截止阀检修工艺规程修订稿
DN100及以下高压截止阀检修工艺
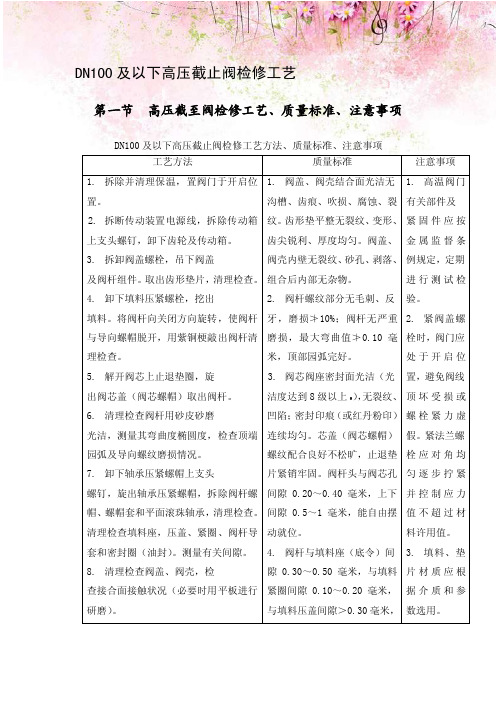
DN100及以下高压截止阀检修工艺第一节高压截至阀检修工艺、质量标准、注意事项DN100及以下高压截止阀检修工艺方法、质量标准、注意事项工艺方法质量标准注意事项1.拆除并清理保温,置阀门于开启位置。
2.拆断传动装置电源线,拆除传动箱上支头螺钉,卸下齿轮及传动箱。
3.拆卸阀盖螺栓,吊下阀盖及阀杆组件。
取出齿形垫片,清理检查。
4.卸下填料压紧螺栓,挖出填料。
将阀杆向关闭方向旋转,使阀杆与导向螺帽脱开,用紫铜梗敲出阀杆清理检查。
5.解开阀芯上止退垫圈,旋出阀芯盖(阀芯螺帽)取出阀杆。
6.清理检查阀杆用砂皮砂磨光洁,测量其弯曲度椭圆度,检查顶端园弧及导向螺纹磨损情况。
7.卸下轴承压紧螺帽上支头螺钉,旋出轴承压紧螺帽,拆除阀杆螺帽、螺帽套和平面滚珠轴承,清理检查。
清理检查填料座,压盖、紧圈、阀杆导套和密封圈(油封)。
测量有关间隙。
8.清理检查阀盖、阀壳,检查接合面接触状况(必要时用平板进行研磨)。
1.阀盖、阀壳结合面光洁无沟槽、齿痕、吹损、腐蚀、裂纹。
齿形垫平整无裂纹、变形、齿尖锐利、厚度均匀。
阀盖、阀壳内壁无裂纹、砂孔、剥落、组合后内部无杂物。
2.阀杆螺纹部分无毛刺、反牙,磨损≯10%;阀杆无严重磨损,最大弯曲值≯0.10毫米,顶部园弧完好。
3.阀芯阀座密封面光洁(光洁度达到8级以上9),无裂纹、凹陷;密封印痕(或红丹粉印)连续均匀。
芯盖(阀芯螺帽)螺纹配合良好不松旷,止退垫片紧销牢固。
阀杆头与阀芯孔间隙0.20~0.40毫米,上下间隙0.5~1毫米,能自由摆动就位。
4.阀杆与填料座(底令)间隙0.30~0.50毫米,与填料紧圈间隙0.10~0.20毫米,与填料压盖间隙>0.30毫米,1.高温阀门有关部件及紧固件应按金属监督条例规定,定期进行测试检验。
2.紧阀盖螺栓时,阀门应处于开启位置,避免阀线顶坏受损或螺栓紧力虚假。
紧法兰螺栓应对角均匀逐步拧紧并控制应力值不超过材料许用值。
3.填料、垫片材质应根据介质和参数选用。
截止阀检修规程图文稿

截止阀检修规程集团文件版本号:(M928-T898-M248-WU2669-I2896-DQ586-M1988)截止阀检修规程?1、截止阀的简介1.1工作原理及作用:截止阀属于截断阀类,它是用来截断或接通管道内介质流的装置。
通过截止阀的介质一般从阀下部引入,称为正装;从阀瓣上部引入称为反装。
正装时,阀门开启省力,关闭费力。
反装时,阀门关闭严密,但开启时费力,且填料承压。
截止阀一般均按正装要求安装。
1.2构造:截止阀一般均在DN<100mm的管道中使用,按介质的温度、压力要求,用在介质为过热蒸汽t>450℃的管道时,阀门参数应为PN140/570℃,阀体应为合金材料。
用在介质温度<450℃管道时,阀体可为碳钢材料,其温度、压力应按介质压力、温度不同选用符合要求即可。
一期锅炉截止阀其公称直径一般为DN65、DN50、DN40、DN32、DN20和DNl0六种。
除DNl0为手动外,其余两种亦可附带电动装置,组成电动截止阀。
b、阀座密封面有较大可见坑点、沟槽,可用电钻带动研磨胎具消除。
磨料可用研磨砂或砂布。
c、阀座密封面有严重坑点、沟槽,无法进行修理应更换新阀门。
d、阀瓣密封面上的坑点、沟槽可用车床加工消除,注意阀瓣的锥度应保持不变,加工量应尽可能缩小。
经过粗加工的阀瓣及阀座必须经对研修理,方法是在阀瓣密封面处均匀涂以细研磨膏和少量机油、放入阀座密封面处用手工进行对研。
注意阀杆与阀体应保持垂直,不得有歪斜和晃动,防止研偏。
对研时应注意经常检查密封面接合情况,及时更换磨料。
在接触情况符合要求后应用干净棉纱擦净,在密封面上涂以少量机油进行抛光,直到符合质量要求为止。
2.2阀门组装:3.3阀杆:4、整体阀门验收:4.1阀门检修组装后,应经1.25倍工作压力的水压试验,(或随炉进行整体水压试验)检查阀门各处均不得有泄漏现象。
4.2阀门开关灵活,行程及开度符合要求,阀门标示牌清晰、完好。
4.3检修记录正确、清楚,并经验收合格。
阀门维修规程及技术措施
阀门维修规程及技术措施第一篇《阀门维修规程及技术措施》:一、修理阀门前的准备工作1. 检查阀门故障现象及原因2. 准备所需材料和工具3. 确定维修计划及流程二、阀门拆卸1. 关闭阀门并排空管道内介质2. 拆卸阀门前的管道连接件3. 用适当工具拆下阀门三、阀门检修1. 检查阀门外观及密封性2. 检查阀门内部部件磨损情况3. 清洁阀门内部及部件4. 更换磨损或损坏的部件5. 进行必要的润滑6. 调整阀门的开启和关闭力四、阀门组装1. 安装新的或修理好的阀门部件2. 进行密封性测试3. 确认阀门的开启和关闭力符合要求4. 安装阀门的管道连接件5. 调整阀门的定位及支撑6. 进行相关安全检查五、阀门调试1. 开启阀门,并逐渐增加压力2. 检查阀门的密封性和运行状态3. 进行相关性能测试及调整六、阀门维护保养1. 规定维护保养周期及方法2. 定期进行阀门的润滑及检查3. 配备备用部件七、阀门安全操作规范1. 阀门操作人员培训要求2. 阀门操作安全规程3. 阀门事故应急处理措施附件:1. 阀门维修记录表2. 阀门图纸及技术标准法律名词及注释:1. 《安全生产法》:中华人民共和国国家法律,主要保护和规范工业生产过程中的安全问题。
2. 《阀门使用管理规定》:国家技术标准,规范阀门的使用和管理。
3. 《职业安全操作规程》:企业制定的内部规章制度,保证工作环境的安全与员工的身体健康。
第二篇《阀门维修规程及技术措施》:一、修理阀门前的准备工作1. 查看维修记录并了解故障现象2. 准备所需材料和工具3. 制定维修计划及时间安排二、阀门检查和测试1. 检查阀门外观及密封性能2. 测试阀门的开启和关闭力3. 检查阀门部件的磨损情况4. 清洁阀门内部及部件三、阀门拆卸和维修1. 关闭阀门并排空管道内介质2. 拆卸阀门前的管道连接件3. 使用适当工具拆下阀门4. 更换磨损或损坏的部件5. 进行必要的润滑四、阀门组装和调试1. 安装新的或修理好的阀门部件2. 进行阀门的密封性测试3. 调整阀门的开启和关闭力4. 完成阀门的定位及支撑5. 进行相关安全检查五、阀门维护保养1. 制定阀门的维护保养计划2. 定期进行阀门的润滑和检查3. 配备备用部件4. 做好阀门的记录和档案管理六、阀门安全操作规范1. 培训阀门操作人员并提供相关安全培训2. 制定阀门操作安全规程3. 做好阀门事故的应急处理措施附件:1. 阀门维修记录表2. 阀门图纸及技术规范法律名词及注释:1. 《安全生产法》:国家法律,主要保护和规范工业生产过程中的安全问题。
截止阀检修工艺规程
截止阀检修工艺规程截止阀是利用阀盘控制启封的阀门。
阀盘是由阀杆来控制的,阀杆顶端有手轮,中间有螺纹及填料函密封段。
对于小型内螺纹截止阀,阀杆螺纹在阀体内。
对于大型截止阀,则螺纹处在阀体表面。
当阀杆旋转时,它在螺母中做上下运动。
所以可由阀杆露出阀盖的高度来判断阀门开启程度。
截止阀根据连接方式不同,可分为螺纹连接和法兰连接。
截止阀的结构形式有多种,有标准式、流线式、直流式、角式。
标准式又称球心式,阻力较大;流线式、直流式阻力较小,使用较普遍。
角式截止阀用于管路的直角转折处。
截止阀主要用于蒸汽管路上,但也可用于给水和压缩空气、真空等管路系统中。
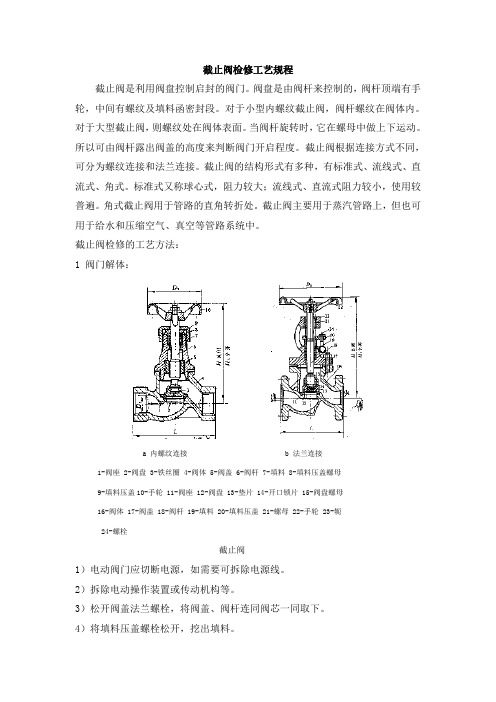
截止阀检修的工艺方法:1 阀门解体:a 内螺纹连接b 法兰连接1-阀座 2-阀盘 3-铁丝圈 4-阀体 5-阀盖 6-阀杆 7-填料 8-填料压盖螺母9-填料压盖10-手轮 11-阀座 12-阀盘 13-垫片 14-开口锁片 15-阀盘螺母16-阀体 17-阀盖 18-阀杆 19-填料 20-填料压盖 21-螺母 22-手轮 23-轭24-螺栓截止阀1)电动阀门应切断电源,如需要可拆除电源线。
2)拆除电动操作装置或传动机构等。
3)松开阀盖法兰螺栓,将阀盖、阀杆连同阀芯一同取下。
4)将填料压盖螺栓松开,挖出填料。
5)将手轮拆下,旋转阀杆使其与阀盖脱开。
2 清扫检查:1)清扫全部零件。
2)检查阀体和阀盖有无裂纹、夹渣、冲刷和腐蚀等缺陷。
填料室有无裂纹和纵向沟痕,法兰面是否平整光滑,有无沟痕和腐蚀。
3)检查阀座和阀芯的密封面是否光滑,有无裂纹和沟痕等缺陷,并用红丹粉检查其接触情况。
4)检查阀杆表面是否光滑,有无磨损、沟痕和腐蚀、螺纹有无磨损和损坏。
3 组装:1) 所有零件清扫检查后,按与解体相反的顺序组装。
2)组装时各零件的相互接触面及螺纹上应涂上黑铅粉。
轴承和螺杆上应加润滑脂润滑。
3)填料和垫应更换,填料对接处切成45°,上下对接成一圈,每圈对接处错开90°。
截止阀检修工艺规程
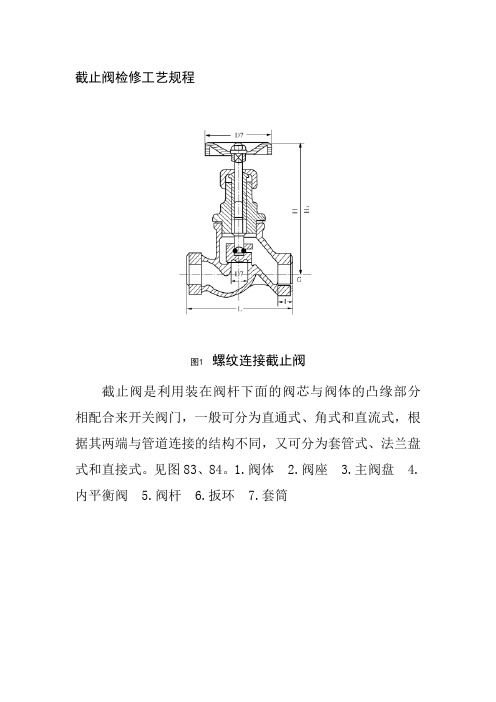
截止阀检修工艺规程图1 螺纹连接截止阀截止阀是利用装在阀杆下面的阀芯与阀体的凸缘部分相配合来开关阀门,一般可分为直通式、角式和直流式,根据其两端与管道连接的结构不同,又可分为套管式、法兰盘式和直接式。
见图83、84。
1.阀体 2.阀座 3.主阀盘 4.内平衡阀 5.阀杆 6.扳环 7.套筒图2 焊接高压截止阀图3 法兰连接直通式截止阀1.1.1.1 截止阀检修工艺流程截止阀检修工艺流程:a)开启阀门;b)拆除电动执行电源,拆开电动执行机机构与支座联接螺栓,吊走电动执行机构(手动阀则可无该条);c)拆卸法兰螺栓,把阀门吊下(用于法兰连接截止阀);d)松掉阀盖与阀座联接螺栓,将阀芯一并抽出(用于法兰连接截止阀,也适用于部分仿苏高压焊接截止阀),或松掉阀盖与阀座的顶丝,将阀盖旋掉,然后将阀杆阀芯一并抽出(用于焊接截止阀);e)拆掉盘根盖螺母,提起盘根压盖,取出盘根;f)检查并研磨阀芯、阀座密封面;g)检查清理阀盖、法兰、盘根腔室;h)对手动阀若有必要,可拆下手轮检查铜套是否完好;i)复装按解体逆序进行。
1.1.1.2 截止阀检修质量标准截止阀检修质量标准:j)阀杆平直,最大弯曲度不大于0.06mm,表面应光滑无沟槽无损伤,梯形螺纹丝扣完好无毛刺缺口;k)阀芯、阀座清理干净、密封面光洁度达以上,无破损、锈蚀等缺陷;l)阀盖、结合面清理干净,无锈蚀、麻点,并用铜粉或二硫化钼粉擦拭,若阀杆架与阀体为丝扣连接,丝扣应完好无毛刺或缺口;m)更换填料时,接口为45度斜口,相邻两填料搭接口应错位90°-180°,填料压盖压入填料室高度为5mm-8mm,且松紧适当;n)各部螺栓、螺母清理干净,螺纹应完好无损,并用黑铅粉或二硫化钼粉擦拭;o)单向推力球轴承滚珠和弹道无磨损和剥伤,涂黄油润滑,轴承压盖紧度适中;p)阀门与传动装置连接后,调整传动装置的扭矩和行程开关位置,手、电动切换应能互锁;q)阀门组合好后做 1.25倍的公称压力试验应严密无泄漏;r)阀门检修后应开关灵活,无卡涩,修后应处于关闭位置。
安全阀、截止阀调试检修作业安全操作规程模板

安全阀、截止阀调试检修作业安全
操作规程
Safety operation regulations for commissioning and overhaul of safety
valves and globe valves
为规范化、制度化和统一化作业行为,使员工的管理工作有章可循,提高工作效率和员工责任感、归属感,特此制定。
第一条解体检查,顺序拆卸,清洗各部位。
第二条仔细检查阀口阀座,不允许有丝毫损伤,保持光洁度,垂直度。
第三条按解体相反的顺序组装。
第四条调试定压升至1.6MPa时,安全阀应开启,降至该压力的0.8倍时应回座,如不符合要求则反复调试,直至达到要求。
一般按安全阀铭牌要求调试。
第五条调试好后在放散法兰口处放些水测试,每分钟不超过4个气泡为合格。
第六条全部合格后进行铅封。
第七条调试中,人不能站在放散口处,以免伤人。
请输入您的公司名字Fonshion Design Co., Ltd。
阀门检修工艺及维修标准

锅炉管阀及附件检修工艺规程1 Velan Y型无阀盖截止阀检修工艺规程设备概况及参数1.1.1 Velan Y型无阀盖截止阀概况1/4英寸– 4 英寸(8-100毫米)Velan Y型无阀盖截止阀是加拿大威兰有限公司的,阀体为整体铸造式,这种设计结构适用在高压状态下工作。
阀门带有定向阀盘, 其材质为钨铬钴合金6。
钨铬钴合金是包含钨、铬、钴三种金属的合金。
它的平均布氏硬度为400。
在阀门行业里,它通常被当作一种理想的坚硬的表面材料来使用。
然而,阀盘和阀座并非是不可毁坏。
例如,如果有坚硬的杂质被夹在阀盘和阀座之间,当阀盘被压进阀座时,就有可能损毁阀门。
Velan Y型无阀盖截止阀1/4英–4 英寸(8-100毫米)用在台电SG—2026/—M905锅炉的炉顶承压管道排空系统。
1.1.2 Velan Y型无阀盖截止阀参数VELAN截止阀检修步骤、工艺方法及质量标准1.2.1. VELAN截止阀准备工作1.2.1.1确认阀体内和与其相连接的管道内没有工作压力。
1.2.1.1准备出拆卸和装配阀门的工作场地,在堆放时不能使零件损坏。
1.2.1.2准备好必要的工具和量具。
1.2.1. 3准备好卡尺,在拆卸后对阀门进行测绘,并做好记录。
1.2.2 VELAN截止阀检修步骤、工艺方法1.2.2.1用手轮将阀门摇开几圈。
松开盘根压盖铰接螺栓,将填料压盖压板松活。
松盘根压盖螺母时要用专用标准扳手。
1.2.2.2对于电动阀门取下电传动装置。
传动头取下后应水平放好,防止蜗轮箱内齿轮油漏入电动机里。
1.2.2.3拆卸阀门框架。
A 对于螺栓连接的截止阀,展平止动垫松开框架固定螺钉。
B 对于丝扣连接的阀门,应用锯或剔的方法将框架与门体的焊点除去。
剔或锯时一定注意不要损坏门体和框架连接螺纹。
C 将框架逆时针方向旋转,同时将上部阀杆沿开启方向旋转,使其带动下阀杆一起提升,将框架连同上下阀杆一起取下。
框架取下后,应将阀体密封好,防止掉入杂物。
阀门检修规程及标准

锅炉管阀及附件检修工艺规程1 Velan Y型无阀盖截止阀检修工艺规程1。
1 设备概况及参数1.1.1 Velan Y型无阀盖截止阀概况1/4英寸– 4 英寸(8—100毫米)Velan Y型无阀盖截止阀是加拿大威兰有限公司的,阀体为整体铸造式,这种设计结构适用在高压状态下工作。
阀门带有定向阀盘,其材质为钨铬钴合金6。
钨铬钴合金是包含钨、铬、钴三种金属的合金。
它的平均布氏硬度为400.在阀门行业里,它通常被当作一种理想的坚硬的表面材料来使用。
然而,阀盘和阀座并非是不可毁坏.例如,如果有坚硬的杂质被夹在阀盘和阀座之间,当阀盘被压进阀座时,就有可能损毁阀门.Velan Y型无阀盖截止阀1/4英–4 英寸(8-100毫米)用在锅炉的炉顶承压管道排空系统。
1。
1。
2 Velan Y型无阀盖截止阀参数1.2 VELAN截止阀检修步骤、工艺方法及质量标准1.2.1。
VELAN截止阀准备工作1。
2.1.1确认阀体内和与其相连接的管道内没有工作压力。
1。
2。
1。
1准备出拆卸和装配阀门的工作场地,在堆放时不能使零件损坏。
1。
2。
1.2准备好必要的工具和量具。
1.2.1。
3准备好卡尺,在拆卸后对阀门进行测绘,并做好记录。
1.2.2 VELAN截止阀检修步骤、工艺方法1。
2。
2.1用手轮将阀门摇开几圈。
松开盘根压盖铰接螺栓,将填料压盖压板松活。
松盘根压盖螺母时要用专用标准扳手。
1。
2。
2.2对于电动阀门取下电传动装置。
传动头取下后应水平放好,防止蜗轮箱内齿轮油漏入电动机里。
1.2.2.3拆卸阀门框架。
A 对于螺栓连接的截止阀,展平止动垫松开框架固定螺钉.B 对于丝扣连接的阀门,应用锯或剔的方法将框架与门体的焊点除去。
剔或锯时一定注意不要损坏门体和框架连接螺纹。
C 将框架逆时针方向旋转,同时将上部阀杆沿开启方向旋转,使其带动下阀杆一起提升,将框架连同上下阀杆一起取下。
框架取下后,应将阀体密封好,防止掉入杂物。
1.2.2.4框架解体。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
截止阀检修工艺规程 WEIHUA system office room 【WEIHUA 16H-WEIHUA WEIHUA8Q8-
目录
截止阀检修工艺规程
1.范围
本规程规定了托克托发电公司截止阀的周期、标准检修项目、大修的施工步骤及工艺质量标准,并附录了一些检修维护相关的知识,供托克托发电公司截止阀检修工作使用。
2.引用标准
下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
Q/CDT-ITKTPC 10702 46—2012 锅炉截止阀技术标准
DL/T 531—2016 电站高温高压截止阀技术条件
DL/T 838—2003 发电企业设备检修导则
3.概述
阀门是流体管路的控制装置,其基本功能是接通或切断管路介质的流通,改变介质的流通,改变介质的流动方向,调节介质的压力和流量,保护管路的设备的正常运行。
阀门在电厂中的系统中起到了重要的控制作用。
其中截止阀是使用最广泛的一种阀门, 它之所以广受欢迎,是由于开闭过程中密封面之间摩擦力小,比较耐用,开启高度不大, 制造容易, 维修方便, 不仅适用于中低压,而且适用于高压阀门。
设备厂家
14.双恒阀门集团有限公司中国9、10号炉
表1 托电公司截止阀设备厂家
设备原理
截止阀属于截断阀类,它是用来截断或接通管道内介质流的装置,截止阀的阀杆轴线与阀座密封面垂直,通过带动阀芯的上下升降进行开断。
截止阀一旦处于开启状态,它的阀座和阀瓣密封面之间就不再有接触,并具有非常可靠的切断动作,因而它的密封面机械磨损较小,由于大部分截止阀的阀座和阀瓣比较容易修理或更换密封元件时无需把整个阀门从管线上拆下来,这对于阀门和管线焊接成一体的场合是很适用的。
通过截止阀的介质一般从阀下部引入,称为正装;从阀瓣上部引入称为反装。
正装时,阀门开启省力,关闭费力。
反装时,阀门关闭严密,但开启时费力,且填料承压。
截止阀一般均按正装要求安装。
截断阀类:主要用于截断或接通介质流。
包括闸阀、截止阀、隔膜阀、旋塞阀、球阀、蝶阀等。
设备结构
图1截止阀结构各部件名称
图2截止阀结构形式
截止阀构造:
截止阀一般均在DN<100mm的管道中使用,按介质的温度、压力要求,用在介质为过热蒸汽t>450℃的管道时,阀门参数应为PN140/570℃,阀体应为合金材料。
用在介质温度<450℃管道时,阀体可为碳钢材料,其温度、压力应按介质压力、温度不同选用符合要求即可。
一期锅炉截止阀其公称直径一般为DN65、DN50、DN40、DN32、DN20和DNl0六种。
除DNl0为手动外,其余两种亦可附带电动装置,组成电动截止阀。
4.设备参数
阀门的基本参数包括公称直径、公称压力和使用介质,这三者是阀门设计和选用中不可缺少的因素。
1)公称直径
公称直径是指阀门与管路连接处通道的名义直径,用DN表示。
它表示阀门规格的大小,是阀门最主要的尺寸参数。
为了便于设计、制造、选用和安装,我国已用国家标准的形式把公称直径系列确定下来。
公称直径的数值应符合国家标准“管子和管路附件的公称直径”(GB1047-70)的规定,见下表:
3 6 10 15 20 25 32 40
50 65 80 100 125 150 175 200
225 250 300 350 400 450 500 600
700 800 900 1000 1200 1400 1600 1800
2000 2200 2400 2600 2800 3000
5.维护保养
阀门日常维护保养要求
阀门的常见故障和处理方法(见附件1)
6.检修周期
阀门的大、小修与配套的锅炉同时进行,出现故障时也进行检修。
7.检修项目
8.检修工序及质量标准截止阀解体
9.检修记录
10.试运记录
附件1。