注塑PC黑点清洗的案例
注塑成型杂质黑点.ppt
1)对于成型中黑点,成型中黑点必定先附于型腔表 面,然后被熔料裹挟固定于制品表面,所以这种黑 点去除办法及有让它不会在型腔中。对确定材质不 良的模具,还要先确定原因、确定位置。所有有相 对移动的型腔,模芯包括滑块、中子、顶针/块,都 有可能烧伤,确定烧伤后,要修复破损部位,另外 要减小滑动部位的摩擦,加润滑油。另外,要减小 滑动部位相对运动速度,如顶进/退,开合模,滑块 移动时尽量要慢,滑块与模板间生锈和其它污渍, 要卸下滑块,将锈和其它污渍清除干净,将水咀扎 紧。对于油或水溅到模腔光滑成型面,造成黑点应 该经常擦拭易出油、水处,杜绝其在成型面上的出 现。
1)对空熔胶清洗螺杆(熔胶后空射)根据
需要可以加入一些专用螺杆清洗剂,效果会 更好。
2)、拆卸螺杆,对螺杆、料筒、三件套进 行彻底清洗。
Quesiton? Welcome!
3、料筒间隙过大,螺筒与螺杆的 间隙太大,会使料在料筒中滞留,
而滞留的料经过长期过热分解, 产生黑点。
8 、助剂降、分解变色,助剂包括防静电剂, 紫/红外线吸收剂和一般的染色剂,其性质 一般都在比原料活泼,在加工温度剪切力作 用下,原料未分解时,它们已经分解,变成 暗色、黄褐色以至黑色,成型时形成黑点、 杂质。
“黑点”较厚,也有一曾或两层的较薄。这 种情况就是原料长期积料或局部受高热,分 解、焦化、碳化成块。在螺杆或是喷嘴等处
流动受剪切破碎后而形成的。
原料碳化原因有:
1、 熔体温度太高,料温太高会造成过热分 解,形成碳化物,尤其是对一些热敏性材料 温度范围窄,必须控制料筒味部温度不能过 高。2 、积料焦化:如果熔融塑料滞留某处 时间过长,会出现焦化积料,引起黑点,可 能引起料滞留的区域,有射头与螺筒的连接 处,螺筒壁、熔胶环,射嘴与浇口的接触部 位,热流道拐弯处,主流道的死角等部位。
PC-聚碳酸酯注塑常见缺陷分析及解决方法和注塑参数
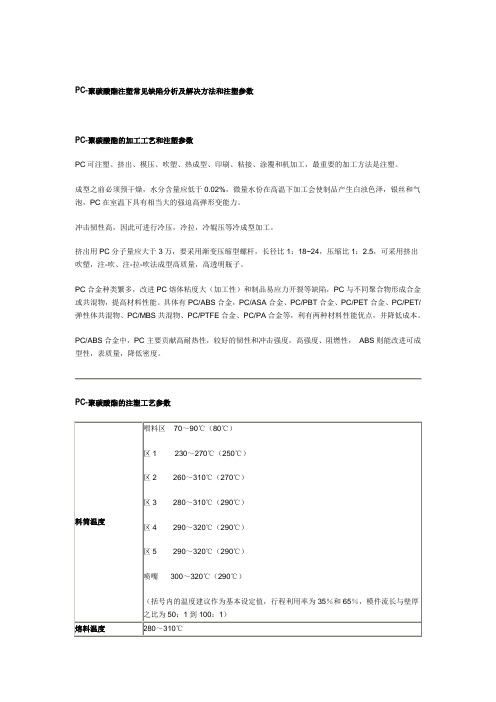
PC-聚碳酸酯注塑常见缺陷分析及解决方法和注塑参数PC-聚碳酸酯的加工工艺和注塑参数PC可注塑、挤出、模压、吹塑、热成型、印刷、粘接、涂覆和机加工,最重要的加工方法是注塑。
成型之前必须预干燥,水分含量应低于0.02%,微量水份在高温下加工会使制品产生白浊色泽,银丝和气泡,PC在室温下具有相当大的强迫高弹形变能力。
冲击韧性高,因此可进行冷压,冷拉,冷辊压等冷成型加工。
挤出用PC分子量应大于3万,要采用渐变压缩型螺杆,长径比1:18~24,压缩比1:2.5,可采用挤出吹塑,注-吹、注-拉-吹法成型高质量,高透明瓶子。
PC合金种类繁多,改进PC熔体粘度大(加工性)和制品易应力开裂等缺陷,PC与不同聚合物形成合金或共混物,提高材料性能。
具体有PC/ABS合金,PC/ASA合金、PC/PBT合金、PC/PET合金、PC/PET/弹性体共混物、PC/MBS共混物、PC/PTFE合金、PC/PA合金等,利有两种材料性能优点,并降低成本。
PC/ABS合金中,PC主要贡献高耐热性,较好的韧性和冲击强度,高强度、阻燃性,ABS则能改进可成型性,表质量,降低密度。
PC-聚碳酸酯的注塑工艺参数PC-聚碳酸酯注塑常见缺陷分析及解决方法收藏聚碳酸酯(PC)是一种性能优异的工程塑料,不仅透明度高,冲击韧性极好,而且耐蠕变,无毒性,使用温度范围宽,尺寸稳定性好,电绝缘性优良,耐候性能好,因此被广泛应用于仪器仪表、照明用具、电子电气设备、家用电器、包装等行业。
另外,随着高分子材料技术的突飞猛进,其改性新品种不断出现,也极大地扩大了它的应用领域。
同时,其加工技术也越来越受到各方面的重视。
PC塑料是分子主链结构中含有苯环、异丙基、醋键的线性聚合物,这种结构使其既有刚性又有一定的柔韧性,以及良好的耐高温能力,但同时存在着树脂的熔体粘度高、对水分敏感等不足,给注射成型加工带来一定的难度川。
其加工工艺特性是无明显熔点,在正常加工温度即230一320℃范围内熔体粘度高,粘度对剪切速率的敏感性小而对温度的敏感性大,近似于牛顿流体行为;对水分敏感,高温下树脂易水解;制品易产生内应力等。
PC注塑常见缺陷分析及解决方法(一)
PC注塑常见缺陷分析及解决方法(一)聚碳酸酯(PC)是一种性能优异的工程塑料,不仅透明度高,冲击韧性极好,而且耐蠕变,无毒性,使用温度范围宽,尺寸稳定性好,电绝缘性优良,耐候性能好,因此被广泛应用于仪器仪表、照明用具、电子电气设备、家用电器、包装等行业。
另外,随着高分子材料技术的突飞猛进,其改性新品种不断出现,也极大地扩大了它的应用领域。
同时,其加工技术也越来越受到各方面的重视。
PC是分子主链结构中含有苯环、异丙基、醋键的线性聚合物,这种结构使其既有刚性又有一定的柔韧性,以及良好的耐高温能力,但同时存在着树脂的熔体粘度高、对水分敏感等不足,给注射成型加工带来一定的难度。
其加工工艺特性是无明显熔点,在正常加工温度即230一320℃范围内熔体粘度高,粘度对剪切速率的敏感性小而对温度的敏感性大,近似于牛顿流体行为;对水分敏感,高温下树脂易水解;制品易产生内应力等。
由此可见,PC是一种较难加工的塑料。
因此在实际生产过程中,我们遇到的问题较多。
现就几种较常见的制品缺陷来加以分析和探讨。
一、制品变色,出现变黑、黄纹及黑点相对而言,PC的耐热性较好,通常加工普通PC料时,可将其熔融温度设定在240一300℃,即使长时间停留,一般也不会分解。
可为什么在生产一些电器制品时,经常会出现变色现象呢?这是因为现在市场竞争激烈,为了降低生产成本,绝大多数厂家生产中低档电器制品时大都使用PC改性料或再生料,甚至有些厂家使用自己加入的阻燃剂、填充剂等配混的料。
由于这些料品种驳杂,而塑化要求较高,工艺方面控制就较困难,从而出现这样那样的问题。
针对上述现象,需从以下几个方面进行考虑和寻找解决方法:(1) 工艺条件方面主要考虑熔融温度,一般要逐段降低机筒温度,特别是前两段的温度,而且针对不同的料使用不同的温度,如用聚乙烯(PE)改性PC生产大型电器制品,一般应将机筒温度控制在230℃左右;再如用ABS或PS改性PC生产开关、插座等小型电器件时,机筒温度一般应控制在250℃左右;而用PBT 改性PC生产灯饰制品时机筒温度一般应控制在280℃左右。
注塑预防黑点混色操作流程
注塑预防黑点混色操作流程Injection molding is a common manufacturing process used to produce a wide range of products, from automotive parts to consumer goods. However, one common issue that can arise during injection molding is the presence of black spots or streaks in the finished product. These black spots can be unsightly and can affect the overall quality of the part, so it is important to take steps to prevent them from occurring.注塑是一种常见的制造工艺,用于生产从汽车零件到消费品等各种产品。
然而,在注塑过程中可能会出现的一个常见问题是成品中存在黑点或条纹。
这些黑点可能很难看,并且会影响零件的整体质量,因此有必要采取措施来防止它们的出现。
One way to prevent black spots in injection molding is to ensure that the raw materials being used are free from any contaminants or impurities. Contaminants in the raw materials can cause discoloration or black spots in the finished product, so it is important to carefully inspect and clean the materials before they are used in the molding process.防止注塑中出现黑点的一种方法是确保所使用的原材料不含任何污染物或杂质。
注塑制品--黑点异物

类:一、成型前黑点、杂质成因:1 原料加工时,由于种种原因,异物不干净而使原料出现黑点;2 造粒不纯造成黑点;3 原料混入色母或带斑点的粉碎料块、料屑;4 料不纯,低熔点料中混入了高熔点料粒;5 包装、运输、贮藏过程中可能出现杂质混入,它明显特征是原料开包后,仔细观察,可以看到在料颗粒表面有异物、杂质;6 加料过程中的杂质、异物造成污染,其他可能在上料过程式中污染原料,造成制品黑点、杂质。
污染源包括:空气中的灰尘、料状悬浮物、异料料屑、异料料粒、粉状色母、染色剂等。
为杜绝异物杂质造成黑点,必须加强管理,控制从原料进厂至加料各环节(包括回用过程)。
换料时,必须仔细清理可能原先料或屑滞留的部位,特别备料箱、料斗、漏斗、下摆夹扣紧处等。
正常生产时,要特别注意加料源――备料箱的清洁。
停止生产后,应将加料系统对外界环境暴露处――上料管的上料端口密封,以防污染,做到环环相扣,封闭管理。
7 原料碳化,这种黑点一般体积较大,大的黑点外观直径可达成1――2mm,多数“黑点”较厚,也有一层或两层的较薄。
这种情况就是原料长期积料或局部受高热,分解、焦化、碳化成块。
在螺杆或是喷嘴等处流动受剪切破碎后而形成的。
原料碳化原因有:1 熔体温度太高,料温太高会造成过热分解,形成碳化物,尤其是对一些热敏性材料温度范围窄,必须控制料筒尾部温度不能过高。
2 积料焦化:熔融塑料滞留某处时间过长,会出现焦化积料,引起黑点,可能引起料滞留的区域,有射头与螺筒的连接处,螺筒壁、熔胶环,射嘴与浇口的接触部位,热流道拐弯处,主流道的死角等部位。
3 料筒间隙过大,炮筒与螺杆的间隙太大,会使料在料筒中滞留,而滞留的料经过长期过热分解,产生黑点。
三、解决措施:1 对成型杂质的,都是因异物混入料中形成了黑点,必须严格控制生产、包装、贮藏、运输、开报、混料至料筒的各个环节的清洁。
3、滑块磨铁沫粉,造成黑点。
4、滑块里面漏水生锈或其它污渍,锈和污渍被滑块活动飞出,落在制品上会形成黑点。
透明PC面板黑点清洗案例
空气净化器透明PC外壳黑点清洗案例肯天螺杆清洗料广州申悦贸易有限公司技术/销售:吴世勇一、测试目的1. 透明PC注塑出现黑点是注塑行业经常碰到的问题,也是一个难题2. 传统的方法是使用PC水口料清洗螺杆,这种方法看起来节约成本,其实浪费时间、效果差3. 另外一种方法就是拔螺杆出来人工清洗,这种方法更加耗时,一般要4-12个小时4 .使用德国肯天专业的螺杆清洗剂,为解决注塑PC产品黑点和发黄不良提供新的解决方案5. 使用德国肯天专业的螺杆清洗剂,可以快速、有效、少量就可以达到满意的清洗效果6. 通过使用肯天螺杆清洗剂与传统的方法对比,体现出肯天螺杆清洗剂的特点和优势二、肯天螺杆清洗剂介绍1. Lusin® Clean 1500 是肯天专门为透明PC或者纯PC开发的螺杆清洗剂,最高加工温度350℃,可以快速、有效清洗螺杆,完成颜色切换、黑点清洗、热流道清洗等任务,而且使用极少用量就可以达到清洗满意的效果,是一种浓缩颗粒,可以按照1:4或者1:5跟PC稀释清洗螺杆。
2. 肯天螺杆清洗剂属于化学型螺杆清洗剂,最大特点是不含有研磨成分,不会磨损螺杆,特别是针对精密注塑,磨损螺杆是致命的。
3. 肯天螺杆清洗剂通过分子层面的软化作用,能有效把积碳、色粉等软化,清洗更快、效果更彻底;传统的清洗方法都是靠物理摩擦螺杆,很多时候看起来清洗干净了,但是往往注塑一段时间又有杂质出来,不彻底。
4. Lusin® Clean 1500不仅可以清洗注塑机螺杆,还可以清洗模具上的热流道,很多时候热流道很难清洗,特别是封针口位置,总是有发黑或者发黄现象,普通方法很长时间都洗不干净5. Lusin® Clean 1500通过NSF认证,符合美国的FDA认证,德国原装进口,通过重ROSH认证6. 肯天螺杆清洗剂在欧洲已经有超过30年的应用历史;在品质要求极其严格的欧洲被客户广泛认可;肯天的母公司科德宝(Freudenburg)具有160多年的历史,在2011年的销售额超过500亿人民币。
TUP注塑黑点螺杆清洗——肯天螺杆清洗剂清洗案例
肯天螺杆清洗剂清洗TPU黑点 黑点 肯天螺杆清洗剂清洗肯天化工技术/销售何荣1一、测试目的1.注塑生产中产生黑点是常见的问题,螺杆黑点的清洗往往又非常的不容易2. 3. 4. 5.TPU产生黑点有多种原因,TPU里面添加了助剂,助剂热稳定性不好,也容易产生黑点,或者停机 方法不对等 黑点的传统清洗方法一般使用水口料清洗或者是把螺杆拔出人工清洗,两种方法都有各自的缺点 使用德国肯天专业的螺杆清洗剂,可以快速、有效、少量就可以达到满意的清洗效果 通过使用肯天螺杆清洗剂与传统的方法对比,体现出肯天螺杆清洗剂的特点和优势二、 肯天螺杆清洗剂介绍1.Lusin® Clean OH311 是一种通用性的螺杆清洗剂,最高加工温度为300℃,可以快速、有 效清洗螺杆,完成颜色切换、黑点清洗、热流道清洗等任务,适合清洗 PS,PA,POM,ABS,SAN等塑料。
2. 3.肯天螺杆清洗剂属于化学型螺杆清洗剂,最大特点是不含有研磨成分,不会磨损螺杆,特 殊是针对精密注塑,磨损螺杆是致命的。
肯天螺杆清洗剂通过分子层面的软化作用,能有效把积碳、色粉等软化,清洗更快、效果 更彻底;传统的清洗方法都是靠物理摩擦螺杆,很多时候看起来清洗干净了,但是往往注 塑一段时间又有杂质出来,不彻底。
树脂颗粒状4.Lusin® Clean OH311不仅可以清洗注塑机螺杆,还可以清洗模具上的热流道,很多时候热 热流道, 热流道 流道很难清洗,特别是封针口位置,总是有发黑或者发黄现象,普通方法需要很长时间都 洗不干净5.肯天螺杆清洗剂在欧洲已经有超过30年的应用历史;在品质要求极其严格的欧洲被客户广 泛认可;肯天的母公司科德宝(Freudenburg)具有160多年的历史,在2011年的销售额超过 500亿人民币。
2三、清洗案例介绍1. 2. 3.设备:日本住友注塑机,螺杆直径30mm,1模1穴,产品重量17克,成型周期40秒,加工温度230 设备 度;模具带热流道 带热流道 问题:TPU注塑一段时间就会产生黑点,清洗不干净,废品率高;拔出螺杆清洗需要8个小时左 问题 右; 方案:使用Lusin® Clean OH311清洗螺杆和热流道,由于TPU的加工温度不高,所以建议浸泡时 方案 间8-10分钟为好。
注塑黑斑缺陷分析及排除方法
注塑黑斑缺陷分析及排除方法什么是黑斑(Black Specks)?黑斑(Black Specks)是制品表面出现的暗色或暗色条纹,在浇口附近顺着流动方向出现黑色流线的现象,属于表面质量问题.黑斑Black Specks)缺陷分析及排除方法1)熔料温度太高料温太高会使熔料过热分解,形成碳化物,为了避免熔料过热分解,对于聚氯乙烯等热敏性热塑材料,必须严格控制料筒尾部温度不能太高。
当发现塑件表面出现黑点及条纹后,应立即检查料筒的温度控制器是否失控,并适当降低料筒及模具温度。
但值得注意的是,如果料温和模温太低,同样会使塑件表面产生光亮条纹。
2)料筒间隙太大如果螺杆与料筒的磨损间隙太大,会合熔料在料筒中滞留,导致滞留的熔料局部过热分解产生黑点及条纹。
对此,可先稍微降低料筒温度,观察故障能否排除。
其次,应检查料筒,喷嘴及模具内有无贮料死角并修磨光滑。
采取以上措施后,如果故障仍未排除,应及时维修设备,调整螺杆与料筒的间隙。
3)熔料与模壁磨擦过热如果注射速度太快,注射压力太高,充模时熔料与型腔腔壁的相对运动速度太高,很容易产生磨擦过热,使熔料分解产生黑点及知纹。
对此,应适当降低注射速度和注射压力。
4)料筒及模具排气不良如果料筒或模具排气不良,熔料内残留的气体会由于绝热压缩而引起燃烧,使熔料过热分解产生黑点及条纹。
对此,可适当降低注射速度,在原料粒径和均匀度适宜的条件下,改进料筒排气口结构。
对于模具部分的排气不良,应检查浇口位置和排气孔位置是否正确,选用浇口类型是否合适;清除模具内粘附的防锈剂等易挥发的物质;并减少脱模剂的用量。
在不产生溢料飞边的前提下,可适当降低合模力,增加排气间隙。
此外,应检查料筒和顶针处有无渗油故障。
5)积料焦化当喷嘴与模具主流道吻合不良时,浇口附近会产生积料焦化并随流料注入型腔,在塑件表面形成黑点及条纹。
对此,应及时调整喷嘴与模具主流道的相对位置使其吻合良好。
此外,如果模具的热流道设计或制作不良,熔料在流道内流动不畅滞留结焦,也会使塑件表面产生黑点及条纹。
注塑产品黑点缺陷
4、表面磨损:不平整的表面,更容易的残留
螺杆表面的磨损,是的螺杆表皮的材料更容易产生“滞 留”,对黑点不良的影响很大。 金属炮筒螺杆,对于不同材料的磨损,是不一样的。一般 的PC或PMMA,都需要加硬(电镀)的螺杆。对于填充的 材料(玻纤,矿粉),就需要合金螺杆。而且就算是合金螺 杆,也是一定时间就需要更换的!
故:一般短时间的停机(<4H),是需要保温的,保温的目的是 让材料在螺杆里不会硬化(而产生附着),同时低的保温温度也 不会导致碳化。所以,保温温度一般建议是高于软化点20C30C左右(比如PC的软化点大概在147C左右,保温温度建议 180C左右)。而停机时,是需要将炮筒里的材料排出,并尽量 用其他不容易碳化的材料过机后,才能直接关闭电源.
物--如氯化氢。。。 酸的殘留物 电解物 其它杂质 加工过程,螺杆或炮筒的表面腐蚀,也会导致表皮的“滞留”而产生 黑点。同磨损类似,对于一般的材料,普通的氮化螺杆即可满足要求, 但对于防火类的材料,就需要氮化+电镀级别的螺杆 (炮筒),甚至是 加厚电镀的处理。这对于防止化学腐蚀都是比较好的防护!
3 对于助剂降解沉积或已有碳化料沉积在螺纹面及螺筒壁上的黑点。 一般随生产进行,这些黑点会在螺筒内各种强力剪切作用下脱离其原 先附着面进入熔料中而被排出。这种“排出”过程便是制品出现黑点、 杂质的过程。如转料换色生产中,这种“排出”杂质过程是必然的, 我们要尽力缩短这种过程。就是“清洗”。下为两种清洗方式: 1)对空熔胶清洗螺杆(熔胶后空射)。 2)进射台熔胶,对空射胶,再进射台熔胶、对空射胶,如此反复进 行,实践证明:清洗中,背压起到很大作用,熔料与螺杆强力剪切。 熔胶速度慢,所以熔胶时间也长。这样的效果好,清理异物迅速。注 意:背压在没定时有原则——尽量高,高到螺筒刚好不会自动升温 为止。
所有注塑黑点问题来源
黑点产生来源点
1、仓库来料后未做好防尘,导致材料袋上面灰尘极多
2、在加料过程中,料袋没清理干净就进行加料,导致料袋上面的灰尘及杂质倒
入材料中
3、加料时配色员料袋上面的纸销未撕干净,导致材料倒入料仓时将料仓倒了进
去
4、烘箱长时间使用未清理或者深色换浅色材料装具清理不干净
5、原材料、色母加完后,盖子未盖好,车间在做卫生时,使用气管清理,导致
杂质搞到材料中
6、模具长时间不保养,导柱和滑块长时间摩擦,导致铁销在生产时产生黑点
7、模具顶部长时间未清理,上面落上灰尘,开合模时机床震动,导致该灰尘落
入模具里面
8、原材料、色母来料也有极少量的黑点(来料正常状态)
9、包装在运输过程中,叉车将料袋叉破,容易将杂质污染进去
10、换料过程中,深色换浅色炮筒未清理干净,导致生产时容易产生黑纹
11、因生产不正常,将材料从烘箱放出,所使用的包装不干净
12、材料放在车间,由于通道堵塞,加上机床后面油水严重,员工在行驶时
容易从料袋上踏过去,导致料袋上面杂质、油污较多
13、部分机床产品要求较高(密封不好),旁边有机床使用深颜色的粉碎材料,
该材料在抽料或烘料时,容易导致深色材料的粉尘落入该材料中
14、车间使用气管清理机床,容易导致烘箱在烘材料时,机床上面的杂质从
烘机进风口进入烘箱材料中。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
肯天螺杆清洗剂清洗透明P C黑点
肯天化工技术/销售何荣 广州申悦贸易有限公司技术/销售吴世勇
1
一、测试目的
1. 2. 3. 4. 5.
透明PC注塑出现黑点是注塑行业经常碰到的问题,也是一个难题 普通的方法是使用PC水口料清洗螺杆,但是这种方法看起来节约成本,其实浪费时间、不彻底 另外一种方法就是把螺杆拔出来人工清洗,这种方法更加耗时,一般要4-12个小时 使用德国肯天专业的螺杆清洗剂,可以快速、有效、少量就可以达到满意的清洗效果 通过使用肯天螺杆清洗剂与传统的方法对比,体现出肯天螺杆清洗剂的特点和优势
二、 肯天螺杆清洗剂介绍
1. 2. 3. 4. 5. 6.
Lusin® Clean 1500 是肯天专门为透明PC或者纯PC开发的螺杆清洗剂,最高加工温度为350℃,可以快速、有效清 洗螺杆,完成颜色切换、黑点清洗、热流道清洗等任务,而且使用极少用量就可以达到清洗满意的效果,是一种 浓缩颗粒,可以按照1:4或者1:5跟PC稀释清洗螺杆。
肯天螺杆清洗剂属于化学型螺杆清洗剂,最大特点是不含有研磨成分,不会磨损螺杆,特殊是针对精密注塑,磨 损螺杆是致命的。
肯天螺杆清洗剂通过分子层面的软化作用,能有效把积碳、色粉等软化,清洗更快、效果更彻底;传统的清洗方 法都是靠物理摩擦螺杆,很多时候看起来清洗干净了,但是往往注塑一段时间又有杂质出来,不彻底。
Lusin® Clean 1500不仅可以清洗注塑机螺杆,还可以清洗模具上的热流道,很多时候热流道很难清洗,特别是封 针口位置,总是有发黑或者发黄现象,普通方法需要很长时间都洗不干净 Lusin® Clean 1500通过NSF认证,符合美国的FDA认证,德国进口,通过重金属认证 肯天螺杆清洗剂在欧洲已经有超过30年的应用历史;在品质要求极其严格的欧洲被客户广泛认可;肯天的母公司 科德宝(Freudenburg)具有160多年的历史,在2011年的销售额超过500亿人民币。
2
三、清洗案例介绍
1. 2. 3.
设备:日本住友注塑机,螺杆直径28mm,一模4穴,产品重量12克,成型周期20秒,加工温度 300度,一个周期大概50克PC;模具带热流道 问题:PC注塑有黑点存在,废品率高,废品率达到40% ;拔出螺杆清洗需要8个小时左右;热流 道难清洗干净 方案:使用Lusin® Clean 1500 按照1:4与PC稀释,连同热流道一起清洗,考虑到螺杆不大,称量 0.4KG的1500和1.6KG的PC一起共混
四、肯天螺杆清洗剂清洗过程
1. 2. 3. 4. 5. 6. 7.
温度、螺杆转速、背压等加工参数一律不需改变 清洗干净下料口(用气枪或者真空吸尘器) 将炮筒里面的余料全部射空 把螺杆清洗剂全部加入料斗 开动注塑机,塑化螺杆清洗剂 合上模具,在开模情况下空射3-5次,确保炮筒和热流道里面全部充满螺杆清洗剂 开始计时清洗,基本过程:浸泡(5分钟)-》注塑-》熔胶塑化 重复过程
3
第一次浸泡 第二次浸泡 第三次浸泡 第四次浸泡 第五次浸泡 第六次浸泡 第七次浸泡 第八次浸泡 第九次浸泡 第十次浸泡
10:32 10:40 10:47 10:54 11:00 11:07 11:13 11:20 11:27 11:33
10:38 10:45 10:52 10:59 11:06 11:12 11:18 11:25 11:32 11:36
6分钟 5分钟 5分钟 5分钟 6分钟 5分钟 5分钟 5分钟 5分钟 3分钟
注塑2-3周期 注塑2-3周期 注塑2-3周期 注塑2-3周期 注塑2-3周期 注塑2-3周期 注塑2-3周期 注塑2-3周期 注塑2-3周期 效果OK 再次确认效果OK
4
8. 9. 10.
加入透明PC注塑,检查黑点是否存在,检查结果达到品质要求 加入橙色PC原料,开始正式生产 一共使用了1.5KG,按照1:4的比例,1500使用0.3KG,PC使用1.2KG
五、清洗效果对比
对比 时间(h) P C用量(KG) 清洗剂用量(KG) 拔出螺杆清洗 8 Lusin® Clean 1500 1 1.2 0.3 节约 7个小时
成型周期20秒,每分钟成型3个周期,清洗节约时间获得的产品产出数量: 7*60*3*4= 5040个产品,每个产品假设卖2元,产生10080元的产值!! 此外注塑机的单位停机成本大概100元/ h,节约的停机成本: 7*100= 700RMB 这里还没有计算拔出螺杆清洗时工人的工资成本
5
清洗前黑点PC
清洗干净透明PC
颜色切换后PC
六、总结
1. 2. 3. 4. 5. 使用肯天螺杆清洗剂,可以大大的节约清洗时间,清洗效果更加彻底 使用肯天螺杆清洗剂,不仅可以清洗螺杆,也可以清洗热流道 使用肯天螺杆清洗剂,可以让生产排期更加灵活 响应国家十二五节能减排的号召,绿色生产 肯天螺杆清洗剂用量少
6
。