MotoSimEG-VRC安川机器人虚拟调试 第五节 点焊加走行轴
motosimeg-vrc概述

motosimeg-vrc概述英文版Overview of Motosimeg-VRCMotosimeg-VRC, a cutting-edge technology in the realm of robotics, has been revolutionizing the way we interact with machines. This article aims to provide a comprehensive overview of Motosimeg-VRC, its features, applications, and potential impact on various industries.What is Motosimeg-VRC?Motosimeg-VRC stands for Motorized Simulation and Emulation for Virtual Reality Control. It is an advanced simulation software that enables users to control robots remotely through a virtual reality interface. This technology combines the power of simulation, robotics, and virtual reality to create a seamless user experience.Features of Motosimeg-VRCReal-time Simulation: Motosimeg-VRC provides real-time simulation of robot movements, allowing users to see the exact response of the robot to their commands in a virtual environment.Intuitive Interface: The virtual reality interface is designed to be intuitive and user-friendly, enabling even non-experts to operate robots with ease.Versatility: Motosimeg-VRC is compatible with a wide range of robots, making it a versatile tool for various applications.Safety Features: The simulation environment allows users to test and refine their commands without the risk of causing actual damage to the robot or the surrounding environment.Applications of Motosimeg-VRCManufacturing: Motosimeg-VRC can be used in manufacturing settings to simulate and refine robotic processes before implementing them in the real world.Space Exploration: In space exploration, robots play a crucial role. Motosimeg-VRC can help mission planners simulate and optimize robot movements in space environments.Military Applications: The technology can be used to simulate complex robotic missions in military operations, enabling better planning and execution.Education and Training: Motosimeg-VRC provides an excellent platform for educating and training students and professionals in robotics and virtual reality.ConclusionMotosimeg-VRC represents a significant leap forward in robotics technology. Its ability to simulate and control robots remotely through a virtual reality interface opens up a world of possibilities in various industries. As this technology continues to develop, we can expect it to revolutionize the way we interact with machines, making them safer, more efficient, and easier to use.中文版Motosimeg-VRC,这一机器人领域的尖端技术,正在改变我们与机器的交互方式。
2024年安川机器人培训教程

安川机器人培训教程安川培训教程一、引言随着科技的不断发展,工业已成为现代制造业的重要组成部分。
安川作为全球领先的工业制造商之一,其产品广泛应用于各个领域。
为了更好地推广和应用安川,本教程旨在为广大用户提供一个全面、系统的培训课程,帮助大家熟练掌握安川的操作、编程和维护技能。
二、课程目标1.熟悉安川的基本结构、功能和性能特点;2.掌握安川的操作方法和编程技巧;3.学会安川的日常维护和故障排除;4.提高实际应用中安川的工作效率和稳定性。
三、课程内容1.安川概述(1)安川发展历程(2)安川产品系列及特点(3)安川应用领域2.安川基本结构(1)机械结构(2)电气系统(3)控制系统3.安川操作方法(1)开机与关机(2)示教器操作(3)坐标系设定(4)运动模式选择(5)速度、加速度设置4.安川编程技巧(1)编程语言简介(2)基本指令及功能(3)程序结构及编写方法(4)程序调试与优化5.安川日常维护与故障排除(1)日常检查与保养(2)易损件更换(3)故障诊断与排除(4)安全注意事项四、课程安排1.理论教学:讲解安川的基本知识、操作方法和编程技巧;2.实践操作:分组进行实际操作,熟悉安川的操作过程;3.案例分析:分析典型应用案例,掌握安川的应用技巧;4.互动环节:解答学员疑问,分享经验,提高培训效果;5.考核评估:对学员进行理论知识和实践操作考核,确保培训质量。
五、培训对象1.从事自动化设备维护、维修的技术人员;2.从事工业应用的技术人员;3.有志于从事工业相关工作的相关人员;4.大中专院校自动化、机电一体化等相关专业师生。
六、培训效果通过本教程的学习,学员将能够:1.熟练掌握安川的操作、编程和维护技能;2.提高实际工作中安川的应用效果;3.为企业降低生产成本、提高生产效率提供技术支持;4.增强个人职业竞争力,拓宽就业领域。
七、安川培训教程旨在为广大用户提供一个全面、系统的培训课程,帮助大家熟练掌握安川的操作、编程和维护技能。
MOTOMAN 点焊机器人培训教程

MOTOMAN-ES165Nˈ-ES200N 䗖 ⫼ⱘ⛞䪇⊩݄᳝ϸ辵˖
㶎ᄨ 6-M10 ᏺ㒱㓬༫
䫔ᄨ 92 6-9 H7
㶎ᄨ 6-M10 ᏺ㒱㓬༫
䫔ᄨ 6-10 H7
125
Ԏ᳡⬉ᴎൟো ⛞䪇ᴎ఼ҎϞⱘᅝ㺙 ᔶᓣ
2-3
2.3 【X 型气动焊钳】
2.3 【X 型气动焊钳】
㸠 ᳔㸠
a ଢ଼ᆑ L
双面点焊是最常见的点焊方法,电极由工件的两侧向焊接处馈电;单面点焊 主要用于电极难以从工件两侧接近工件,或工件一侧要求压痕较浅的场合。典型 的双面点焊方式如图 1-1 所示。
P
Ϟ⬉ᵕ
䗮⬉Ё⏽ᑺߚᏗ
থ⛁䞣ǂ˭˙I ˎˮ̐
˭˗থ⛁䞣ǂ˥˗⛞⬉⌕ ˮ˗⬉䰏 ǂ̐˗䗮⬉ᯊ䯈
ϟ⬉ᵕ
P
⛞Ḍ
⏽ᑺߚᏗऎߚ⚍
ķǂǂĸǂǂĹ
ᓔ㸠
ऩ㸠⇨ࡼ⛞䪇ҙ᳝䖭ϸϾ⢊ᗕ
ᇣᓔ㸠 Ꮉ㸠
य़㋻ ⚍⛞
ℸሎᇌ↨䕗݇䬂ᯊˈ 䆒䅵⛞䪇ᓣḋᯊ㽕 㗗㰥⬉ᵕׂ⺼㗠䗴 ៤ⱘℸሎᇌޣᇣDŽ
Ϟ⬉ᵕׂ⺼ ৢⱘԡ㕂
ϟ⬉ᵕׂ⺼ ৢⱘԡ㕂
ঠ㸠⇨ࡼ⛞䪇᳝䖭ϝϾ⢊ᗕ
䗮⬉䴶鳥˖ ଢ଼⏅hଢ଼ᆑ
ᇣᓔėᓔėᇣᓔߛᤶⱘ冫ᛣ
䆹䴶鳥䍞ˈ⛞ᯊѻ⫳ⱘ⬉ᛳ䍞ᔎˈ ⬉⌕䕧ߎ䍞ೄ䲒ˈ䖭ᯊˈ䗮ᐌ㽕Փ⫼ ↨䕗ࡳ⥛ⱘবय़఼ˈ䞛⫼䗚বব य़఼䖯㸠⬉⌕䕧ߎDŽ
1.5 点焊钳的结构及部件名称
⇨ࡼ⛞䪇⇨㔌㒘ӊ ⬉ࡼ⛞䪇Ԏ᳡⬉ᴎঞ啓䕂ㆅ
图 1-7 X 型焊钳结构及部件名称图
图 1-6、1-7 中所表示的只是焊钳的一般结构形式,在实际应用中,需要根据 打点位置的特殊性,对焊钳钳体须做特殊的设计,只有这样才能确保焊钳到达焊 点位置。
安川机器人仿真软件MotosimEG实用手册
安川仿真软件MotosimEG实用手册安川仿真软件MotosimEG实用手册1.欢迎使用MotosimEG1.1 简介1.2 功能概述1.3 系统要求1.4 安装与启动2.用户界面2.1 主界面介绍2.2 菜单栏功能2.3 工具栏功能2.4 状态栏说明3.项目管理3.1 新建项目3.2 打开项目3.3 保存项目3.4 导出项目3.5 关闭项目4.建模4.1 创建模型4.2 选择类型4.3 修改参数4.4 添加工具和末端执行器4.5 添加传感器和逻辑设备5.工作环境建模5.1 创建工作环境模型5.2 设置工作台面5.3 添加障碍物5.4 设置传感器和逻辑设备6.运动规划6.1 初步规划6.2 轨迹编辑器6.3 路径规划6.4 碰撞检测6.5 线路优化7.仿真与调试7.1 单步运行调试 7.2 轨迹回放7.3 异常情况处理7.4 数据记录与分析8.仿真结果评估8.1 运动性能分析 8.2 工作环境分析 8.3 运动数据分析8.4 风险评估9.参考资料9.1 用户手册9.2 技术文档9.3 问题解答9.4 常见故障排除附件:1.示例工程文件2.安装包及序列号法律名词及注释:1.MotosimEG:安川仿真软件的注册商标。
2.模型:指虚拟的实体,用于演示和分析运动。
3.工作环境模型:指虚拟的工作环境,用于仿真在特定场景下的运动。
4.轨迹编辑器:用于编辑运动轨迹的可视化工具。
5.路径规划:根据的目标位置和约束条件,计算出合适的运动路径。
6.碰撞检测:在仿真过程中,检测是否与工作环境中的障碍物发生碰撞。
7.异常情况处理:处理仿真过程中发生的错误、异常或不正常的情况。
8.数据记录与分析:记录仿真过程中的关键数据,并进行后续的分析和评估。
《工业机器人焊接工艺与技能》习题答案
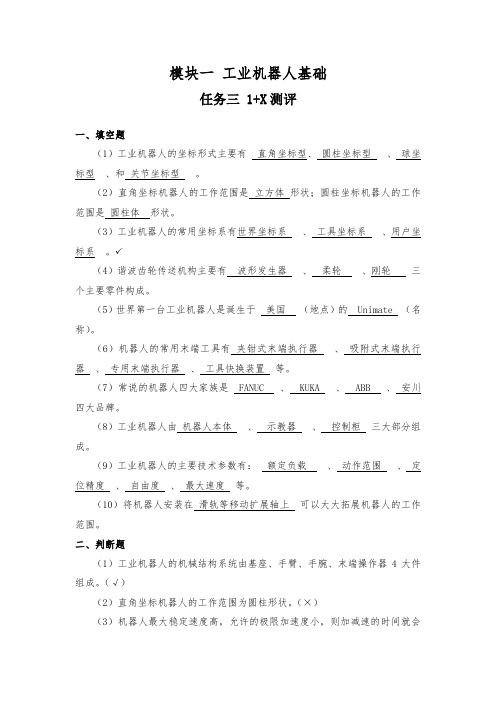
模块一工业机器人基础任务三 1+X测评一、填空题(1)工业机器人的坐标形式主要有直角坐标型、圆柱坐标型、球坐标型、和关节坐标型。
(2)直角坐标机器人的工作范围是立方体形状;圆柱坐标机器人的工作范围是圆柱体形状。
(3)工业机器人的常用坐标系有世界坐标系、工具坐标系、用户坐标系。
(4)谐波齿轮传送机构主要有波形发生器、柔轮、刚轮三个主要零件构成。
(5)世界第一台工业机器人是诞生于美国(地点)的 Unimate (名称)。
(6)机器人的常用末端工具有夹钳式末端执行器、吸附式末端执行器、专用末端执行器、工具快换装置等。
(7)常说的机器人四大家族是 FANUC 、 KUKA 、 ABB 、安川四大品牌。
(8)工业机器人由机器人本体、示教器、控制柜三大部分组成。
(9)工业机器人的主要技术参数有:额定负载、动作范围、定位精度、自由度、最大速度等。
(10)将机器人安装在滑轨等移动扩展轴上可以大大拓展机器人的工作范围。
二、判断题(1)工业机器人的机械结构系统由基座、手臂、手腕、末端操作器4大件组成。
(√)(2)直角坐标机器人的工作范围为圆柱形状。
(×)(3)机器人最大稳定速度高,允许的极限加速度小,则加减速的时间就会长一些。
(√)(4)机器人承载能力是指机器人在工作范围内的特定位姿上所能承受的最大质量。
(×)(5)一般工业机器人手臂具有4个自由度。
(×)(6)工业机器人的手我们一般称作末端操作器。
(√)(7)工业机器人控制系统的主要功能有示教再现功能与运动控制功能。
(√)(8)机器人示教器主要用于编写机器人程序。
(×)(9)工业机器人运动轴按其功能可划分为机器人轴、基座轴、工装轴。
(对勾)(10)机器人的世界坐标系、工具坐标系、用户坐标系都是关节坐标系。
(×)模块二工业机器人焊接系统任务五 1+X测评一、填空题1.焊接机器人根据焊接工艺类型可分为点焊机器人、弧焊机器人、激光焊接机器人等种类。
安川机器人操作简要

数值键也可以做用途键来使用。详细情况请参考各种用途的说明。
2-8
y 表示画面 在投入主电源后,如果正常起立,就会显示如下首位菜单画面。
在实行命令或数据的登录、操作装置的现在位置的登录、编辑操作等相关处理 时,进行最终确认的键。 y 如果按[进入]键,被显示在输入缓冲线上的命令或数据就被输入在显示器上
的游标位置上,就此结束登录、追加、变更等。 同时按此键,可以使用其他功能。 (可以和移动同时按的键) [首位菜单]、[坐标]、[补间]、游标、预约画面呼出键
2-4
2.2 关于控制盘
y 程序设计吊架上的键
[非常停止]
非常停止
[自动停止开关]
如果按此按钮,就会投入伺服电源。
y 如果遮断伺服电源,程序设计吊架上的伺服 ON LED 和读出盘上的 SERVO ON READY 指示灯就熄灭。
y 在显示器上显示表示处于非常停止状态的信息。 如果按此按钮,就会投入操作装置驱动用电源。 自动停止开关在 SERVO ON REDEY 指示灯闪亮的状态下,在安全旗 ON 及演示 锁定 ON 时变得有效。
编辑表示应用可进行轴操作的组合轴页码动作坐标系实行中的状态手动动作动作周期可以进行轴操作的组合轴如果是安装固定轴的系统或具有多个机器人轴的系统在进行轴操作时表示可以进行操作的轴切换成基础轴固定轴
焊接样板·
2.2 关于控制盘
如果按此按钮,就成为读出方式。可以进行演示结束后的作业读出。 y 在读出方式中,这个键的指示灯发亮。 y 在演示锁定中,即使按此按钮也不会变成读出方式。 如果按此按钮,就成为演示方式。可以在程序设计吊架上进行轴操作和编辑操 作。 y 在演示方式中,这个键的指示灯发亮。 y 如果选择的 EDIT LOCK 开关处于 ON 状态,就不能进行编辑作业。 利用此按钮可以切换是利用程序设计吊架还是利用外部输入信号进行开始或方 式替换操作。 在这个按钮的指示灯亮着的时候,根据外部输入信号的操作就变得有效。 在这个按钮的指示灯灭灯时,根据程序设计吊架的操作就变得有效。 如果发生警报或故障,这个指示灯就亮灯。 y 在解除故障时,请按程序设计吊架上的[取消]键。 y 在解除警报时,请按程序设计吊架上的[复位]键。 如果按此按钮,操作装置就开始运转。 y 在运转中,这个按钮的指示灯就会亮灯。
安川机器人操作及编程简易教程
3. 按下[插入]键。
4. 按下[回车]键,则完成程序点的插入。所插入的 程序点之后的各程序点号码自动加1。
20
Hi-P International Limited © 2011 20
CONFIDENTIAL
3.2.4.2 删除程序点
1. 连续按下[前进]键,把机器人移至要删除的程序点6。
6. 显示字母表画面。以名为“TEST”的程序为例进行说 明。
注意:程序名称可使用数字、英文字母及其他符号,最 大长度为8个字符。
7. 光标放在“T”上按[选择]键。以同样的方法输入“E”、 “S”、 “T”。
8. 按[回车]键,程序名“TEST”被输入。 9. 光标移动到“执行”上,按[选择]键,程序“TEST”被 输入到XRC的内存中,程序被显示,“NOP”和 “”END命令自动生成。
程序点3——作业开始位置 保持程序点2的姿态不变,并移向作业开始位置。 此时,改变机器人的关节坐标系为直角坐标系即可保证 在移动的过程中机器人姿态不变。 1. 用手动速度[高]或[低]键,改变机器人移动的速度至中 速,状态区域显示如下。
CONFIDENTIAL
Hi-P International Limited © 2011
3. 光标在行号0003处时,按[选择]键,此时光标转移到 输入缓冲显示行处,继续按光标键将光标移至设定速度 处,然后设定相应的再现速度,设定再现速度为 138cm/min。
4. 按[回车]键,输入程序点4(行0004)。
CONFIDENTIAL
Hi-P International Limited © 2011
CONFIDENTIAL
Hi-P International Limited © 2011
安川机器人操作及简单故障处理

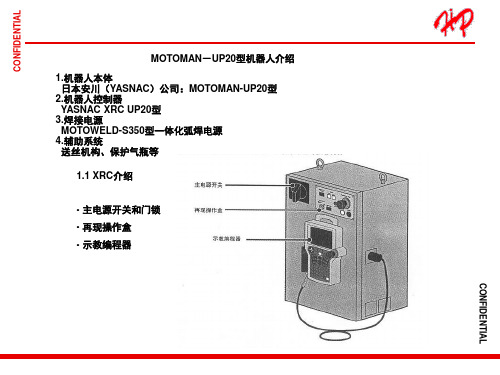
安川机器人操作及简单故障处理一.机器人简介1、硬件构成:我公司二期所用的日本安川公司机器人共有15 台,全部为MOTOMAN系列产品,共有SK120,SK6,SV3及UP6四种型号。
四种型号的机器人都是由机器人本体,控制柜两部分构成。
机器人本体上装有伺服马达,传动机构及减速机构等机械装置。
这几种型号的机器人都是有六个轴关节,由六台伺服马达和六套传动机构组成。
六个轴的名称分别为S、L、U、R、B、T轴,其中S轴控制整个本体的来回旋转、L轴控制机器人下臂的前后摆动、U轴控制机器人上臂上下摆动、R轴控制上臂的来回旋转、B轴控制机器人手腕的上下摆动、T轴控制手腕的来回旋转。
六个马达共同运动可以使机器人运行到其工作范围内的任意的一个空间位置。
控制柜内装有全部控制装置、再现操作盒及示教盘。
控制装置包括主计算机(CPU单元),伺服马达驱动器,各种外部信号输入输出板,电源装置等。
此系列机器人电源的额定输入为AC220V 50/60HZ三相电源,在国内使用时必须配备电源变压器。
再现操作盒上装有各种操作按纽、指示灯及通讯口等装置。
示教盘上有液晶显示器和各种操作按纽,主要用于编写程序、操作机器人及观察其工作状况等。
2、机器人工作方式:机器人的工作方式为示教再现型,即由操作者操作机器人完成一遍所有的预定动作,机器人记录下所走过各个位置点的坐标随后自动运行中按照示教的位置、速度完成所有动作。
机器人运动时的坐标系统有五个分别为:关节坐标系、直角坐标系、圆柱坐标系、工具坐标系和用户坐标系。
机器人在关节坐标系中运动方式为各轴单独运动互不影响;在直角坐标系中机器人以本体轴的X、Y、Z三个方向平行移动;在圆柱坐标系中机器人以本体轴Z轴为中心回旋、直角或平行移动;在工具坐标系中机器人以工具尖端点的X、Y、Z 轴平行移动;在用户坐标系中由用户在机器人工作的范围之内任意设定不同角度的X、Y、Z轴,机器人可延所设的各轴平行移动。
二.机器人的操作和程序的编写1、再现操作盒操作键说明:见P2-32、示教盘操作键说明:见P2-63、程序结构说明:机器人的程序语言为安川公司自己开发的专用语言(INFORM II),其指令主要分为移动指令、输入输出指令、控制指令和平移指令、运算指令等。