基于数字图像处理技术的接杆激光环焊焊缝视觉检测系统研究
基于激光视觉传感的焊缝图像采集系统研究

多传感方法, 如机械传感 、 电弧传感 、 超声 波传感 以及 视觉 传感 等 。其 中视觉传 感 方 法 因具 有 类 似 人 眼 的功 能, 获得 的信息 量丰 富 , 以及 高 灵 敏度 、 高精 度 , 电磁 抗
干扰性 强 , 与工 件无 接触 等 优 点 , 而越 来 越 受 到人 们 的 重视 , 与其 它焊 接过 程信 息 传 感 方法 相 比 , 适合 焊 接 更 过程 的质 量控 制 。 目前 , 觉传感 采集 的 图像 有基 于 自然 光 、 光 的 视 弧 焊缝 图像 和 以激 光 为 主 动 光 源 的结 构 光 图 像 。其 中 ,
维普资讯
俘 掳 试验研究
基 于 激 光 视 觉 传 感 的 焊 缝 图 像 采 集 系 统 研 究
哈 尔滨工 业 大学现代 焊接 生产技 术 国家重点 实验 室 ( 5 0 1 100 ) 山 东 滨 州 职 业 学 院 工 业 工 程 系( 5 6 3 260 ) 伏 喜斌 钱 侠 林三宝 杨 春利
激光作为主动光源具有高能量、 高亮度 、 单色性好等优
点, 因此 激 光视 觉 传 感 被 认 为 是 最 有 发 展 前 景 的焊 缝
跟 踪方 法 。
通 讯
钥 匙
2 4
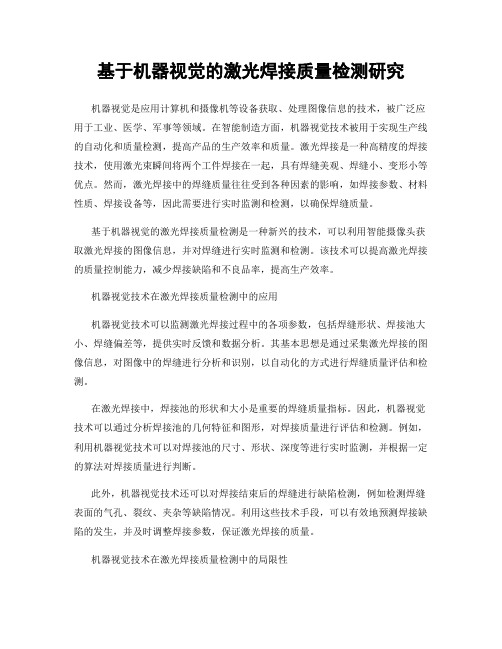
焊 缝 图像 的实时 获取 是 焊缝 跟 踪 图像 处理 分 析 的
图 1 激光视觉传感焊缝跟踪 系统原理 图
1 1 图像传 感部 分硬件 构 成及其 作 用 . 1 1 1 激 光传 感 器 .. 激 光传 感 器 通 常 由一 个 带 光 学 滤 光 片 的 C D摄 C 像 机 和一个 或 两个半 导 体 激 光器组 成 。激 光 器作 为 结
构光光源 , 以预先设定的角度将激光条纹投射到传感 器下 部 的工件 表面 , 后 C D摄 像 机 接 收 漫反 射 的激 然 C
基于机器视觉的激光焊接质量检测研究
基于机器视觉的激光焊接质量检测研究机器视觉是应用计算机和摄像机等设备获取、处理图像信息的技术,被广泛应用于工业、医学、军事等领域。
在智能制造方面,机器视觉技术被用于实现生产线的自动化和质量检测,提高产品的生产效率和质量。
激光焊接是一种高精度的焊接技术,使用激光束瞬间将两个工件焊接在一起,具有焊缝美观、焊缝小、变形小等优点。
然而,激光焊接中的焊缝质量往往受到各种因素的影响,如焊接参数、材料性质、焊接设备等,因此需要进行实时监测和检测,以确保焊缝质量。
基于机器视觉的激光焊接质量检测是一种新兴的技术,可以利用智能摄像头获取激光焊接的图像信息,并对焊缝进行实时监测和检测。
该技术可以提高激光焊接的质量控制能力,减少焊接缺陷和不良品率,提高生产效率。
机器视觉技术在激光焊接质量检测中的应用机器视觉技术可以监测激光焊接过程中的各项参数,包括焊缝形状、焊接池大小、焊缝偏差等,提供实时反馈和数据分析。
其基本思想是通过采集激光焊接的图像信息,对图像中的焊缝进行分析和识别,以自动化的方式进行焊缝质量评估和检测。
在激光焊接中,焊接池的形状和大小是重要的焊缝质量指标。
因此,机器视觉技术可以通过分析焊接池的几何特征和图形,对焊接质量进行评估和检测。
例如,利用机器视觉技术可以对焊接池的尺寸、形状、深度等进行实时监测,并根据一定的算法对焊接质量进行判断。
此外,机器视觉技术还可以对焊接结束后的焊缝进行缺陷检测,例如检测焊缝表面的气孔、裂纹、夹杂等缺陷情况。
利用这些技术手段,可以有效地预测焊接缺陷的发生,并及时调整焊接参数,保证激光焊接的质量。
机器视觉技术在激光焊接质量检测中的局限性机器视觉技术在激光焊接质量检测中的应用是有一定局限性的。
首先,其识别和检测的精度取决于图像处理算法的质量,需要对焊缝的特征加以研究,开发合适的算法进行处理。
其次,焊接过程中产生的烟雾、氧化皮等影响图像质量的因素会影响识别和检测的精度。
此外,在复杂的环境(如高温、高真空等)下,机器视觉技术的应用也可能受到限制。
基于图像处理的焊接质量检测技术研究

基于图像处理的焊接质量检测技术研究随着现代制造业的不断发展,自动化生产已经成为工业界的主流趋势。
在这样一种生产方式下,机器人焊接已经替代传统的手工焊接,成为了主流的焊接方式。
但是,相比于手工焊接,机器人焊接在焊接质量上还存在许多问题,因为由于焊接过程中的复杂性,焊接产品的质量往往难以得到保证。
在这种情况下,机器人焊接质量的检测就成了非常重要的任务。
本文将介绍基于图像处理的焊接质量检测技术,该技术可以准确检测出焊接的质量问题,并指导焊接工艺的优化。
一、机器人焊接存在的问题机器人焊接是一种由机器人实现的自动化焊接。
相比于手工焊接,机器人焊接有许多优点:比如速度快、效率高、可重复性好等等。
但是,机器人焊接现在还有很多问题。
其中一个重要的问题就是焊接质量不稳定。
在机器人焊接过程中,焊条的形状、姿态、尺寸等参数都会影响焊接的质量。
同时,完美的焊接还需要考虑金属熔融、液态流动、晶粒生长以及表面缺陷的形成等诸多因素。
由于焊接过程的复杂性,处理焊接的过程和结果相比于其他工业过程更加困难。
二、基于图像处理的焊接质量检测技术为了解决机器人焊接中存在的这些问题,现在出现了基于图像处理的焊接质量检测技术。
这种技术不仅能够自动识别焊接质量问题,而且能够为焊接工艺的优化提供关键信息。
当今,图像处理技术已经成为了解决焊接质量问题的最佳方式。
通过将处理后图像与焊接标准和质量标准进行比较,我们可以快速检测到焊接的质量问题,并进行诊断。
在具体实现上,这种技术通常包括图像采集、预处理、特征提取和分类识别等步骤。
1. 图像采集对于基于图像处理的焊接质量检测来说,首先需要采集焊接过程中的图像。
通过摄像头、激光测距仪等多种设备可以获得焊接过程中的图像数据。
这些数据可以包括温度、电流、电压、等焊接过程中的各种指标。
2. 预处理在采集到焊接过程的图像后,需要进行预处理,以便更好的完成图像的特征提取和分类。
预处理通常包括去噪、边缘增强、图像平滑、直方图均衡等步骤。
基于图象分割的图象处理法在焊缝识别中的应用

收稿日期:2000-08-22 基金项目:国家自然科学基金资助项目(79875020)。
作者简介:王秀媛(1973—),女,山东人,在读博士,主要从事焊接过程视觉法焊缝跟踪控制及实时图象处理研究。
基于图象分割的图象处理法在焊缝识别中的应用王秀媛,黄石生,薛家祥,蒙永民(华南理工大学机电工程系焊接中心,广东广州510641)摘要:提出了无须外加光源的基于图象处理的焊缝边缘识别方法和边缘特征提取过程,对采用小波滤波去噪后的焊缝图象采用符合实时性要求的焊缝图象处理方法,包括基于图象分割的焊缝图象分区法以及根据实际焊缝图象的实际性质加以分析得出的基于CC D 扫描性质的焊缝边缘识别法,这些方法既简单又适用,在实际焊缝跟踪中能得到良好的效果。
通过多次实验得出:此种方法算法简单,响应速度快,适合于实际应用,能快速获得清晰的焊缝边缘,可以大大简化硬件设备。
关键词:图象处理;小波去噪;图象分割;焊缝跟踪中图分类号:TG 402 文献标识码:A 文章编号:1001-2303(2000)10-0032-03Application of im age processing based on the im age segmentation in w eld detectionW ANG X iu 2yuan ,H UANG Shi 2sheng ,X UE Jia 2xiang ,ME NG Y ong 2min(Department of Mechatronic Engineering Welding Center ,S outh China University Science of T echnology ,G uangzhou 510641,China )Abstract :An edge detection alg orithm based on the principle theory of image processing is put into the use of seam tracking when there is no other optical s ource.Proceeding the noise elimination using the wavelet trans form after we get the original image according to the real 2time de 2mand ,als o we divide the weld image into three parts based on the image segmentation method ,on the base of analysis the real weld image and the character of CC D we get the method of weld recognition.From the experiment we come to the conclusion that the weld line edge can be ex 2tracted efficiently and clearly ,the ambient device can be simplified greatly.K ey w ords :image processing ;noise elimination by wavelet ;image segmentation ;seam tracking序言为了简化外加辅助设备,我们一直都努力实现在自然光照明条件下,把视觉系统应用到焊缝轨迹识别及焊缝跟踪中的研究。
基于图像传感技术的焊缝跟踪系统的开题报告
基于图像传感技术的焊缝跟踪系统的开题报告一、选题背景随着现代制造业的发展,焊接技术越来越成为各行各业的重要组成部分,尤其在汽车、航空航天、轨道交通等领域,焊接技术的应用越来越广泛。
然而,焊接工艺中焊缝的制作与跟踪仍存在着很多难题,如焊缝的形状和尺寸变化、焊接速度的快慢、强烈的光照和灰尘等环境干扰等问题。
因此,基于图像传感技术的焊缝跟踪系统成为了当今焊接技术研究的焦点之一。
通过将计算机视觉技术、图像处理技术与传感技术相结合,实现对焊接过程中焊缝的跟踪与调整,以确保焊缝的准确性和稳定性,提高焊接效率和质量。
二、选题意义基于图像传感技术的焊缝跟踪系统的研究具有重要的理论和实际意义:1. 提高焊接精度和稳定性。
传统的焊接方法难以满足对焊缝精度和稳定性的要求,而基于图像传感技术的焊缝跟踪系统能够实时监测焊缝状态,调整焊接参数,减小焊接误差,提高焊接精度和稳定性。
2. 增强焊接自动化水平。
基于图像传感技术的焊缝跟踪系统能够自动地检测焊缝位置和形状,自动调节焊接参数,实现全自动化的焊接过程,提高焊接效率和一致性。
3. 降低操作成本。
传统的焊接方法需要高技能的焊工进行操作,而基于图像传感技术的焊缝跟踪系统能够实现无需人工干预的焊接过程,降低了操作成本和劳动力成本。
三、研究内容和方向针对目前焊缝跟踪系统存在的不足,并结合自身的研究方向和实际情况,本课题拟从以下几个方面进行研究:1. 焊缝图像采集技术。
采用合适数量和分辨率的摄像头,实现对焊缝图像的采集和处理,并对图像进行预处理、分割和特征提取,以便后续算法处理。
2. 焊缝跟踪算法优化。
通过深度学习、卷积神经网络和遗传算法等方法,对现有的焊缝跟踪算法进行优化和改进,提高算法的精度和鲁棒性。
3. 焊缝位置及尺寸调整技术。
根据焊接参数和图像处理结果,实现对焊接位置和尺寸的自动调整和控制,使焊接过程更加精准和稳定。
四、研究方法和计划本课题的研究方法主要包括理论分析、仿真模拟和实验验证。
计算机视觉传感技术及在焊接中的运用

计算机视觉传感技术及在焊接中的运用计算机视觉传感技术是一种模拟人类视觉系统的技术,通过计算机和相应的传感器来处理和解释图像信息。
它的应用范围非常广泛,包括自动驾驶、人脸识别、物体检测等等。
在焊接领域,计算机视觉传感技术也得到了广泛的应用。
焊接是一种常见的金属连接方式,广泛应用于制造业。
传统的焊接工艺需要操作者具备一定的经验和技能,但是由于焊接过程中的温度高、光线强烈等因素的影响,操作者很难完全准确地判断焊接质量。
而计算机视觉传感技术的应用,则可以解决这一问题,提高焊接的质量和效率。
在焊接中,计算机视觉传感技术主要用于焊接质量检测和焊缝跟踪。
通过安装摄像头和传感器,将焊接过程实时传输到计算机上进行处理和分析。
首先,计算机会对焊接过程中的图像进行分割和特征提取,提取出焊缝的形状和特征。
然后,通过算法和模型的支持,计算机可以判断焊缝的质量是否合格,及时发现焊接缺陷。
最后,计算机会根据检测结果,控制焊接机器人的运动,保证焊缝的位置和质量。
通过计算机视觉传感技术,焊接质量的检测变得更加准确和可靠。
与传统的目视检测相比,计算机视觉传感技术可以对焊缝进行全方位的检测,避免了人为因素的干扰。
而且,计算机视觉传感技术还可以实现焊接过程的自动化控制,提高焊接的效率和一致性。
除了焊接质量检测,计算机视觉传感技术还可以在焊接过程中实现焊缝的自动跟踪。
在传统的焊接过程中,焊接工人需要手动控制焊枪的位置,以保证焊缝的位置和质量。
这样不仅增加了工人的劳动强度,而且容易出现焊缝偏移或质量不稳定的问题。
而通过计算机视觉传感技术,可以实现焊缝的自动跟踪,即使焊缝位置发生变化,焊枪也能自动调整位置,保证焊接的准确性和稳定性。
计算机视觉传感技术在焊接中的运用,极大地提高了焊接质量和效率。
它可以实现焊接质量的自动检测和控制,避免了人为因素的干扰。
同时,计算机视觉传感技术还可以实现焊缝的自动跟踪,提高了焊接的准确性和稳定性。
随着计算机视觉传感技术的不断发展,相信它在焊接领域的应用会越来越广泛,为制造业的发展贡献更多的力量。
焊接视觉检验实验报告(3篇)

第1篇一、实验目的本实验旨在通过机器视觉技术对焊接过程进行实时监测,检验焊接质量,验证机器视觉系统在焊接质量检测中的应用效果,并分析其优缺点。
二、实验原理焊接视觉检验实验主要基于机器视觉技术,通过摄像头捕捉焊接过程中的图像,利用图像处理、特征提取、模式识别等技术对图像进行分析,实现对焊接质量的实时监测。
三、实验设备1. 摄像头:用于捕捉焊接过程中的图像。
2. 电脑:用于图像处理和分析。
3. 焊接设备:用于焊接实验。
4. 机器视觉软件:用于图像处理和分析。
四、实验步骤1. 实验准备:搭建实验平台,安装焊接设备,调试摄像头参数,确保图像清晰。
2. 焊接实验:进行焊接实验,记录焊接过程中的图像数据。
3. 图像处理:利用机器视觉软件对图像进行处理,包括去噪、分割、边缘检测等。
4. 特征提取:从处理后的图像中提取焊接缺陷特征,如焊点大小、形状、颜色等。
5. 模式识别:根据提取的特征,对焊接质量进行判断,识别出缺陷类型。
6. 结果分析:对实验结果进行分析,评估机器视觉系统在焊接质量检测中的应用效果。
五、实验结果与分析1. 实验结果:- 实验过程中,成功捕捉了焊接过程中的图像,图像清晰。
- 利用机器视觉软件对图像进行处理,提取了焊接缺陷特征。
- 根据提取的特征,成功识别出焊接缺陷类型,如焊点偏移、虚焊、焊料不足等。
2. 结果分析:- 机器视觉系统在焊接质量检测中具有以下优点:- 实时性强:可实时监测焊接过程,及时发现缺陷。
- 精度高:可识别出细微的焊接缺陷。
- 自动化程度高:可自动进行缺陷识别,减少人工干预。
- 机器视觉系统在焊接质量检测中存在以下缺点:- 成本较高:需要购置摄像头、电脑、软件等设备。
- 对环境要求较高:需要保证图像质量,避免外界因素干扰。
- 算法复杂:需要设计合适的图像处理、特征提取和模式识别算法。
六、结论通过本次实验,验证了机器视觉技术在焊接质量检测中的应用效果。
实验结果表明,机器视觉系统在焊接质量检测中具有实时性强、精度高、自动化程度高等优点,但仍存在成本较高、对环境要求较高、算法复杂等缺点。
基于激光视觉传感的弧焊焊前自动检测技术

基 于 激 光 视 觉 传 感 的 弧 焊 焊 前 自动 检 测 技 术
厦 门市特种 设备检 验检 测  ̄ ( 6 0 4 3 10 ) 伏 喜斌
摘 要 在 电弧焊焊前检验工作中 , 接头坡 口准备工作 如接头对 中检测 、 根部 间隙尺寸检测 等 , 往往是 依靠人工
目测 的方 式反复调整来完成 。该方法的缺点是耗时 、 费力、 精确度不高 , 因此有 必要采取 自动化 的视觉检 测方法替 代人 工 目测方 法 , 以提高检测 的效率 与精 确度 。对 此 , 利用激光视觉传感技术 , 设计 了一 套 自动焊前 检测 系统 。系 统硬件 由 MD MoueD vlp e t i 、 K( dl eeom n t 计算机及行走机构等构成 。在 系统软件开 发设 计过 程 中, K ) 基于模 块化开 发思想 , 利用 V sa C+ . i l +60与 Mesrm n tdo60联 合开发 , u aue et u i . S 从而提高 了软件 的性能 , 增强 了软件的功能 。试
性差, 因此有必要 采取 自动 化 的检测 技 术来 替代 。机 器
视觉 技术 , 尤其是激 光视觉检测 技 , 然种 类 繁 多 , 而 电弧 焊 虽 然 工艺仍 是 众多 焊接 工艺 中应 用最 广 、 响 最 大 的一 种 , 影
[ ] 赵 熹华 .焊接检验 [ .北京 : 2 M] 高等教育 出版社 ,9 1 19 . [ ] 陈志翔 , 3 宋永伦 , 张
检 测距 离 D c /m ( )坡 口角 度 检 测 d
军, 等.基于激光视觉传感 的铝合金 自
适应焊接[ ] J .北京工业大学学报, O , ( )74— 1. 2 63 8 : O 2 1 78 [ ] 丁亚非 .Mesrm n td 4 aue e t u i S o用户控件技术在 Vsa C+ i l + u 中的应用 [ ] J .微计算机应 用 ,0 3 2 ( ) 10—13 20 ,4 3 :7 7. [ ] F ii ,i Sn a , a hn e a.D vlp et f la— 5 uX bn Ln abo FnC e ,t 1 eeom n l u o a
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
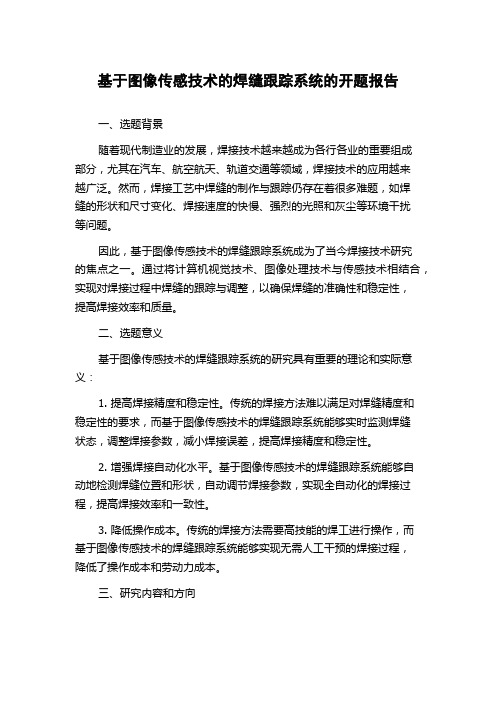
图 1-1 接杆实物图及外形结构示意图 Fig1-1 Part and its sketch map
-1-
上海交通大学论文
1.2 国内外视觉系统的相关技术研究
1.2.1 计算机视觉
视觉使人类得以感知和理解周边的世界,是人类从大自然中获取知识的最主要 的手段。据统计,在人类获取的信息中,视觉信息约占 80%,其它的如听觉信息、味 觉信息、触觉信息等加起来约占 20%[3]。由此可见视觉信息对人类的重要性,而图像 正是人类获取视觉信息的主要途径。三维的客观世界投影到人类的视网膜上形成二 维图像,通过双目的视觉功能从二维的图像中提取出有关三维世界的信息,这是人 类的视觉过程。计算机视觉又称机器视觉,是指利用计算机和一些辅助设备来实现 人的视觉功能,从而实现对外界事物和客观三维世界的感知[4,5]。计算机视觉是一门 新兴的学科,它的发展得益于神经生理学、心理学与认知科学对动物视觉系统的研 究,计算机视觉的研究目标是使计算机具有通过二维图像认知三维环境信息的能力。 这种能力将不仅使机器能感知三维环境总物体的几何信息,包括它的形状、位置、 姿态、运动等,而且能对他们进行描述、存储、识别与理解。伴随着人类对视觉认 识和计算机技术的快速发展,利用计算机模拟人类的视觉系统成为科学技术发展的 必然趋势。计算机视觉已经成为令人感兴趣的前沿研究领域之一[6],因为需要用计算 机视觉这一技术来证明对视觉机理认识的正确与否,而且通过对人类视觉的模拟, 可以帮助人类重新认识人的视觉机理,从而在许多未知问题上产生重大突破[7]。 在计算机视觉系统中, 信息的处理和分析可以分为两个阶段: 图像处理阶段 (亦 可称为视觉的低水平和中水平阶段) 、图像分析和理解阶段(又称高水平处理阶段) 。 当人看一幅图像或一处景物时,人的视觉可以得到物体关于整体和局部细节的信息, 计算机视觉的主要任务就是凭借一定的理论及算法,运用计算机技术实现类似于人 的视觉功能。
1.2.2 计算机视觉检测技术
-2-
上海交通大学论文
随着计算机视觉技术和光电技术得到飞速的发展,已经出现了一种新的检测技 术——计算机视觉检测技术,所谓视觉检测就是检测被测目标时,把图像当作检测 和传递信息的手段或载体加以利用的检测方法,其目的是从图像中提取有用的信号, 它是以现代光学为基础,融光电子学、计算机图像学、信息处理、计算机视觉等科 学技术为一体的现代检测技术。由于计算机视觉系统可以快速获取大量信息,而且 易于与设计信息及加工控制信息集成,基于视觉检测技术的仪器设备能够实现智能 化、数字化、小型化、网络化和多功能化,具备在线检测、实时分析、实时控制的 能力,在军事、工业、商业、医学等领域[8,9]得到广泛关注和应用。 计算机视觉作为一种非接触检测手段已经越来越引起人们的重视,计算机视觉 检测一般是指确定一个产品对于给定的一组标准要求的偏差的过程[10]。检测通常涉 及指定零件的特征如配件完整性、表面完好性和几何尺寸的测量等。视觉检测是计 算机视觉众多应用中最为重要的领域之一,现代视觉理论和技术的发展,不仅在于模 拟人眼能完成的功能,更重要的是它能完成人眼所不能胜任的工作,所以视觉技术作 为当今最新技术,在电子、光学和计算机等技术不断成熟和完善的基础上得到了突飞 猛进的发展。视觉检测技术的目的在于:提高检测的安全性和可靠性;加强产品质 量监控;提高生产的柔性和自动化程度[11,12]。在一些特定的应用场合或人工视觉难以 满足要求的场合,常常用计算机视觉来替代人工视觉,实验表明,在大批量工业生 产过程中,用视觉检测方法比用人工视觉检测方法可以获得更高的精度和效率,原 因在于人工视觉检测者的疲劳和非一致性,而且很多检测任务对于人工来说费时和 费工,对于一些精密零件的几何参数的检测,还需借助于昂贵的精密仪器,使检测 成本大为提高。据报道人工检测最多只能够达到 80%的有效性。相比之下,视觉检测 可以保证产品检测的一致性,它不仅能够检测产品是否合格,而且还能够检测出具 体的偏差值,进而实现对产品生产过程中出现的质量问题进行监控、分析和统计。 在一些需要机器完成质量保证的场合,可以将生产任务与生产过程或制造周期集成 起来,使整个生产过程完全由计算机控制,这在 CIMS 环境中已经得到应用[13]。 视觉检测不仅可以节约劳动力成本,而且还能够在一些不适合人工作业的危险 环境工作,达到非接触检测的目的。视觉检测技术在理论和方法上主要依赖图像处
上海交通大学 硕士学位论文 基于数字图像处理技术的接杆激光环焊焊缝视觉检测系统研究 姓名:陆春梅 申请学位级别:硕士 专业:材料加工工程 指导教师:吴毅雄 20080101
上海交通大学论文
基于数字图像处理技术的接杆激光环焊焊缝视觉检测系统研究
摘 要
联合汽车电子有限公司无锡厂现有汽车喷油嘴生产线的接杆激光环 焊激光环焊焊缝可能存在焊缝不完整、表面凹痕、表面突起、表面飞溅 等焊接缺陷,采用传统的涡流检测效果不理想,漏检率较高,为避免产 品的品质隐患,现由操作工人利用放大镜进行检测,但是这难以完全避 免人为误差,而且一定程度上降低了生产效率。 本研究利用现有工位工件的旋转功能,采用线阵 CCD 传感器配以辅 助光源获取焊缝表面特征信息,通过去除焊缝背景、图像去噪、图像增 强等方法对目标图像进行预处理, 再结合改进的 Otsu 算法进行有效的图 像分割,进而通过统计和比较判别,判断接杆焊缝是否合格。本研究中 以中值滤波和图像增强为主要内容的焊缝图像预处理,有效地克服了亮 度差异对图像识别带来的不良影响; 分析比较基于区域图像分割算法 (传 统的 Otsu 和改进的 Otsu 方法)和基于边缘的图像分割算法(一次微分 和二次微分)对焊缝图像分割得到的效果,发现基于边缘的分割算法不 适用于本研究中焊缝的情况。 而改进的 Otsu 法充分考虑了实际激光环焊 焊缝图像的特征,即目标与背景分布有交叉的特点,相对于一般的 Otsu 法,具有分割准确且计算量相当的特点,是一种非常实用且有效的图像
ABSTRACT
There are surface welding defects such as incomplete welding、surface hollow、 surface heave and welding spatter in the inlet tube of laser welding in the Auto-mobile oil injection nozzle production line. The traditional eddy current testing results are not so ideal, the misjudging rate is relatively high. In order to avoid misjudging, workers will have a second time check, but such kind of operation can neither ensure the product quality nor decrease the production efficiency. In this study, we acquire welding image by using the existing rotation function、line CCD sensor and lamp-house. Image preprocessing including wiping off the background in the welding 、 image denoise and image enhancement. After Image preprocessing, we use the Improved Otsu arithmetic to realise image segmentation. Finally, we judge the welding quality through statistics and comparison. The median filtering and image enhancement are two main functions in image preprocessing that are used to
Key words: Mashine vision,Line CCD,Denoise,Enhancement,Improved Otsu
- IV -
上海交通大学 学位论文原创性声明
本人郑重声明:所呈交的学位论文,是本人在导师的指导下, 独立进行研究工作所取得的成果。除文中已经注明引用的内容外,本 论文不包含任何其他个人或集体已经发表或撰写过的作品成果。 对本 文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。 本人完全意识到本声明的法律结果由本人承担。
- III -
上海交通大学论文
solve the problem of unstable impact which results from line CCD sensor; After comparing the results of regional image segmentation algorithm (traditional Otsu and improved Otsu Methods) and marginal image segmentation algorithm, we find that marginal image segmentation algorithm does not apply to the image with complicated margin and uneven lighting. The objectives and background cross-distributed in the image, improved Otsu applied this situation successfully. It is one of the practical and effective image thresholding segmentation methods. Through this on line image processing software, we will identify product quality and finish the existing production line information exchanges. Through improving judging efficiency and meeting existing production rhythms, we control the time of image acquisition and image processing within 1.5 second / piece.