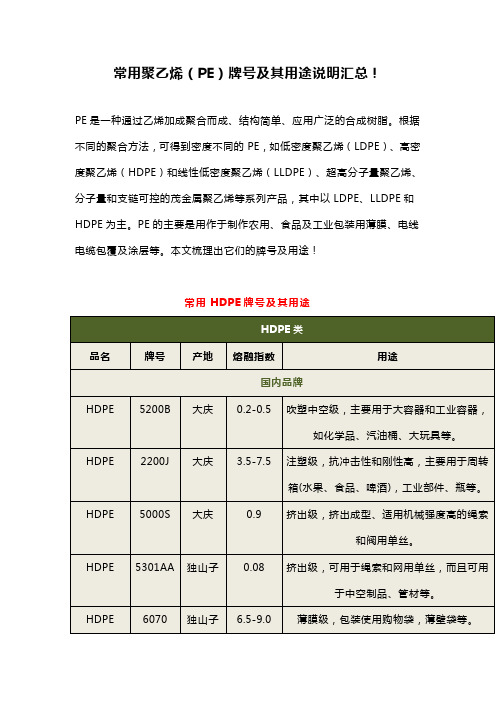
常用聚乙烯(PE)牌号及其用途说明汇总!
PE是一种通过乙烯加成聚合而成、结构简单、应用广泛的合成树脂。
根据不同的聚合方法,可得到密度不同的PE,如低密度聚乙烯(LDPE)、高密度聚乙烯(HDPE)和线性低密度聚乙烯(LLDPE)、超高分子量聚乙烯、分子量和支链可控的茂金属聚乙烯等系列产品,其中以LDPE、LLDPE和HDPE为主。
PE的主要是用作于制作农用、食品及工业包装用薄膜、电线电缆包覆及涂层等。
本文梳理出它们的牌号及用途!
常用HDPE牌号及其用途
常用LDPE牌号及其用途
常用LLDPE牌号及其用途。
吹膜工艺及常见问题的分析解决

润禾丰包装材料有限公司吹膜相关工艺及常见问题的分析解决摘要:在吹膜过程中,常见问题如薄膜出现褶皱、薄膜透明度差,鱼眼多、薄膜厚度不均、卷绕时跑卷等,本文将针对这些问题进行一些简单的分析和探讨,并提出相应的解决办法。
关键词:吹膜塑料薄膜薄膜透明度膜泡1引言塑料吹膜机是将塑料粒子加热融化再吹成薄膜。
塑料吹膜机分很多种,有PE,POF 等等。
用全新的粒子吹出的是新料,色泽均称,干净,袋子拉伸好。
也有人用回收的塑料袋来制成粒子,这种粒子一般叫旧料,制成粒子时通常是灰色的,在制成袋子时通常要添加色素,制成袋子着色不匀,脆且易断,价格也较低。
虽然是回收的塑料袋但一般都是制袋过程中的废品袋和通常意义上的垃圾塑料还是有很大的区别的[1]。
塑料吹膜机生产的是塑料膜适用于各种高档薄膜包装。
该种膜由于其阻隔性好,保鲜,防湿,防霜冻,隔氧,耐油,可广泛用于轻重包装。
如各种鲜果、肉食品、酱菜、鲜牛奶、液体饮料、医药用品等[2]。
2 聚乙烯吹塑薄膜材料的选择2.1 选用的原料应当用吹膜级的聚乙烯树脂粒子,含有适量爽滑剂,保证薄膜的开口性。
[3] 2.2 树脂粒子的熔融指数(MI)太大,则熔融树脂的粘度太小,加工范围窄,加工条件难以控制,树脂成膜性差,不容易加工成膜;此外,熔融指数(MI)太大,聚合物相对分子量分布太窄,薄膜强度差。
因此,应当选用熔融指数(MI)较小,且相对分子量分布较宽的数值原料,这样既能满足薄膜的性能要求,又能保证树脂的加工特性。
吹塑聚乙烯薄膜一般选用熔融指数(MI)在2-6g/10min范围质检的聚乙烯原料。
[4]3 吹塑工艺控制要点3.1 吹塑薄膜工艺大致如下:料斗上料→物料塑化挤出→吹胀牵引→风环冷却→人字夹板→牵引辊牵引→薄膜收卷但是,值得指出的是,吹塑薄膜的性能跟生产工艺参数有着很大的关系,因此,在吹膜过程中,必须要加强对工艺参数的控制,规范工艺操作,保证生产的顺利进行,并获得高质量的薄膜产品[5]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
伸强度等性 能以及与 L P D E相 比有较为便 宜 的价
格, 在包装领域得到了广泛的应用 , 由于其加工流 但 动性能较差 , 在加工中容易发生熔体破碎 , 为改变其 有关性能和对设备 的适应性故在加工使用中通常与
能 , 与某 一 比例 的 L DP / DP 并 L E L E共 混 生 产 的 包 ( 采 用 L D E/ DP 共 混 生 产 折 径 为 2) L P H E 60 0 mm、 度 为 0 0 5 厚 .4 mm 的 包 装 薄 膜 , DP H E的加
装薄膜的性能进行 了对 比。
LP D E进 行 共 混 , 且 在 南 方 的 夏 天 时 的生 产 中 , 并
的包装薄膜为例进行测试和讨论。
() 一 比例 的 L D E/ DP 1某 L P L E共 混 生 产 的包
LP D E的加入量通常要达 到三分之一 。为了产率பைடு நூலகம் 薄膜规格 的需要 , 常加工设备 的口模 间隙要求 较 通 大, 这种情况下 ,L E L P 在 L DP / D E共 混 生产 的 薄膜
膜的开口性能很好 , 能提高后续加工的速率。 综合 以 上 性 能, 们 可 以认 为 H P 5— 我 D E(
相差 也 比较小 , 与某一 比例 L D E L P L P / D E共混 生 产的 包 装 薄 膜 相 比较 明 显 要 好 。也 高 出 国标 (0 N/ - ̄D [ 4K m) A2 。 H P( D E5 2 p r加入到 L D E中生产 的薄 0h) LP
_
—
向 裂 。 断 伸长 向断 裂伸长。
设备不作任何 改变 , 生产 中各区温度适 当提 但
高 1 —2 ℃ 。 0 0
势 , 向拉伸强度先 下降, 横 在加入量达 到 1 0份后趋
2 性 能 测 试
从有关 资料 的介 绍 ,DP H E在 L D E 中的加 入 LP
于平坦。但所有试验配方 的纵横向拉伸强度均 比国
标 ( 1MP ) 。H E( ≥ 4 a高 DP 5—2 p r/ L P 的纵 0 h )L D E
H P  ̄ 入量 D Eg
图1 H P D E加入量 对拉 伸强度 的影 响
将生产的薄膜制成试样 , 并按国标进行测试 。
1 4 工艺控 制 .
3 结 果 讨论 图1 所示为 H P D E加入量对薄膜拉伸强度的影 响, 从图中我们 可以看 到, 薄膜 的纵 向拉伸 强度 先
下降 , H E 的加 入 量 达 到 1 在 DP 0份 后 又呈 上 升 趋
维普资讯
贵 州 化 工
・
20 06年 1 0月
6 ・ 0
S0 得 半晕 餐 _ 【
G i o hmi ln ut u h uC e c d s y z aI r
第 3 卷 第 5期 l
渤 咖 珊 瑚 。
入到 L D E中生产 的薄膜 的纵横 向直角撕裂强度 LP
3l
编号
MI g1 /O
n
密度 断裂伸长 开口
g
空
50 0 50 0 40 5
堂堂
差 好 好
2 9
岳
向拉 伸强度 。
DF DA 一7 4 1 6— 2 4 0 9 8 02 . . . 1 50 0S 9 1—0 0 5 —5 0. 1 0 0 9 4 9~ . .5 6— 9 —
关键 词 线性低 密度聚乙烯
中图分类 号 T 2 .2 Q35 1
低密度 聚乙烯
文章编号
薄膜
10 —9 1 (0 60 —0 5 —0 0 8 4 12 0 )5 0 9 2
L D E因其具有 良好 的耐刺穿性 能、 LP 较高的拉
量达到 2 份后 , 5 其断裂伸长率和有关性能会有很大 的变化 , 并且在 经济上 与 L D E L P L P / D E共 混相 比
( 贵州 赤天化集 团大荣公司 , 贵州赤水 ,6 7 7 540 )
摘
要 研讨 了线性低 密度 聚乙烯 ( L P ) 密度聚 乙烯 ( P ) 混取代 线性低 密度 聚 乙烯 ( L P ) LDE倩 m E共 LDE/ 高密度聚 乙烯
文献标 识码
低密度 聚乙烯 ( D E 共混用于包装薄膜 的生产 , L P) 并测试了其物理性能 。
入量分别为 5 1 、5 2 、0 1 、0份 的性 能, 图 1 图 2 图 见 、 、
3。
1 实验 部 分
3 5
1 1 原 料 性能见 表 1 .
表 1 各原料性能对 比
原料 生产厂家
LL P D E HDP E L P D E A B C
3 3
向拉伸 强度 。
装薄膜的性能见表 2 。
表 2 包装薄膜 的性能
纵横向的拉断强度和断裂伸长率相差很大。尤其是
断裂伸长率很多时候相差达到三倍 以上, 这就 限制
了包装 薄膜 的用途 。
研讨 了使 用 H P 与 L D E进行 共 混取 代 DE LP
LD EL P L P / D E共混生产包装薄膜 , 测试了其物理性
090 .2
辑 2 7
1 2 主要设 备 .
挤 出机 ,J 5×3 , S 一6 0 大连 塑料 机械 厂 ;
0
5
l O
1 5
20
拉力试验机 , L一10 广州实验仪器厂 ; X 0 A,
冲 片机 ,P一2 , 州实验 仪 器厂 。 C 5广
1 3 性 能测试 .
维普资讯
20 0 6年 1 0月
贵 州 化 工
G - o hmi ln ut uZ uC e c d s y h aI r ・ 9 5 ・
第 3 卷第 5 1 期
高密度聚乙烯和线性低密度聚乙烯共混用于包装薄膜的生产
李鸿武 张青松