弯曲模具设计说明
模具设计与制造第6章弯曲工艺与模具设计

06
总结与展望
弯曲工艺与模具设计的现状与挑战
现状
随着制造业的快速发展,弯曲工艺与模具设计在产品制造中占据重要地位。目前,弯曲工艺与模具设 计已经取得了长足进步,能够满足多种复杂形状的加工需求。
挑战
然而,在弯曲工艺与模具设计过程中,仍存在一些挑战,如高精度控制、复杂曲面加工、高效自动化 等方面的问题。
未来发展方向与技术前沿
柔性制造技术
随着个性化需求的增加,柔性制造技术将成为未 来发展的重点。通过柔性制造技术,可以实现快 速、高效、个性化的产品制造,提高生产效率和 降低成本。
增材制造技术
增材制造技术是一种基于数字模型的快速成型技 术,能够实现复杂形状的高精度加工。未来,增 材制造技术有望在弯曲工艺与模具设计中发挥更 大的作用。
模具材料的选择蚀性等。
常用材料
碳素工具钢、合金工具钢、硬质合金、铸铁等。
材料处理
热处理、表面处理等。
模具设计的流程与方法
设计流程
明确设计任务→收集设计资料→设计 出图→审查→修改。
设计方法
经验设计法、解析设计法、计算机辅 助设计法等。
04
弯曲工艺与模具设计的关系
THANK YOU
模具设计对弯曲工艺的影响
模具结构
模具的结构对弯曲工艺的实施具 有重要影响,合理的模具结构可 以提高弯曲效率并降低不良品率。
模具材料
模具材料的选取直接影响弯曲工艺 的效果,选用高强度、耐磨和耐热 的材料可以提高模具的使用寿命和 弯曲质量。
冷却系统
模具中的冷却系统对于控制弯曲过 程中的温度至关重要,合理的冷却 系统设计可以减少热应力,提高产 品质量。
02
弯曲工艺的基本原理
弯曲变形的过程与特点
弯管模具设计分析
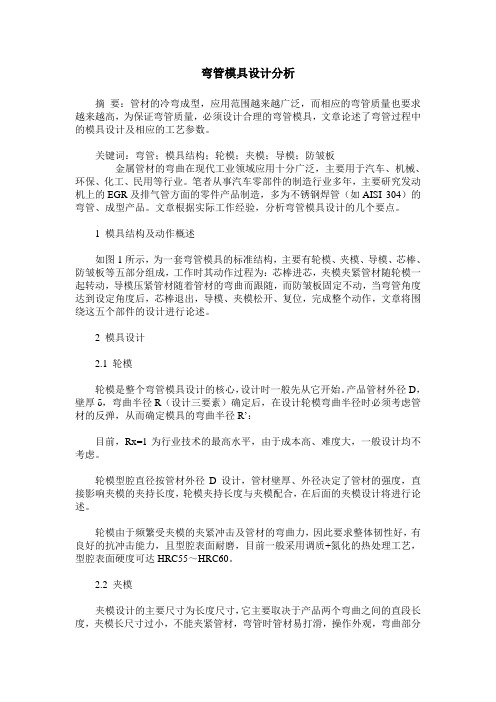
弯管模具设计分析摘要:管材的冷弯成型,应用范围越来越广泛,而相应的弯管质量也要求越来越高,为保证弯管质量,必须设计合理的弯管模具,文章论述了弯管过程中的模具设计及相应的工艺参数。
关键词:弯管;模具结构;轮模;夹模;导模;防皱板金属管材的弯曲在现代工业领域应用十分广泛,主要用于汽车、机械、环保、化工、民用等行业。
笔者从事汽车零部件的制造行业多年,主要研究发动机上的EGR及排气管方面的零件产品制造,多为不锈钢焊管(如AISI 304)的弯管、成型产品。
文章根据实际工作经验,分析弯管模具设计的几个要点。
1 模具结构及动作概述如图1所示,为一套弯管模具的标准结构,主要有轮模、夹模、导模、芯棒、防皱板等五部分组成,工作时其动作过程为:芯棒进芯,夹模夹紧管材随轮模一起转动,导模压紧管材随着管材的弯曲而跟随,而防皱板固定不动,当弯管角度达到设定角度后,芯棒退出,导模、夹模松开、复位,完成整个动作,文章将围绕这五个部件的设计进行论述。
2 模具设计2.1 轮模轮模是整个弯管模具设计的核心,设计时一般先从它开始。
产品管材外径D,壁厚δ,弯曲半径R(设计三要素)确定后,在设计轮模弯曲半径时必须考虑管材的反弹,从而确定模具的弯曲半径R’:目前,Rx=1为行业技术的最高水平,由于成本高、难度大,一般设计均不考虑。
轮模型腔直径按管材外径D设计,管材壁厚、外径决定了管材的强度,直接影响夹模的夹持长度,轮模夹持长度与夹模配合,在后面的夹模设计将进行论述。
轮模由于频繁受夹模的夹紧冲击及管材的弯曲力,因此要求整体韧性好,有良好的抗冲击能力,且型腔表面耐磨,目前一般采用调质+氮化的热处理工艺,型腔表面硬度可达HRC55~HRC60。
2.2 夹模夹模设计的主要尺寸为长度尺寸,它主要取决于产品两个弯曲之间的直段长度,夹模长尺寸过小,不能夹紧管材,弯管时管材易打滑,操作外观,弯曲部分出坑,不满足产品要求。
反之,尺寸过大,容易将前一个弯夹扁、变形,这在工艺上是不充许的。
v型弯曲零件模具设计
毕业设计说明书题目专业班级学生姓名指导教师2013年 11月 20 日关键词:靠板、工艺性分析、冲裁工艺方案确定、模具结构的确定、有关工序与设计的计算、模具零部件的选用、模具总装图的绘制、零件图的绘制目录第一章绪论 (1)1.1 课题的来源、目的、意义 (2)1.2课题的主要内容和工作方法 (3)1.3解决的重点问题和创新 (4)第二章零件的工艺性分析 (5)2.1冲裁件的结构与尺寸 (6)2.2冲裁件的精度 (7)2.3冲裁件的材料 (8)第三章冲压模设计 (9)3.1冲裁工艺方案的确定 (9)3.2模具总体结构方案 (10)3.3排样设计与计算 (11)3.4冲压力及压力中心计算 (12)3.5模具工作零件的设计 (13)3.6标准零件的选用 (14)第四章模具零件的制造与装配 (15)4.1凸模制造工艺 (16)4.2凹模制造工艺 (17)4.3模具装配工艺 (18)第四章小结 (19)第五章结果与建议 (20)附:打印标准样式(一)一律按毕业论文(毕业设计)封面大小要求交计算机打印稿。
(二)字号、字体要求:论文题目黑体一号“内容提要”“关键词”字样黑体三号摘要正文宋体小四号关键词宋体小四号论文正文第一层次(章)题序和标题小二号黑体字第二层次(节)题序和标题小三号黑体字第三层次(条)题序和标题四号黑体字第四层次正文宋(或楷)体小四号(英文用新罗马体12号)论文页面设置注意装订线,页码一律用5号居中标明。
第三层次(条)题序和标题四号黑体字第四层次正文宋(或楷)体小四号(英文用新罗马体12号)论文页面设置注意装订线,页码一律用5号居中标明。
第一章绪论1.1 课题的来源、目的、意义该课题是从3栋教学楼刘金铁老师按两个人一组从毕业设计课题处随机抽取出的一个课题,零件(靠板)结构形式已用图纸表达。
该课题要求首先分析零件的工艺性然后做出工艺方案的确定,再确定模具的总体结构方案,进行有关工艺与设计的计算,最后确定模具的零部件结构,绘制出总装图和零件图。
模具设计基础-第三章 弯曲工艺与弯曲模具设计
当t 2mm ,S t 当t 2mm ,S 2t
模具设计基础 第三章 弯曲工艺与弯曲模具设计
5.止裂孔、止裂槽 如图 3.12 所示, 当局部弯曲某一段边缘时, 为了防止 尖角处由于应力集中而产生裂纹,可增添工艺孔、 工艺槽或 将弯曲线移动一定距离, 以避开尺寸突变处, 并满足b≥t, h=t+r+b/2的条件。
弯曲件的结构工艺性对弯曲生产有很大的影响。弯曲件良 好的工艺性,不仅能简化弯曲工序和弯曲模的设计,而且还能 提高弯曲件的精度、节约材料、提高生产率。 (1)弯曲件的形状 弯曲件的形状一般应对称,弯曲半径应左右一致,如图 所示。图(b)所示形状左右不对称,弯曲时由于工件受力不平 衡将会产生滑动现象,影响工件精度。
3.7补偿法
模具设计基础 第三章 弯曲工艺与弯曲模具设计
2) 校正法 校正弯曲时,在模具结构上采取措施,让校正压力集 中施加在弯曲变形区,使其塑性变形成分增加,弹性变形 成分减小,从而使回弹量减小,如图 3.8 所示。
3.8 校正法示意
模具设计ห้องสมุดไป่ตู้础 第三章 弯曲工艺与弯曲模具设计
四、弯曲件的工艺性
模具设计基础 第三章 弯曲工艺与弯曲模具设计
3.回弹 由于影响回弹的因素很多,各因素之间往往又互相影 响,因此很难实现对回弹量的精确计算和分析。在模具设 计时,对回弹量的确定大多按经验确定(也可查有关冲压资 料进行估算),最后通过试模来修正。 在模具设计时,要尽可能消除或减小回弹的影响响(指 消除回弹对弯曲件的影响,但并不能消除弯曲件的回弹现 象)。
弯曲模设计实例

图3.57 计算毛坯尺寸分析图
(2)弯曲力的计算
影响弯曲力的因素太多, 形件自由弯曲力近似公式: F1=2.4Btσbαβ 式中 由表3.10,用插值法取α=0.65,延伸率在20%~25%之间;
由表3.12,用插值法取β=0.80。 所以 F1=2.4Btσbαβ
(2)凹模部分 凹模是转轴式,左右两弯曲部分对称。如图
3.60所示。
图3.60 转轴凹模及镶块
6.选定设备
根据弯曲力、模具闭合高度及模具外形尺寸,选择 Jc23-63的开式压力机,
查附表,其主要技术规格为 公称压力 630kN; 滑块行程 120mm 最大闭合高度 360mm; 连杆调节量 80mm 工作台尺寸 480×710mm;模柄孔尺寸 φ50×70mm 工作台垫板厚度 90mm
冷冲模具设计
弯曲模设计实例
零件名称:塑料闸瓦 钢背
本工序简图如图3.56 所示,材料Q235 (A3),厚度t=3mm, 大批量生产。
图3.56 塑料闸瓦钢背
1.分析零件的工艺性 该零件的断面形状是燕尾形,由图3.54可知,零件左右对称,
弯曲要求达到的尺寸精度、弯曲半径等均符合弯曲工艺要求。
=2.4×265×3×450×0.65×0.8 =446.472kN 根据压弯力的大小,考虑顶料力和校正,初步 选定630kN的开式压力机。
4.模具总体设计 模具结构草图如图3.58所示,主要由上模板、凸模、顶出装
置、转轴式凹模、下模板、垫板等组成。
初步计算模具闭合高度H=223mm。 凹模座的外形尺寸估计为140mm×360mm。
结论:该零件适合弯曲。
2.确定工艺方案
方案一:分两次弯曲成形 即先弯成四个直角的形件,再侧弯成燕尾形,这
Z形件弯曲模具设计

毕业设计(论文)说明书题目:Z形件弯曲模设计系名机械工程系专业机械设计制造及其自动化学号学生姓名指导教师职称讲师2015年 4月 10 日摘要本次设计是Z形件弯曲模的设计,制件为Z形件。
本文借鉴了冷冲压模具设计的全部过程。
文章主要过程是从产品的工艺分析到最后设计冲压模具,首先,通过对制件的特点的了解,进一步对制件进行工艺分析,确定该制件符合冷冲压加工的要求。
冲压工艺方案和结构确定为弯曲模具冲压,并对弯曲模进行设计。
除对制件进行排样分析和计算搭边值、冲压力、以及确定模具压力中心外还重点分析了制件的凸模、凹模及其凸凹模结构并进行设计、计算,定位零件的选取和结构分析,以及固定方式等技术难点,最终通过AutoCAD进行绘图,得到相关零件的零件图及弯曲模具的装配图。
关键词:冷冲压;Z形件;弯曲模具设计AbstractThis design is Z blanking design of the compound die, product as a Z convex shaped gasket. In this paper, the whole process of cold stamping die design. The article is main process from product process analysis of the final design of the stamping die, first of all, based on the understanding of the parts, parts for process analysis, to determine the work pieces with cold stamping processing requirements. Stamping process scheme and structure determination for the Flip Style compound die punching, and the design of compound die. In addition to the parts layout analysis and calculation on the boundary, pressure, and to determine the pressure center of the mould is focus on the analysis of the parts of the punch, die and punch die structure and design, calculation, selection and structure analysis of positioning component, and the fixed mode to point, finally drawing by AutoCAD the assembly diagram, parts diagram and related parts of the composite mold.Key words: Cold stamping;Z convex shaped gasket;Compound die design目录第一章前言 (6)1.1我国模具行业的发展方向和前景 (7)1.2 冲压加工的特点 (7)1.3 冲压模具的种类 (8)1.4课题意义 (9)第二章冲压工艺性分析及冲压方案的确定 (10)2.1 冲压工艺性分析 (10)2.2 冲压工艺方案的确定 (10)第三章排样设计及计算 (11)3.1毛坯尺寸计算 (12)3.2排样与定距设计 (13)3.3确定搭边值 (13)3.4确定条料宽度计算利用率 ............ 错误!未定义书签。
第3节冲压模具设计——弯曲模方案
本节主要内容: 一.弯曲加工原理 二.弯曲模具设计程序
一.弯曲加工原理
弯曲:在冲压力的作用下,把平板坯料弯折成一 定角度和形状的一种塑性成型工艺。 ? 分类:压弯、折弯、扭弯、滚弯和拉弯。
? 弯曲模:弯曲工艺使用的冲模。
压弯的典型形状: 典型压弯工件:
弯曲过程及工作原理
件宜采用工序分散的工艺; (5)精度要求高的部位的弯曲宜采用单独工序
弯曲,以便模具的调整与修正。
2.弯曲件的工序安排
(1)简单弯曲件可一次弯曲成形,如 V形件、U形件、 Z形件;复杂弯曲件需二次或多次弯曲成形,但尺寸 小、材料薄、形状较复杂的弹性接触件最好一次复 合弯曲成形。
(2)非对称弯曲件应尽可能采用成对弯曲;
人有了知识,就会具备各种分析能力, 明辨是非的能力。 所以我们要勤恳读书,广泛阅读, 古人说“书中自有黄金屋。 ”通过阅读科技书籍,我们能丰富知识, 培养逻辑思维能力; 通过阅读文学作品,我们能提高文学鉴赏水平, 培养文学情趣; 通过阅读报刊,我们能增长见识,扩大自己的知识面。 有许多书籍还能培养我们的道德情操, 给我们巨大的精神力量, 鼓舞我们前进。
Z形件复合弯曲模
8.5 圆筒形件弯曲 一般分两次成形 第一次成形
第二次成形
大圆形件弯曲模 适用于圆筒直径 d≥20mm的大圆
一次成形
转动凹模弯曲模
小圆形件弯曲模 适合d≤5mm 的小圆形件
8.6 铰链件弯曲 一般分两次成形
9 弯曲件成形模具总体结构设计
9.1 排样与材料纹向 实例分析:弹簧接触片
L ? ? L直 ? ? S弧
2.无圆角弯曲或弯曲半径 r<0.5t的弯曲件 毛坯尺寸可用下表所列经验公式。
第三章:弯曲工艺与弯曲模具设计

校正弯曲时,回弹角修正量: K90
不是90°的角按下式修正: x ( / 90)90
➢ 当r/t < 8~10时,要分别计算弯曲半径和弯曲角的回弹值,再修正。
弯曲板料时
凸模的圆角半径: rp 1/(1/ r) (3 s / Et)
凸模圆弧所对中心角: p
(r
/ rp )
弯曲件的滑移
6. 最小弯曲半径 rmin
❖ r/t 小 —— 变形程度大 —— 弯曲破坏。 影响最小弯曲半径的因素:
❖ 材料的机械性能:好塑性(塑稳)、退火处理、热弯、开槽减薄 ❖ 方向性:折弯线垂直纤维方向:伸长变形能力强
❖ 板宽:B/t 小(< 3) ❖ 弯曲角:小, 直边有切向形变。 ❖ 板料表面质量和断面质量:差处易应力集中发生破坏。 ❖ 板料厚度:t小 —— 切向应变小 —— 开裂小。
弯曲件的工序安排
1. 工序安排的一般原则 ➢ 先弯外角后弯内角,后次弯曲不能影响前一次弯曲变形,前次弯曲应考 虑后次弯曲有合适的定位基准。 ➢ 当有多种方案时,要进行比较,进行优化。
2. 工序安排的一般方法 ➢ 形状简单的弯曲件可一次弯曲成形。如V形、U形、Z形。 ➢ 形状复杂的弯曲件可用两次或多次压弯成形。
➢ r/t值
小r/t: 加厚筋边或 减小 r; 其值大时拉弯
(在同条件下,r/t越小,则总变形量就越大,回弹就越小。) 工艺处理
➢ 弯曲中心角
(α越大,变形区长度越长,参与变形的区域越大,回弹越多。)
小
➢ 弯曲方式与校正力大小
(自由弯曲回弹大,校正弯曲回弹小,校正力越大回弹越小。)
➢ 工件形状
(工件形状越复杂,回弹就越少。)
弹-塑性变形: 塑性变形:
L1-L2 ,r1-r2 超过屈服极限,
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6 弯曲模具设计
本章容: V形弯曲模、U形弯曲模,多角弯曲件、圆
形弯曲件等复杂件弯曲成形的多工序
复合弯曲模,U形弯曲模设计实例。
本章难点:复杂弯曲模的结构组成与动作过程。
6.1 简单弯曲模
简单弯曲模——工作时模具通常只有一个垂直运动
的单工序弯曲模。完成的制件有单角的V形件、双角
的U形件和小于90°的U形件等简单件。
6.1.1 V形件弯曲模
. .. .
.. .. .. ..
图6.1 V形件弯曲模 图6.2 V形件弯曲模三维模型
图6.3 V形件压板式弯曲模
图6.4 V形件折板式弯曲模
(a) 开模状态 (b) 合模状态
图6.5 V形件折板式弯曲模三维模型
V形件折板式弯曲模
. .. .
.. .. .. ..
6.1.2 U形件弯曲模
图6.6 U形件的弯曲模
图6.7 弯制夹角小于90°的U形件弯曲模
弯制夹角小于90°的U形件弯曲模
异形U形件弯曲模
Z形件弯曲模
6.1.3 通用弯曲模
图6.8 通用弯曲模
. .. .
.. .. .. ..
6.2 复杂弯曲模
复杂弯曲模——在工作时通常具有两个或两个以上
的运动,可将多个弯曲变形一次完成。
6.2.1 C形弯曲模
图6.9 C形弯曲模
图6.10 C形弯曲模立体模型
(a) 弯曲初始状态 (b) U形中间弯曲状态 (c) C形最终弯曲状态
图6.11 C形件弯曲动作过程
四角弯曲模1
四角弯曲模2
异形件弯曲模
6.2.2 O形件弯曲模
O形件弯曲模
. .. .
.. .. .. ..
图6.12 滑板式弯曲模
图6.13 滑板式弯曲模模型
(a) 初始弯曲状态 (b) 中间弯曲状态 (c) 最终弯曲状态
图6.14 弯制带有耳翅的环类工件的滑板式弯曲模
. .. .
.. .. .. ..
图6.16 圆形件自动卸料弯曲模
图6.17 圆形件自动卸料弯曲模动作过程
其他弯曲1
其他弯曲2
6.3 U形弯曲件冲压实例
6.3.1工艺分析及工艺方案
图6.18 弯曲件
材料为35钢板(退火),板厚3mm,大批量生产
该零件形状简单,批量生产,精度无特殊要求,结构
不对称,应注意弯曲中的偏移问题。
该零件弯曲半径R=5mm,查表5-2可知
min
0.82.4mmrt
,有R>minr,故此不会弯裂。
由图5.21(a)可知:当t≥2mm时,a≥2t,故此件最小
孔边距是6mma;该件两个16的孔边距是14mm,因此
可采用先落料、冲孔,再弯曲成形,而弯曲时孔将不
会发生变形。
由图5.20得知:弯曲件直边高度H>2.5t,最小直边
. .. .
.. .. .. ..
高度为7.5mm;而该件的直边高度是12mm,符合要求。
为使制件弯曲不偏移,可以利用两个16孔定位。
由此可见,最终的合理设计方案为:落料—冲孔复合
工序;弯曲成形工序。
6.3.2 工艺计算
1) 毛坯展开长度计算
图6.19 毛坯及尺寸计算图
毛坯展开长度为:12345LLLLLL
其中:12012mmLRt;
2
602244mmLRt
;
3
5042mmLRt
;
由53rt=1.57,查表5-6可知:层位移系数0.4,
所以,
45
π()180LLrtπ90
(50.43)180
mm
=
9.73mm
短边侧端距孔中心线之距:
124
/2(129.7322)mm43.73mmLLL
长边侧端距孔中心线之距:
325
/2(429.7322)mm73.73mmLLL
毛坯总长为:43.7373.73117.46mm
2) 弯曲力的计算和设备的选择
为减少回弹,常采用校正弯曲:由公式(5.9)可知:校正弯曲力
FqA
其中:由表5-9查得单位校正力5070MPaq~,取60MPaq;
水平投影面积 2100(602)5400mmAt
所以弯曲力:605400N324000N324kNFqA
初选压力机:开式双柱可倾式压力机,型号J23—400;考虑压力机滑块行程
为100mm,方便制件取出,故J23—400也是最终选择。
3) 模具工作部分尺寸计算
(1) 宽度尺寸计算
弯曲件是外形尺寸标注,应以凹模为基准进行计算。
制件公差未注按IT14级选取:0.74mm,
凹模制造公差推荐用IT9级:0.074mm凹。
查表5-11:(0.75)LL凹凹0.074(600.750.74)0.07459.45mm
(2) 间隙大小计算
间隙大小:Ctkt,其中,板厚正偏差
0.2mm
,
查表5-10可知:间隙系数0.05k (按长边选取),
则单边间隙3.35mmC。
凸模工作部分尺寸L凸按凹模实际尺寸制作,保证双边间隙为2C。
(3) 凹模圆角半径等。查表5-12知:8mmr凹,凹模深度为25mm。
. .. .
.. .. .. ..
6.3.3 模具结构设计
图6.20 U形件弯曲模设计
图6.21 凸模零件图 图6.22 凹模零件图
T10A,热处理硬度58HRC~60HRC T10A,热处理硬度
58HRC~60HRC
习 题
1. 弯曲模的设计要点是什么?
2. 常用弯曲模有哪几种结构?各有什么特点?
3. 试设计弯曲模冲压如下制件:
(1) 一次压弯成形模,如图5.29所示。
(2) 二次或多次压弯成形模,如图5.30、图5.31所
. .. .
.. .. .. ..
示。
(3) 成对弯曲成形模,如图5.33所示。