热处理加热保温时间的369法则
淬火加热保温时间的确定原则

淬火加热保温时间的确定原则淬火加热保温时间的确定原则听起来像个复杂的话题,但其实可以聊得轻松些。
你想想,我们生活中很多事情都需要掌握一个“火候”。
比如,煮个面条,时间掌握得当,刚刚好;一旦煮过了头,哎,口感可就大打折扣。
淬火过程也是一样,过长或过短的加热时间都会影响材料的性能,那可真是得不偿失。
淬火加热就像是给金属洗个热水澡,目的是让金属的结构发生变化,变得更坚硬、更耐磨。
这就得看你的金属材料是什么,有些材料需要“热情洋溢”的高温,有些则是稍微温柔点儿就可以。
记住,不同的金属就像不同的孩子,各有各的脾气,不能一刀切。
就好比你不能把所有的面条都煮到十分钟,要根据种类来调整时间。
这个时候,你得去了解你的“孩子”,看他们需要的究竟是什么。
说到保温时间,那也是一门艺术。
想象一下,你把一个金属放进热水里,水温刚刚好,就像热恋中的两人,相互吸引、热情洋溢。
保温时间过短,金属没有充分“享受”这个过程,结果出来的硬度就像是泡面,还没泡软就被吃掉了;保温时间过长,嘿,那又变得像是煮过头的鸡蛋,没啥食欲。
最终,淬火效果可想而知。
这个保温过程就像是给金属喝了一杯“营养饮料”,喝得快了,营养吸收不充分;喝得慢了,又可能太腻,影响体验。
所以,在确定这个时间时,有几个小技巧可以用。
了解你用的材料,看看厂家提供的推荐时间。
就像买东西,别总想着自己来试错,多参考一些“行家”的意见。
可以进行一些试验,设定几个不同的时间段,看看哪种效果最好。
这种探索的过程,哎,像极了我们生活中的尝试,每次失败都是下一次成功的垫脚石。
你可以把每次实验的结果记录下来,慢慢就能摸出规律。
记住,科学实验就是个不断试错的过程,不怕失败,越试越明白。
保温温度也是个关键点。
一般来说,保温温度越高,淬火效果越明显,但高温时间长了,金属又容易变得脆弱。
这就像是你上班,努力加班但又熬夜,工作效率高的同时,身体却开始抗议。
找到一个平衡点,保温时间和温度得相辅相成,缺一不可。
加热与保温时间

热处理加热保温时间的369法则[我的钢铁] 2008-08-24 20:13:10本文介绍了用于热处理加热时保温时间的简单计算法则——369法则,实际生产表明,该369法则的实行有助于提高产品质量、提高生产率、降低生产成本、简化工艺。
该法则包括各种金属材料加热保温时的369法则,真空热处理的预热、加热、保温时的369法则,以及用于密封箱式多用炉热处理加热保温的369法则。
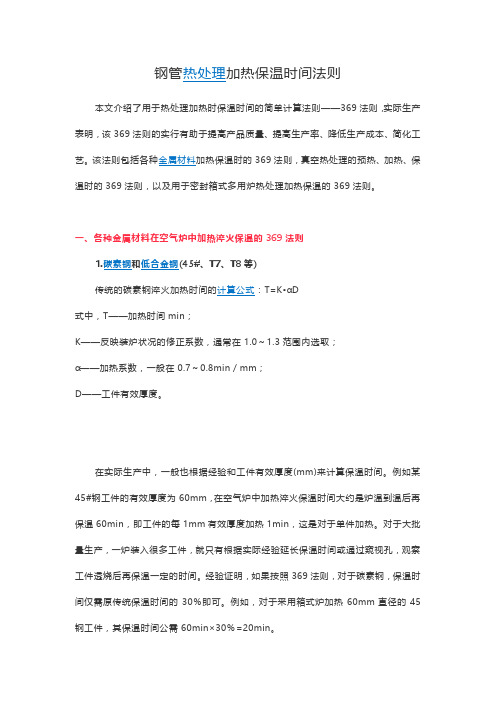
一、各种金属材料在空气炉中加热淬火保温的369法则1.碳素钢和低合金钢(45、T7、T8等)传统的碳素钢淬火加热时间的计算公式:T=K•αD(1)式中,T为加热时间min;K为反映装炉状况的修正系数,通常在1.0~1.3范围内选取;α为加热系数,一般在0.7~0.8min/mm;D为工件有效厚度。
在实际生产中,一般也根据经验和工件有效厚度(mm)来计算保温时间。
例如某45#钢工件的有效厚度为60mm,在空气炉中加热淬火保温时间大约是炉温到温后再保温60min,即工件的每1mm有效厚度加热1min,这是对于单件加热。
对于大批量生产,一炉装入很多工件,就只有根据实际经验延长保温时间或通过窥视孔,观察工件透烧后再保温一定的时问。
经验证明,如果按照369法则,对于碳素钢,保温时间仅需原传统保温时间的30%即可。
例如,对于采用箱式炉加热660mm直径的45钢工件,其保温时间公需60min×30%=20min。
2.合金结构钢(40Cr、40MnB、35CrMo)因为合金结构钢中添加了一些合金元素,在加热保温过程中为使碳化物均匀化需要一定的时间。
根据369法则,合金结构钢加热的保温时问可以是原来传统保温时间的60%。
例如用传统的公式计算的40Cr的保温时问如果为100min,根据369法则,新的保温时问为:100min×60%=60min。
3.高合金工具钢(9SiCr、CrWMn、Crl2MoV、W6、W8等)对于这些合金元素含量较高的钢种,合金碳化物较多,因此需要较长的保温时间,使其均匀化。
钢管热处理加热保温时间法则
钢管热处理加热保温时间法则本文介绍了用于热处理加热时保温时间的简单计算法则——369法则,实际生产表明,该369法则的实行有助于提高产品质量、提高生产率、降低生产成本、简化工艺。
该法则包括各种金属材料加热保温时的369法则,真空热处理的预热、加热、保温时的369法则,以及用于密封箱式多用炉热处理加热保温的369法则。
一、各种金属材料在空气炉中加热淬火保温的369法则1.碳素钢和低合金钢(45#、T7、T8等)传统的碳素钢淬火加热时间的计算公式:T=K•αD式中,T——加热时间min;K——反映装炉状况的修正系数,通常在1.0~1.3范围内选取;α——加热系数,一般在0.7~0.8min/mm;D——工件有效厚度。
在实际生产中,一般也根据经验和工件有效厚度(mm)来计算保温时间。
例如某45#钢工件的有效厚度为60mm,在空气炉中加热淬火保温时间大约是炉温到温后再保温60min,即工件的每1mm有效厚度加热1min,这是对于单件加热。
对于大批量生产,一炉装入很多工件,就只有根据实际经验延长保温时间或通过窥视孔,观察工件透烧后再保温一定的时间。
经验证明,如果按照369法则,对于碳素钢,保温时间仅需原传统保温时间的30%即可。
例如,对于采用箱式炉加热60mm直径的45钢工件,其保温时间公需60min×30%=20min。
2.合金结构钢(40Cr、40MnB、35CrMo)因为合金结构钢中添加了一些合金元素,在加热保温过程中为使碳化物均匀化需要一定的时间。
根据369法则,合金结构钢加热的保温时间可以是原来传统保温时间的60%。
例如用传统的公式计算的40Cr的保温时问如果为100min,根据369法则,新的保温时问为:100min×60%=60min。
3.高合金工具钢(9SiCr、CrWMn、Crl2MoV、W6、W8等)对于这些合金元素含量较高的钢种,合金碳化物较多,因此需要较长的保温时间,使其均匀化。
热处理加热保温时间的369法则

热处理加热保温时间的369法则作者:jiangnan 时间:2009-3-1422:36:00第1楼本文介绍了用于热处理加热时保温时间的简单计算法则——369法则,实际生产表明,该369法则的实行有助于提高产品质量、提高生产率、降低生产成本、简化工艺。
该法则包括各种金属材料加热保温时的369法则,真空热处理的预热、加热、保温时的369法则,以及用于密封箱式多用炉热处理加热保温的369法则。
一、各种金属材料在空气炉中加热淬火保温的369法则1.碳素钢和低合金钢(45、T7、T8等)传统的碳素钢淬火加热时间的计算公式:T=K•αD(1)式中,T为加热时间min;K为反映装炉状况的修正系数,通常在1.0~1.3范围内选取;α为加热系数,一般在0.7~0.8min/mm;D为工件有效厚度。
在实际生产中,一般也根据经验和工件有效厚度(mm)来计算保温时间。
例如某45#钢工件的有效厚度为60mm,在空气炉中加热淬火保温时间大约是炉温到温后再保温60min,即工件的每1mm有效厚度加热1min,这是对于单件加热。
对于大批量生产,一炉装入很多工件,就只有根据实际经验延长保温时间或通过窥视孔,观察工件透烧后再保温一定的时问。
经验证明,如果按照369法则,对于碳素钢,保温时间仅需原传统保温时间的30%即可。
例如,对于采用箱式炉加热660mm直径的45钢工件,其保温时间公需60min×30%=20min。
2.合金结构钢(40Cr、40MnB、35CrMo)因为合金结构钢中添加了一些合金元素,在加热保温过程中为使碳化物均匀化需要一定的时间。
根据369法则,合金结构钢加热的保温时问可以是原来传统保温时间的60%。
例如用传统的公式计算的40Cr的保温时问如果为100min,根据369法则,新的保温时问为:100min×60%=60min。
3.高合金工具钢(9SiCr、CrWMn、Crl2MoV、W6、W8等)对于这些合金元素含量较高的钢种,合金碳化物较多,因此需要较长的保温时间,使其均匀化。
钢的热处理温度控制原理
钢的热处理温度控制原理
钢的热处理温度控制原理是通过控制加热温度和冷却速率来改变钢的组织和性能。
下面是一般的热处理温度控制原理:
1. 加热温度控制:钢的加热温度决定了其相变行为和组织结构的形成。
具体的加热温度取决于钢的成分、目标性能以及所需的组织结构。
通常情况下,加热温度应该高于钢的临界转变温度,以使钢达到所需要的组织结构。
2. 保温时间控制:钢在加热到目标温度后需要保持一段时间,以保证温度均匀分布和相变反应的完成。
保温时间通常根据钢的厚度和组织结构的要求来确定。
3. 冷却速率控制:钢在加热后需要冷却到室温。
冷却速率决定了钢的组织结构和性能。
对于淬火处理,快速冷却可以产生马氏体组织,提高硬度和强度。
对于回火处理,需要适当的冷却速率以获得所需的强度和韧性。
4. 冷却介质选择:不同的冷却介质(如水、油、气体等)具有不同的冷却能力。
选择适当的冷却介质可以调节钢的冷却速率和组织结构。
关于钢的热处理温度控制原理,还有其他细节和具体的工艺参数需要考虑,例如预热和减温等。
此外,不同类型的钢在热处理过程中可能有特定的要求和工艺规范。
因此,在具体的应用和需求中,应该根据具体情况来设计和控制热处理过程
的温度。
热处理加热保温时间的369法则
热处理加热保温时间的369法则
包耳;田绍洁;王华琪
【期刊名称】《热处理技术与装备》
【年(卷),期】2008(029)002
【摘要】通过十年来的研究、试验,总结了用于热处理加热时保温时间的简单计算法则?69法则,并在大连开发区圣洁热处理高新技术研究所及其它有关热处理单位进行了实际生产的论证和检验.实际生产表明,该369法则的实行有助于提高产品质量、提高生产率、降低生产成本、简化工艺.该法则包括各种金属材料加热保温时的369法则,真空热处理的预热、加热、保温时的369法则,以及用于密封箱式多用炉热处理加热保温的369法则.
【总页数】3页(P53-55)
【作者】包耳;田绍洁;王华琪
【作者单位】大连民族学院,辽宁,大连,116600;大连开发区圣洁真空技术开发有限公司,辽宁,大连,116630;大连开发区圣洁热处理高新技术研究所,辽宁,大连,116630【正文语种】中文
【中图分类】TG113;TB333
【相关文献】
1.模具真空热处理工艺交流——模具真空淬火加热保温时间的选择 [J], 赵振东
2.电站锅炉焊后热处理保温时间上限的探讨 [J], 张凤安
3.论金属纺织器材热处理工艺的加热保温时间 [J], 林吉曙
4.热处理保温时间对焊接残余应力影响的\r模拟分析 [J], 吴新丽;邹杰;李恩;何冰
5.热处理保温时间对(TiC+TiB)/TA10复合材料组织特征的影响 [J], 尚尔峰;史昆;王云霞;王志明;曲赫威
因版权原因,仅展示原文概要,查看原文内容请购买。
焊前预热及焊后热处理施工工艺标准
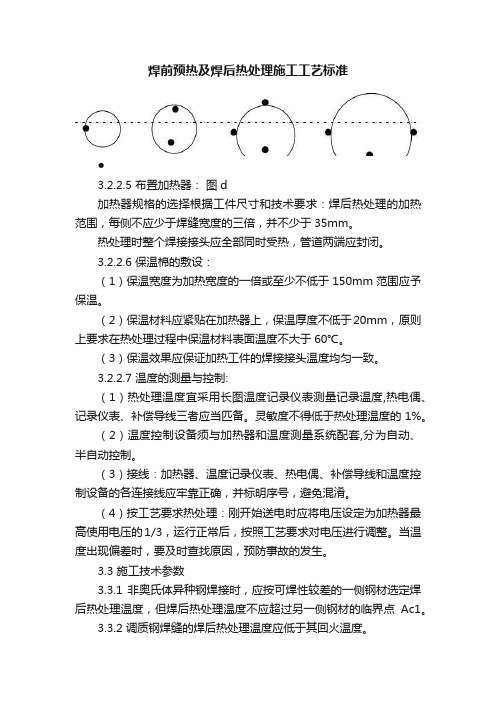
焊前预热及焊后热处理施工工艺标准●3.2.2.5 布置加热器:图d加热器规格的选择根据工件尺寸和技术要求:焊后热处理的加热范围,每侧不应少于焊缝宽度的三倍,并不少于35mm。
热处理时整个焊接接头应全部同时受热,管道两端应封闭。
3.2.2.6 保温棉的敷设:(1)保温宽度为加热宽度的一倍或至少不低于150mm范围应予保温。
(2)保温材料应紧贴在加热器上,保温厚度不低于20mm,原则上要求在热处理过程中保温材料表面温度不大于60℃。
(3)保温效果应保证加热工件的焊接接头温度均匀一致。
3.2.2.7 温度的测量与控制:(1)热处理温度宜采用长图温度记录仪表测量记录温度,热电偶、记录仪表、补偿导线三者应当匹备。
灵敏度不得低于热处理温度的1%。
(2)温度控制设备须与加热器和温度测量系统配套,分为自动、半自动控制。
(3)接线:加热器、温度记录仪表、热电偶、补偿导线和温度控制设备的各连接线应牢靠正确,并标明序号,避免混淆。
(4)按工艺要求热处理:刚开始送电时应将电压设定为加热器最高使用电压的1/3,运行正常后,按照工艺要求对电压进行调整。
当温度出现偏差时,要及时查找原因,预防事故的发生。
3.3 施工技术参数3.3.1 非奥氏体异种钢焊接时,应按可焊性较差的一侧钢材选定焊后热处理温度,但焊后热处理温度不应超过另一侧钢材的临界点Ac1。
3.3.2 调质钢焊缝的焊后热处理温度应低于其回火温度。
3.3.3 对容易产生焊接延迟裂纹的钢材,焊后应及时进行焊后热处理,当不能及时进行焊后热处理时,应在焊后立即均匀加热至200~300℃,并进行保温缓冷,其加热范围应与焊后热处理要求相同。
3.3.4 焊后热处理工艺要求首先应符合设计或焊接指导书的规定,当无规定时,常用的焊后热处理温度应符合表2的规定:3.3.5 热处理加热速度、恒温时间及冷却速度应符合下面要求:3.3.5.1 加热速度:升温至400℃后,加热速度应按5000/δ(℃/h),且不大于205℃/h。
保温时间
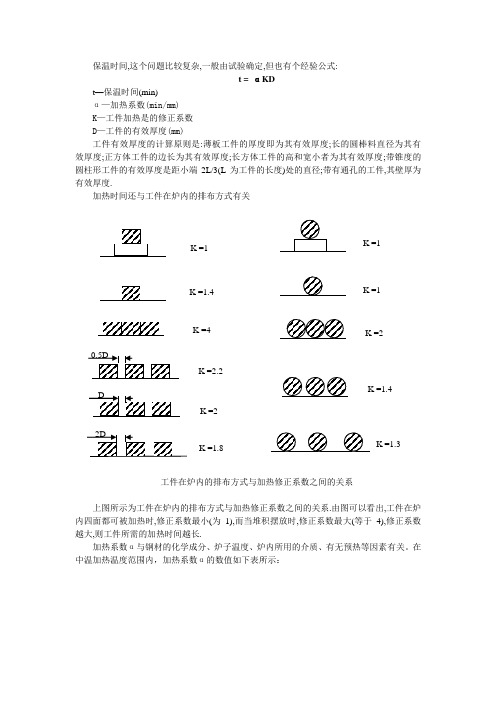
保温时间,这个问题比较复杂,一般由试验确定,但也有个经验公式:t = αKDt—保温时间(min)α—加热系数(min/mm)K—工件加热是的修正系数D—工件的有效厚度(mm)工件有效厚度的计算原则是:薄板工件的厚度即为其有效厚度;长的圆棒料直径为其有效厚度;正方体工件的边长为其有效厚度;长方体工件的高和宽小者为其有效厚度;带锥度的圆柱形工件的有效厚度是距小端2L/3(L为工件的长度)处的直径;带有通孔的工件,其壁厚为有效厚度.加热时间还与工件在炉内的排布方式有关工件在炉内的排布方式与加热修正系数之间的关系上图所示为工件在炉内的排布方式与加热修正系数之间的关系.由图可以看出,工件在炉内四面都可被加热时,修正系数最小(为1),而当堆积摆放时,修正系数最大(等于4),修正系数越大,则工件所需的加热时间越长.加热系数α与钢材的化学成分、炉子温度、炉内所用的介质、有无预热等因素有关。
在中温加热温度范围内,加热系数α的数值如下表所示:K =1K =1K =1.4K =4K =2.2K =2K =1.8K =1K =2K =1.4K =1.3注:b为达到预热温度(550-650℃)时的加热系数。
对于高合金钢、高速钢、高合金模具钢的淬火加热保温时间则要适当延长,以保证碳化物的溶解和奥氏体化。
在所有工具钢中,高合金钢需用保温的时间最长。
然而这类钢的保温时间在很大程度上取决于淬火温度。
一般来说,为了在淬火时获得合适的硬度,对于淬火温度要求有一定的保温时间。
保温时间太短,由于溶入奥氏体中碳和合金量不足,使得淬火硬度偏低;保温时间过长,淬火后将有较多的残留奥氏体,也将使硬度降低。
建议保温时间为0.5-0.8min/mm。
热作模具钢,常加热到1000℃以上,以使碳化物溶入奥氏体中。
在这样高温下淬火,晶粒长大速度很快,因此,要严格控制保温时间。
在盐浴炉中加热时,正常的保温时间为20-30min。
在保温时间内,应使工件透烧,并保证基本完成向奥氏体的组织转变。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
热处理加热保温时间的369法则作者:jiangnan 时间:2009-3-14
22:36:00
第1楼
•本文介绍了用于热处理加热时保温时间的简单计算法则——369法则,实际生产表明,该369法则的实行有助于提高产品质量、提高生产率、降低生产成本、简化工艺。
该法则包括各种金属材料加热保温时的369法则,真空热处理的预热、加热、保温时的369法则,以及用于密封箱式多用炉热处理加热保温的369法则。
一、各种金属材料在空气炉中加热淬火保温的369法则
1.碳素钢和低合金钢(45、T7、T8等)
传统的碳素钢淬火加热时间的计算公式:T=K•αD(1)式中,T为加热时间min;K为反映装炉状况的修正系数,通常在1.0~1.3范围内选取;α为加热系数,一般在0.7~0.8min/mm;D为工件有效厚度。
在实际生产中,一般也根据经验和工件有效厚度(mm)来计算保温时间。
例如某45#钢工件的有效厚度为60mm,在空气炉中加热淬火保温时间大约是炉温到温后再保温60min,即工件的每1mm有效厚度加热1min,这是对于单件加热。
对于大批量生产,一炉装入很多工件,就只有根据实际经验延长保温时间或通过窥视孔,观察工件透烧后再保温一定的时问。
经验证明,如果按照369法则,对于碳素钢,保温时间仅需原传统保温时间的30%即可。
例如,对于采用箱式炉加热660mm直径的45钢工件,其保温时间公需60min×
30%=20min。
2.合金结构钢(40Cr、40MnB、35CrMo)
因为合金结构钢中添加了一些合金元素,在加热保温过程中为使碳化物均匀化需要一定的时间。
根据369法则,合金结构钢加热的保温时问可以是原来传统保温时间的60%。
例如用传统的公式计算的40Cr的保温时问如果为100min,根据369法则,新的保温时问为:100min×60%=60min。
3.高合金工具钢(9SiCr、CrWMn、Crl2MoV、W6、W8等)
对于这些合金元素含量较高的钢种,合金碳化物较多,因此需要较长的保温时间,使其均匀化。
369法则的保温时间是原来传统保温时间的90%。
4.特殊性能钢(不锈钢、耐热钢、耐磨钢等)
这些钢种的369法则可按照合金工具钢的公式计算。
即以传统公式计算的加热保温时间×90%作为保温时问。
5.预热淬火
对于大型工件(有效直径≥1m)调质处理的预热保温时问的369法则为
即 T1=3D(2)
T2=6D(3)
T3=9D(4)
式中:T1为第一次预热时间/h;T2为第二次预热时问/h;T3为最终保温时间/h;D为工件有效厚度/m。
对于直径φ475~1030mm的大型锻件,淬火加热时应该有一次或二次预热保温,并且阶梯加热时,最大温差出现在400~560℃和800~850℃,在这两个温度范围内的保温时间也适用预热淬火的369法则。
实际生产证明,对于空气炉加热的中小零件(有效尺寸≤500mm),预热和加热时的保温时间也可按369法则计算。
作者:jiangnan 时间:2009-3-14 22:37:00
第2楼
•二、真空加热保温时的369法则
传统的真空炉加热保温时问的计算公式如下所示
T1=30+(1.5~2)D(5)
T2=30+(1.0~1.5)D(6)
T3=20+(0.25~0.5)D(7)
式中:D为工件有效厚度/m;T1为第一次预热时间/min;T2为第二次预热时间/min;T3为最终保温时间/min。
保温时间还与装炉量的大小有关,真空炉的加热保温时间与装炉量、工件有效厚度等因素之关系的经验公式如下:
T真1=T真2=T真3=O.4×G(kg)+D(mm)(8)
式中:G为装炉工件净重量/kg,其它符号意义与以前各式相同。
该式是基于装炉量在100~200kg左右,工件有效尺寸在100mm左右。
工件尺寸基
本相同,摆放整齐,并留有一定空隙(摆放空隙
G≤300kg:T真1=T真2=T真3=30+D(9)
G=301—600kg:T真1=T真2=T真3=(30—60)+D(10)
G=601—900kg:T真l=T真2:T真3=(60—90)+D(11)
G≥901kg:T真1=T真2=T真3=90+D(12)
式中:G为装炉总重量,包括工件、料筐、料架及料盘的所有重量(kg);D 为工件有效直径/mm)。
对于变形要求严格的工模具,因为真空炉在低温时传热速度较慢,第一次预热保温时,若时间太短则工件表面和心部的温差太大,可能会造成工件热应力变形。
因此,第一次预热时间应取上限值,第二次预热取中限值,最终热处理取下限值。
对于普通合金结构钢工件或变形要求不太严格的工件,第一次预热的时间可以取下限值,而在最终加热时取上限值。
对于一次仅装一件的大型工件,因为其受热均匀,传热较快,透烧较好,第一次和第二次预热时可以取下限,最终加热时,则根据实际要求取中限或上限。
这样不但保证了工件热处理后的质量要求,也大大节约了加热时间,降低了生产成本。
三、密封箱式多用炉的369法则
工件在密封箱式炉中加热的热效率比真空炉高,故其369法则的参数可以按真空炉369法则中的下限选取,即
G=301—600kg:T真1=T真2=T真3=30+D(13)
G=601—900kg:T真1=T真2=T真3=60+D(14) G≥901kg:T真1=T真2=T真3=90+D(15)。