夹具点检表
数控车床点检表

保养人(代理人)
主管确认
备注:1. 记录符
2. 每日八
3. 若有异
4. 月未最
设备维修部门.
主管确认
油
油品
更换周期
品 导轨润滑油 油箱少于
更 换
主(轴M冷ob却il油 (液M压ob油il(MNoOb.i3l)
1/3时添加
半年
记
VG32)
半年
录
主管确认
换注时间
单位主管确认
二周
三周
四周
五周
序号 1 2
月保养项目 检测切削水,清洗水槽 检查油污分离机,并清洁过滤网
序 号
1
2
季保养项目 检查夹具,更换紧固螺丝
清洗各个电机风扇,用气枪吹干
3 检查油泵是否过热
3
3
检查主轴同步带松紧度并清洁油污
4 尾座导轨清洁,注防锈油
4
4
更换油雾风离机过滤网
5
5
保养人(代理人)
保养人(代理人)
点检人
序号 1 2
周保养内容
检查切削液浓度,Ph值,无异味(浓度6%-9%,PH值89)
清洁各处散热扇床日常保养点检表
保
养
人
( 代
年月
理
人
):
3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
设
部门
备 编
号
序号 日保养内容
1 防护单位齐全牢固 2 散热扇运转正常 3 机器运转部位正常,无异常声音 4 开关动作正常,灵活,急停按钮安全有效 5 检查油位,油压正常,无泄漏 6 机台表面干净无灰尘,内部无积屑 7 各导轨面润滑良好,无拉伤。 8 主轴卡盘加润滑脂,夹紧力正常 9 冷却水位正常,水路畅通,无泄漏
线体改造设备变更点检表

对策完成时间1顾客的特殊要求确认顾客的特殊要求是否满足,如果不满足需制定相应的反应计划品质管理科2过程流程图如果设备更新/线体改造涉及生产过程/步骤的调整,必须更新过程流程图工程技术部3过程FMEA 如果设备更新/线体改造涉及参数调整,标准调整,必须更新过程FMEA 工程技术部4控制计划如果设备更新/线体改造涉及生产过程/步骤调整、标准/参数调整,必须更新控制计划工程技术部5特殊特性清单如果设备更新/线体改造设计产品特性/过程特性调整,必须更新特殊特性清单,且特殊特性尺寸需满足过程能力要求总成开发部6生产件样品顾客有要求时,必须按顾客规定提供产品样品制造部7初始过程能力研究统计螺栓高度、静态扭矩、销钉位置、压装后的轴承过程能力等;接受准则使用性能指数Ppk ≥ 1.67,控制图符合判异原则,样本量至少为30台制造部8重点工位检测报告重点关注压紧、拧紧、涂胶等工位品质检查科9破坏性试验报告重点关注拉力测试、剪切测试、横截面测试、熔深测试、金相试验等品质检查科10外观评价报告/批准报告变速箱壳体划伤、磕碰伤等要求品质检查科11首次生产全尺寸检测报告按照总成图纸进行全尺寸检测并出具检测报告品质检查科12台架功能对比报告与之前生产的零部件的EOL 检测结果进行比较,验证结果离散程度总成技术科13资产改良/委外验收单有设备更新改造策划部门组织施工部门、制造部门、使用部门、技术部门、安全部门、质量部门等部门进行验收设备动力部14设备操作要领书设备动力部门根据设备改造后的使用维护保养资料、技术资料,组织使用部门编制或修改《XX 设备操作要领书》设备动力部15设备台账设备动力部16设备点检表设备动力部17设备检修保养指导书设备动力部18CMK 报告对于所有的工位,验证参数,如果可能的话按照收集的数据再次进行计算;参数(时间、速度、力、角度、等待时间、压力等);Cmk ≥1.67,控制图符合判异原则,样本量至少为30台设备动力部19设备综合效率OEEOEE=时间开动率*性能开动率*产品合格率生产管理科设备动力部门在安装调试合格交付使用前,更新《设备台账》、《设备点检表》《设备检修保养指导书》等相关文件设备更新/线体改造生产点检表未完成问题反应计划是否满足要求责任部门具体要求项目名称备注NO.YES NO YES NO YES NO YES NO YESNOYES NOYES NOYES NO YES NO YES NO YES NO YES NO YES NO YES NO YES NO YES NO YESNOYES NOYES NO20工装夹具点检表设备动力部门在安装调试合格交付使用前,更新《工装夹具点检表》等相关文件设备动力部21测量系统分析研究验证是否传感器、检测装置和其他所有测量参数或者产品的设备都进行了校准;MSA,尤其对于检测设备和EOL ,需要进行再次评估( GRRor Cg/Cgk );偏倚:95%置信度下,0落在置信区间内;线性:偏倚=0必须完全在拟合线置信带以内;%GR&R≤30%,零部件总变差%PV≥90%,分辨率ndc≥5品质检查科22检查辅具如果设备更新/线体改造涉及检查辅具的调整,必须提供满足要求的检查辅具供使用,包括检具测量报告、检具测量系统分析报告、检具验收报告、检具周期性维护计划等品质检查科23变化点管控一览表确认人、机、料、法、环等变化点管控频次及记录依据《变化点管控一览表》执行品质管理科24变化点跟踪记录表品质检查科按管控频次检测变化点产品质量,由班长记录变化点产品断点批次号或变化点执行期间的所有产品流水号、变化时间、变化工位品质管理科25初期工序质量控制表《初期工序质量控制表》需在现场目视管理,并放在现场方便记录的位置品质管理科26防错清单设备更新/线体改造后,车间技术需以线体为单位确认《防错清单》,应明确防错要求、防错措施、验证结果等品质管理科27防错失效应急预案防错装置验证失效时,有车间技术负责对防错进行优化整改,防错的执行及整改遵循以下原则:防止在来料时接收不合格品、防止在生产时制造不合格品、防止在流转时传递不合格品;整改完成后由车间技术通知品管进行防错有效性验证,确认装置有效后方可运行品质管理科28总成清洁度总成清洁度满足顾客清洁度管控要求总成技术科29零部件清洁度零部件清洁度应满足管控要求品质检查科30油液清洁度总成油液、加注油液、二级过滤邮件应符合标准要求品质检查科31线体5S基准卡设备、地面、设备机架、料盒、托盘、存储区、手推车、传送带、台阶、量规、工装、夹具等应该遵循清洁度标准要求使用DHT线上更新后的4S基准卡和5S基准卡来清洁线体评估完清洁度后执行一次清洁度审核,结果应该大于80%制造部32作业准备验证为保证产品生产满足质量,各车间依据《XX车间开线准入规范》,明确作业前对设备、刀具、夹具、工装、量检具状态进行确认,确保设备、夹具、工装、量检具等处于最佳状态并适用于工艺及产品要求,同时核对/确认生产线物料准备情况、CPK满足情况等,技术员及现场作业人员在开线前依据规范进行确认,符合开线再生产制造部33作业指导书根据PFMEA、过程流程图、控制计划、变化点等内容更新作业指导书,并培训员工制造部34作业要领书根据PFMEA、过程流程图、控制计划、变化点等内容更新作业要领书,并培训员工制造部YES NOYES NOYES NOYES NOYES NOYES NOYES NOYES NOYES NOYES NOYES NOYES NOYES NOYES NOYES NO35相似问题横展品质技术部根据《质量问题横展平台》内容判断是否可横展,针对可横展问题,制定横展措施,并对已横展问题明确横展结果品质管理科36产能分析从自制件、组装线体等各个工艺环节计算产能情况,并确认是否满足顾客需求,如不满足,需制定产能提升计划生产管理科37制造过程审核X≥90%通过,90%>X≥80%待条件通过,X<80%;确认问题描述、问题原因及改进措施,确认在计划内完成,未按照计划完成的,识别风险,做好风控品质管理科38线体遗留问题清单及对策针对线体遗留开口问题,确认问题描述、问题原因及改进措施,确认在计划内完成,未按照计划完成的,识别风险,做好风控品质管理科YES NOYES NOYES NOYES NO。
ESD対策 点检表
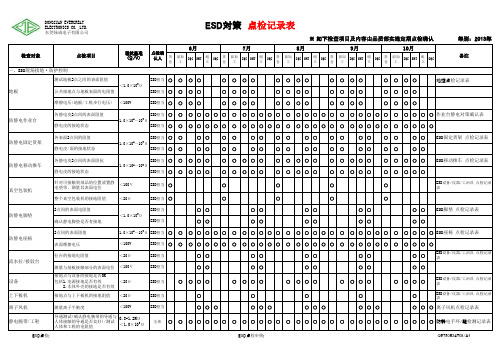
货仓前加工IQC SMT組立OQC货仓前加工IQC SMT組立OQC货仓前加工IQC SMT組立OQC货仓前加工IQC SMT組立OQC货仓前加工IQC SMT組立OQC测试地板2点之间的表面阻值ESD担当○○○○○○○○○○○○○○○○○○○○地控点检记录表公共接地点与地板表面的电阻值ESD担当○○○○○○○○○○○○○○○○○○○○摩擦电压(地板/工鞋步行电压)<100VESD担当○○○○○○○○○○○○○○○○○○○○各静电皮2点间的表面阻值ESD担当○○○○○○○○○○○○○○○○○○○○○○○○○○○○○○作业台静电对策确认表静电皮的接地状态ESD担当○○○○○○○○○○○○○○○○○○○○○○○○○○○○○○各表面2点间的阻值ESD担当○○○○○○○○○○○○○○○○○○○○ESD固定货架 点检记录表静电皮/面的接地状态ESD担当○○○○○○○○○○○○○○○○○○○○各静电皮2点间的表面阻抗ESD担当○○○○○○○○○○○○○○○○○○○○○○○○○ESD移动推车 点检记录表静电皮的接地状态ESD担当○○○○○○○○○○○○○○○○○○○○○○○○○针对可接触到部品的位置放置静电垫等,测量其表面电位<100VESD担当○○○○○ESD设备/仪器/工治具 点检记录表整个真空包装机的接地阻值<20ΩESD担当○○○○○2点间的表面电阻值ESD担当○○○○○○○○○○ESD脚垫 点检记录表确认静电脚垫是否有接地ESD担当○○○○○○○○○○2点间的表面阻值1.0×106~109ΩESD担当○○○○○○○○○○○○○○○○○○○○○○○○○○○○○○ESD座椅 点检记录表表面摩擦电压<100V ESD担当○○○○○○○○○○○○○○○○○○○○○○○○○○○○○○拉台的接地电阻值<20ΩESD担当○○○○○○○○○○ESD设备/仪器/工治具 点检记录表测量与基板接触部分的表面电位<100VESD担当○○○○○○○○○○设备接地点与设备的接地是否OK包括1.电源接地是否有效2.本体外壳的接地是否有效<20ΩESD担当○○○○○○○○○○○○○○○○○○○○ESD设备/仪器/工治具 点检记录表上下板机接地点与上下板机的接地阻值<20ΩESD担当○○○○○ESD设备/仪器/工治具 点检记录表离子风机测量离子平衡度<100VESD担当○○○○○○○○○○○○○○○离子风机点检记录表静电腕带/工鞋导通测试(确认静电腕带的导通与人体接触的导通是否良好)/测试人体和工鞋的电阻值0.8-1.2M Ω<1.0×109Ω全体○○○○○○○○○○○○○○○○○○○○○○○○○○○○○○防静电手环/鞋检测记录表备注ESD対策 点检记录表※ 如下检查项目及内容由品质部实施定期点检确认 年别:2013年阻抗基准(Ω/V)点检确认人检查对象7月8月6月<1.0×109Ω1.0×106~109Ω一、ESD现场接地·防护控制10月1.0×106~109Ω地板防静电作业台防静电固定货架点检项目9月防静电移动推车1.0×106~109Ω<1.0×109Ω流水拉/接驳台真空包装机防静电脚垫防静电座椅DONGGUAN EVERGREAT ELECTRONICS CO.,LTD.东莞绿成电子有限公司※ 点检确认人对所测定项目按要求定期点检确认,点检OK用“○”表示,NG用“N”表示并及时找相关责任人处理跟进至OK。
冲压车间6S点检表

合计
100
检查人:检查日期:年月
4
2、现场有无卫生死角
4
素养
1、工人的言谈举止是否礼貌
4
2、工人的精神状态是否饱满
4
3、车间工人有无打闹现象
5
4、职工休息室或更衣室是否遵照“5S”要求进行管理
5
安全
1、上岗人员是否进行了安全教育
5
2、是否按要求佩带了安全保护用品
5
3、安全保护设施是否齐全、良好
5
4、安全、警告标识是否符合要求
5
5、安全防火、消防器材是否齐备完好
冲压车间
检查项目
配分
组
组
组
组
组
组
组
组
整理
1、生产现场有无不必要的
4
3、生产线内有无不用或暂不使用的夹具工装
3
4、合格区、废品区、待检区是否有明确区分,且认真执行
5
5、通道是否畅通,现场整体整齐有序并保持地面洁净
4
整顿
1、工位器具架,移工用品,制造用毛坯,零部件是否按规定定置存放
4
2、工具、检具,是否易于取用,不用找寻
3
3、废品或不合格品是否有明显标识,并加以管理
5
4、现场是否有固定的包装物等垃圾的存放区,并坚持至少每天清理一次
3
清扫
1、作业区是否杂乱
4
2、作业台上或工位器具架上是否杂乱
4
3、产品设备有无脏物或附着灰尘
3
4、作业段落或下班前是否认真清扫
4
清洁
1、前3S是否规范化
安全检查周点检表7
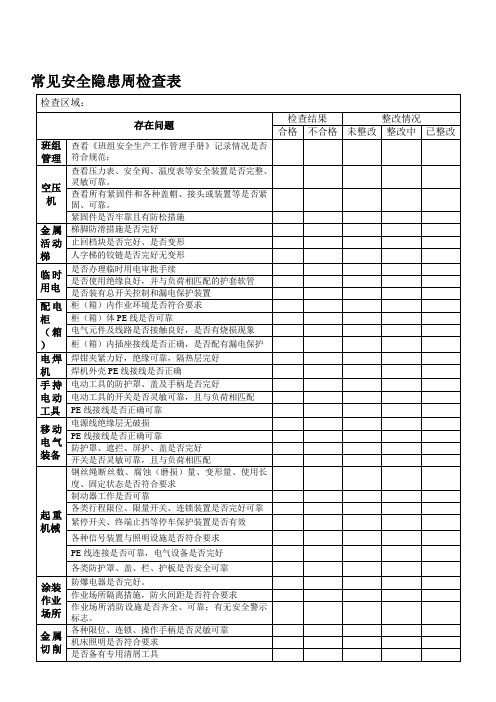
常见安全隐患周检查表
机床防止夹具、卡具松动或脱落的装置是否完好
冲剪压机械离合器动作灵敏、可靠、无连冲
制动器可靠,与离合器相互协调连锁安全防护装置可靠有效
使用的专用工具符合要求
砂轮机砂轮是否有裂纹,磨损是否超标挡屑板是否有足够的强度
托架安装是否牢固
压力容器安全联锁装置、压力表、安全阀等附件是否齐全、可靠。
查看运行状况是否有超压、超温、振动声响等现象,定期巡回检查记录。
作业环境定点存放处的垃圾是否及时清理
危险部位是否设立安全标识
车行道、人行道上方悬挂物告诉是否符合要求
是否规范管理油漆桶、废机油等危险废弃物的处置回收工作,查看相应处置回执单等记录资料。
加强固定废弃物管理,如废铁、废钢等。
查看运行处置资料。
消防安全管理消防水带、消防水枪是否完好无缺消防栓内是否有杂物
灭火器的点检工作是否正常进行
仓库管理消防通道是否被占用
仓库内防爆电器是否完好物品码放是否符合要求
检查员:检查日期:
注:1、如有单位不涉及以上若干检查项,则在检查结果中填写合格即可。
2、不合格项若无法及时整改,应填写《现场检查记录表》并下发《整改通知单》限期整改。
3、此检查表根据《机械制造企业安全质量标准化工作指南》和公司安全生产实际需求编制完成。
自动换刀攻牙机点检表

责
滑轨是否正常
周
检查筒夹表面及安装孔要清洁干净
检查设备主要线路是否正常 月
检查设备整体是否有松动情况
机台天点检的项目应在早上开机前半小时(8:00-8:30)完成点检;每周点检的项目应该当周内完成点检;点检项目可逐项进行,不可遗漏; 注2:确认合格在相应栏内打“✔”,不合格的打“✘”,应立即整改,整改后打 , 休息日请在确认栏内划“/”;
人 员
点检项目
保持机台工作平面整洁
XXXXXX分公司
自动换刀攻牙机点检表
年
月
周期
第一周
第二周
第三周
第四周
第五周
一二三四五六日一二三四五六日一二三四五六日一二三四五六日一二三四五六日
确保风琴罩无放置异物
检查确保夹具安装没有松动
天
检查确保夹具气缸工作正常
机
台 检查刀具库刀具放置是否正常
长
负 检查有无漏油
生产设备点检表&维护表
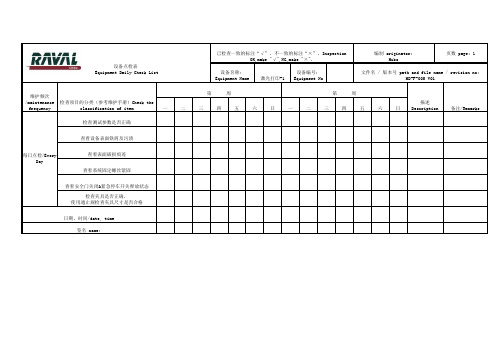
编制 originator:Байду номын сангаасHubo
页数 page: 1
激光打印-1
文件名 / 版本号 path and file name / revision no: MD-F-005 V01
维护频次 /maintenance frequency
六
日
描述 Description
备注/Remarks
每日点检/Every Day
3S点检表
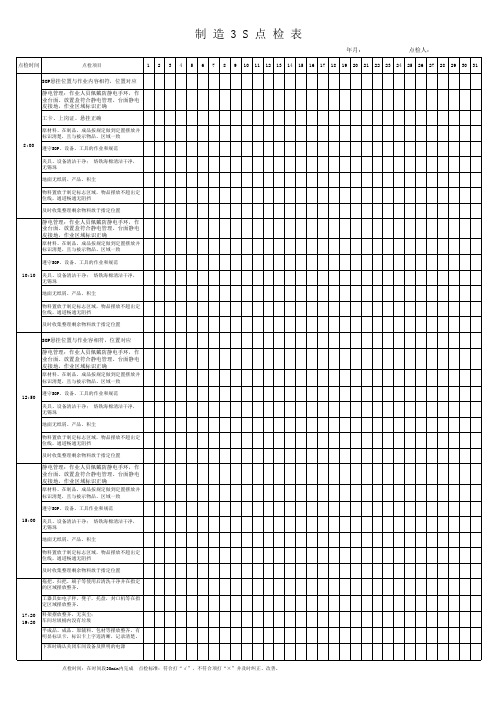
17:20 19:20
料架摆放整齐,无灰尘; 车间垃圾桶内没有垃圾 半成品、成品、原辅料、包材等摆放整齐,有 明显标识卡,标识卡上字迹清晰,记录清楚。 下班时确认关闭车间设备及照明的电源
点检时间:在时间段30min内完成
点检标准:符合打“√”,不符合项打“×”并及时纠正、改善。
原材料、在制品、成品按规定做到定置摆放并 标识清楚,且与被示物品、区域一致
12:50
遵守SOP、设备、工具的作业和规范 夹具、设备清洁干净; 烙铁海棉清洁干净, 无锡珠 地面无纸屑、产品、积尘 物料置放于制定标志区域,物品摆放不超出定 位线,通道畅通无阻挡 及时收集整理剩余物料放于指定位置
静电管理:作业人员佩戴防静电手环,作 业台面、放置盒符合静电管理、台面静电 皮接地,作业区域标识正确
原材料、在制品、成品按规定做到定置摆放并 标识清楚,且与被示物品、区域一致 遵守SOP、设备、工具的作业和规范
10:10
夹具、设备清洁干净; 烙铁海棉清洁干净, 无锡珠 地面无纸屑、产品、积尘 物料置放于制定标志区域,物品摆放不超出定 位线,通道畅通无阻挡 及时收集整理剩余物料放于指定位置
SOP悬挂位置与作业容相符,位置对应 静电管理:作业人员佩戴防静电手环,作 业台面、放置盒符合静电管理、台面静电 皮接地,作业区域标识正确
制 造 3 S 点 检 表
年月:
点检时间
点检项目
点检人:
22 23 24 25 26 27 28 29 30 31
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
版本/修订:A/1
夹具静态点检表
编号:XXXXXXXXX
产品型号 产品名称
零件件号/零件名称
模具工序号/模具名称
治具点检成员
检查日期
治具管理成员
检查地点
序号
检查项目
技术要求
检查手段
检查方法
1 定位销
检查椎部
目视
无折损,磨耗
检查根部
目视
无摇晃
2 夹持
检查关节 检查夹持爪
目视 目视
第 7 页 共1页
XXXXXXXXX 有限公司
第 8 页 共1页
XXXXXXXXX 有限公司
第 9 页 共1页
XXXXXXXXX 有限公司
第 10 页 共 1 页
XXXXXXXXX 有限公司
第 11 页 共 1 页
XXXXXXXXX 有限公司
第 12 页 共 1 页
XXXXXXXXX 有限公司
第 19 页 共 1 页
XXXXXXXXX 有限公司
第 20 页 共 1 页
XXXXXXXXX 有限公司
第 21 页 共 1 页
XXXXXXXXX 有限公司
XXX 有限公司
第 23 页 共 1 页
XXXXXXXXX 有限公司
第 24 页 共 1 页
XXXXXXXXX 有限公司
第 37 页 共 1 页
XXXXXXXXX 有限公司
第 38 页 共 1 页
XXXXXXXXX 有限公司
第 39 页 共 1 页
第 25 页 共 1 页
XXXXXXXXX 有限公司
第 26 页 共 1 页
XXXXXXXXX 有限公司
第 27 页 共 1 页
XXXXXXXXX 有限公司
第 28 页 共 1 页
XXXXXXXXX 有限公司
第 29 页 共 1 页
XXXXXXXXX 有限公司
第 30 页 共 1 页
XXXXXXXXX 有限公司
第 13 页 共 1 页
XXXXXXXXX 有限公司
第 14 页 共 1 页
XXXXXXXXX 有限公司
第 15 页 共 1 页
XXXXXXXXX 有限公司
第 16 页 共 1 页
XXXXXXXXX 有限公司
第 17 页 共 1 页
XXXXXXXXX 有限公司
第 18 页 共 1 页
XXXXXXXXX 有限公司
关节无焊渣渗入 无磨耗或变形
检查钢轴
目视
无变形
3 气缸
检查行程
目视
行程达上下限位置
检查轴封
目视
无破损或漏气现象
4 高压软管
外观
目视
无破损或漏气现象
5 气压源
外观
目视
无破裂,变形或漏气
5 操作盘
操控气压管
目视、耳听 无脱落,变形或移位
快速接头
目视
无变形,漏气或脱落
6 三点组合
滤水器
目视
无破损,积水或污垢
第 1 页 共1页
第1页 共 1页
检查结果
XXXXXXXXX 有限公司
第 2 页 共1页
XXXXXXXXX 有限公司
第 3 页 共1页
XXXXXXXXX 有限公司
第 4 页 共1页
XXXXXXXXX 有限公司
第 5 页 共1页
XXXXXXXXX 有限公司
第 6 页 共1页
XXXXXXXXX 有限公司
调节器
目视
压力表完整,指示正常
注油器
目视、耳听 油面在上下内,油面清洁
阀组本体
目视
无漏气或焊渣依附
7 气压阀组
手动换回阀
目视
无漏气或焊渣依附
按钮群
目视、耳听 无脱落或移位
检查结果填写说明:没有此项目打/、 合格打○、局部合格打△、不合格打×、 一次检查合格打在第一格方格内、第二、第三以次类推
问题记录及特殊结构的静态记录:
第 31 页 共 1 页
XXXXXXXXX 有限公司
第 32 页 共 1 页
XXXXXXXXX 有限公司
第 33 页 共 1 页
XXXXXXXXX 有限公司
第 34 页 共 1 页
XXXXXXXXX 有限公司
第 35 页 共 1 页
XXXXXXXXX 有限公司
第 36 页 共 1 页
XXXXXXXXX 有限公司