金属切削实验技术
金属陶瓷刀具高速切削钛合金试验研究

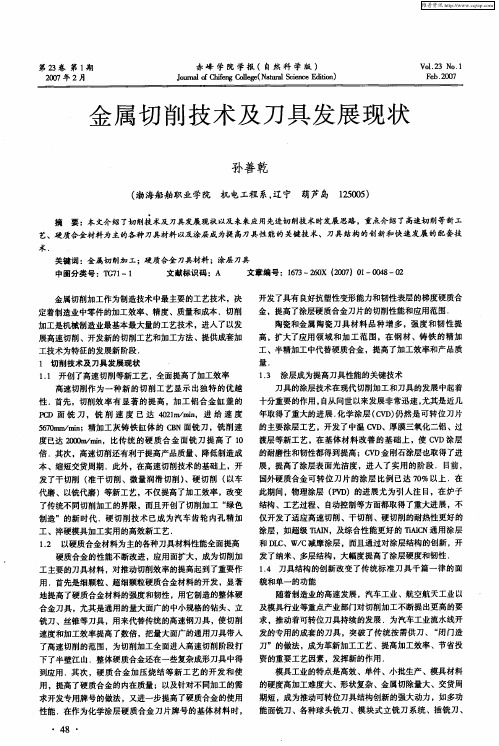
刀片型号
TNGN 160408
刀片工作角度 刀杆型号
γ0(°) α0(°) кr(°) к′r(°) λs(°)
CTGNR 2525M1604
91 29
CNGN
CCLNR
120408 2525M1204
95 5
-6 6
-6
SNGN
CSDNN
120408 2525M1204
45 45
RNGN
CRDNN
8
工具技术
金属陶瓷刀具高速切削钛合金试验研究
王哲,刘癑,邹斌
山东大学机械工程学院;高效洁净机械制造教育部重点实验室; 机械工程国家级实验教学示范中心
摘要:采用自主研发的 Ti(C,N)基金属陶瓷刀具对 TC4钛合金(Ti6Al4V)进行了高速车削试验。从切削力、
工件已加工表面质量和刀具寿命等方面分析了 Ti(C,N)基金属陶瓷刀具加工 TC4钛合金的切削性能。通过扫描
三角 形
几何角度
εr D
S Rε
(°) (mm)(mm)(mm)
倒棱
60 9.53
Ti(C7N3) /WC/TaC
CNGN 120408
SNGN 120408
菱形 方形
80 12.70
0.80
4.76
T02020
90 12.70
RNGN 120700
圆形
- 12.70
-
表 2 试验刀具刀杆型号及刀片工作角度
电子显微镜(SEM)观察和能量分散光谱(EDS)扫描分析,研究了不同几何形状的 Ti(C,N)基金属陶瓷刀片高速车
削 TC4钛合金的失效形态及失效机理。
关键词:金属陶瓷刀具;钛合金;几何形状;切削性能
金属切削技术及刀具发展现状
度 已达 2000m/min,比传统 的 硬 质合 金 面铣 刀 提 高 了 1O 渡层等新工艺 ,在 基体材 料改 善 的基 础上 ,使 CVD涂 层
倍 .其次,高速切削还有利于提高产品质量 、降低制造成 的耐磨性和韧性都得到提高 ;CTD金 刚石涂层也取得 了进
本 、缩短交货周期 .此外 ,在高速切削技术的基础上,开 段 . 目前 ,
发了干 切削 (准干切 削、微量润 滑切 削)、硬 切削 (以车 国外硬质合金 可转位 刀 片的涂 层 比例 已达 70% 以上 .在
代磨 、以铣代磨)等新工艺,不仅提高了加工效率 ,改变 此期 间,物理涂层 (PVD)的进展尤 为引人 注 目,在炉子
了传 统不 同切削加工的界限 ,而且开创 了切削加工 “绿色 结构 、工艺过程 、自动控制等方 面都取 得了重 大进 展 ,不
性 .首先,切削效率有显著的提高, ̄jn-r铝合金缸 盖的 十分重要的作用,自从问世以来发展非常迅速,尤其是近几
PCD 面 铣 刀 ,铣 削 速 度 已 达 402Ira/rain,进 给 速 度 年取得 了重大的进 展 .化学 涂层 (c、,D)仍然 是 可转位 刀片
5670r am/r ain;精 ̄jn-r灰铸铁缸体的 CBN面铣刀 ,铣削速 的主要涂层工艺 ,开发 了中温 CVD、厚膜三氧化二铝 、过
到应用 .其 次 ,硬 质合 金加 压烧 结等 新 工艺 的开 发 和使
模具工业 的特点是 高效 、单件 、小批 生产、模具材料
用 ,提高了硬质合金的 内在质量 ;以及针对不同加工 的需 的硬度高 ̄jn-r难度大、形状复杂、金属切除量大、交货周
求开发专用牌号的做法 ,又进一步提高 了硬质合金 的使用 期短 ,成 为推动可转 位刀具 结构创新的强大动力 ,如多功
金属切削试验
[编辑]金属切削试验简介 管理定律 A L续 安慰剂效应 卢维斯定理 阿尔巴德定理 蓝斯登定律 暗箱模式 蓝斯登原则 阿尔布莱特法则 垃圾桶理论 阿姆斯特朗法则 蓝柏格定理 阿什法则 雷鲍夫法则 艾奇布恩定理 懒蚂蚁效应 阿罗的不可能 定理 牢骚效应 艾德华定理 洛克忠告 艾科卡用人法则 拉图尔定律 阿伦森效应 鲁尼恩定律 暗示效应 拉锯效应 安泰效应 M 氨基酸组合效应 木桶原理 B 墨菲定律 彼得原理 蘑菇管理定律 不值得定律 马太效应 贝尔效应 名片效应 保龄球效应 米格—25 效应 布里特定理 马蝇效应 比伦定律 末位淘汰法则 柏林定律 麦克莱兰定律 巴菲特定律 目标置换效应
金属切削试验
金属切削试验背景 1898-1901 年间,弗雷德里克·温斯洛·泰勒受雇于伯利恒钢铁公司(Bethlehem Steel
Company),取得了一种高速工具钢的专利。1901 年后,他更以大部分时间从事咨询、写作和 演讲等工作,来宣传他的一套管理理论——“科学管理”。从 1881 年在米德韦尔公司,为了 解决工人的怠工问题,泰勒进行了金属切削试验。他自己具备一些金属切削的作业知识,于 是他对车床的效率问题进行了研究,开始了预期 6 个月的试验。在用车床、钻床、刨床等工 作时,要决定用什么样的刀具、多大的速度等来获得最佳的加工效率。这项试验非常复杂和 困难,原来预定为六个月实际却用了 26 个年,花费了巨额资金,耗费了 80 多万吨钢材,总共 耗费约 15 万美元。最后在巴斯和怀特等十几名专家的帮助下,取得了重大的进展。这项试验 还获得了一个重要的副产品——高速钢的发明并取得了专利。
[编辑] 定了人动时间,也应该定机动时间 进行了 26 年 切削了 80 万吨钢铁 进行了三万次实验 发明了高速钢,获得了专利
金属切削机床实验报告

实验一普通车床各部件的结构和功用一、实验目的普通车床具有较典型的机械传动系统及操纵机构,应用了较多的机械传动机构如带传动、齿轮传动、链传动、摩擦传动、螺旋机构、凸轮机构、曲柄机构、杠杆机构等等和较多的机械零件如轴承、齿轮、链轮、带轮、键、花键、联轴器、离合器等零件。
本实验的目的一是了解这些机构和零件是怎样组合完成一定的功用的;二是掌握以普通车床为代表的机床各部件的传动系统的传动原理及路线、结构特点和功用。
二、实验内容1.了解车床的用途、布局、各操纵手柄的作用和操作方法;2.了解主运动、进给运动的传动路线;2.了解主运动、进给运动的调整方法;3.了解和分析机床主要机构的构造及工作原理。
三、实验步骤学生在实验指导人员带领下,到CA6140型普通车床现场教学。
1.观察CA6140型普通车床的主轴箱结构,注意调整方法;2.观察、了解进给互锁机构及丝杠螺母机构的工作原理;3.根据实物了解车床主要附件的使用。
四.分析讨论题1.结合实验说明C6140机床主轴正、反转与操纵手柄位置的对应关系,并阐述主轴正、反转、停转的工作原理。
主轴正转:操纵手柄向上扳,左离合器压紧,主轴正转;主轴反转:操纵手柄扳至下端,右离合器压紧,主轴反转;主轴停转:操纵手柄处于中间位置,离合器脱开,主轴停转。
工作原理:主轴的正反转、停转是由双向多片摩擦离合器实现的。
摩擦离合器由内外摩擦片、止推片、压块、空套齿轮组成。
例如左离合器,内摩擦片的孔是花键孔,装在主轴花键上,随主轴旋转的外摩擦片的孔是圆的,直径略大于花键外径。
外圆上有4个凸起,嵌在空套齿轮的缺口中,内外摩擦片相间安装。
当杆通过销向左推动压块时,将内片与外片互相压紧。
轴的转矩便通过摩擦片间的摩擦力矩传给齿轮,使主轴正转,同理,压块向右时,使主轴反转,当压块处于中间位置时,离合器脱开,主轴停止运动。
2.根据实验观察和教材189页内容,绘出C6140车床主轴的结构。
说明主轴中孔与莫氏锥孔的作用。
金属切削机械操作安全技术规程(13篇范文)

金属切削机械操作安全技术规程(13篇范文)第1篇金属切削机械操作安全技术规程金属切削机械是用运动的刀具把金属毛坯上多余的材料除去的加工机械,也常称为“工作母机”。
但我们习惯上把它们称为机床。
金属切削机床的种类很多,结构也有很大差异,但其基本结构都是由机座、传动机构、动力源和润滑及冷却系统构成的。
各类机床都是利用固定在支承装置上的刀具和被加工件做相对运动,从而把工件表面多余的金属层逐渐切除的。
根据加工方式和使用刀具的不同,金属切削机床可分为:车床、钻床、镗床、刨床、拉床、磨床、铣床、齿轮加工机床、螺纹加工机床、电加工机床和其他机床等共12大类。
一、危险因素和多发事故金属切削机械的危险主要来自于它们的刀具、转动件,以及加工过程中飞出的高温高速的金属切屑或刀具破碎飞出的碎片等,还有非机械方面的危害,如电、噪声、振动及粉尘等。
对应于这些危险因素,在金属切削作业中,操作人员经常容易发生以下伤害事故。
1.刺割伤一般是由于人们不小心接触到静止或运动的刀具或加工件的毛刺、锋利的棱角而造成的伤害。
如金属切削机床各种锋利的加工刀具、加工零件或毛坯上的毛刺和锐角等,如果稍不注意,就会给操作者造成伤害。
2.缠绕和绞伤金属切削机械的旋转部件是引发缠绕和绞伤的危险部位,如果人体或衣服的衣角、下摆或手套的一角不慎接触到高速旋转的部件极易被缠绕,进而把身体卷入而引起绞伤。
3.对眼睛的伤害机床工人的眼睛是经常受到伤害的部位。
由于机床操作工人眼睛离加工区非常近,而且在切削脆性材料时会飞出高速的金属切屑,另外如切削刀具的碎片、加工材料的粉尘颗粒等都可能对操作工人的眼睛造成伤害。
二、安全防护装置为了防止以上伤害事故的发生,对机床的危险部位和危险源进行一些必要的隔离和防护是非常必要的。
机床的防护装置就是把机床的运动件、切削刀具、被加工件与人体隔离开的装置,从而避免人体接触危险部位而受到伤害。
机床的主要防护装置有以下几种:1.防护罩用于隔离外露的旋转部件,如机床的皮带轮、链轮、链条、齿轮等,防止缠绕卷入伤害的发生。
(完整版)金属切削的计算方法

1.最大扭矩采用镗孔的方法进行公式来源《机械加工工艺设计实用手册》或《金属切削原理及刀具》《金属切削原理》(陶乾编)ypzFZ=9.81CFZ•apM=计算公式xFZ•f yFZ•(60υ)nFZ•KFZPZ=Cpz•t•sM切=(kg)FZ•d32⨯10Pz•D(kg.mm)2M切•n(kW)P=FZ•υ⨯10-3若采用双刃刀片则:背吃刀量为单刃的两倍N=716200⨯1.36(其中t=ap;S=f;)注:n—转每分钟(r/min)2.机床的最大切削抗力试验采用钻削的方法进行(钻削抗力的计算)公式来源计算公式JB/T4241-1993《卧式铣镗床技术条件》《机械加工工艺设计实用手册》《金属切削原理及刀具》《金属切削原理》(P1319)(p193)(陶乾编)(p274)F=595•D•S0.8F=9.81•CF•dF•f YF•KFF=CF•dF•f YF•KFZ X P=C P•D•S YP3.钻削扭矩M的计算公式来源计算公式公中系和数式的数指《机械加工工艺实用手册》(p193)《金属切削原理与刀具》第二版(p192-p195)《金属切削原理》(陶乾编)(p274)M=9.81•CM•d ZM•f yM•KMM=CM•dxF•f yM•KM•10-3表15-31:CM=0.021、ZM=2.0、YM=0.8、KM=1.0d=80、f1=0.8、f2=1表13-2:CM=225.63、XM=1.9、YM=0.8、KM=1d=8 0、f1=0.8、f2=1M=CM•D1.9•S0.8表13-2:CM=23.3、D=80、S1=f1=0.8、S2=f2=14.钻削功率的计算公式来源计算公式《机械加工工艺实用手册》《金属切削原理与刀具》(p193表13(p1319、表15-31)-2)《金属切削原理》(陶乾编)(p229)2M•υPm=d2M•υPm=2π•M•n或Pm=dPm=M•n716200⨯1.365.车削、镗孔时切削力的指数公式及指数计算公式主切削力F ZF Z=9.81C F Z•ap削)xFZ •f yFZ •(60υ)0nFZ •K FZ (N)(铸铁切F Z=9.81⨯92•a p•f 0.75•(60υ)•K FZ1切深抗力F y 进给抗力F x切削时消耗的功率P m切削扭矩MF y=9.81C Fy•ap F x=9.81C Fx•apzFy •f yFy •(60υ)•K Fy (N)nFy zFx •f yFx •(60υ)•K Fx (N)nFx 式中υ的单位为m/sP m=F Z•υ⨯10-3(kW)M Z =公式中的系数和指数加工材料刀具材料加工形式F Z⨯d032⨯10公式中的系数及指数主切削力F Z C FZXF Z 1.00.721.01.01.01.0yF Z 0.750.81.70.751.00.750.75nF Z -0.1500.71000切深抗力F y C Fy 19914294XF y 0.90.730.9yF y 0.60.670.75nF y -0.30进给抗力F X C FX 29454XF X yF x 1.01.20.50.65nF x -0.4结构钢及铸钢σb =0.637Gpa (=65kgf/mm )结构钢及铸钢σb =0.637Gpa (=65kgf/mm 2)不锈钢1Gr18Ni9Ti,HB=141灰铸铁2硬质合金外圆纵车、横车及镗孔切槽及切断切螺纹270367133180222191204高速钢外圆纵车、横车及镗孔切槽及切断成形车削硬质合金外圆纵车、横车及镗孔硬质合金高速钢外圆纵车、横车及镗孔切螺纹外圆纵车、横车及镗孔切槽及切断外圆纵车、横车及镗孔92103114158811.01.01.01.00.751.80.751.00.7500.8200054119430.90.90.90.750.750.754651381.01.21.00.40.650.4HB=190可煅铸铁HB=150硬质合金高速钢外圆纵车、横车及镗孔切槽及切断外圆纵车、横车及镗孔切槽及切断10013955751.01.01.01.00.751.00.661.00000880.90.75401.20.65中等硬度不均质铜合金高速钢HB=120铝及铝硅合金高速钢外圆纵车、横车及镗孔切槽及切断40501.01.00.751.0006.铣削力的计算公式F Z=M =9.81C F•a pq F X FZ •a fW F Y FZ •a eW FZ FZ •Zd 0•n 0•60F Z•d0(N ﹒m )32⨯10•KFZ (N )P m =π•d 0•n0F Z •υ(kW)其中υ=(m/s ),υf =f •n 0=a f •Z •n 0,10001000d 0-铣刀外径mm ;n 0-铣刀转速(r/s),Z-铣刀齿数。
2 金属切削基础知识

高速钢按用途不同,可分为普通高速钢和高性 能高速钢;按制造工艺不同,可分为熔炼高速钢和 粉末冶金高速钢。
(1)切削用量
切削速度 进给量
vc
nd
1000
3.14 220 75 1000
51.8(1 m/min)
背吃刀量
f 60l 601.6 0.44(mm/r)
n 220
ap
dw
dm 2
75 66 2
4.5(mm)
(2)切削层参数
切削厚度
hD f sinr 0.44 sin 75 0.43(mm)
立方氮化硼:是由六方氮化硼在高温高压下转化 而成的,硬度高,耐磨性好。它主要用于加工淬火 钢、冷硬铸铁、高温合金和一些难加工材料。
四、刀具种类
由于机械零件的材质、形状、技术要求和加工工 艺的多样性,客观上要求进行加工的刀具具有不同的 结构和切削性能。因此,生产中所使用的刀具的种类 很多。
按用途和加工方法,刀具可分为切刀类、孔加工 刀具、拉刀类、铣刀类、螺纹刀具、齿轮刀具、磨具 类、自动线刀具和数控机床刀具等。
bD
aP sin kr
AD hDbD ap f
二、切削方式
1.直角切削和斜角切削
如右图所示:
切屑沿刀刃 法向流出
切屑流出方向
直角切削:是指刀
刃垂直于合成切削运
λs
动方向的切削方式。 斜角切削:是指刀刃
机械制造工程学(卓越)第二章 金属切削切削过程及切削参数优化

杭州电子科技大学机械电子工程研究所数控技术实验室
切削速度不同,积屑瘤所能达到的最大尺寸也是不同的。切削 速度与积屑瘤高度的关系如示意图2-14所示。
根据积屑瘤有无以及积屑瘤高度的增长情况,可以把切削速度划分 为四个区域。在Ⅰ区里形成粒状切屑或节状切屑,这时没有积屑瘤 出现;在Ⅱ区里形成带状切屑,有积屑瘤生成;积屑瘤的高度随看 切削速度的提高而增大。当切削速度增大到Ⅱ区的右边界时,积屑 瘤的高度达到最大值。在Ⅲ区里,积屑瘤的高度随着切削速度的提 高而减小。当Vc增大到Ⅲ区右边界之值时,积屑瘤便消失。在Ⅳ区 里积屑瘤不再生成。
杭州电子科技大学机械电子工程研究所数控技术实验室
2.1 .3金属切削过程中的三个变形区
图2-1第一变形区金属的滑移
杭州电子科技大学机械电子工程研究所数控技术实验室
从OA线开始发生塑性变形,到0M线金属晶粒的剪切滑移基本完成, 这一区域(I)称为第一变形区。 第一变形区的主要特征:沿滑移线的剪切变形和加工硬化现象 ,在 一般切削速度下OA与OM非常接近,所以通常用一个平面来表示这 个变形区,该平面称为剪切面。
杭州电子科技大学机械电子工程研究所数控技术实验室
2.2 .3切屑的形状及卷屑、断屑机理 切屑的形状
杭州电子科技大学机械电子工程研究所数控技术实验室
图2-5切屑的形状
杭州电子科技大学机械电子工程研究所数控技术实验室
高速切削塑性金属材料时,如不采取适当的断屑措施,易形成带状屑。 带状屑连绵不断,经常会缠绕在工件或刀具上,拉伤工件表面或打坏 切削刃,甚至会伤人,所以通常情况下都希望尽量避免形成带状屑。 但也有例外的情况,例如,在立式镗床上膛盲孔时,为了使切屑能顺 利地排出孔外甩断,一般都要求形成带状屑成长螺卷屑。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
•粘贴在被测部位上的是一种特殊应变片,当温度变化时,
产生的附加应变为零或相互抵消,这种应变片称为温度
自补偿应变片。利用这种应变片来实现温度补偿的方法 称为应变片自补偿法。
3)热敏电阻补偿
R5 分流电阻
+
R1+⊿R U R3
0
T
R2 Rt
U0 URt
+
Ui
Rt
R4 U0
-
U = Ui - URt
U0
向不同,可用在多向分力的测量而避免分力的相互干 扰。压电晶体传感器的测力仪性能良好,自振频率可 达3-10kHz,适用于要求严格的科研试验。压电晶体 测力仪用于静态力的测量时,力容易产生另点漂移。
压电晶体测力仪使用性能较好,但价格昂贵,且使用
维护要求严格,因此适合在要求较高的科研试验中使 用。
电阻应变片测力传感器在测力仪中使用广泛、车、
半导体应变片受轴向力作用时, 其电阻相对变化为
d dR R (1 2 )
半导体应变片的电阻率相对变化量与所受的应变力有关:d E
式中: π——半导体材料的压阻系数;
σ——半导体材料的所受应力; E——半导体材料的弹性模量; ε——半导体材料的应变。
目前箔式应变片应用较多。
金属丝式应变片使用最早。金属丝式应变片蠕变较大,
金属丝易脱胶,有逐渐被箔式所取代的趋势。但其价格
便宜,多用于应变、应力的大批量、一次性试验。
当传感器的弹性体很薄、尺寸很小时,采用箔式应变 片会由于基底材料和粘结剂的存在而对传感器特性产生 不利影响,可采用薄膜式应变片。
测平均切削力,实际已经被淘汰。电容和电感测力仪 虽可用于测量切削力的瞬时变化值,但由于结构限制,
在测量多向切削分力时,特别是在切削力作用点位置
改变时(如铣削和磨削)测力仪结构复杂,因此这两 种传感器也不适用于切削力的测量。
压电晶体传感器因灵敏度高,受力变形小而被重
视。不同方向切片的石英晶体,产生电荷的力作用方
2、测力仪应有足够的刚度。在切削力作用下引起 的刀尖位置变化应极小,在工件—刀具—机床系统中不致 因加入测力仪而使原始切削过程改变。测力仪的静刚度
应大于1×m/N。
3、测力仪的动态性能要好,即测力仪要有较高的 自振频率,以便能测量动态切削力;测力仪的频率应是 切削力变化频率的5-10倍,如切削力变化频率为1000Hz, 测力仪的自振应是5-10kHz。动态性好的测力仪可以测 出切削力的瞬时变化值、
R
l
A
当电阻丝受到拉力F作用时, 将伸长Δl,横截面
积相应减小ΔA,电阻率因材料晶格发生变形等因素 影响而改变了Δρ,从而引起电阻值变化量为: R R R dR dl dA d l A
l = dl 2 dA+ d A A A
电阻相对变化量:
l
dR dl dA d R l A
1-2切削力测量的一般问题
一、对切削力测量和测力仪性能的基本要求 现代金属切削科学研究对切削力测量和测力仪性
能不断提出新的更高的要求。基本要求可归纳为下面几
方面。 1、测力仪应有足够的灵敏度,测力仪测力仪应能 清楚测出所测力的0.5%的变化。读数要求线性、受温度 干扰小、读数和记录应稳定可靠、重复性好。
μ为材料的泊松比, 负号表示与应变方向相反。
推得:
d dR R (1 2 )
定义:电阻丝的灵敏系数(物理意义):单位应 变所引起的电阻相对变化量。其表达式为
d dR R 1 2 K0
实验证明,在金属电阻材料中,1+2μ>>
(dρ/ρ)/ε ,所以(dρ/ρ)/ε ,因而金属电阻材料的灵敏系
因此:
dR (1 2 E ) R
实验证明,在半导体材料中,πE比1+2μ大上百倍,
所以1+2μ可以忽略,因而半导体应变片的灵敏系数为
dR K R E
根据应变力与应变的关系,得到应变力σ为
σ=E·ε
dR K R
由此可知, 应变力σ正比于应变ε, 而试件应变ε正比于电阻值 的变化, 所以应变力σ正比于电阻值的变化, 这就是利用应变
工件
2.刀具与切屑、工件表面
间的摩擦阻力。
二、研究切削力的意义
1、在切削过程中,切削力直接决定着切削热的产
生,并影响刀具磨损、破损、使用寿命、加工精
度和已加工表面质量。 2、在生产中,切削力又是计算切削功率,设计和 使用机床,刀具、夹具的必要依据。
三、切削分力
1、主切削Fz:在主运动方向上的分力;
-
+
-
二、电阻应变片的测量电路
直流电桥
R1 B R2 C R3 RL Io £ « Uo £ R4 D E
1. 直流电桥平衡条件
A
当RL→∞时,电桥输出电压为
R1 R3 Uo E R R R R 2 3 4 1
图3-9 直流电桥
当电桥平衡时,Uo=0,则有
求一定的实验技术。
测量切削力不仅使用标准的测力仪,还常需要 根据具体条件设计专用测力仪,因此设计测力仪
也成为测量切削力的重要内容。金属切削技术的
不断发展和研究工作的深化,已将动态切削力的 测量提上日程,故测力仪的动态特性已成为衡量 测力仪质量的重要指标,动态切削力的测量技术 也成为需要研究的重要实验技术。
E
dR K R
此处k为应变片的灵敏系数
一、电阻应变片的工作原理
应变
– 物体在外部压力或拉力作用下发生形变的现象
弹性应变
– 当外力去除后,物体能够完全恢复其尺寸和形状的 应变
弹性元件
– 具有弹性应变特性的物体
应变传感器在承重梁上
电阻应变片的种类
电阻应变片品种繁多, 形式多样。
数为
dR K / (1 2 ) R
大量实验证明,在电阻丝拉伸极限内,电阻的 相对变化与应变成正比,即K为常数。
dR K R
半导体应变片
半导体应变片是用半导体材料制成的, 其工作原理是基 于半导体材料的 压阻效应 。所谓压阻效应,是指半导体材料
在某一轴向受外力作用时, 其电阻率ρ 发生变化的现象。
4、能同时测出各切削分力,各分力都应有足够的灵敏 度,各分力的相互干扰要小。例如车削测力仪要求同时 测出X,Y,Z三个方向的的切削分力,铣削测力仪要求同时 测出四向力(三个切削分力和扭矩)。有些切削测力仪 要求切削力作用点位置改变不影响测力结果,如铣削和 磨削测力仪 5、测力仪应结构简单,制造调试容易,使用维护方便, 能和标准的电放大器和记录器配套使用。 6、随着计算机应用的普遍性,已有和测力仪配套的微 型计算机(或单板机)的切削力采集和数据处理系统。
钻、铣、磨测力仪均有使用。这种传感器用于切削力
测量优点较多,灵敏度高、可测力的瞬时值、应用电 补偿原理易于消除各分力的相互干扰。测剪切和拉压 应变的测力仪的出现,使测力仪的刚度和自振频率都 提高了一个数量级,其动特性可与压电晶体测力仪相
抗衡。价格便宜、使用维护方便,易于制造特殊用途
的专用测力仪,可适用于多种用途的切削力的测量。
常用的应变片可分为两类: 金属电阻丝应变片和半导体
电阻应变片。
应变效应分析
电阻应变片的工作原理是基于应变效应
应变效应:即导体或半导体材料在外界力的作
用下产生机械变形时,其电阻值相应发生变化,
这种现象称为“应变效应”。
l
l
F r
r
F
图3-1 金属电阻丝应变效应 一根金属电阻丝,在其未受力时,原始电阻值为:
不仅可测的切削力的瞬时值,且可根据需要直接得出 切削力的平均值、切削力的指数公式,并可在数据吃 力中消除各切削分力的相互干扰。由于对切削力测量 要求的提高,近年来对测力仪的动态特性进行了不少 研究,并提出一些改善测力仪动特性的方法。还有提 出用阻尼器扩大测力仪的测力频域范围,用加速度计 补偿测力时的动态误差等。这些方法是能够提高测力 水平,但应注意,测力动态误差的补偿,只是在高质 量测力仪上进行才有意义,因此提高测力仪本身的性 能,仍是提高切削力测量技术的关键.
式中:dl/l——长度相对变化量,用应变ε表示为:
dl l
dA/A——圆形电阻丝的截面积相对变化量,设r为电 阻丝的半径,微分后可得dA=2πr dr,则
dA dr 2 A r
材料力学:在弹性范围内,金属丝受拉力时,沿轴向伸长, 沿径向缩短。
轴向应变和径向应变的关系可表示为
dr dl r l
压电晶体测力仪和电荷放大器配套使用,现在国
内已有质量较好的电荷放大器产品。电荷放大器要求
非常高的输入阻抗和很高的绝缘电阻,因此使用必须 很仔细。
本文主要围绕压电式测力传感器和电阻应 变片式测力传感器进行说明。
1-3电阻应变片式测力传感器
使用电阻应变片作为测力传感器时,应变片贴在
测力仪的弹性变形原件上,切削力作用使变形原件变 形,贴在上面的应变片随切削力的变化而产生相应的 应变。用应变仪测出应变值,即可得知切削力数值。
金属切削实验技术之 切削力的测量
综述:切削力测量是金属切削研究中的重要实验技术。
不仅研究金属切削机理需要研究切削力的瞬时变化
值,制定切削用量和设计机床时需要切削力数据, 而且切削力是对切削过程进行进行自适应控制的参 数,是自动化加工中对切削过程进行监测的重要信 号。切削力的测量不仅需要高性能的测力仪。并要
R1R4=R2R3
或
R1 R3 R2 R4
电桥平衡条件:欲使电桥平衡, 其相邻两臂电阻的比值应相 等, 或相对两臂电阻的乘积应相等。
2. 电压灵敏度 应变片工作时:电阻值变化很小,电桥相应输 出电压也很小,一般需要加入放大器进行放大。 由于放大器的输入阻抗比桥路输出阻抗高很多, 所以此时仍视电桥为开路情况。