模具保养点检表
合集下载
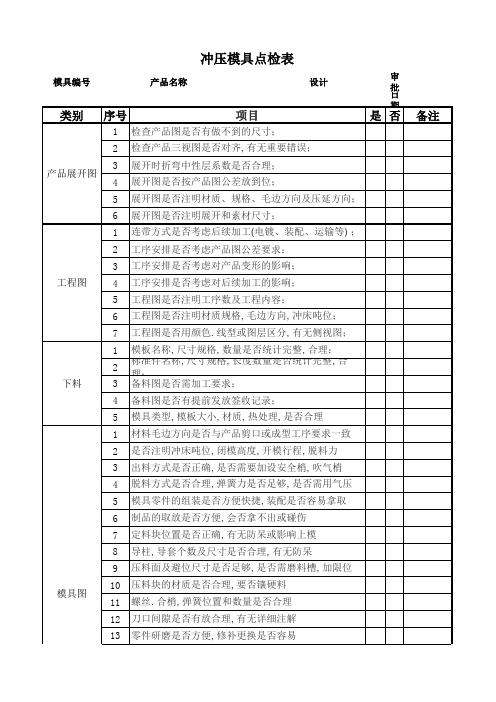
冲压模具点检表
冲压模具点检表
模具编号 产品名称 设计 审批 日期
类别
序号
1 2 3 4 5 6 1 2 3
项目
检查产品图是否有做不到的尺寸; 检查产品三视图是否对齐, 有无重要错误; 展开时折弯中性层系数是否合理; 展开图是否按产品图公差放到位; 展开图是否注明材质、规格、毛边方向及压延方向; 展开图是否注明展开和素材尺寸; 连带方式是否考虑后续加工(电镀、装配、运输等) ; 工序安排是否考虑产品图公差要求; 工序安排是否考虑对产品变形的影响; 工序安排是否考虑对后续加工的影响; 工程图是否注明工序数及工程内容; 工程图是否注明材质规格, 毛边方向, 冲床吨位; 工程图是否用颜色. 线型或图层区分, 有无侧视图; 模板名称, 尺寸规格, 数量是否统计完整, 合理; 标准件名称, 尺寸规格, 长度数量是否统计完整, 合 理; 备料图是否需加工要求; 备料图是否有提前发放签收记录; 模具类型, 模板大小, 材质, 热处理, 是否合理 材料毛边方向是否与产品剪口或成型工序要求一致 是否注明冲床吨位, 闭模高度, 开模行程, 脱料力 出料方式是否正确, 是否需要加设安全梢, 吹气梢 脱料方式是否合理, 弹簧力是否足够, 是否需用气压 模具零件的组装是否方便快捷, 装配是否容易拿取 制品的取放是否方便, 会否拿不出或碰伤 定料块位置是否正确, 有无防呆或影响上模 导柱, 导套个数及尺寸是否合理, 有无防呆 压料面及避位尺寸是否足够, 是否需磨料槽, 加限位 压料块的材质是否合理, 要否镶硬料 螺丝. 合梢, 弹簧位置和数量是否合理 刀口间隙是否有放合理, 有无详细注解 零件研磨是否方便, 修补更换开图
工程图
4 5 6 7 1 2
下料
3 4 5 1 2 3 4 5 6 7 8 9 10 11 12 13
模具编号 产品名称 设计 审批 日期
类别
序号
1 2 3 4 5 6 1 2 3
项目
检查产品图是否有做不到的尺寸; 检查产品三视图是否对齐, 有无重要错误; 展开时折弯中性层系数是否合理; 展开图是否按产品图公差放到位; 展开图是否注明材质、规格、毛边方向及压延方向; 展开图是否注明展开和素材尺寸; 连带方式是否考虑后续加工(电镀、装配、运输等) ; 工序安排是否考虑产品图公差要求; 工序安排是否考虑对产品变形的影响; 工序安排是否考虑对后续加工的影响; 工程图是否注明工序数及工程内容; 工程图是否注明材质规格, 毛边方向, 冲床吨位; 工程图是否用颜色. 线型或图层区分, 有无侧视图; 模板名称, 尺寸规格, 数量是否统计完整, 合理; 标准件名称, 尺寸规格, 长度数量是否统计完整, 合 理; 备料图是否需加工要求; 备料图是否有提前发放签收记录; 模具类型, 模板大小, 材质, 热处理, 是否合理 材料毛边方向是否与产品剪口或成型工序要求一致 是否注明冲床吨位, 闭模高度, 开模行程, 脱料力 出料方式是否正确, 是否需要加设安全梢, 吹气梢 脱料方式是否合理, 弹簧力是否足够, 是否需用气压 模具零件的组装是否方便快捷, 装配是否容易拿取 制品的取放是否方便, 会否拿不出或碰伤 定料块位置是否正确, 有无防呆或影响上模 导柱, 导套个数及尺寸是否合理, 有无防呆 压料面及避位尺寸是否足够, 是否需磨料槽, 加限位 压料块的材质是否合理, 要否镶硬料 螺丝. 合梢, 弹簧位置和数量是否合理 刀口间隙是否有放合理, 有无详细注解 零件研磨是否方便, 修补更换开图
工程图
4 5 6 7 1 2
下料
3 4 5 1 2 3 4 5 6 7 8 9 10 11 12 13
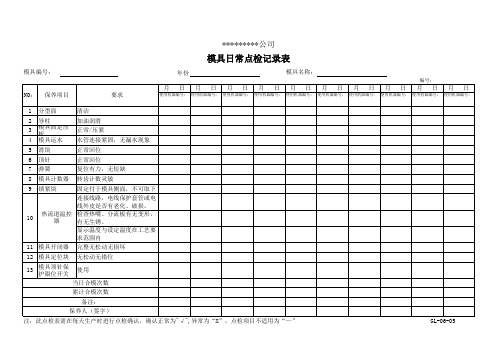
模具日常点检记录表
模具编号: NO: 保养项目
要求
*********公司
模具日常点检记录表
年份
模具名称:
编号:
月日 月日 月日 月日 月日 月日 月日 月日 月日 月日
使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号:
1 分型面
清洁
2 导柱
加油润滑
3
模具固定压 板
正常/压紧
4 模具运水 水管连接紧固,无漏水现象
5 滑块
正常回位
6 顶针
正常回位
7 弹簧
复位有力,无短缺
8 模具计数器 转齿计数灵敏
9 锁紧块
固定付于模具侧面,不可取下
连接线路,电线保护套管或电 线外皮是否有老化、破损。
10
热流道温控 检查热嘴、分流板有无变形,
器Байду номын сангаас
有无生锈。
显示温度与设定温度在工艺要 求范围内
11 模具开闭器 完整无松动无损坏
12 模具定位块 无松动无错位
13
模具顶针保 护限位开关
使用
当日合模次数
累计合模次数
备注:
保养人(签字)
注:此点检表需在每天生产时进行点检确认,确认正常为"√",异常为“X”,点检项目不适用为“—”
GL-06-05
要求
*********公司
模具日常点检记录表
年份
模具名称:
编号:
月日 月日 月日 月日 月日 月日 月日 月日 月日 月日
使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号: 使用机器编号:
1 分型面
清洁
2 导柱
加油润滑
3
模具固定压 板
正常/压紧
4 模具运水 水管连接紧固,无漏水现象
5 滑块
正常回位
6 顶针
正常回位
7 弹簧
复位有力,无短缺
8 模具计数器 转齿计数灵敏
9 锁紧块
固定付于模具侧面,不可取下
连接线路,电线保护套管或电 线外皮是否有老化、破损。
10
热流道温控 检查热嘴、分流板有无变形,
器Байду номын сангаас
有无生锈。
显示温度与设定温度在工艺要 求范围内
11 模具开闭器 完整无松动无损坏
12 模具定位块 无松动无错位
13
模具顶针保 护限位开关
使用
当日合模次数
累计合模次数
备注:
保养人(签字)
注:此点检表需在每天生产时进行点检确认,确认正常为"√",异常为“X”,点检项目不适用为“—”
GL-06-05
模具点检表

YJT/JL07-19⑤ 顶针③ 导柱④ 滑块模 具 点 检 表承 认检 讨作 成决 裁1112机械手没吸住产品是否报警微行开关运行是否正常观察在顶杆未退的情况下,模具是否能合模89模具顶针运行是否正常产品与料把取出是否正常101234白模芯是否漏水(油)用六角扳手试拧滑块和斜导柱上的螺丝,观察螺丝是否有松动的67观察上下模模芯的边缘处,有没有水(油)渗出5周期4夜白136123147891011122930312122232425262728151617181920观察模具顶针顶出和退回时是否顺畅,有无摩擦产生的噪音12日期品名白夜白4356879101211141618152322242721点检者172013日期品名日期品名机号吨位日期滑块滑动是否正常滑块和斜导柱上螺丝是否松动25用手来回推动滑块,看滑块滑动是否顺畅点 检 日 期(白/夜各点检一次)品名观察机械手没吸住产品时是否会报警模具更换时记录293031192628点检基准观察表面是否干净、无杂物,不干净时,用布擦拭干净观察斜导柱上润滑油的油量,缺油时涂抹润滑油观察导柱上润滑油的油量,缺油时涂抹润滑油观察滑块的滑槽内润滑油的油量,缺油时拆下滑块的压板,涂抹润滑油模具表面是否干净斜导柱是否缺油导柱是否缺油滑块是否缺油点检项目固定模① 模具表面移动模② 斜导柱模具开合模是否震动/杂音5观察产品和料把是否容易取出.观察模具关合模时是否有震动和摩擦的噪音夜白夜白夜白夜白夜白夜夜白夜白夜夜白①①②③④⑤。
模具试模点检表

工厂 14 28 14
试模实施、问题点提出
检查原料烘干 二次料 记录 添加比例
职
责
检查、跟踪、总结汇报
确认、工时、材料定额确认、问 题点总结 产品检测
确认、试模终止确认 模具调修
模实施、问题点提出
模实施、问题点提出
试模件数 ≈单模重量 准备重量
第四步骤、项目经理检查现场试模人员安排 部门 职 责 姓 名 1 项目经理 组织、检查、跟踪、总结汇报 2 3 技术支持、设备确认、工时、材料定额 生管本部 4 题点总结 5 6 质量技术 产品检测 7 8 技术中心 产品确认、试模终止确认 9 10 工模部 模具调修 11 1ቤተ መጻሕፍቲ ባይዱ 工厂 试模实施、问题点提出 13
试模人员安排及设备\模具点检表
项目名称 监察人姓名 第一步骤、模具点检 点检明细 吊环孔 1 码模槽 2 法兰 3 唧嘴是否防转 4 模具表面及拔模 5 模芯是否有标识 6 复位弹簧是否安装 7 顶出是否顺畅 8 复位是否到位 9 顶棍孔是否符合 10 11 顶针、斜顶、司筒 撑头与板配松 12 13 垃圾钉高度是否一致 14 撑头是否预压0.05 行位是否被限位 15 16 行程保护开关装配 第三步骤、设备点检 点检明细 油路 1 水路 2 电路 3 炮筒温度检查 4 料筒温度检查 5 机嘴检查 6 顶杆 7 检查液压锁模 8 温控箱检查 9 10 11 12 13 OK NO 15 16 17 18 19 20 21 22 23 24 25 26 27 点检明细 问题说明 点检明细 运水是否畅通 17 热流道状况 18 19 模具是否需特别工作原理说明 模具安装方向要求 20 21 22 23 24 25 26 27 28 29 30 31 32 设备备注说明: OK NO 问题说明 1 2 3 4 模具备注说明: 产品名称 调机人姓名 试模时间 试模地点 第二步骤、原料准备-生管本部 原料名称 姓 名 项目经理 试模机台
模具点检表

产品名称 零件图号
类别 序号
1 外观检 2
查
检查项目
清洁度
编
号
模具点检表
产品型号
模具名称
检查
静
动
*
*
零件名称 模具编号
检查要领
无切屑、尘砂、油污、杂 物
检查方法
目视 目视
验收
导向装
1
导柱(导套)对底座安装垂直 度
*
置
1
剪切面刃口粗糙度
*
冲裁部
分
2
刃口硬度
*
成型部
1
粗糙度:工作表面无划伤、裂 纹
*
分
2
工作面硬度
*
1
顶出器工作平稳
*
制件投入与 取出
2
制件投入,取出顺利。无干涉
*
1
模具上下模、联接板牢固
*
其它
2
模具各部分无锈蚀
*
<=0.020/100
直角尺
墙面、侧面ຫໍສະໝຸດ 粗糙度标块硬度计粗糙度标块
硬度计
目视 目视
目视 目视
类别 序号
1 外观检 2
查
检查项目
清洁度
编
号
模具点检表
产品型号
模具名称
检查
静
动
*
*
零件名称 模具编号
检查要领
无切屑、尘砂、油污、杂 物
检查方法
目视 目视
验收
导向装
1
导柱(导套)对底座安装垂直 度
*
置
1
剪切面刃口粗糙度
*
冲裁部
分
2
刃口硬度
*
成型部
1
粗糙度:工作表面无划伤、裂 纹
*
分
2
工作面硬度
*
1
顶出器工作平稳
*
制件投入与 取出
2
制件投入,取出顺利。无干涉
*
1
模具上下模、联接板牢固
*
其它
2
模具各部分无锈蚀
*
<=0.020/100
直角尺
墙面、侧面ຫໍສະໝຸດ 粗糙度标块硬度计粗糙度标块
硬度计
目视 目视
目视 目视
模具修理及保养点检表
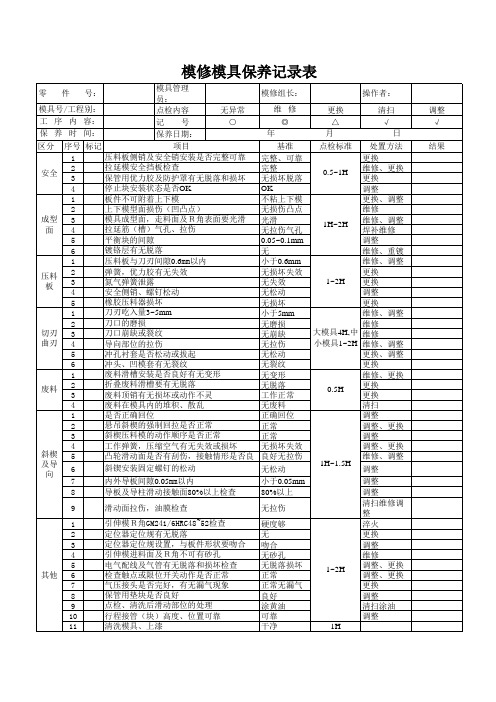
模修模具保养记录表
零 件 号: ◎ 年 保养日期: 项目 区分 序号 标记 基准 压料板侧销及安全销安装是否完整可靠 1 完整、可靠 拉延模安全挡板检查 2 完整 安全 保管用优力胶及防护罩有无脱落和损坏 3 无损坏脱落 OK 停止块安装状态是否OK 4 板件不可附着上下模 1 不粘上下模 上下模型面损伤(凹凸点) 2 无损伤凸点 模具成型面,走料面及R角表面要光滑 成型 3 光滑 拉延筋(槽)气孔、拉伤 4 无拉伤气孔 面 0.05~0.1mm 平衡块的间隙 5 镀铬层有无脱落 6 无 压料板与刀刃间隙0.6mm以内 小于0.6mm 1 弹簧,优力胶有无失效 2 无损坏失效 压料 氮气弹簧泄露 3 无失效 板 安全侧销、螺钉松动 4 无松动 橡胶压料器损坏 5 无损坏 小于5mm 刀刃吃入量3~5mm 1 刀口的磨损 2 无磨损 切刃 刀口崩缺或裂纹 3 无崩缺 曲刃 导向部位的拉伤 4 无拉伤 冲孔衬套是否松动或拔起 5 无松动 冲头、凹模套有无裂纹 6 无裂纹 废料滑槽安装是否良好有无变形 1 无变形 折叠废料滑槽要有无脱落 2 无脱落 废料 废料顶销有无损坏或动作不灵 3 工作正常 废料在模具内的堆积、散乱 4 无废料 是否正确回位 1 正确回位 悬吊斜楔的强制回拉是否正常 2 正常 斜楔压料模的动作顺序是否正常 3 正常 工作弹簧,压缩空气有无失效或损坏 4 无损坏失效 斜楔 凸轮滑动面是否有刮伤,接触情形是否良好良好无拉伤 5 及导 斜锲安装固定螺钉的松动 6 无松动 向 7 8 9 1 2 3 4 5 6 7 8 9 10 11 内外导板间隙0.05mm以内 导板及导柱滑动接触面80%以上检查 滑动面拉伤,油膜检查 引伸模R角GM241/6HRC48~52检查 定位器定位规有无脱落 定位器定位规设置,与板件形状要吻合 引伸模进料面及R角不可有砂孔 电气配线及气管有无脱落和损坏检查 检查触点或限位开关动作是否正常 气压接头是否完好,有无漏气现象 保管用垫块是否良好 点检、清洗后滑动部位的处理 行程接管(块)高度、位置可靠 清洗模具、上漆 小于0.05mm 80%以上 无拉伤 硬度够 无 吻合 无砂孔 无脱落损坏 正常 正常无漏气 良好 涂黄油 可靠 干净 模具号/工程别: 工 序 内 容: 保 养 时 间: 模具管理员: 点检内容 记 号 无异常 ○ 模修组长: 维 修 更换 △ 月 点检标准 操作者: 清扫 √ 日 调整 √ 结果
零 件 号: ◎ 年 保养日期: 项目 区分 序号 标记 基准 压料板侧销及安全销安装是否完整可靠 1 完整、可靠 拉延模安全挡板检查 2 完整 安全 保管用优力胶及防护罩有无脱落和损坏 3 无损坏脱落 OK 停止块安装状态是否OK 4 板件不可附着上下模 1 不粘上下模 上下模型面损伤(凹凸点) 2 无损伤凸点 模具成型面,走料面及R角表面要光滑 成型 3 光滑 拉延筋(槽)气孔、拉伤 4 无拉伤气孔 面 0.05~0.1mm 平衡块的间隙 5 镀铬层有无脱落 6 无 压料板与刀刃间隙0.6mm以内 小于0.6mm 1 弹簧,优力胶有无失效 2 无损坏失效 压料 氮气弹簧泄露 3 无失效 板 安全侧销、螺钉松动 4 无松动 橡胶压料器损坏 5 无损坏 小于5mm 刀刃吃入量3~5mm 1 刀口的磨损 2 无磨损 切刃 刀口崩缺或裂纹 3 无崩缺 曲刃 导向部位的拉伤 4 无拉伤 冲孔衬套是否松动或拔起 5 无松动 冲头、凹模套有无裂纹 6 无裂纹 废料滑槽安装是否良好有无变形 1 无变形 折叠废料滑槽要有无脱落 2 无脱落 废料 废料顶销有无损坏或动作不灵 3 工作正常 废料在模具内的堆积、散乱 4 无废料 是否正确回位 1 正确回位 悬吊斜楔的强制回拉是否正常 2 正常 斜楔压料模的动作顺序是否正常 3 正常 工作弹簧,压缩空气有无失效或损坏 4 无损坏失效 斜楔 凸轮滑动面是否有刮伤,接触情形是否良好良好无拉伤 5 及导 斜锲安装固定螺钉的松动 6 无松动 向 7 8 9 1 2 3 4 5 6 7 8 9 10 11 内外导板间隙0.05mm以内 导板及导柱滑动接触面80%以上检查 滑动面拉伤,油膜检查 引伸模R角GM241/6HRC48~52检查 定位器定位规有无脱落 定位器定位规设置,与板件形状要吻合 引伸模进料面及R角不可有砂孔 电气配线及气管有无脱落和损坏检查 检查触点或限位开关动作是否正常 气压接头是否完好,有无漏气现象 保管用垫块是否良好 点检、清洗后滑动部位的处理 行程接管(块)高度、位置可靠 清洗模具、上漆 小于0.05mm 80%以上 无拉伤 硬度够 无 吻合 无砂孔 无脱落损坏 正常 正常无漏气 良好 涂黄油 可靠 干净 模具号/工程别: 工 序 内 容: 保 养 时 间: 模具管理员: 点检内容 记 号 无异常 ○ 模修组长: 维 修 更换 △ 月 点检标准 操作者: 清扫 √ 日 调整 √ 结果
周点检保养记录表

周点检-保养记录表
设备 名 称:
序号
点检-保养项目
编号:
设备编 号:
月份:
点检-保养记录 第一周 第二周 第三周 第四周 第五周
备注
ห้องสมุดไป่ตู้
1 是否擦洗机床表面
2 是否清洁机床的上下模座
3 是否清洁所有要使用的治具及工具
4 检查机床静态时声音是否正常
5 检查机床动态时声音是否正常
6 检查仪表及指示灯是否正常
18 检查冷却风扇运行是否正常
19 检查泠却循环水路是否正常
20 检查焊机气管、水管有无破损
21 是否加润滑油
22 是否加润滑脂
保养者签名
组长签名确认
共1页第1页
7 检查开关是否失灵
8 检查冷却水位是否正常
9 检查电器控制,安全系统是否良好
10 检查电流、电压指示是否正常
11 检查气压是否正常
12 检查油压是否正常
13 检查机械油标是否正常
14 检查液压系统油箱油位是否正常
15 检查模具喷油润滑系统油位是否正常
16 检查机床液压部分是否有泄露现象
17 检查机床压缩空气部分是否有泄露现象
设备 名 称:
序号
点检-保养项目
编号:
设备编 号:
月份:
点检-保养记录 第一周 第二周 第三周 第四周 第五周
备注
ห้องสมุดไป่ตู้
1 是否擦洗机床表面
2 是否清洁机床的上下模座
3 是否清洁所有要使用的治具及工具
4 检查机床静态时声音是否正常
5 检查机床动态时声音是否正常
6 检查仪表及指示灯是否正常
18 检查冷却风扇运行是否正常
19 检查泠却循环水路是否正常
20 检查焊机气管、水管有无破损
21 是否加润滑油
22 是否加润滑脂
保养者签名
组长签名确认
共1页第1页
7 检查开关是否失灵
8 检查冷却水位是否正常
9 检查电器控制,安全系统是否良好
10 检查电流、电压指示是否正常
11 检查气压是否正常
12 检查油压是否正常
13 检查机械油标是否正常
14 检查液压系统油箱油位是否正常
15 检查模具喷油润滑系统油位是否正常
16 检查机床液压部分是否有泄露现象
17 检查机床压缩空气部分是否有泄露现象
模具定期保养点检表

模具定期保养检查记录表
产品料号
模具编号
生产模数
保养日期
下回保养日期
项次
保养项目
保养方法
检查标准
合格
不合格
不合格处理
1
模具表面和模具型腔内油污、赃物、异物、锈斑及灰尘
用抹布、模具清洗剂擦拭,气枪吹,油石省模
表面清洁,手感光滑、无拉伤、无撞伤现象
2
模具灌嘴检查
清除模具灌嘴内塑胶料,用抹布、模具清洗剂擦拭
14
其他保养检查项目
备注:1.打"√"代表已保养,打"×"代表故障,打" "表示维修完成2.保养人由工模部技术员保养后填写,并经主管稽核结案存查
保养:审核:核准:
表单编号:YX-G-005
7
顶出销、回位销
顶针有变形、断裂、划伤的须更换;回位销检查是否回位确实,视具体情况
顶出销,顶出顺畅,无嵌领回位梢归位确实
8
定销板、归位板
顶针板、归位出机构
斜销有变形需换新,滑块,顶出机构;有裂纹或滑动不顺畅,视具体情况维修
滑块,斜顶出机构滑配良好,斜销
灌嘴内无残留物,表面光滑
3
分模表面各擦破,靠破面检查
清洁擦破、靠破锈斑,检查有无拉伤撞伤
无锈斑累渍、拉伤及撞伤不良
4
模具流道口检查
清除流道口及浇口楚的异物
流道表面光滑,浇口处无异物
5
弹簧
重点检查,有无损坏现象
是否有磨损,回弹力小,弹力损失现象
6
导柱、导套检查
有咬伤、拉伤、变形的修护
能够顺利组立,合模
无变形
10
连接螺丝
螺丝有损坏或滑丝要更换新的
产品料号
模具编号
生产模数
保养日期
下回保养日期
项次
保养项目
保养方法
检查标准
合格
不合格
不合格处理
1
模具表面和模具型腔内油污、赃物、异物、锈斑及灰尘
用抹布、模具清洗剂擦拭,气枪吹,油石省模
表面清洁,手感光滑、无拉伤、无撞伤现象
2
模具灌嘴检查
清除模具灌嘴内塑胶料,用抹布、模具清洗剂擦拭
14
其他保养检查项目
备注:1.打"√"代表已保养,打"×"代表故障,打" "表示维修完成2.保养人由工模部技术员保养后填写,并经主管稽核结案存查
保养:审核:核准:
表单编号:YX-G-005
7
顶出销、回位销
顶针有变形、断裂、划伤的须更换;回位销检查是否回位确实,视具体情况
顶出销,顶出顺畅,无嵌领回位梢归位确实
8
定销板、归位板
顶针板、归位出机构
斜销有变形需换新,滑块,顶出机构;有裂纹或滑动不顺畅,视具体情况维修
滑块,斜顶出机构滑配良好,斜销
灌嘴内无残留物,表面光滑
3
分模表面各擦破,靠破面检查
清洁擦破、靠破锈斑,检查有无拉伤撞伤
无锈斑累渍、拉伤及撞伤不良
4
模具流道口检查
清除流道口及浇口楚的异物
流道表面光滑,浇口处无异物
5
弹簧
重点检查,有无损坏现象
是否有磨损,回弹力小,弹力损失现象
6
导柱、导套检查
有咬伤、拉伤、变形的修护
能够顺利组立,合模
无变形
10
连接螺丝
螺丝有损坏或滑丝要更换新的
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
确认弹簧及易损件状态
确认料号章及调整日期章与下次生产的产品相一致
碟形垫片每30000模更换
检查最后一模样件,是否存在重大隐患
保养人:确认人:
备注:
拉环,锁模扣是否完好
方铁,底板除锈
活动镶件是否ok(如果有)
2
模仁及镶件,滑块部分
确认模仁有无损坏,检查分型面,镶件,滑块
模仁,镶件,滑块把表面除锈,进行超声波清洗
润滑滑块,检查滑块活动是否顺畅
确认镶件方向与图纸是否一致
密封唇组件每30000模次更换
排气槽清洁
3
水路部分
吹水,检查水管内水是否吹干净
更换密封圈
MouldMaintenanceCheck List
模具保养点检表(1.5万次)
点检日期:
Mould Number/模具编号
Part Name/产品名称
Part Number/产品编号
点检内容
No.
保养内外观,表面是否有油污,胶丝和杂物,模具外表面除锈
检查定位圈,隔热板是否破损变形
检查水管接头是否生锈漏水堵塞
检查水路是否畅通
4
热流道部分
检查热流道电路是否正常
检查热流道接线盒连接器是否有损坏
检查热嘴是否有磨损
5
开合模部分
清洗顶针,检查顶针是否磨损变形
顶针板活动是否顺畅
检查导柱导套是否有擦伤变形
检查模具合模是否正常
润滑开合模移动部件
顶针装配按编号和模仁穴位一一对应
6
其他
工具是否准备完整
mouldnumber模具编号partname产品名称partnumber产品编号点检内容保养内容保养结果备注模具整体部分清洁模具外观表面是否有油污胶丝和杂物模具外表面除锈检查定位圈隔热板是否破损变形拉环锁模扣是否完好方铁底板除锈活动镶件是否ok如果有模仁及镶件滑块部分确认模仁有无损坏检查分型面镶件滑块模仁镶件滑块把表面除锈进行超声波清洗润滑滑块检查滑块活动是否顺畅确认镶件方向与图纸是否一致密封唇组件每30000模次更换排气槽清洁水路部分吹水检查水管内水是否吹干净更换密封圈检查水管接头是否生锈漏水堵塞检查水路是否畅通热流道部分检查热流道电路是否正常检查热流道接线盒连接器是否有损坏检查热嘴是否有磨损开合模部分清洗顶针检查顶针是否磨损变形顶针板活动是否顺畅检查导柱导套是否有擦伤变形检查模具合模是否正常润滑开合模移动部件顶针装配按编号和模仁穴位一一对应其他工具是否准备完整确认弹簧及易损件状态确认料号章及调整日期章与下次生产的产品相一致碟形垫片每30000模更换检查最后一模样件是否存在重大隐患保养人
确认料号章及调整日期章与下次生产的产品相一致
碟形垫片每30000模更换
检查最后一模样件,是否存在重大隐患
保养人:确认人:
备注:
拉环,锁模扣是否完好
方铁,底板除锈
活动镶件是否ok(如果有)
2
模仁及镶件,滑块部分
确认模仁有无损坏,检查分型面,镶件,滑块
模仁,镶件,滑块把表面除锈,进行超声波清洗
润滑滑块,检查滑块活动是否顺畅
确认镶件方向与图纸是否一致
密封唇组件每30000模次更换
排气槽清洁
3
水路部分
吹水,检查水管内水是否吹干净
更换密封圈
MouldMaintenanceCheck List
模具保养点检表(1.5万次)
点检日期:
Mould Number/模具编号
Part Name/产品名称
Part Number/产品编号
点检内容
No.
保养内外观,表面是否有油污,胶丝和杂物,模具外表面除锈
检查定位圈,隔热板是否破损变形
检查水管接头是否生锈漏水堵塞
检查水路是否畅通
4
热流道部分
检查热流道电路是否正常
检查热流道接线盒连接器是否有损坏
检查热嘴是否有磨损
5
开合模部分
清洗顶针,检查顶针是否磨损变形
顶针板活动是否顺畅
检查导柱导套是否有擦伤变形
检查模具合模是否正常
润滑开合模移动部件
顶针装配按编号和模仁穴位一一对应
6
其他
工具是否准备完整
mouldnumber模具编号partname产品名称partnumber产品编号点检内容保养内容保养结果备注模具整体部分清洁模具外观表面是否有油污胶丝和杂物模具外表面除锈检查定位圈隔热板是否破损变形拉环锁模扣是否完好方铁底板除锈活动镶件是否ok如果有模仁及镶件滑块部分确认模仁有无损坏检查分型面镶件滑块模仁镶件滑块把表面除锈进行超声波清洗润滑滑块检查滑块活动是否顺畅确认镶件方向与图纸是否一致密封唇组件每30000模次更换排气槽清洁水路部分吹水检查水管内水是否吹干净更换密封圈检查水管接头是否生锈漏水堵塞检查水路是否畅通热流道部分检查热流道电路是否正常检查热流道接线盒连接器是否有损坏检查热嘴是否有磨损开合模部分清洗顶针检查顶针是否磨损变形顶针板活动是否顺畅检查导柱导套是否有擦伤变形检查模具合模是否正常润滑开合模移动部件顶针装配按编号和模仁穴位一一对应其他工具是否准备完整确认弹簧及易损件状态确认料号章及调整日期章与下次生产的产品相一致碟形垫片每30000模更换检查最后一模样件是否存在重大隐患保养人