航空发动机液压作动筒筒体工艺解析
液压传动与控制第4章
排气装置
(a)排气阀
(b)排气塞
4.4 液压马达
液压马达和液压泵在结构上基本相同,并且也是靠密封容积 的变化来工作的。
液压马达输入的是压力和流量,输出转矩和转速。 液压马达的分类:
✓ 按结构分:齿轮式、叶片式和柱塞式; ✓ 按工作特性分:高速马达和低速马达; ✓ 按马达的排量是否可变分:定量马达和变量马达。
(a)单叶片式
(b)双叶片式
图4.1.5 摆动缸
1-定子块;2-缸体;3-摆动轴;4-叶片
✓单 叶 片 式 摆 动缸,它只有 一个叶片,其 摆动角度较大, 可达300°。
✓双 叶 片 式 摆 动缸,它有二 个叶片,其摆 动角一般小于 150°。
4.1.3 液压缸的基本类型和特点
单叶片式摆动缸输出转矩TM和角速度ω分别为:
4.1.3 液压缸的基本类型和特点
单杆液压缸
(a)液压缸无杆腔进油 图4.1.3 单杆活塞缸
✓ 当无杆腔进油且有杆腔回油 时 , 活 塞 的 推 力 F1 和 运 动 速 度
1分别为
F1 (p1A1p2A2)m 4[D2p1(D2 d2)p2]m
(4-17)
1
Aq1v
4q
D2
v
(4-19)
式中,A1、A2—无杆腔和有杆腔 的有效面积;ηm、ηV—液压缸的 机械效率和容积效率。
当柱塞直径为d,输入液压油流量为q,压力为p时,柱塞上所 产生的推力F和速度v分别为:
FpAmp4d2m
Байду номын сангаас
(4-24)
v qAv 4dq2v
(4-25)
4.1.3 液压缸的基本类型和特点
3. 摆动液压缸
摆动缸也称摆动液压马达,主要用来驱动作间歇回转运动 的工作机构。主要有单叶片式和双叶片式两种结构形式。
作动筒原理
作动筒原理作动筒是一种常见的液压元件,它的工作原理是利用液体的压力传递力量,从而实现机械的运动。
作动筒广泛应用于各种工业领域,如机械制造、航空航天、汽车制造等,其原理和工作方式对于理解液压传动系统具有重要意义。
作动筒的工作原理可以简单描述为,当液体被压入作动筒的缸体内部时,液体会对活塞施加压力,从而推动活塞向前运动。
活塞的运动会驱动与其连接的机械装置进行相应的动作,完成各种工作任务。
作动筒的工作原理基于帕斯卡定律,即液体在封闭容器内的压力均匀分布,所以液体对活塞施加的压力会传递到活塞的运动上。
作动筒的工作原理主要包括以下几个方面:首先,液体的压力传递。
液压系统通过液体的压力传递力量,实现机械装置的运动。
当液体被泵入作动筒的缸体内时,液体分子之间的相互作用会产生压力,这种压力会传递到活塞上,从而推动活塞向前运动。
其次,活塞的运动。
作动筒内部的活塞是实现机械装置运动的关键部件,液体对活塞施加的压力会推动活塞向前或向后运动,从而驱动与其连接的机械装置进行相应的动作。
最后,液压控制。
作动筒的工作还需要通过液压控制来实现,液压控制系统可以控制液体的流动方向、流量和压力,从而精确地控制作动筒的运动和停止。
作动筒的工作原理在液压传动系统中具有重要的地位,它的应用范围广泛,可以用于各种工业场合。
在实际应用中,作动筒的工作原理需要与液压控制系统、液压泵、液压阀等配合使用,以实现机械装置的精确控制和高效运动。
总之,作动筒是一种利用液体压力传递力量的重要液压元件,其工作原理基于液体的压力传递和活塞的运动。
了解作动筒的工作原理对于理解液压传动系统具有重要意义,也有助于工程师和技术人员在实际应用中更好地设计和使用液压系统。
液压作动筒
液压作动筒周俊摘要:液压作动筒是一种应急回中液压作动筒,包括筒体、衬筒、活塞、橡胶密封圈等零件组成。
其特征在于:支撑杆一端与筒体连接,另一端穿过应急活塞的中间孔与主动活塞连接,通过真空电子束焊将盖和衬筒组装起来。
文章首先讲述液压作动筒的基本原理、基本结构、类型及特点。
其次阐述液压作动筒的应用与发展趋势。
最后论述其在飞机起落架方面的功用及故障维修等方面关键词: 液压作动筒, 飞机起落架Abstract: Hydraulic actuator is a hydraulic actuator emergency gyros, including the cylinder, cylinder liner, piston, rubber seals and other parts. Characterized in that: one end and the cylinder rod connected to the other side of the hole through the middle of the emergency piston and piston connection active by vacuum electron beam welding to assemble the cover and the liner tube. The article first describes the hydraulic actuator of the basic principles, basic structure, types and characteristics. Second section describes the hydraulic actuator of the application and development trends. Last discussed in terms of aircraft landing gear [3] function and breakdown maintenance and so on.Keywords: hydraulic actuator, aircraft landing gear引言液压执行元件在液压系统中是对外界做功的一种液压元件,它直接将液压能转换成机械能。
航空发动机液压作动筒筒体工艺解析
如 图 1所 示 ,不 锈 钢材 料 的液 压 作动 端 内外 表 面 、铣 槽 等表 面 的精 加 工 由5道
筒 筒体 切削性能较好 ,结构 主体属 于回 工 序 精 简 为 两 道 工 序 ,实 现 了 多 工 序 、
j ≯ :j≯ j ≯ :
转体 ,但其小端外部分 布着两个接 嘴 , 复 杂 型 面 的一 次 加 工 ,不 仅 大 大 减 少 了 一 给加 工简 体 大端 时 的装夹 带来 一 定难 零 件 因为 周 转 和 等 待 机 床 以及 多 次 装 夹
5级 ,表 面粗 糙 度 Ra0.10 m,圆度 公 差 形 。 为 消 除 加工 应力 造 成 的零 件 变 形 , 于 半 盲 孔 , 因此 加 工 难 度 较 大 ,其 加 工
0.02ram,表 面镀 铬 ;导杆 孔 尺 寸 公 差 7 在 粗 加 工后 增 加 热 处 理 工 序 消 除加 工 应 过 程 主 要 分 为 粗 加 工 、半 精 加 工 、镀 铬
内孔 ,大端为活塞腔 内孔 ,小端为导杆 对 简 体工 艺路 线进 行 优化 。
孑L,小 端 外 部 有 两 个 接 嘴 。液 压 作 动筒
2.1磨 削工 序 的优 化
筒 体 属 于 薄 壁 件 ,最 薄 处 壁 厚 约 2ram,
使 用高精度 的车削中心来取代普通
材 料 为 1Crl 1Ni2W 2MoV,毛 坯 为 模 锻 磨 削机床 ,精 简了磨 削工序 ,由传统工
件 。
艺 中 的 8道 磨 削 工 序 和 3道 抛 光 工序 精 简
1.简 体 的 工 艺 分 析
为 3道磨 削工 序 和 1道 抛光 工 序 。 2.2车削 、铣 削工 序 的优化
作动筒原理
作动筒原理作动筒是一种常见的工作原理,广泛应用于各个领域。
它的原理是通过外部力的作用,使活塞在缸筒内做往复运动,从而实现机械能的转换。
一、活塞和缸筒作动筒的主要构成部分是活塞和缸筒。
活塞是一个圆柱形的零件,可以在缸筒内做往复运动。
缸筒是活塞的容器,通常是一个长圆筒形的零件。
二、工作原理作动筒的工作原理是基于液压力的传递和转换。
当外部施加力作用于活塞上时,活塞会沿着缸筒的轴线方向做往复运动。
在活塞运动的过程中,缸筒内的液体也会随之发生压缩和膨胀。
当外部施加的力向活塞施加压力时,活塞会向缸筒内移动。
在这个过程中,液体会被压缩,压缩液体的压力会沿着缸筒传递到缸底部。
这个过程中,液体的体积会减小,但压力会增加。
当外部施加的力减小或消失时,活塞会因弹簧或其他力的作用而返回原来的位置。
在这个过程中,液体会膨胀,从而推动活塞向外移动。
液体的压力会沿着缸筒传递到缸盖部分。
这个过程中,液体的体积会增加,但压力会减小。
三、应用领域作动筒广泛应用于工程机械、汽车制造、冶金、石油化工等各个领域。
它可以用来实现力的传递、力的放大、力的转换等功能。
在工程机械中,作动筒常被用于实现液压系统的工作。
液压系统通过作动筒的工作原理,可以将外部施加的力转换为液压力,从而实现机械装置的运动控制。
在汽车制造中,作动筒被广泛应用于制动系统和悬挂系统。
制动系统利用作动筒的原理,将踏板施加的力转化为制动力,从而实现汽车的制动。
悬挂系统利用作动筒的原理,实现车辆的悬挂和减震功能。
在冶金和石油化工中,作动筒被用于实现高压液体的输送和控制。
通过作动筒的工作原理,可以将外部施加的力转化为液压力,从而实现高压液体的输送和控制。
四、优势和发展趋势作动筒具有结构简单、体积小、重量轻、工作可靠等优点。
同时,作动筒还可以通过组合和配合使用,实现更复杂的运动控制。
随着科技的进步和技术的创新,作动筒的应用领域也在不断扩大。
在未来,随着液压技术和自动化技术的发展,作动筒在工程机械、汽车制造、冶金、石油化工等领域的应用将更加广泛。
航空发动机机械加工工艺优化分析
航空发动机机械加工工艺优化分析在科技、经济支持下,以往社会结构不断优化,在全新社会背景之下,诸多行业得到全新发展契机,亦面对诸多挑战。
以航空业发展为例,航空业迅速发展,有利于带动科技进步,提升国际竞争力。
但是,随着航空行业迅速发展,以往发动机机械制造工艺,难以满足航空业发展要求。
这也意味着,在实际工作中,需要给予这一问题充分重视,不断优化机械加工工艺,使发动机制造工艺全面提升,确保发动机每一个机械零件精细、完好,以此为基础,提升发动机机械制造水准,维护航空业稳步发展,最大限度降低发动机故障问题,所引发的安全事故。
1.分析航空器發动机机械加工过程中的工艺现状对以往航空器发动机制造工作加以分析,无论是工艺,还是制造过程都相对简单。
此种传统制造工艺,其生产效率较低。
再加上,国内航空事业发展较晚,制造工艺发展落后于国外。
此种相对落后机械加工工艺,难以满足当前航空业发挥需求,为满足航空业发展要求,在机械制造工作中,需要对这些问题加以优化,只有这样,才能达到更高技术水准。
1.1工艺线路对航空器机械加工带来的影响要想不断提升机械加工水准,做好发动机零部件加工工作。
首先,应结合航空发动机工艺进行分析,完善制作工艺与流程,对航空业发展起到促进作用。
其次,在机械零部件加工中,需要结合不同零部件制作要求,明确零部件制作工艺,相关工作人员,应掌握加工序图,满足生产需求。
但是,就国内航空发动机加工工艺进行分析,由于机械加工发展相对较晚,难以呈现完善加工工艺。
在此种背景下,机械加工工艺质量不断下降,会在一定程度上,阻碍机械加工工艺发展。
此外,在机械加工过程中,极易出现工艺线路不合理问题,受到上述因素影响,极易导致发动机零部件尺寸不精准问题出现,增加不必要机械制造成本、浪费加工材料。
1.2设备问题对航空器机械加工带来的影响在航空器发动机加工过程中,应充分重视零部件加工工作,进而在加工过程中,选用适合加工工艺,结合更多设备类型,因此,在机械加工中,应降低设备自身误差,降低加工误差,对于各部件制作精度带来的影响,从侧面优化传统机械加工存在的问题。
军用飞机液压系统作动筒适航审查技术标准分析
液 压系 统作 动简 使用 的核 心 国军标 和航 标 有 :
C B6 J 7军用 飞机 强度 和 刚度规 范 G B18 J 4 2飞机 液 压 附件 通 用规 范
G B6 8飞机 I、 J 3 Ⅱ型 液压设 备 通用 规范
要 。型号研 制实 际操 作 中 , 主机 往 往 习 惯 给 出液 压 系
验证相 关要 求还 应纳 入 的相关 条款 包括 :
收稿 1期 :020 -6 3 21- 0 2 作 者 简 介 : 云 春 (9 0 ) 男 , 江 衢 州 人 , 级 工 程 师 , 蒋 16一 , 浙 高 兼 职教授 , 士 , 硕 主要 从 事 武 器 装 备 质 量 监 督 管 理 工 作 。
立 审查 , 部分产 品没有 相应 的 T O, 常有 国 军标 的 大 S 通 通用 技 术规 范 和航标 技术 要 求 。虽 然 这些标 准 没有 在
产 品 的适航/ 全性 要求 方 面没有 进行 特别 说 明 , 国 安 但 军标 和 航标 的综 合性 要求 比较 好 , 品 的设 计 、 产 试验 要 素 比较 全面 , 以作 为独立 适 航审查 标 准 的一部 分 , 可 可 以通 过对 比民用 飞机 的适 航标 准 , 行 取舍 。 进
题, 明确军 用 飞 机 液 压 系 统 作 动 筒 设 计 和 验 证 的 技 术要 求 , 保 证 空 军 获 得 安 全 的 液 压 系 统 作 动 筒 以
产品。
2 标 准
机 , 压 系统 的适航性 验证 通 常 由主机 负责 , 液 没有 专用 的 T O, S 不开 展 独立 适 航 审 查 。液 压 系 统 作 动简 是 液
有特 别 重要 的作用 。
3 2 小孔 ( . 阻尼 器 、 油孔 、 小孔 )
航空发动机修理技术第一章修理工厂工艺介绍
断裂和漏油等故障,故必须定期维修。
《 航空发动机结构与原理 》
NUM: 16
维护:定期对发动机进行检查、清洁、准备以 保证飞行安全。
修理:当维修不能排除故障,必须返回工厂进
行分解、排故、检查E和va试lu验a,tio合n格o后nl再y.出厂。 eated with Aspose.Slides for .NET 3.5 Client Profile 5.2.0
NUM: 9
衡量发动机技术先进性重要指标: ③高增压比
此项技术要求压气机E部v件al有ua较ti高on的o级n间ly.增压比、 eated大w喘it振h裕A度sp和o轻se重.S量lides for .NET 3.5 Client Profile 5.2.0
WP7,Cπo=p9yright 2004-2011 Aspose Pty Ltd.
C高o压p压yr气ig机ht 20高0压4-涡20轮11 A加s力po燃s烧e P室ty Ltd.
航空动力的特点:
•航空动力在“高温、高压、高转速、高负荷”条件下工作
• 要求高可靠、长寿命、低油耗、低成本、易维护
• 航空动力技术复杂,是多学科、综合性、高科技系统工程
《 航空发动机结构与原理 》
NUM: 3
材料工艺技术的地位和作用:
• 材料工艺是航空发动机的基础和先导技术
• 材料和制造工艺是E航v空al发ua动ti机on性o能n提ly高. 的基础 eated• w材i料th和A工sp艺o技se术.S的li发de展s促fo进r 了.N航E空T发3动.5机C的lie更n新t P换r代ofile 5.2.0
筒体的加工技术
筒体的加工技术筒体是发动机上的重要零件,其结构复杂,尺寸精度及形位公差要求高,该筒体是用TC6钛合金材料制成,切削性能较差,其加工质量直接影响组件的强度及密封性。
尤其是筒体内孔的加工质量更是重中之重。
文章以薄壁筒体为载体,从分析零件的整体结构和材料入手,分析该零件的加工难度和材料的组织结构及加工特性,确定零件内孔的加工工艺。
标签:薄壁;筒体;加工技术本筒体的结构复杂,零件的材料为钛合金,这是一种上世纪50年代出现的一种新型结构材料,在切削机理、切削模型和加工工艺方面的研究还不成熟,要根据该材料的特性,设计制造出合适的刀具筒体在加工过程中,变形的原因很多,主要有以下几方面:(1)毛坯的初始残余应力;(2)刀具对工件的作用;(3)工件的装夹条件。
除了上述原因外,机床、工装的刚度,加工环境的温度,刀具的磨损,零件冷却散热情况等对零件的变形也都有一定的影响。
其中切削力、夹紧力以及毛坯的残余应力是影响加工误差的主要因素。
1 筒体筒体是航空发动机上的调节附件,主要功能是通过筒体内活塞杆的往复运动推动加力燃烧室的调节环移动,是加力喷口部位的重要件,其加工精度及装配质量直接影响着加力喷口的运动灵活性及工作可靠性。
该筒体的结构复杂,四个接嘴与筒体结合为一体,并且分别位于筒体的两侧,这样的结构给筒体的装夹和加工增加了很大的难度。
零件的其他加工表面对内孔都有技术要求,因此这些表面的最后成型都是以内孔为基准进行加工的,所以内孔加工质量的好坏直接影响整个筒体的加工质量。
2 材料的切削特点该零件的材料为钛合金,材料本身有其特殊性。
2.1 钛合金导热性能低,造成切削过程散热差,切屑与前刀面接触面积很小,致使刀具的切削刃的温度大幅度提高,容易造成刀具磨损或破损,寿命缩短。
2.2 由于钛的亲和性大,易与相接触的金属产生亲和作用,切削时,钛屑、被加工表面与刀具材料咬合,产生严重的黏刀现象,引起强烈的黏结磨损。
2.3 钛合金塑性较低,切削时切削变形系数小,切削流动速度大,故单位切削力大,容易引起刀具的磨损。
航空发动机钛合金筒体加工工艺研究
航空发动机钛合金筒体加工工艺研究作者:刘晓哲来源:《科技创新与应用》2017年第35期摘要:筒体是发动机上的重要零件,结构复杂,尺寸精度及形位公差要求高。
由于用TC6钛合金材料制成,切削性能较差,其质量直接影响组件的强度及密封性。
文章对钛合金筒体的结构特点、材料特点、工艺特点等进行深入分析,从加工方法的选择、刀具选择、定位装夹等方面介绍了钛合金筒体加工工艺,为同类零件的加工提供参考。
关键词:钛合金筒体;内孔;密封槽中图分类号:V263 文献标志码:A 文章编号:2095-2945(2017)35-0071-021 概述作动筒主要由筒体、活塞杆组成,在航空发动机上的主要功能是通过活塞杆在筒体内的直线往复运动,将液压能转换成机械能,推动加力燃烧室的调节环移动。
其中作动筒筒体的加工精度对整个组件的运动灵活性和工作可靠性有着直接影响。
因此如何提高作动筒筒体的加工质量是关系到发动机工作可靠性的关键之一。
文中针对航空发动机钛合金作动筒筒体(如图1)的加工工艺进行了梳理和总结。
2 钛合金作动筒筒体工艺分析2.1 材料分析筒体是用TC6钛合金材料制成,钛合金材料由于导热性、塑性较低,弹性模量小等特点,切削性能较差;钛合金磨削时温度高,磨削力大,砂轮黏附现象严重,因此通常工艺上对钛合金材料不选择磨削的加工方法。
由于钛合金自身的切削性能特点,在加工方法的确定、刀具选择、切削参数的选取及切削液的使用方面要考虑很多因素,给工艺路线安排和加工都带来了一定的难度。
2.2 结构与精度分析如图1所示,此钛合金筒体从结构上属于整体结构,零件两端的外部各有一对接嘴,大端内孔部位壁厚较薄,属于薄壁结构,在加工中极易变形,影响加工精度。
2.2.1 内孔分析。
筒体内孔是作动筒的主要工作表面之一,它的尺寸精度、形状精度要求均比较高。
但由于零件属于薄壁件,最小壁厚2mm左右,内孔尺寸精度要求7级,表面粗糙度要求Ra0.20μm,对基准的跳动要求为0.03mm;且零件外部带有接嘴(如图1),这种结构对加工时的定位装夹提出了更高的要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
航空发动机液压作动筒筒体工艺解析
作者:黄晨华刘晓哲郑楠
来源:《中国新技术新产品》2016年第18期
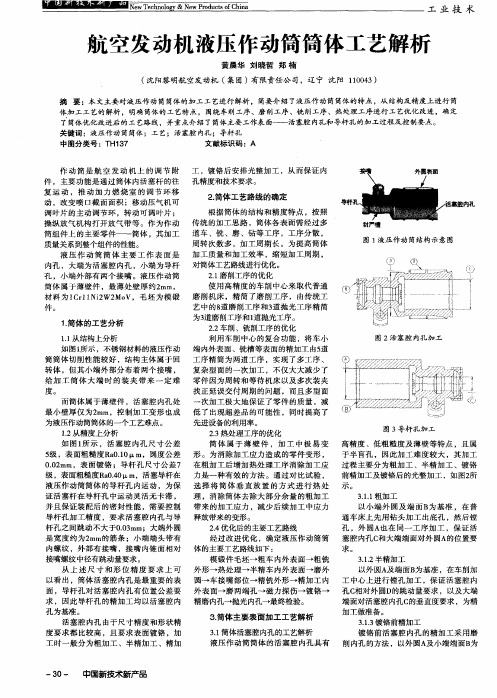
摘要:本文主要对液压作动筒筒体的加工工艺进行解析,简要介绍了液压作动筒筒体的特点,从结构及精度上进行筒体加工工艺的解析,明确筒体的工艺特点,围绕车削工序、磨削工序、铣削工序、热处理工序进行工艺优化改进,确定了筒体优化改进后的工艺路线,并重点介绍了筒体主要工作表面——活塞腔内孔和导杆孔的加工过程及控制要点。
关键词:液压作动筒筒体;工艺;活塞腔内孔;导杆孔
中图分类号:TH137 文献标识码:A
作动筒是航空发动机上的调节附件,主要功能是通过筒体内活塞杆的往复运动,推动加力燃烧室的调节环移动,改变喷口截面面积;移动压气机可调叶片的主动调节环,转动可调叶片;操纵放气机构打开放气带等。
作为作动筒组件上的主要零件——筒体,其加工质量关系到整个组件的性能。
液压作动筒筒体主要工作表面是内孔,大端为活塞腔内孔,小端为导杆孔,小端外部有两个接嘴。
液压作动筒筒体属于薄壁件,最薄处壁厚约2mm,材料为1Cr11Ni2W2MoV,毛坯为模锻件。
1.筒体的工艺分析
1.1 从结构上分析
如图1所示,不锈钢材料的液压作动筒筒体切削性能较好,结构主体属于回转体,但其小端外部分布着两个接嘴,给加工筒体大端时的装夹带来一定难度。
而筒体属于薄壁件,活塞腔内孔处最小壁厚仅为2mm,控制加工变形也成为液压作动筒筒体的一个工艺难点。
1.2 从精度上分析
如图1所示,活塞腔内孔尺寸公差5级,表面粗糙度Ra0.10μm,圆度公差0.02mm,表面镀铬;导杆孔尺寸公差7级,表面粗糙度Ra0.40μm,活塞导杆在液压作动筒筒体的导杆孔内运动,为保证活塞杆在导杆孔中运动灵活无卡滞,并且保证装配后的密封性能,需要控制导杆孔加工精度,要求活塞腔内孔与导杆孔之间跳动不大于0.03mm;大端外圆是宽度约为2mm的筋条;小端端头带有内螺纹,外部有接嘴,接嘴内锥面相对接嘴螺纹中径有跳动量要求。
从上述尺寸和形位精度要求上可以看出,筒体活塞腔内孔是最重要的表面,导杆孔对活塞腔内孔有位置公差要求,因此导杆孔的精加工均以活塞腔内孔为基准。
活塞腔内孔由于尺寸精度和形状精度要求都比较高,且要求表面镀铬,加工时一般分为粗加工、半精加工、精加工,镀铬后安排光整加工,从而保证内孔精度和技术要求。
2.筒体工艺路线的确定
根据筒体的结构和精度特点,按照传统的加工思路,筒体各表面需经过多道车、铣、磨、钻等工序,工序分散,周转次数多,加工周期长。
为提高筒体加工质量和加工效率,缩短加工周期,对筒体工艺路线进行优化。
2.1 磨削工序的优化
使用高精度的车削中心来取代普通磨削机床,精简了磨削工序,由传统工艺中的8道磨削工序和3道抛光工序精简为3道磨削工序和1道抛光工序。
2.2 车削、铣削工序的优化
利用车削中心的复合功能,将车小端内外表面、铣槽等表面的精加工由5道工序精简为两道工序,实现了多工序、复杂型面的一次加工,不仅大大减少了零件因为周转和等待机床以及多次装夹找正延误交付周期的问题,而且多型面一次加工极大地保证了零件的质量,减低了出现超差品的可能性,同时提高了先进设备的利用率。
2.3 热处理工序的优化
筒体属于薄壁件,加工中极易变形。
为消除加工应力造成的零件变形,在粗加工后增加热处理工序消除加工应力是一种有效的方法。
通过对比试验,选择将筒体垂直放置的方式进行热处理,消除筒体去除大部分余量的粗加工带来的加工应力,减少后续加工中应力释放带来的变形。
2.4 优化后的主要工艺路线
经过改进优化,确定液压作动筒筒体的主要工艺路线如下:
模锻件毛坯→粗车内外表面→粗铣外形→热处理→半精车内外表面→磨外圆→车接嘴部位→精铣外形→精加工内外表面→磨两端孔→磁力探伤→镀铬→精磨内孔→抛光内孔→最终检验。
3.筒体主要表面加工工艺解析
3.1 筒体活塞腔内孔的工艺解析
液压作动筒筒体的活塞腔内孔具有高精度、低粗糙度及薄壁等特点,且属于半盲孔,因此加工难度较大,其加工过程主要分为粗加工、半精加工、镀铬前精加工及镀铬后的光整加工,如图2所示。
3.1.1 粗加工
以小端外圆及端面B为基准,在普通车床上先用钻头加工出底孔,然后镗孔,外圆A也在同一工序加工,保证活塞腔内孔C和大端端面对外圆A的位置要求。
3.1.2 半精加工
以外圆A及端面B为基准,在车削加工中心上进行镗孔加工,保证活塞腔内孔C相对外圆D的跳动量要求,以及大端端面对活塞腔内孔C的垂直度要求,为精加工做准备。
3.1.3 镀铬前精加工
镀铬前活塞腔内孔的精加工采用磨削内孔的方法,以外圆A及小端端面B为基准,加工前找正外圆A跳动量不大于0.01mm,加工后保证孔K相对基准外圆A的跳动及端面C对内孔K的跳动要求。
3.1.4 镀铬后光整加工
镀铬后活塞腔内孔需要进行光整加工才能达到设计图样的要求,通常采用精磨镀铬后内孔然后抛光的方法,如图2所示,精磨及抛光内孔C,均为外圆A为基准,加工前找正外圆D 的跳动在0.01mm以内,从而使活塞腔内孔C的尺寸及表面粗糙度达到设计图样的要求。
3.2 筒体导杆孔的工艺解析
筒体导杆孔的加工分为粗加工、半精加工和精加工,如图3所示,粗加工时以大端外圆及端面B为基准,在普通车床上钻镗加工出导杆孔的底孔C,并要求控制孔C相对大端外圆的跳动,为后续加工提供保障。
导杆孔半精加工时,以大端外圆及端面B为基准,在车削加工中心上加工导杆孔一端,导杆孔及同侧的槽、螺纹、卡槽等型面同时加工,保证各表面之间相互位置精度。
导杆孔的精加工采用磨削内孔的方法,以镀铬前精加工过的活塞腔内孔A及端面B为基准,磨削导杆孔,保证导杆孔C对活塞腔内孔A的跳动不大于0.03mm,完成导杆孔的最终加工。
结论
液压作动筒筒体的结构较为复杂,精度要求高,且有薄壁部分,从定位基准的选择及装夹方式,到粗加工后的热处理去应力,以及精加工工序的安排,都进行了优化改进,以保证零件的加工质量。
优化后的开艺路线采用复杂外形一次加工、一次装夹的方法,将内孔的半精加工由磨削改为车削,利用车削加工中心的铣削功能,将卡槽、端面槽等型面与外圆、内孔一次装夹完成。
优化后筒体工艺路线缩短,工序集中,加工周期由2个月减少到11天,大大提高了加工效率,同时也提高了零件加工质量和稳定性。
参考文献
[1]《透平机械现代制造技术丛书》编委会.结构件制造技术[M].北京:科学出版社,2002.
[2]《航空制造工程手册》总编委会.航空制造工程手册.发动机机械加工[M].北京:航空工业出版社,1997.。