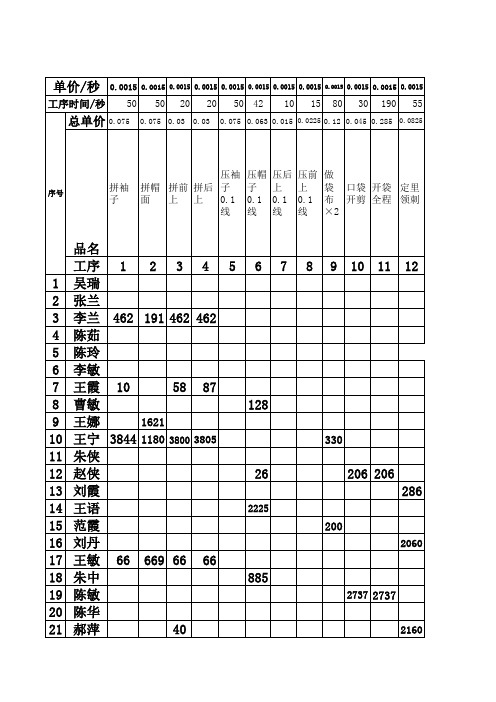
服装工序表
服装厂工人各种工序单价单算累计工资表
15 范霞
16 刘丹
17 王敏
18 朱中 78
19 陈敏
20 陈华
2360 4505
21 郝萍
22 刘东
168
23 杨曼
220
24 0
25 刘丽
26 王丽
4505
27 贾光
28 陈灵
4505
4505
29 陈灵
30 鲁丽
345 2770 308
31 李琴
32 谢春
33 赵伟
181
34 谢玲
35 0
36 0
17 王敏 18 朱中 19 陈敏 20 陈华
21 郝萍
2031
22 刘东
23 杨曼
24 0
25 刘丽 26 王丽 27 贾光
28 陈灵 29 陈灵 30 鲁丽 31 李琴
3115
12 12
30
1370
1376
32 谢春 33 赵伟 34 谢玲 35 0 4487 36 0 37 胡琴 38 孙芳 39 文丽 40 李丽 41 卜婷 42 张萍 43 贺东 44 王友
勾袖 袢
口长 刺 毛,
刀车 拼侧 缝
袖袢
上 袖 口 抓 毛 布
刀车 切挂 面棉
定袖 口橡 紧× 2
拉橡 紧包 袖口
工序 31 32 33 34 35 36 37 38 39 40 41 42
1 吴瑞
2 张兰
3 李兰
4 陈茹
5 陈玲
6 李敏
7 王霞
8 曹敏 4505
9 王娜
4345 4345
10 王宁
200 2060
2737 2737 2160
22 刘东 23 杨曼 24 25 刘丽 26 王丽 27 贾光 28 陈灵 29 陈灵 30 鲁丽 31 李琴 32 谢春 33 赵伟 34 谢玲 35 36 37 胡琴 38 孙芳 39 文丽 40 李丽 41 卜婷 42 张萍 43 贺东 44 王友 45 46 47 48 49 50 51 52 53 54
服装生产工艺流程图
服装生产工艺流程图┌—-┐┌——┐┌——-┐┌——┐┌——┐┌——┐┌—-┐│验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│└——┘└-—┘└———┘└——┘└——┘└-—┘└——┘服装生产的工艺流程大全(一)面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用.在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率.面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行.样板制作要求尺寸准确,规格齐全.相关部位轮廓线准确吻合。
服装生产工艺流程(超详细)
服装生产工艺流程(超详细)(一)生产准备面辅料进厂检验→技术准备→打版→试板样→封样→制定做工艺文件→裁剪→缝制→确认首件(水洗首缸)→锁眼钉扣→整烫→成衣检验→包装→入库出运。
(二)面料、辅料检验的目的和要求根据发货单详细出现短码/少现象要亲自参与清点并确认大货跟单负责大货的交货日期确定及面料进厂后要进行数量清点以及外观和内在质量的检验,及确认符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
根据客户确认后的单耗对面/辅料的进行核对,并将具体数据以书面形式报告公司。
如有欠料,要及时落实补料事宜并告知客户。
如有溢余则要报告客户大货结束后退还仓库保存,要节约使用,杜绝浪费现象。
由于坯布的质量直接关系到成品的质量和产量,因此裁剪前,必须根据裁剪用布配料单,核对匹数、尺寸、密度、批号、线密度是否符合要求,在验布时对坯布按标准逐一进行检验,对影响成品质量的各类疵点,例如色花、漏针、破洞、油污等须做好标记及质量记录把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
服装内部基础工价表 各类型

0.6 0.58
7 拉夹圈领口捆条*3 封夹圈领口捆条咀*3
8 拼后中开后叉 车翻腰带
9
0.58 0.6 0.58 0.7
1 坎袖口*2 2 坎下脚 3 四线袖口围*2 4 四线脚口 5
针织衫
0.25 0.25 0.15 0.2
6
四线骨缝*2 (长-中-短) (连袖加0.16-0.1-0.06)
0.25-0.200.14
0.8---1 0.8---1
0.11 0.45 0.32 0.2-0.15-0.11
11.94
西装
1 拼前侧*2 2 拼后中*1后侧*2 3 开前代落袋盖*2 4 拼肩贴*2 5 拼侧*2 肩*2 6 拼袖侧*4 7 做袖叉*2 8 做袋盖压线*2(长方形) 9 车肩畔压1/4线*2(三角形) 10 上袖*2 11 做领压子口线 12 上门襟压子口线*2 13 上领封脚 14 车里布整件 15 套里布整件 16 车翻前袋盖压暗线*2 17 拼袖山剪接*4 18 封袖口
7 四线上袖*2 8 拉肩*2
1 开前代*2 2 开后代(假---真) 3 装拉链 4 做腰
0.15 0.1
裤
0.6----0.8 1.00----1.50
0.5---0.8 0.45-0.6
5 上腰落耳仔*5 6 压腰线(内捆条---子口) 7 订耳仔 8 车下脚 9 拼前后浪双线 10 拼内外侧*1(长-中-短) 11 12
12 上领压线
0.7
13 包肩棉*2
0.42
14 订肩棉*2
0.42
15 开钮门钉扣*1
0.12
16 贴袋(方。圆。暗)*2
0.6-0.7-0.95
17 订袋盖压线*2
服装工艺单表格模板
服装工艺单表格模板概述服装工艺单是在服装生产过程中用于记录各道工序工艺要求和技术细节的表格。
它承载着设计师和制造商的沟通桥梁,确保服装的生产过程顺利进行,并达到设计师的要求。
本文将介绍一个常见的服装工艺单表格模板,帮助读者了解并使用它来提高服装生产的效率和质量。
表格模板结构表头信息表格模板的表头信息主要包括服装款式编号、服装名称、制作日期等基本信息。
这些信息有助于追溯生产过程中的时序关系,方便交流和管理。
工序列表表格模板的主要部分是工序列表,每一行代表一道工序。
工序列表分为多列,包括工序编号、工序名称、工艺要求、技术细节、验收标准和备注等。
其中,工序编号有利于工艺单的组织和分类,工序名称清楚地描述了每个工序的具体名称。
工艺要求列详细记录了每个工序需要的具体方法和要求,技术细节列列出了每个工序的具体操作步骤,验收标准列用于标注每个工序的质量标准要求,备注列可以用于记录相关注意事项和特殊需求。
总结部分工艺单表格模板的总结部分通常用于记录整个服装的工艺流程和关键的注意事项。
总结部分包括了工艺流程的总体步骤、关键环节的标注和提示,以及制版、打样等特殊要求的说明。
使用方法使用服装工艺单表格模板可以提高服装生产的效率和质量,以下是一些使用建议:细化工艺要求在填写工艺要求和技术细节时,要尽量做到详细具体。
例如,对于一个纽扣缝制工序,可以明确指定纽扣的位置、数量、线迹要求等。
这样可以避免产生模糊不清的工艺要求,减少错误的发生。
提前沟通和确认在制定工艺单之前,设计师和制造商之间要提前进行沟通并确认要求。
这样可以避免后期的修改和返工,提高生产效率。
详细记录验收标准在填写验收标准时,要尽量详细记录质量标准要求。
例如,对于裁剪工序,可以明确指定裁剪边缘的平整度、裁剪线的位置和质量等。
这样可以帮助制造商准确判断每个工序的合格与否,提高质量控制的准确性。
及时更新和保存工艺单应该及时更新和保存,确保每个环节的工艺要求和技术细节都能及时反馈给制造商。
裤类统一单价表-服装工序工价表

裤类统一单价表-服装工序工价表一线品牌统一工序单价表(一)序号单价/元工序名称序号单价/元工序名称 1 0.15 拉表袋口,装表袋X1(定位) 38 0.21 落袋盖裥袋盖顶单线X2 2 0.20 拉表袋口,装三尖表袋X1 39 0.26 落袋盖裥袋盖顶双线X2 3 0.28 驳接表袋拉链贴表袋X1 40 0.06 单针拉散口后袋口X2 4 0.16 逼前袋口绵绳,落绵绳X2 41 0.06 单针拉还口后袋口X2 5 0.20 单边按位挤前袋口棉绳双线X2 42 0.09 单针双线拉散口后袋口X2 6 0.22 落袋贴,下袋布X2 43 0.09 单针双线拉还口后袋口X2 7 0.10 落袋衬X2 44 0.06 双针拉散口后袋口X2 8 0.12 单线拉前袋口X2 45 0.06 双针拉还口后袋口X2 9 0.16 平车双线拉前袋口X2 46 0.03 打折X110 0.10 双针拉前直袋口X2 47 0.03 裥折明线X1 11 0.16 双针拉前弯袋口X2 48 0.05 打工字折X1 12 0.2 自画位订前袋位X2(对格加0.06) 49 0.10 平车车三尖长折X2 13 0.32 运返弯袋布修止口裥1/4单线X2 50 0.16 裥三尖长折明线X2(来回双线) 14 0.24 运返直袋布修止口裥1/4单线X2 51 0.15 平车车三尖特长折X2(20CM以上) 15 0.17 落单牌,上拉链X1 52 0.20 裥三尖特长折明线X2(来回双线) 16 0.14 单针运钮牌双线(弯形) 53 0.06 折裥袋中1/4单线X2 17 0.10 单针运钮牌双线(直线) 54 0.04 袋唇唧绳X1 18 0.08 双针运钮牌(弯形) 55 0.12 逼后袋拉链绵绳,落绵绳X2 19 0.06 双针运钮牌(直线) 56 0.12 贴车袋盖贴双线X1单线转角贴后袋X2(特殊情况另订) 20 0.05 运返双牌 57 0.3621 0.10 落双牌 58 0.50 双线贴后袋X2(特殊情况另订) 22 0.11 单针埋小浪双线 59 0.54 驳后袋风琴条裥袋型内线X2 23 0.07 单针埋小浪单线 60 0.50 贴风琴袋X2开单唇落拉链袋裥周边线X2(包止口做法) 24 0.07 双针埋小浪 61 1.60开双唇落拉链袋裥周边线X2(包止口做法) 25 0.07 合机头X2 62 1.7026 0.06 单针压机头1/4线X2 63 1.38 开单唇袋裥周边线X2(包止口做法)27 0.09 单针压机头双线X2 64 1.50 开双唇袋裥周边线X2(包止口做法) 28 0.06 双针压机头X2 65 0.30 运返包袋底X2裥边线 29 0.06 合后浪X1(对位) 66 0.10 合底浪(对位,每个骨位加0.02) 30 0.07 单针压后浪双线X2 67 0.10 单线压底浪31 0.05 单针压后浪1/4线X1 68 0.18 平车双线压底浪 32 0.05 双针压后浪X1 69 0.10 双针压底浪33 0.20 运返袋盖X2 70 0.18 合髀骨(对位)X2 34 0.12 单针压单线袋盖X2 71 0.16 单线压髀骨X2 35 0.20 单针压双线袋盖X2 72 0.22 平车双线压髀骨X2合后袋盖实样包袋盖边织带裥双线X2 36 0.50 73 0.16 双针压髀骨X2 370.14 双针压袋盖X2 74 0.12 单针压短髀骨X2 制表:HEHONGHUI 审核厂长:一线品牌裤统一工序单价表(二) 序号单价/元工序名称序号单价/元工序名称 75 0.25 单线还口车脚 112 0.10 平车缩裤头X1 76 0.25 双针还口车脚113 0.05 拉裤耳X5 77 0.06 拼接内裤头X2 114 0.10 落裤耳X5(自剪) 78 0.12 驳裤头丈根裥1/16边线X2 115 0.24 落底面单牌,上拉链X1 79 0.12 合腰顶X1 116 0.23 运返左(右)裤头嘴裥线X1 80 1.00 上裤头裥周边线 117 0.80 连腰裤上裤头裥周边线 81 0.12 裤头裥内线 118 0.06 平车钉腰位袋口位X2 82 0.10车主唛(自画位四边)(限谢胜利) 119 0.06 折烫裤头搭耳X2 83 0.08 车主唛(两边) 120 0.20 活裥裤头搭耳边线X2 84 0.05 落洗水唛(尺码唛)X1(自剪) 1210.34 包袋底,车死袋布顶X2 85 0.08 车印花唛X1 122 0.05 中烫钮牌贴X1 86 0.12 车机头织带,折两头印花唛X1 123 016 平车来回缝包机头X2 87 0.08 车机头织带印花唛X1 124 0.21 转角打刀口落袋贴,下袋布X2 88 0.05 车魔术贴X1(自剪,车四边) 125 0.20 平车转角拉前弯袋口双线X2 89 0.08 车魔术贴X1(自剪,交叉线) 126 1.32 开拉链袋,裥周边线X2毛织上裤头工序: 90 0.06 车织带头,落织带X1 1270.18 折车裤头毛织实样线X1 91 128 0.10 穿钉织带扣X10.28 合裤头顶,落毛织X1 92 129 0.11 平车合前(后)幅竖破骨X293 130 1.10 上毛织裤头裥周边线 0.10 双针压前(后)幅竖破骨X20.06 画前袋口毛织实样X2 94 131 0.07 平车合前(后)幅横破骨X20.10 驳接毛织,修止口X2 95 132 0.06 双针压前(后)幅横破骨X20.30 落袋贴毛织,下袋布,落袋衬X2 96 0.10 中烫后袋实样X2 1330.08 裥前袋口反止口线X2 97 0.03 中烫风琴条X1 134中烫裤头两片式X2(弯裤头0.18) 98 0.14 135 0.40 后袋盖唧皮绳,落皮绳X20.50 运反后袋盖,裥双线X2(有绳) 99 0.10 中烫裤头一片式 136驳接后袋盖毛织,运反裥单线X2 0.80 100 0.13 中烫裤头一长两短式 137 101 0.05 中烫印花贴X1 138 0.10 驳接袋布,裥单线X2后袋唇落棉,车实样线X4(皮打油) 0.28 102 0.04 中烫三尖耳仔X1 139转角打刀口运反落袋贴,下袋布X2 103 0.04 折烫后袋口X2 140 0.30104 0.02 扫粉表袋袋位X1 141 0.36 后袋盖唧绳,落绳X2 105 0.04 扫粉三尖折位X2 142 0.28 后袋打工字折两头定位X2 106 0.06 画后袋位X2 143 0.16 双针拉筒拉后浪X1(对位)107 0.10 画裤头位X5 144 以上单价均为基本单价,如需对格,对位或所做部位变化过大,视具体情况加减 108 145 0.04 扫后袋折位X2109 0.06 扫粉前(后)幅X2 146 0.14 还口车里布脚边X2 110 147 0.24 平车套前幅里布X2 0.04 画袋盖实样X2111 148 0.04 画后袋实样X2制表: 厂长: 审核:。
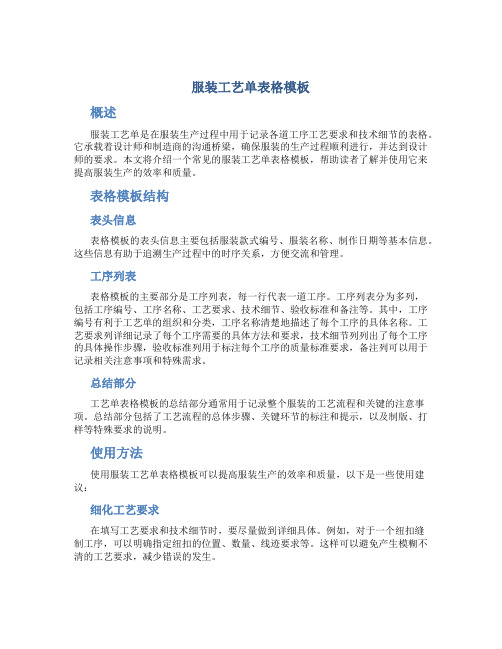
常见服装工序编排模板

二、西裤缝纫和熨烫工序分析后袋嵌线前垫底布前袋布里禄面 烫门襟PD 车里襟暗缝 26A 熨斗一缁门襟腰沙程内侧缝 >°器中缝 位特种机 干钉裤带环 留缝迪裤片 3。
嗨* 25±%427^2包缝机簟星襟 25^^密第I 缉缝里襟 吗曙说里襟 251部缝机 后片滚边\/勾袋布 良斗 翻烫袋布 平缝机 缉袋布明线烫里襟锁眼熨斗归拔后片括包缝机°包缝前省侧线线 线角线两布嵌明袋嵌机三机嵌机布袋机上骑 后4烫普缝下缝袋斗烫缝定羹腰回X 7三、女衬衫at川*r吊HU H Mr ft*林人・2 •1・“Wi卬『必〃”彼n t. Hi 十«* m表5-2女衬衫一条流水线工作地负荷四、年产20万件男式西服门襟.里襟.挂面前片衬 前片.腋下片 .划袋位 缝前省 分烫前片省嵌线衬 模缝份温面 袋盖里 送;折烫嵌线 袋口衬大袋布大袋垫底布 缝嵌线Y V盖 粘袋盖衬Q :剪三角 手 2板衬接缝下袋布丁翻烫袋盖 缝下嵌线 缝上嵌线 缝袋布两侧 。
扣烫袋板三角 缝垫底布 袋布 口:翻烫嵌线 夹袋盖 7夹^袋^盖 缝手巾袋板剪三角 翻烫手巾袋里袋布里袋垫布 标记合袋布2板明线 覆衬布缝垫底布商标腋下片里烫里袋嵌线袋上的嵌暗线香烟袋布香烟袋垫布划里袋香烟袋记号 39巍翻烫三角袋盖谈分烫袋盖贴边缝里袋 袋 商标兜里袋香烟袋布袋香烟袋口 夹里整理d 前身挂面相互合缝止口缝割止口 劈驳头缺嘴 烫前止口 谍烫外止口前身缝头缝里袋垫布 盖布小袋分烫肩缝 包摆缝 领衣身组合 聒前身领边止口后肩过里癖口对位记号 分烫摆缝袖口衬缝领缺嘴及摆缝暗缝袖衩袖缝熨烫缝袖暗缝袖口衬后背下口边缭缝 下底边 带 前身组合 烫摆缝边 袖暗缝 缝垫肩 熨烫袖山 缝钉肩袢袖口钮扣袖缝缝领脚钮扣(6个)烫串口 工 ________ 烫袖口衬 袖子组合缝4由缝暗缝记号说明裁片停滞平缝机作业手工作业特种机作业熨烫机作业数量质量检验个)完成停滞圆头装饰钮孔撬袖窿门襟圆头钮孔锁眼窈领部整烫圆头钮孔套结。
服装工序流程图
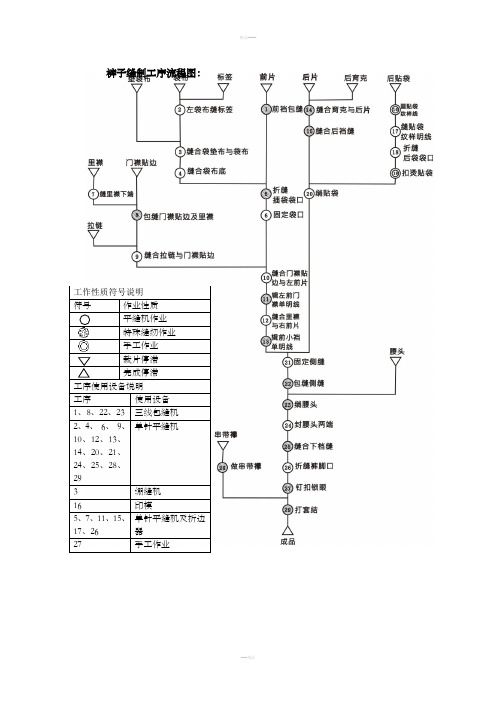
裤子缝制工序流程图:
工作性质符号说明
符号作业性质
平缝机作业
特殊缝纫作业
手工作业
裁片停滞
完成停滞
工序使用设备说明
工序使用设备
1、8、2
2、23三线包缝机
2、4、6、9、
10、12、13、
14、20、21、
24、25、28、
29
单针平缝机
3绷缝机
16印模
5、7、11、15、17、26单针平缝机及折边器
27手工作业
衬衫缝份工序流程图:
工序使用设备说明
工序使用设备
1、8、2
2、23三线包缝机
2、4、6、9、
10、12、13、
14、20、21、
24、25、28、
29、30、31、
32、35、37
单针平缝机
3绷缝机
16印模
5、7、11、15、17、26单针平缝机及折边器
27手工作业工作性质符号说明
符号作业性质
平缝机作业
特殊缝纫作业
检验作业
裁片停滞
完成停滞
* 为手工作业,就不编工序。