冷涂锌的涂层配套设计和无气喷漆技术
冷喷锌施工工艺
冷喷锌施工工艺1.表面处理:冷喷锌施工对底材要求比较高,在基材表面如果处理不干净或者存在有污染物的情况都会影响冷喷锌附着力。
所以好的表面对冷喷锌性能发挥有着决定性的作用,好的表面处理才能使冷喷锌发挥出最好的性能,保持其良好的导电性。
1.1 除油:除油不彻底就施工,有机溶剂沾上油污后漆膜会出现凝胶、固化、起皮。
所以在喷砂前必须彻底清理油污。
1.2 喷砂或抛丸处理:钢材表面必须经过喷砂或抛丸处理。
一般的石英砂、棱角砂、金刚砂和钢丸都能提供一定的粗糙面和清洁效果。
磨料需要保持干净、清洁、无有机污染物。
1.3 粗糙度和除锈等级:表面处理除锈等级按照《GB/T8923-88》(涂装前钢材表面锈蚀等级和除锈等级)进行检验,需要达到Sa2.5级,对锈蚀比较严重的需要达Sa3级。
粗糙度通过《GB/T606005-86》(表面粗糙度比较样块,抛(喷)、喷砂加工表面)标准进行检验,需达到Rz25-75um。
1.4 空压机:空压机须带油水分离器,喷砂的工作压力在0.7MPa 左右。
1.5 焊缝处理:在喷砂之后的钢结构需保持表面无油,用压缩空气清理干净,在4h内进行涂装,不能超过8h。
出现返绣现象需要进行除锈。
2.涂料施工:冷喷锌可采用刷涂、辊涂、空气喷涂和高压喷涂,最适宜的方法是高压空气喷涂,刷涂可用于小面积的修补。
2.1 涂料配比:冷喷锌具有极高的固体份含量,因此在使用时应用电动或气动工具将涂料充分搅拌均匀后按产品说明书要求加入专用稀释剂、固化剂等,详细可咨询湖南省德谦新材料有限公司技术人员,搅拌均匀后施工。
为使锌粉保持悬浮状态,涂料必须保持连续不断的搅拌状态。
2.2 冷喷锌施工环境:为了保证喷砂的质量,保持相对湿度在40-60%最佳。
钢板温度要高于露点温度3℃。
冷喷锌施工时环境温度不能低于5℃,最高温度不得超过40℃。
2.3 配套专用封闭剂效果最佳。
冷喷锌
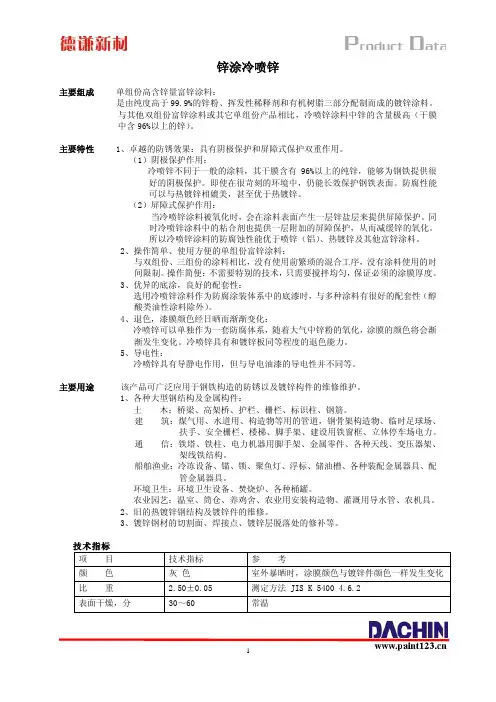
锌涂冷喷锌主要组成 单组份高含锌量富锌涂料:是由纯度高于99.9%的锌粉、挥发性稀释剂和有机树脂三部分配制而成的镀锌涂料。
与其他双组份富锌涂料或其它单组份产品相比,冷喷锌涂料中锌的含量极高(干膜中含96%以上的锌)。
主要特性 1、卓越的防锈效果:具有阴极保护和屏障式保护双重作用。
(1)阴极保护作用:冷喷锌不同于一般的涂料,其干膜含有96%以上的纯锌,能够为钢铁提供很好的阴极保护。
即使在很苛刻的环境中,仍能长效保护钢铁表面。
防腐性能可以与热镀锌相媲美,甚至优于热镀锌。
(2)屏障式保护作用:当冷喷锌涂料被氧化时,会在涂料表面产生一层锌盐层来提供屏障保护。
同时冷喷锌涂料中的粘合剂也提供一层附加的屏障保护,从而减缓锌的氧化。
所以冷喷锌涂料的防腐蚀性能优于喷锌(铝)、热镀锌及其他富锌涂料。
2、操作简单、使用方便的单组份富锌涂料:与双组份、三组份的涂料相比,没有使用前繁琐的混合工序,没有涂料使用的时间限制。
操作简便:不需要特别的技术,只需要搅拌均匀,保证必须的涂膜厚度。
3、优异的底涂,良好的配套性:选用冷喷锌涂料作为防腐涂装体系中的底漆时,与多种涂料有很好的配套性(醇酸类油性涂料除外)。
4、退色,漆膜颜色经日晒而渐渐变化:冷喷锌可以单独作为一套防腐体系,随着大气中锌粉的氧化,涂膜的颜色将会渐渐发生变化。
冷喷锌具有和镀锌板同等程度的退色能力。
5、导电性:冷喷锌具有导静电作用,但与导电油漆的导电性并不同等。
主要用途 该产品可广泛应用于钢铁构造的防锈以及镀锌构件的维修维护。
1、各种大型钢结构及金属构件:土 木:桥梁、高架桥、护栏、栅栏、标识柱、钢筋。
建 筑:煤气用、水道用、构造物等用的管道,钢骨架构造物、临时足球场、扶手、安全栅栏、楼梯、脚手架、建设用铁窗框、立体停车场电力。
通 信:铁塔、铁柱、电力机器用脚手架、金属零件、各种天线、变压器架、架线铁结构。
船舶渔业:冷冻设备、锚、锁、聚鱼灯、浮标、储油槽、各种装配金属器具、配管金属器具。
冷喷锌基合金
冷喷锌基合金随着现代科技的发展,人们对于材料的要求也越来越高。
而冷喷锌基合金作为一种新型材料,在很多领域都得到了广泛的应用。
那么,接下来就来分步骤阐述冷喷锌基合金的相关知识。
一、什么是冷喷锌基合金冷喷锌基合金是通过冷喷涂技术将锌基材料喷射到金属表面上形成一种涂层,通常是铁、钢等金属表面。
这种涂层具有优异的防腐蚀和耐磨性能,能够很好地保护金属材料。
二、冷喷锌基合金的制作过程1、准备工作:首先需要将锌粉与相应的粘合剂混合均匀,以便于投入喷涂设备。
同时还需要为喷涂设备准备好气源、电源等。
2、喷涂过程:在喷涂之前,需要先对金属表面进行处理,去除表面的脏物、锈蚀物等。
然后,将喷涂设备对准金属表面,将锌粉和粘合剂的混合物喷涂到金属表面上。
喷涂时需要注意,要让喷涂设备与金属表面保持合适的距离,同时均匀喷涂以避免出现涂层不均匀现象。
3、固化和磨光:喷涂完成后,需要将涂层放置一段时间以便用于固化。
一般情况下,固化时间约为24小时。
等涂层固化完成后,可以进行磨光以便涂层表面更加平滑。
三、冷喷锌基合金的优点1、耐磨性能优异:锌基材料硬度高,具有优异的耐磨性能,可以很好地保护金属表面。
2、优异防腐蚀性能:锌基材料对水、酸、碱等化学物质的腐蚀性较小,同时在大气中也能够很好地抵抗氧化腐蚀。
3、使用寿命长:采用冷喷技术喷涂的涂层具有较高的附着力和稳定性,可以有效延长金属材料的使用寿命,降低后期维护成本。
四、冷喷锌基合金的应用领域冷喷锌基合金具有广泛的应用领域,常常用于以下领域:1、汽车制造业:喷涂在车架、车轮以及其他重要部件上,以保护金属件不受氧化、腐蚀等环境影响。
2、桥梁、建筑业:喷涂在桥梁、建筑钢材上,以保护钢材不受风吹雨打、酸雨等环境影响。
3、造船业:喷涂在船舶、海洋设备等金属部件表面以延长使用寿命,提高耐久性。
总之,冷喷锌基合金作为一种新型材料,不仅具有优异的防腐蚀和耐磨性能,而且在很多领域都有广泛的应用。
未来,随着科技的不断发展,冷喷锌基合金将会在更多的领域得到应用,并为人类的发展做出更大的贡献。
冷喷锌成分

冷喷锌成分冷喷锌是一种常见的防腐涂层技术,它是通过将纯锌颗粒通过喷枪喷射到基材表面形成的一层锌涂层。
冷喷锌成分主要是纯锌微粒,其中锌的含量高达99.9%以上,可以为基材提供出色的抗腐蚀性能。
接下来,我将从冷喷锌的成分、工艺和应用领域等方面进行详细介绍。
首先,冷喷锌的主要成分是纯锌微粒。
纯锌是一种金属元素,具有良好的抗腐蚀性能和导电性能。
冷喷锌过程中,纯锌颗粒经过特殊的喷枪,以高速喷射到基材表面,形成一层均匀、致密的锌涂层。
这层锌涂层能够很好地与基材结合,并形成一种被动膜,有效阻止潮气、水分和氧气的侵蚀,避免金属腐蚀。
冷喷锌的工艺过程相对简单,主要包括四个步骤:准备工作、表面处理、冷喷锌和后处理。
在准备工作阶段,需要对基材进行清洁和除锈等处理,以确保锌涂层能够与基材表面充分接触。
然后,在表面处理阶段,可以进行酸洗或喷砂等处理,以进一步提高基材表面的粗糙度,增加涂层附着力。
接下来,通过冷喷锌技术,将纯锌颗粒喷射到基材表面,并形成一层致密的锌涂层。
最后,可以进行后处理,如涂刷或喷涂脂肪酸树脂等,以提高锌涂层的附着力和耐候性。
冷喷锌作为一种有效的防腐涂层技术,广泛应用于许多领域。
首先,它常用于钢结构的防腐处理。
钢结构容易受到氧化、腐蚀和水分侵蚀等问题,而冷喷锌涂层能够提供优异的抗腐蚀性能,延长构架的使用寿命。
其次,冷喷锌也常用于管道、油罐和储罐等容器的内部和外部防腐处理,以保护其不受外界环境的侵蚀。
此外,冷喷锌还用于桥梁、风力发电设备、电线电缆等领域的防腐涂层、电器元件的保护等。
除了上述应用领域,冷喷锌还具有许多优点。
首先,它具有较长的使用寿命。
冷喷锌涂层能够有效阻止氧气、潮气和水分等因素对基材的侵蚀,从而延长了基材的使用寿命。
其次,冷喷锌涂层具有优异的耐腐蚀性能。
由于锌本身具有良好的抗腐蚀性,因此冷喷锌涂层能够在潮湿和腐蚀环境中保持稳定性。
此外,冷喷锌还具有良好的导电性能,在一些需要电导的应用场景中非常有用。
冷涂锌冷喷锌施工工艺

冷涂锌涂装工艺冷涂锌涂装工艺一、钢结构表面处理要求1、清洁度:ISO8501-1标准或GB8923-88国家标准进行喷砂或者抛丸至Sa2.5,并在2个小时内喷漆;2、粗糙度:Rz约50-70μm;3、现场焊接部位采用人工打磨除锈至St3或者St2级。
效果图喷砂机Sa2.5级抛丸机Sa2.5级-2-二、冷涂锌涂装施工注意事项:1、充分搅拌:第1次须用电动搅拌机搅拌3分钟以上,然后做一个特制配件(如下图),对桶底沉淀的锌粉进行2次搅拌,最后再次电动搅拌,确保桶底无沉底。
刷(辊)涂每隔30~60分钟搅拌一次;有气喷涂时,做到边喷涂边摇晃搅拌。
2、稀释剂及工具清洗剂:按要求使用配套的稀释剂3、涂装方法:可刷(辊)涂、有气(无气)喷涂、浸涂4、钢结构的焊接部位建议预刷涂冷涂锌一道约40μm三、冷涂锌涂装施工环境及条件:1、施工环境温度:-5℃~+50℃2、施工环境相对湿度:相对湿度小于85%即可涂装3、钢材表面温度:表面温度低于60℃,高于露点3℃,表面无水和冰4、再次复涂间隔时间:2-4小时5、冷涂锌最长涂装间隔:无限制6、冷涂锌层上涂覆其他配套涂料24~48小时(根据冷涂锌表面干燥情况)7、喷涂设备:每次施工前后都必须用冷涂锌专用稀释剂清洗干净→喷砂后→→电动搅拌特制配件确定没有沉底-4-四、相关设备参数施工方式手工刷涂、滚涂空气喷涂无空气喷涂稀释剂用量(重量比%)0-55-100-5喷出压力Mpa0.3-0.412.0-16.0喷嘴孔径mm 1.5-2.50.48-0.63有气喷涂冷涂锌搅拌均匀后添加专用稀释剂滚涂无气喷涂五、冷涂锌配套使用:冷涂锌+银色封闭剂冷涂锌+环氧云铁+聚氨酯面漆六:金磐冷涂锌涂装质量检查1、检查冷涂锌涂装施工时是否充分搅拌,是否用的是冷涂锌专用稀释剂。
2、涂层外观质量:钢结构表面不应误涂、漏涂;涂层不应脱皮和返锈。
涂层均匀,全部结果目测检查。
3、涂层附着力检查:附着力检查方法按照国家GB9286标准用划格法进行测定,附着力≤1级。
HGT4845-2015 冷涂锌涂料
HGT4845-2015冷涂锌涂料The cold sprayed zinc coatings冷涂锌涂料1 范围本标准规定了冷涂锌涂料的要求、试验方法、检验规则、标志、包装和贮存等内容。
本标准适用于常温施涂的,高锌含量的有机涂料。
该产品是由锌粉、有机树脂、溶剂等组成的单组分涂料。
主要用于钢铁底材暴露表面的阴极防护及镀(或喷)锌涂层破坏的修补。
本标准不适用于多组分富锌底漆。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 1725—2007 色漆、清漆和塑料不挥发物含量的测定GB/T 1728—1979 漆膜、腻子膜干燥时间测定法GB/T 1731—1993 漆膜柔韧性测定法GB/T 1732—1993 漆膜耐冲击测定法GB/T 1766—2008 色漆和清漆涂层老化的评级方法GB/T 1771—2007 色漆和清漆耐中性盐雾性能的测定GB/T 3186 色漆、清漆和色漆与清漆用原材料取样GB/T 5210—2006 色漆和清漆拉开法附着力试验GB/T 6890—2012 锌粉GB/T 8170 数值修约规则与极限数值的表示和判定GB/T 8923.1 涂覆涂料前钢材表面处理表面清洁度的目视评定第1部分:未涂覆过的钢材表面和全面清除原有涂层后的钢材表面的锈蚀等级和处理等级GB/T 9271—2008 色漆和清漆标准试板GB/T 9278 涂料试样状态调节和试验的温湿度GB/T 9286—1998 色漆和清漆漆膜的划格试验GB/T 9750 涂料产品包装标志GB/T 13288.1 涂覆涂料前钢材表面处理喷射清理后的钢材表面粗糙度特性第1部分:用于评定喷射清理后的钢材表面粗糙度的ISO表面粗糙度比较样块的技术要求和定义GB/T 13452.2—2008 色漆和清漆漆膜厚度的测定GB/T 13491 涂料产品包装通则HG/T 3668—2009 富锌底漆3 要求产品应符合表1的要求。
冷喷锌--产品说明书(武汉铁神化工有限公司)
冷喷锌说明书颜色:灰色。
组成:由高含量高纯度的锌粉和适量的特种高分子聚合物调配而成的,具有优于热镀锌的涂膜防腐漆。
主要特性:优异的阴极保护作用,避免受保护的钢铁被锈蚀,具有长效防腐功能。
形成的锌保护膜中,层层重叠的片状结构,大大提高涂层防腐密实性能,屏蔽能力强,优于热镀锌和无机富锌涂层。
涂膜具有优良的耐侯性能和抗紫外线老化性能,双重保护作用,有热浸镀锌的优点而克服了其不足,防护能力更强。
漆膜对水、酸、碱等化学腐蚀介质具有优异的抗腐蚀性能,其耐盐雾性能可达4000小时以上。
锌膜表面可单独作为防护涂层,也可以多种重防腐涂料涂复,配套性好。
单组份包装,施工方便,干燥性快,漆膜附着力强,耐磨性好,耐冲击性强。
用途:用于钢铁表面、大型钢结构防腐,如钢铁桥梁、铁塔、钢结构支架、地下管道、电力、机械设备、冶金、水闸、车辆、船舶、港口设施、海上平台、石油化工等钢铁结构表面的防腐和装饰。
质量标准:基本参数:密度约2.70g/cm3 理论用量470g/m2(100μm干膜计)湿膜厚度170μm干膜厚度100μm闪点28℃建议涂装道数:详见施工配套方案。
表面处理:钢铁表面喷砂处理至GB8923-88Sa2.5级,粗糙度;40~70μm施工参数:手工刷涂、辊涂空气喷涂无气喷涂专用稀释剂(用量比%)0~5 5~10 0~5 喷出压力Mpa 0.3~0.4 12.0~16.0 喷嘴孔直径mm 1.5~2.5 0.48~0.63安全说明:使用和处理本产品应遵守国家和当地制定的安全生产法规;产品储存时环境应保持干燥、阴凉、通风良好,且包装容器必须保持密闭;施工时施工人员应穿戴防护用品,并保持施工现场通风;储存和施工场地应避免明火;施工时若不慎将油漆和稀释剂溅入眼睛,请立即用大量清水冲洗,并到医院就诊;油漆、稀释剂及施工工具应置于儿童接触不到的地方。
冷喷锌涂层主要技术参考指标及使用方法
冷喷锌涂层主要技术参考指标及使用方法冷喷锌涂层,听上去是不是有点高大上?其实,它就是一种保护金属的涂层,能让你的铁件、钢材在风吹日晒下,依然光鲜亮丽,免受锈蚀的侵扰。
就像给你的车穿上了一层保护衣,走到哪儿都闪闪发光,真是让人心里倍儿爽呀!今天,就让我们来聊聊冷喷锌的技术指标和使用方法,保证让你听得懂,明白透彻。
1. 冷喷锌的基本概念冷喷锌,其实就是用一种特殊的喷涂技术,将锌粉喷涂到金属表面,形成一层坚固的保护膜。
这种膜不仅能防锈,还能耐磨,真是天上掉下来的“保护神”。
这种技术的好处是,喷涂过程中不需要加热,省时省力,还能保持金属的原有特性。
就像你穿的羽绒服,不加热就能保暖,实在是太贴心了。
1.1 主要技术指标说到技术指标,我们可不能马虎。
首先,冷喷锌涂层的厚度一般在50到100微米之间,这个厚度刚刚好,既能保护,又不会显得臃肿,简直是设计的艺术品。
此外,锌的纯度也很重要,通常要求在95%以上,纯度越高,抗腐蚀性越强,就像咱们的好朋友,越真诚越可靠。
1.2 耐久性与环境适应性还有耐久性,冷喷锌涂层的寿命一般在10年以上,能在各种恶劣环境下继续工作,比如海边的盐雾、工业区的酸雨,这些都难不倒它,真是“神仙打架,凡人不怕”。
当然,使用的时候要注意,最好是在温度在5到35摄氏度的环境下喷涂,这样效果更佳,简单来说就是挑个好天气,事半功倍。
2. 冷喷锌的使用方法说到使用方法,别担心,不复杂!首先,清理金属表面是第一步。
这就像是给面膜前的洁面,皮肤不干净,面膜也不管用。
要把表面上的油污、锈蚀等杂物清理干净,可以用砂纸打磨、清洗,甚至是喷砂,反正就是要干干净净的。
2.1 喷涂步骤接下来,就是喷涂的过程啦。
将冷喷锌设备调试好,把锌粉放进去,然后均匀喷涂在金属表面。
喷涂的时候要注意保持一定的距离,太近容易涂得厚薄不均,影响效果,简直是大煞风景!喷涂完成后,耐心等它自然干燥,这个过程就像煮泡面,稍等片刻,结果就会让你满意。
冷涂锌冷喷锌施工工艺
冷涂锌涂装工艺冷涂锌涂装工艺一、钢结构表面处理要求1、清洁度:ISO8501-1标准或GB8923-88国家标准进行喷砂或者抛丸至Sa2.5,并在2个小时内喷漆;2、粗糙度:Rz约50-70μm;3、现场焊接部位采用人工打磨除锈至St3或者St2级。
效果图喷砂机Sa2.5级抛丸机Sa2.5级-2-二、冷涂锌涂装施工注意事项:1、充分搅拌:第1次须用电动搅拌机搅拌3分钟以上,然后做一个特制配件(如下图),对桶底沉淀的锌粉进行2次搅拌,最后再次电动搅拌,确保桶底无沉底。
刷(辊)涂每隔30~60分钟搅拌一次;有气喷涂时,做到边喷涂边摇晃搅拌。
2、稀释剂及工具清洗剂:按要求使用配套的稀释剂3、涂装方法:可刷(辊)涂、有气(无气)喷涂、浸涂4、钢结构的焊接部位建议预刷涂冷涂锌一道约40μm三、冷涂锌涂装施工环境及条件:1、施工环境温度:-5℃~+50℃2、施工环境相对湿度:相对湿度小于85%即可涂装3、钢材表面温度:表面温度低于60℃,高于露点3℃,表面无水和冰4、再次复涂间隔时间:2-4小时5、冷涂锌最长涂装间隔:无限制6、冷涂锌层上涂覆其他配套涂料24~48小时(根据冷涂锌表面干燥情况)7、喷涂设备:每次施工前后都必须用冷涂锌专用稀释剂清洗干净→喷砂后→→电动搅拌特制配件确定没有沉底-4-四、相关设备参数施工方式手工刷涂、滚涂空气喷涂无空气喷涂稀释剂用量(重量比%)0-55-100-5喷出压力Mpa0.3-0.412.0-16.0喷嘴孔径mm 1.5-2.50.48-0.63有气喷涂冷涂锌搅拌均匀后添加专用稀释剂滚涂无气喷涂五、冷涂锌配套使用:冷涂锌+银色封闭剂冷涂锌+环氧云铁+聚氨酯面漆六:金磐冷涂锌涂装质量检查1、检查冷涂锌涂装施工时是否充分搅拌,是否用的是冷涂锌专用稀释剂。
2、涂层外观质量:钢结构表面不应误涂、漏涂;涂层不应脱皮和返锈。
涂层均匀,全部结果目测检查。
3、涂层附着力检查:附着力检查方法按照国家GB9286标准用划格法进行测定,附着力≤1级。
输变电设备“冷涂锌”防腐蚀施工技术规范
输变电设备“冷涂锌”防腐蚀施工技术规范
一、材料选择:
施工所用“冷涂锌”化学材料必须是双组份厚膜型重防腐“冷涂锌”材料,材料均应符合国家有关标准及规范的相关技术指标,并且有出厂合格证和检验报告等技术材料。
二、“冷涂锌”施工步骤及要求:
1、除锈
施工前除锈等级达到ST3级,无可见的油脂和污垢,且无附着不牢的起壳氧化皮、铁锈和旧漆皮等附着物,最大限度的增大钢结构和材料膜的附着力,符合国家标准《GB8923-88》。
2、涂刷
表面处理后应尽快(4小时内)涂刷第一道底漆。
施工应采用刷涂法纵横涂刷。
涂刷底漆
涂刷面漆
空气湿度控制:空气湿度大于80%时钢结构表面将会形成水膜,材料涂刷后材料下的水分会形成氢氧根离子挥发,严重影响涂层附着力,造成起皮、脱落等质量问题。
温度控制:温度低于5℃后“冷涂锌”六种材料的分子活性降低,材料分子之间不能进行化学反应,聚合失败,材料会失去防腐作用,失去阴极保护作用,严重影响防腐质量。
间隔时间控制:“冷涂锌”底料和面料涂刷间隔时间超过工艺规定时间(2-14天)后,涂层表面会出现锌盐(即碱式碳酸锌,又称白绣),因此涂刷间隔时间也必须严格按照工艺要求进行。
材料使用控制:“冷涂锌”材料配比聚合反应后,应立即使用,适用期6小时,超过时间不能继续使用,必须处理掉,以保证施工质量。
三、主要参数:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
材 料科学与工程 , 2 0 0 2 , 1 8 f 3 ) : 3 9 . 4 3 .
[ 1 8 】石 钢 . 环 氧 改 性 丙 烯 酸 树 脂 的合 成 【 J 】 . 辽宁化 工, 2 0 0 6 , 3 5
( 1 1 ) : 3 9 — 4 3 .
[ 6 】 储 富祥 , 吕时铎 , 蒋煜 , 等. 环氧 交联 丙烯酸树脂交联反应
P o l y me r S c i e n c e , 2 0 0 1 , 8 1 : 1 2 8 — 1 3 3 .
侯光 宇, 聂俊 , 谭证兵 , 等. 环氧有机硅 油改性丙烯酸树脂 [ 1 1 】
的合 成 及 性 能 [ J ] . 热 固性 树 脂 , 2 0 0 7 , 6 ( 2 2 ) : 1 1 - 1 4 .
( 4 ) 添置 气动涂料 搅拌器 , 除 了喷涂前 充分搅拌 外 ,
参 考 文 献
[ 1 ] 李敏 风 . 涂 层新材料 一冷涂 锌的优 良特性 ( 1 ) [ J ] . 现 代涂
还应做到边 喷涂边搅 拌。
料 与涂装 , 2 0 0 6 , 1 7 ( 8 ) : 5 8 . 5 9 .
业 , 1 9 9 8 , 6 : 1 6 — 1 8 .
[ 2 0 】 陈鹏 , 朱传方 . 密封 胶 用 环 氧 改 性 丙烯 酸 树 脂 生 产 工 艺 的 研 究[ J ] . 现代涂料与涂装, 2 0 0 7 , 4 ( 1 0 ) : 1 - 3 .
[ 2 1 ]胡登 华, 官仕龙 , 董桂 芳 , 等. 自乳化水性环氧树脂 的合成
[ 2 】 李敏风 . 钢结构冷涂锌 配套 方案[ J 】 . 电镀与涂饰 , 2 0 0 9 , 2 8
3 结 语
为取得 冷涂 锌 的最好 防腐蚀 效果 , 并节 能减耗 , 保
( 1 ) : 6 4 — 6 6 . [ 3 】 李敏 风 . 冷涂 锌的, t g ̄ g - b应 用[ J ] . 电镀 与涂饰 , 2 0 1 4 , 1 8 :
J o u r n a l o f Ap p l i e d Po l y me r S c i e n c e ,2 0 0 8 , 1 0 7 : 4 0 5 3 —
4 0 6 0.
n i e mu l s i o n P o l y me r i z a t i o n Me t h o d [ J ] . J o u r n a l o f A p p l i e d
郝 才成 . 水 性环氧 丙烯酸树 脂的合 成[ J ] . 华南理 [ 7 】 肖新 颜 , 工大学学报( 自然科 学版) , 2 0 0 9 , 6 ( 3 7 ) : 4 7 — 5 1 .
史立 平 . 环 氧 改 性 丙 烯 酸 涂 料 的研 制 [ J ] . 涂 料 工 [ 8 】 徐 丽真 ,
[ 1 5 】周孙进 , 谢 彩梅 , 龙得金 , 等. 环氧 丙烯酸树脂合成工 艺的 改进[ J ] _ 广 东石油化工 学院 学报 , 2 0 1 1 , 3 ( 2 1 ) : 1 2 . 1 4 .
B l o c k e d —I s o c y a n a t e G r o u p s [ J ] . J o u r n a l o f Ap p l i e d P o l y —
[ 1 6 】杨 勋兰 , 孙培 勤 , 刘大壮 , 等. 环氧一 丙烯 酸树脂乳 液的研
究[ J ] . 涂料 涂 装 与 电镀 , 2 0 0 5 , 4 : 1 9 — 2 2 .
【 1 7 ]潘桂 荣 , 武 利 民, 张竹 青 , 等. 缩聚物/ 力 n 聚 物复合胶 乳 的
制备 I . 环氧树脂/ 丙 酸树 脂 乳 液 接 枝 聚合 反 应 [ J ] . 高分 子
动 力学的研 究 [ J ] . 高分子材 料科 学 与工程 , 1 9 9 9 , 5 ( 1 5 ) :
1 6 9 1 71 .
[ 1 9 ]王春 艳 , 陈涛 , 朱传 方等 . 环 氧接 枝 改性 水性 丙烯酸树脂
的合成研究【 J ] . 应 用化 工, 2 0 0 6 , 3 5 ( 1 ) : 2 7 — 2 9 .
[ J ] . 武 汉 工 程 大 学 学报 , 2 0 1 1 , 3 3 ( 8 ) : 4 5 . 4 8 .
杜 美利 . 环 氧 丙烯 酸 树 脂 合 成 条 件 的 优 化 [ J ] . 实 [ 9 ] 王 关健 ,
验研 究与应 用, 2 0 0 6, 9 : 1 - 3 .
陈兰 , 等: 环氧 树脂 改性 丙烯 酸 树脂 的研 究进 展
层 影 响 因素 研 究[ J 】 . 中 国涂 料 , 2 0 1 2 , 2 7 ( 2 ) : 2 2 - 3 7 .
[ 1 3 ]韩峰 , 陈志 明 , 何 青峰 , 等. 水性环 氧一 丙烯 酸树脂 , 2 0 0 3 , 3 ( 3 3 ) : 1 - 3 .
【 1 4 】韩静 , 郑朝晖 , 胡新 华 , 等. 光 固化全 氟改性环氧 丙烯酸 酯 的合成 与性 能[ J ] . 高分子 材料科 学与 工程 , 2 0 0 8 , 3 ( 2 4 ) :
3 6 — 4 0 .
a n d El e c  ̄o d e - - p o s i t i o n P r o p e r t i e s o f Mi x t u r e s o f Ca t i o n i - ・ c Ep o x y Re s i n a n d Ca t i o n i c Ac r y l i c Re s i n Co n t a i n i n g —
Yi a n Zh e n g , Le i Zh o u , e t a 1 . S y n t h e s i s a n d Ap p l i c a t i o n o f a [ 1 0 ]
[ 2 2 ]李志强 , 温翠珠 , 王炼石 , 等. 环氧树 脂与 丙烯酸 酯单体
护环 境 , 需做好 3 项 关键工作 : 合 理设 计冷涂锌 的规定
膜厚 和合适 的重 防腐 涂料 类型与 规定膜厚 。在涂 装工
艺设计 中 , 采 用无气喷漆应控制好 喷嘴 、 设备 、 喷漆压力
等工艺环节 。
为1 3 . O MP a 左 右 。如 喷漆压力 >1 8 . 0 MP a , 冷涂锌 中 锌 粉会堵塞 喷嘴 , 无法 继续涂装施工 。
me r S c i e n c e , 1 9 9 4 , 5 1 :1 5 3 9 - 1 5 4 7 . r c o S a n g e r ma n o ,W i l l i a m Ca r b o n a r o ,e t a 1 .I n t e r p e n e — [ 5 ] Ma t r a t i n g P o l y me r Ne t wo r k s o l f - I y d r o c a r b o n a n d F l u o r o c a r b o n —
t i o n o f E p o x y Re s i n / Ac r y l i c Co mp o s i t e La t e x e s b y Mi —
No v e l E p o x y Gr a f t e d T h e r mo s e t t i n g Ac yl r i c R e s i n[ J ] .
丙烯酸环氧粉末涂料 [ J ] . 现 代 涂料 与 涂 装 , 2 0 0 6 , 1 1 : 1 — 2 .
皤
婚
( 上接第2 0页)
无气 喷涂冷涂锌 时 , 它 的 喷气 压 力 应 控 制 于 < 1 5 . 0 MP a 。如 重庆 长江机 械厂 O P T 9 C无气 喷漆机 , 喷冷涂锌 时 , 进 风压 力控 制在 0 . 4 MP a 左右, 喷 漆压 力
7 8 8 — 7 9 0
涂料综 述 CO AT I NGS V I EW
[ 2 4 ]童心 洁, 闫福安 , 唐 美超 , 等. 环氧树脂改性水性 丙烯酸 酯 树 脂及其玻璃烤漆研 究[ J ] . 中国涂料, 2 0 1 3 , 2 8 ( 1 ) : 3 6 . 3 8 .
黄畴 , 易英 , 叶发银 , 等. 甲基 丙烯 酸二 甲基氨基 乙酯改性 [ 1 2 ]
P o l y me r s : E p o x y / F l u o r i n a t e d A c r y l i c Ma c r o mo n o me r s [ J ] .
Ma c r o mo 1 . Ma t e r . En g . 2 0 1 0 , 2 9 5 : 4 6 9 - 4 7 5 .
的 接 枝 共 聚 及 其 汽 车 阴极 电 泳 涂 料 的性 能 [ J ] . 电镀与涂
饰, 2 0 0 9 , 2 8 ( 3 ) : 5 9 - 6 3 .
[ 2 3 】HI DE AK I KA WAH AR A, T OK I O GOT O,e t a 1 . P r e p a r a —
周子鹄 , 瞿 金清 , 等. 自分层环 氧一 丙烯酸复合 阴 [ 3 】 胡剑青 , 极 电泳 涂 料 的研 制 [ J ] . 云 南 大 学 学报 (自然 科 学版 ) ,
2 0 0 2 , 2 4 ( 1 A) : 2 0 8 . 2 1 2 . [ 4 ]
Y A HN -HA UR CH E N , CH I N —P N G I YAN G . Co e mu l s i o n