CPK-Cp-Ca-介绍-计算-模板
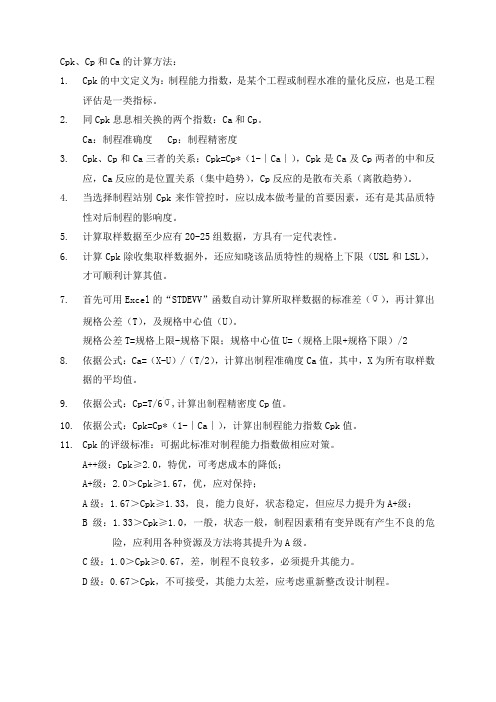
EXCEL计算CPK,CP,CA

CPKU=
C13:N17) )/(3*STD
EV(C13:N
17))
(AVERAGE
(C13:N17
CPKl=
Байду номын сангаас
)10)/(3*S
TDEV(C13
:N17))
CPK= 0.739263
MIN
((11-
AVERAGE(
C13:N17)
)/(3*STD
如果把整 条公式合 起来为:
EV(C13:N 17)), (AVERAGE (C13:N17
10.5
10.5 10.2 10.5 10.6
10.9
10.9 10.9 10.6 10.6
10.5
10.3 10.5 10.8 10.8
10.5
10.5 10.5 10.5 10.5
10.6
10.5 10.6 10.6 10.3
X=AVERAG E(选择黄 色区域所 有数据) =
USL=11
LSL=10 σ =STDEV (选择黄 色区域所 有数据) =
首先了解 CPK的定 义: Complex Process Capabili ty Index
CPK =
Min
(CPKu
,CPKl)
CPKu=| USL-x | / 3σ
表示最小值,也就是CPKU和CPKL 结果中较小的那个
规格上限
收集数据 的平均值
收集数据 的标准差
举例:
铁棒长度 标准: 10-11mm
)-
10)/(3*S
TDEV(C13
:N17)))
=
0.739263 1.049276
利 用 第 二 条 公 式 计 算 CPK
CPK PPK CP CA计算公式

228.175 230
229.975 1375.95 =229.325
15.35976888 15.82540152
0 92.14889758 15.3581496
USL=250
LSL=210
δ=S/c4
X=ǖ
X-s图
均值X图
标准差S图
计算控制限用的 标准差估计值 计算控制限用
系数
的除数
S:标准差 (可跟据 excel的 STDEV函数 计算的出)
X:是数据的 一个平均值
LSL:控制 规格下线
:所 以探头极 差的平均 值
控制 图的 常数 和公 式表
X-R图
均值X图 全距R图
计算控制 标准差估 计算控制
子组容量 限用的系 计值的除 限用的系
数
数
数
n
A2
d2
D3
D4
2
1.880 1.128
δ=R/d2
Pp (Perfor mance Indies of Process ):过程 性能指 数,定义 为不考虑 过程有无 偏移时, 容差范围 除以过程 性能
CPK (comple x process capabili ty index) :制 成能力控 制
制成能力 是过程性 的允许最 大变化范 围与过程 的正常偏 差值, CPK值越 大表示品 质就越差 。
ppk=┃ (1-ca) ┃xpp=┃ (10.185) ┃ x0.49=0. 399
cp=(usllsl)╱ 6R/d2= (250210)
/6x(33.
633/2.05 9)=0.408
ca=(USL+ LSL)/2-
ǖ╱
(USLLSL)/2=( 250+210) /2229.325
Cpk、Cp和Ca之关系
Cpk、Cp和Ca的计算方法:1.Cpk的中文定义为:制程能力指数,是某个工程或制程水准的量化反应,也是工程评估是一类指标。
2.同Cpk息息相关换的两个指数:Ca和Cp。
Ca:制程准确度 Cp:制程精密度3.Cpk、Cp和Ca三者的关系:Cpk=Cp*(1-∣Ca∣),Cpk是Ca及Cp两者的中和反应,Ca反应的是位置关系(集中趋势),Cp反应的是散布关系(离散趋势)。
4.当选择制程站别Cpk来作管控时,应以成本做考量的首要因素,还有是其品质特性对后制程的影响度。
5.计算取样数据至少应有20-25组数据,方具有一定代表性。
6.计算Cpk除收集取样数据外,还应知晓该品质特性的规格上下限(USL和LSL),才可顺利计算其值。
7.首先可用Excel的“STDEVV”函数自动计算所取样数据的标准差(),再计算出规格公差(T),及规格中心值(U)。
规格公差T=规格上限-规格下限;规格中心值U=(规格上限+规格下限)/28.依据公式:Ca=(X-U)/(T/2),计算出制程准确度Ca值,其中,X为所有取样数据的平均值。
9.依据公式:Cp=T/6,计算出制程精密度Cp值。
10.依据公式:Cpk=Cp*(1-∣Ca∣),计算出制程能力指数Cpk值。
11.Cpk的评级标准:可据此标准对制程能力指数做相应对策。
A++级:Cpk≥2.0,特优,可考虑成本的降低;A+级:2.0>Cpk≥1.67,优,应对保持;A级:1.67>Cpk≥1.33,良,能力良好,状态稳定,但应尽力提升为A+级;B级:1.33>Cpk≥1.0,一般,状态一般,制程因素稍有变异既有产生不良的危险,应利用各种资源及方法将其提升为A级。
C级:1.0>Cpk≥0.67,差,制程不良较多,必须提升其能力。
D级:0.67>Cpk,不可接受,其能力太差,应考虑重新整改设计制程。
ca cp cpk计算公式

ca cp cpk计算公式CA(准确度)、CP(精密度)和 CPK(综合制程能力指数)是在生产制造和质量控制领域中常用的重要指标,对于确保产品质量和生产过程的稳定性起着关键作用。
咱先来说说 CA 吧,它其实就是测量值的平均值与规格中心值之间的差异。
比如说,咱有一批零件,规格中心值应该是 10 厘米,但是测量这堆零件的平均值是 9.8 厘米,那这中间差的 0.2 厘米就是 CA 啦。
CP 呢,反映的是制程的精密度。
还是拿刚才那批零件举例,如果零件的尺寸分布比较集中,那就说明精密度高,CP 值就大;要是尺寸分布很分散,那精密度就低,CP 值就小。
CPK 就更综合一些啦,它综合考虑了 CA 和 CP 。
CPK 值越大,说明制程能力越强,产品质量越稳定。
我记得有一次在一家工厂实习的时候,就碰到了关于 CPK 计算的事儿。
那是生产一种小型电子元件的车间,产品的规格要求非常严格。
当时有一批产品的质量不太稳定,大家都很着急。
工程师们就赶紧收集数据,计算 CA、CP 和 CPK 。
我跟着他们在车间里跑来跑去,一会儿测量零件尺寸,一会儿记录数据。
那场面,真是紧张又忙碌。
我们发现,有些零件的尺寸偏差比较大,CA 值明显偏离了规格中心,而 CP 值也不高,说明生产过程的精密度不够。
经过一番分析,原来是其中一台生产设备出了点小毛病,导致加工出来的零件尺寸不太稳定。
维修人员赶紧对设备进行了维修和调试,然后重新生产了一批零件。
再次测量和计算 CPK 后,发现数值有了明显的提升,产品质量也稳定了下来。
大家这才松了一口气。
通过这件事,我深刻地体会到了 CPK 计算公式的重要性。
它就像是一个诊断工具,能够帮助我们快速找出生产过程中的问题,从而采取有效的措施来改进。
在实际应用中,计算 CA、CP 和 CPK 并不复杂,但是要准确地收集数据和进行分析。
比如说,测量数据的时候一定要仔细,不能有误差。
而且要选择合适的样本数量,太少了不准确,太多了又浪费时间和成本。
基本品管统计知识(Ca,Cp,Cpk概念介绍)

基本品管統計知識(Ca/Cp/Cpk概念介紹)Edited by Alex Chen on Aug. 11th,2002 ●統計的基本原料是?數據●何謂『統計』?●何謂『有意義的情報』?至少應包括:『集中趨勢+ 離中趨勢+ 含蓋在特定範圍內的機率』一、什麼是平均值X?→集中趨勢二、什麼是標準差σ?→離中趨勢(標準差與全距有關)三、平均值±n倍標準差→數據分佈範圍●數據如何分佈?●規格描述:規格中心(SC),規格界限(USL, LSL)●規格界限分類:雙邊規格:同時存在上下規格界限(USL, LSL);單邊界限:只有規格上限(USL)或只有規格下限(LSL)時●平均值X和規格中心值SC的比較(偏離規格中心)● 規格上下界限範圍和數據分佈的比較 數據分佈全數落在規格界限內部份數據落在一邊或兩邊規格界限外● 平均值 ±3倍標準差為何 ?此為現有統計品管理論的基本依據,其信賴區間達到99.73%● 何為製程能力(Cp) :製程精密度,其值越高表示製程實際值間的離散程度越小,亦即表示製程穩定而變異小(離中趨勢,與σ有關)。
可用於比較公差(規格上限-規格下限)與製程分佈的比值,(亦即,當公差範圍內能納入愈多的σ個數,則此製程表現愈好),其本身是一種製程固有的(已決定的)特性值,代表一種潛在的能力 其公式為:σ6LSLUSL Cp -=;按:6σ就是2*(3σ),亦即以3σ製程為分界點,以評估製程能力的好壞。
● 何為製程準確度(Ca)?製程準確度,代表製程平均值偏離規格中心值之程度。
若其值越小,表示製程平均值越接近規格中心值,亦即品質越接近規格要求之水準(集中趨勢,與X 有關),製程平均值愈偏離規格中心值,所造成的不良率將愈大) 其公式為:2)()(LSL USL SC X Ca --=,其中2LSLUSL SC +=,Ca 的值將介於0 ~ 1何為綜合製程能力指數(Cpk)?理想的製程應同時要求較高的精密度與準確度,其計算公式有兩種: 公式一:雙邊公差時:Cpk=Cp*(1-Ca),其中,σ6LSLUSL Cp -=當Ca =0(不偏時),Cpk=Cp (有最大值)當Ca =1(製程平均值=規格上限或規格下限時),Cpk=0(其值最小有最大值)當Ca >1(製程平均值超出規格上限或規格下限時),Cpk 已經變得沒有意義了。
Ca、Cp、Cpk计算及QC七大手法

一、制程能力的計算
二、品管七大手法
1
一、 制程能力的計算
品質的好坏決定于制程的穩定度,指制程在我 們設定的規格界限內的執行狀況.此不穩定的情 況有兩种,由此可以判定制程能力:
1 實測平均值和規格中心值的偏移,用制程准确度 Ca表示; 2 測量結果的變异,用制程精密度Cp表示. 3 綜合Ca与Cp狀況,用制程能力指數Cpk表示判斷 符合情況.
異常
異常 UCL
CL
LCL
13
控制图的判读-准则2
连续7点位于平均值的一侧
UCL
CL
LCL
14
控制图的判读-准则3
•连续6点上升(后点等于或大于前点)或下降。产生这种 现象的原因可能是因为工具磨损等原因
UCL CL LCL
15
控制图的判读-准则4
• 连续14点相邻点上下交替,造成这种现象的 原因可能是分层不足。
LCL
18
控制图的判读-准则7
• 连续15点在中心线的上下(C 區),造成这种 现象的原因可能是虚报数据或者是变异减小。
UCL
A B C C B A
CL
LCL
19
控制图的判读-准则8
• 连续8点在中心线两侧,但无一在c区内,造 成这种现象的主要原因可能是出现了双峰。
UCL
A B C C B A
CL
方法
人員
品質
材料
机器
9
4.管制圖
簡介
用于区分质量波动是偶然原因引起的还是系统引起的,判断生产过程是否 处于稳定状态,并画有控制界限的一种图。
分類
管制圖依樣本資料型態可分為計量值及計數值兩大類: •計量型: 是指樣本特性為連續性,并且可以測量得到的.如:長度、溫度、重量等, 其狀況能以數值衡量或描述的.屬此類別的管制圖有XBar-R (平均值,极差控制 图),X-R (中位值,极差控制图),X-Rm (单值,移动极差控制图),XBar-S (平均值, 標準差控制圖)管制圖四种. •計數型: 樣本的特性僅有好、坏,是、不是等兩极化的狀態,而僅能計算其狀態發 生的次數,如不良品有3個,單位缺點數4個等,此類管制圖有P(不良率管制圖)、 nP(不良數管制圖)、C(缺點數管制圖)、U四种(單位缺點數管制圖).
CPKPPKCPCA计算公式
CPKPPKCPCA计算公式
CPK和PPK是统计过程控制(SPC)中,用来衡量过程是否满足规定
的质量要求以及过程能否稳定的指标。
CPK是针对单个过程性能的指标,
而PPK是针对整个过程能力的指标。
CPK是能力指数,用来评估过程的稳定性和一致性,可以度量过程的
直观能力,用来判断过程能否满足规定的质量要求。
计算CPK的公式如下:CPK = min((USL-Xbar)/3σ,(Xbar-LSL)/3σ)
其中,USL 是上限规格限,即过程中的上限,LSL 是下限规格限,即
过程中的下限,Xbar 是过程的平均值,σ 是过程的标准差。
PPK是潜在过程能力指数,用来评估过程的整体能力和稳定性,是计
算过程性能指数(CP)的一种方法。
计算PPK的公式如下:
PPK = min((USL-Xbar)/3σ,(Xbar-LSL)/3σ1.5)
其中,σ1.5是过程标准差的1.5倍,通常被用于计算PPK,以提供
更具挑战性和更保守的评估。
计算CP和CA的公式如下:
CP=(USL-LSL)/(6σ)
其中,CP是过程能力指数,表示过程的能力。
CP值越大,表示过程
的能力越好,也就是过程稳定性越高。
CA=(USL-LSL)/(2σ)
其中,CA是过程调整指数,表示规格带宽与过程离散度的比值。
CA
值越小,说明过程的调整能力越好。
需要注意的是,以上公式中的 Xbar 和σ 需要通过对一系列数据进行统计分析来获得,而 USL 和 LSL 则是根据产品规格要求确定的。
CPK,Ca,Cp教材----2

A级
B级 C级
D级
A: 作業員依作業標準.繼續維持. B: 有必要時.盡可能改為A級
X ( 实 实 绩 )
C: 作業員可能看錯規格或未照作業標準操作,應加強訓練, 檢討規格及作業標準.
準確度差
•• • • • • ••
準確度好
Su= 規格上限 SL= 規格下限 μ = 規格中心
• • • • • • •• ••
M
LCL
M
UCL
LCL
UCL
Ca Capability of Accuracy
準確度
制程平均值-規格中心值 規格允差之半
Ca = =
* 100%
X-M T/2
LCL= 規格下限
Lower specification limit Upper specification limit (a) Acceptance sampling
(b) Statistical process control
(c) cpk >1
Cpk的應用
工程 製程
Cpk在工廠應用
Cpk迷思
1.如何將cpk活用於工廠 2.如何將cpk在品質活動中 發生作用。 3.有了cpk就等於有了spc嗎?
同學們!考考你們! 你們能算出來嗎?
恭喜,Ca,Cp,CPK的課程你畢業了!
• • •••• ••• •
• • •• • •• •
精密度表示什麼
Cp=T/6 =規格公差/6*標準差
規格公差T=UCL-LCL=規格上線-規格下線 1. 製程精密度,其值越高表示製程實際值間的 離散程度越小,亦即表示製程穩定而變異小(離中 趨勢,與σ有關)。 2. 當公差範圍內能納入愈多的σ個數,則此製 程表現愈好,其本身是一種製程固有的(已決定的) 特性值,代表一種潛在的能力
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
仅定规格下限: Cp
X LSL ˆ 3σ
• 双边规格也可采用以下公式计算Cpk: Cpk=Cp*(1-Ca)
19
3. 4 制成能力Cpk的计算
3.4.2 制成能力Cpk的等级定义
• Cpk等级的参考标准:
等级 A+ A B C D Cpk值 ≧1.67 1.33 ≦ Cpk < 1.67 1.00 ≦ Cpk < 1.33 0.67 ≦ Cpk < 1.00 Cpk < 0.67 处理原则
无缺点,制成优良,可考虑降低成本 状态良好,继续保持 制成能力稍欠缺,需改进至A级 制成不良较多,务必改进制成 制成很差,停线改进制成方可生产
• 一般制成要求:Cpk1.33
20
3. 4 制成能力Cpk的计算
3.1. 相关参数的定义
介绍Cpk,Ca, Cp计算方式之前,先介绍一下以下几个概念:
USL (Upper specification limit):即规格上限 LSL (Low specification limit): 即规格下限 μ:规格中心 X=(X1+X2+… …+Xn)/n 平均值 (n为样本数) T=USL-LSL 规格公差 单边规格:只有规格上限和规格中心或只有下限或规格中心的规格;如考试成绩 不得低于80分,或浮高不得超过0.5mm等;此時数据越接近上限或下限越好
14
d2取值附录表
d2系数表
n 2 3 4 5 6 7 8 9 10 11 12 13 14 15 d2 1.128 1.693 2.059 2.326 2.534 2.704 2.847 2.970 3.078 3.173 3.258 3.336 3.407 3.472 n 16 17 18 19 20 21 22 23 24 25 30 35 40 45 d2 3.532 3.588 3.640 3.689 3.735 3.778 3.819 3.858 3.895 3.931 4.086 4.213 4.322 4.415 n 50 55 60 65 70 75 80 85 90 95 100 d2 4.498 4.572 4.639 4.699 4.755 4.806 4.854 4.898 4.939 4.978 5.015
7
精确度
2. 概念定义
2.4 Ca, Cp, Cpk 的相互关系 • 制成能力的要求 : – 合格==>准确度要高 – 穩定==>精确度要好
A制成: 精确度与准确度两者都高
B制成: 准确度高但精确度差 C制成: 精确度高但准确度差
• 由以上的要求可知,
所有制成中, A是最理想
8
3. Ca, Cp, Cpk 的计算
6
2. 概念定义
2.3 Cp精确度 的定义
• 精确度Cp (Capability of Precision ) : – 品质特性的散步范围大小或集中程度称为精确度 – 在制程上,散步范围(或称变异)越小, 精确度越好,制成越理想
A制成: 精确度高, 制成较理想 B制成 : 精确度较低, 制成较不理想
CPK专题知识简介
1
目录
1. 正态分布图简介 1.1 正态分布图简介 1.2 正态分布图注意事项 2. 概念定义 2.1 Cpk制成能力指数的定义 2.2 Ca准确度 的定义 2.3 Cp精确度 的定义 2.4 Ca, Cp, Cpk 的相互关系 4. 制成能力与不良率的对照关系
4.1 Ca, Cp 与不良率的关系
5
2. 概念定义
2.2 Ca准确度 的定义
• 准确度Ca (Capability of Accuracy ) :
– 实际中心与规格中心的差异称为准确度 – 在制成上,实际中心与规划中心的 差异越小,准确度就越高,制成越理想
准确度
A制成 : 准确度较高, 制成较理想
B制成 : 准确度较低, 制成较不理想
15
3. 3 精确度Cp的计算
3.3.2 精确度Cp的等级定义
• Cp等级参考标准 :
等级 Cp值 A+ ≧1.67 A 1.33 ≦ Cp < 1.67 B 1.00 ≦ Cp < 1.33 C 0.67 ≦ Cp < 1.00 D Cp < 0.67 处理原则
无缺点,制成能力过高,可考虑降低成本 状态良好,维持现状 状态不理想,需改进为A级 制程不良,必须提升制成能力 制成能力太差,必须分析原因,重新设计制成 制程
ˆ S σ
( Xi X )
i 1
n
2
n 1
2 2 X i n X
n
i 1
n 1
– 若无适当的计算机运算,则标准差也可用下面的建议公式计算,该方法一般 适用于多组数据的情况下:
R ˆ d2
R : 极差的平均值(每组数值的极差总和的平均值)
极差=一组数据中的最大值-最小值 d2 : 请查阅附录d2系数表
LSL
USL
发音: μ : Mu σ : Sigma
(以 μ 为中心数据密集程度) σ : 标准差(Standard Deviation)
规格上限:USL (Upper Specification Limit) 规格下限:LSL (Lower Specification Limit) 落在规格上,下限外的斜线面积即为产品的不良率
-3 σ -2 σ -1 σ σ +3 σ σ +2 μ +1
中心位置参数
10
3. 2 准确度Ca的计算
3.2.2 准确度Ca的等级定义 • Ca等级的参考标准 :
等级
A B C D
Ca值
|Ca|<12.5%
处理原则
作业员遵守作业标准操作,并达到规格之要求,需继续保持
12.5%<|Ca|<25% 有必要尽可能将其改造成A级 25%<|Ca|<50% 50%<|Ca|
X
• =
3.52 3.53 3.57 3.54 3.53 3.538 5
=0.0192,
Cp
0.2 1.73 0.0192 6
大于1.67,等级为A+,制成能力优秀,可降低制成,降低成本 – 练习题:若前一例的5個抽測值為3.51, 3.53, 3.53, 3.52, 3.52, 則Cp值是多 少?( = 0.0084,Cp=3.97)
• 一般制成要求Cp1.33
16
3. 3 精确度Cp的计算
3.3.3 精确度Cp的计算范例
• Cp练习范例一(双边规格): – 产品规格设计值为3.5mm0.1mm, 今在稳定量产线上抽检5个样品,测量 值为: 3.52, 3.53, 3.57, 3.54, 3.53,则Cp计算如下: • T=3.6-3.4=0.2,
USL X ˆ 3σ
X LSL 仅定规格下限:Cp ˆ 3σ
X
(80- 80.71) 2 (85 - 80.71) 2 (78 - 80.71) 2 (82 - 80.71) 2 (84 - 80.71) 2 (77 - 80.71) 2 (79 - 80.71) 2 3.039 7 1 80.71 40 Cp 4.47 3 3.039
2
1. 正态分布图简介
1. 1 正态分布图简介
由于CPK的来源基础为正态分布统计图,所以首先向大家介绍一下正态分布统计相关的知识。
由于实际的生产制程的品质不会一成不变,或多或少都会存在一些变异,而在生产制程稳定
的前提下,这些变异恰好满足统计学概率论中的泊松分布(也称正态分布)规律,具体见下图。 在质量体系中又称6σ体系,当然 6σ体系是一个庞大的体系,正态分布只是其中的一部分。 随机变数X
随机变数X
LSL
USL
-3 σ
-2 σ -1 σ
σ +3 σ σ +2 μ +1
4
中心位置参数
2. 概念定义
2.1 Cpk制成能力指数的定义
Cpk的定义:制程能力指數,是Complex Process Capability index的缩写 是指製程在管制狀態下, 製程符合規格的能力 Cpk的意义: (1) 制程水准的量化反映; (2) 用一个数值来表达制程的水准; (3) 只有制程能力强的制程才可能生产出质量好、可靠性水平高的产品﹔ (4) 制程能力指数是一种表示制程水平高低的方便方法,其实质作用是反映制程 合格率的高低。 一般以下列的制成特性来衡量制成能力: • • 准确度(Capability of Accuracy )简称 Ca 精确度(Capability of Precision )简称 Cp
作业员可能看错规格,不按作业标准操作,需检讨规格及作业标 准 应采取紧急措施,全面检讨所有可能影响之因素,必要时停止生 产,待问题原因解决才能重启生产。
• 一般制成要求Ca12.5%
11
3. 2 准确度Ca的计算
3.2.3 准确度Ca的计算范例
• Ca练习范例 : – 设计产品规格为3.5mm0.1mm, 今在量产线上抽测5个样品, 其测量值 如下:3.52, 3.53, 3.57, 3.54, 3.53,则Ca值计算如下: • U=3.50, T=3.6-3.4=0.2,
4.2 Cpk 与不良率的关系 4.3 Cpk 数值与不良率的对照表 5. Ca, Cp, Cpk的计算总结表 6. Cpk 计算的数据采集 7. Cpk 计算标准模板 8. 制成能力Cpk 的提升
3. Ca, Cp, Cpk 的计算
3.1 相关参数的定义 3.2 准确度Ca的计算 3.3 精确度Cp的计算 3.4 制成能力Cpk的计算
• T : 规格上限 – 规格下限 • USL : 规格上限 • LSL : 规格下限
-3 σ -2 σ -1 σ