装盘长度参考表
ASTM B231标准

ASTM B231/B231M-041350同心绞合铝导体标准规范11.范围1.1本规范包含1350-H19铝线(特硬),1350-H16或H26(3/4硬),1350-H14或H24(1/2硬),及1350-H14或-H242(1/2硬),裸线螺旋式同心绞合一层或多层导体结构。
此类导体通常用于电力传输(注释1和2给予解释)。
1.2在标准中,将英磅制和国际单位制分开。
在不同单位制中,值并非完全相等,因此,不同的场合应采用相同的单位。
由两种单位同时存在得到的结果是不符合国家要求的。
1.2.1对于密度、强度和温度,标准中的数值单位指的国际单位制。
注释1-早在1975年,1350铝线指的是电工用铝线。
注释2-铝线及强度满足ANSI标准H35.1/H35.1M要求。
1350铝线相应于统一编号A91350中的E 527一致。
注释3-为了防止水纵向传播,引起导体被更多地覆盖/绝缘,允许导体作密封处理。
2.参考文件2.1如下的文件在出版之是有效的。
2.2 ASTM标准21.本规范由B01ASTM委员会授权使用,并直接对B01.07轻金属导体附属委员会负责。
版本于2004年4月1日批准。
2004年5月出版。
最初产生于1948年。
前一个版本B231/B231M-99于1999年批准发行2.参考ASTM标准,可访问ASTM网站,或与ASTM客户服务中心****************联系。
根据一年一度的ASTM标准通知,刊登于ASTM网站的标准的摘要中。
B193导体强度试验方法。
B230/B230M关于1350-H19电工用铝线的说明。
B263测定绞合导体横截面积的方法。
B354有关非绝缘金属导体的术语。
B609/B609M关于1350软和半软电工用圆铝线的说明。
B682关于导体的绞合尺寸(单位为米)的说明。
B29确定试验数据的有效位数。
B527关于金属及合金编号。
2.3 ANSI文件33.ANSI即美国联邦标准委员会,25W.43rd St.,4th Floor,New Y ork,NY 10036.ANSI H35.1 美国标准关于铝线的合金及韧性符号的规定。
螺钉长度标准

螺钉长度标准 IMB standardization office【IMB 5AB- IMBK 08- IMB 2C】公制机械牙螺丝设计标准一﹑公制机械牙螺丝(ISO)特点公制机械牙螺丝是目前世界范围内应用最广泛的螺丝种类,也是国际上正在大力推行的螺丝标准,英制(韦氏)规格﹑日本(JIS)规格﹑美国(ANSI)规格﹑德国(DIN)规格等螺纹将逐步被公制机械牙螺丝(ISO)规格替换。
公制机械牙螺丝是目前标准化﹑通用化﹑系列化程度最高的螺丝种类,应用范围极其广泛。
具有互换性强﹑破坏扭力大﹑抗张力强﹑加工精度高﹑适应性强﹑可预制便于节省时间﹑进步生产效率﹑配套零件齐全﹑结合配套零件可满足各种性能要求等优点。
二﹑三角自攻螺丝(TAPTITE)主要术语及技术参数1﹑标称直径:螺丝设计﹑生产﹑检验等公认的螺丝直径。
2﹑螺距﹑牙数:相邻两个牙顶之间的间隔或每英寸长度的牙数。
3﹑外径:螺丝所测出的最大均匀外径。
4﹑有效径:螺丝截面面积等效为一个圆形截面时所对应的直径。
5﹑标称长度:螺丝设计﹑生产﹑检验等公认的长度。
6﹑破坏扭力:螺丝达到扭裂或扭断状态所需要最小扭力。
7﹑抗张力:螺丝在轴向产生塑性变形或断裂状态所需要最小拉力。
8﹑表面硬度:螺丝表面头部较平坦部位测出的均匀硬度。
9﹑心部硬度:螺丝断面距中心约1/2半径位置所测出的均匀硬度。
10﹑渗碳硬化层深度:螺丝经表面渗碳处理后硬化层的厚度。
三﹑螺丝相关尺寸标准<一>﹑公制机械牙粗牙规格螺丝尺寸标准(牙型角:60)标称尺寸Designation 螺距Pith 外径Circle 有效直径Triangle最大Max 最小Min 公差Tolerance 最大Max 最小Min公差ToleranceM10M12M14M16<三>三角自攻螺丝长度系列及标准公差1﹑长度系列尺寸(mm)优先系列:4﹑5﹑6﹑8﹑10﹑12﹑15﹑18﹑22﹑25﹑30﹑36﹑42﹑50﹑60﹑80﹑100等允选系列:20﹑28﹑32﹑40﹑45﹑55﹑70﹑90等2﹑螺丝长度公差表(mm)长度Length <2mm 23mm >3mm公差Tolerance +0+0+0长度Length <4mm 410mm 1020mm >20mm公差Tolerance +0+0+0+0﹑﹑长度Length <20mm 2040mm >40mm公差Tolerance +0+0+0M5以上长度Length <10mm >10mm公差Tolerance +0+0四﹑公制机械牙粗牙规格螺丝主要机械性能参数标准级以上)标称尺寸Designation 螺距Pith 破坏扭力抗张力表面渗碳热处理规格>N.m >Kg 表面硬度心部硬度硬化层深度120 460-600 250-380五﹑公制机械牙粗牙规格螺丝头型及槽形选择<一>﹑公制机械牙粗牙规格螺丝头型种类1﹑盘头P2﹑伞头T3﹑平顶沉头F4﹑六角头H5﹑内六角圆柱头6﹑扁头B或圆头R<二>﹑公制机械牙粗牙规格螺丝头型选择1﹑优先选用盘头P:有用到扁头B及圆头R时需考虑用盘头替换,被锁付零件孔相对较小﹑材质较硬时均可考虑用盘头螺钉。
GB50171_92电气装置安装工程盘、柜和二次回路结线施工和验收规范标准[详]
![GB50171_92电气装置安装工程盘、柜和二次回路结线施工和验收规范标准[详]](https://img.taocdn.com/s3/m/b8c80c38763231126edb1133.png)
电气装置安装工程盘、柜及二次回路结线施工及验收规范GB50171-92主编部门:中华人民共和国能源部批准部门:中华人民共和国建设部施行日期:1993年7月1日关于发布国家标准《电气装置安装工程旋转电机施工及验收规范》等五项国家标准的通知建标[1992]911号根据国家计委计标函(1987)78号、建设部(88)建标字25号文的要求,由能源部会同有关部门共同制订的《电气装置安装工程旋转电机施工及验收规范》等五项标准,已经有关部门会审,现批准《电气装置安装工程旋转电机施工及验收规范》GB50170-92、《电气装置安装工程盘、柜及二次回路结线施工及验收规范》GB50171-92、《电气装置安装工程蓄电池施工及验收规范》GB50172-92、《电气装置安装工程电缆线路施工及验收规范》GB50168-92和《电气装置安装工程接地装置施工及验收规范》GB50169-92为强制性国家标准,自1993年7月1日起施行。
原《电气装置安装工程施工及验收规范》中第三篇旋转电机篇、第四篇盘、柜及二次回路结线篇、第五篇蓄电池篇、第十一篇电缆线路篇及第十五篇接地装置篇同时废止。
本标准由能源部负责管理,具体解释等工作由能源部电力建设研究所负责,出版发行由建设部标准定额研究所负责组织。
中华人民共和国建设部1992年12月修订说明本规范是根据国家计委计标函(1987)78号、建设部(88)建标字25号文的要求,由原水利电力部负责主编,具体由能源部电力建设研究所会同有关单位共同编制而成。
修订过程中,规范组进行了广泛调查研究,认真总结了原规范执行以来的经验,吸取了部分科研成果,广泛征求了全国有关单位的意见,最后由我部会同有关部门审查定稿。
本规范共分五章和一个附录。
这次修订主要增加了弱电回路抗干扰、静态保护和微机监控等方面的内容。
本规范执行过程中,如发现有欠妥之处,请将意见和有关资料直接函寄本规范的管理单位能源部电力建设研究所(北京良乡,邮政编码:102401),以便今后修订时参考。
设备安装允许偏差
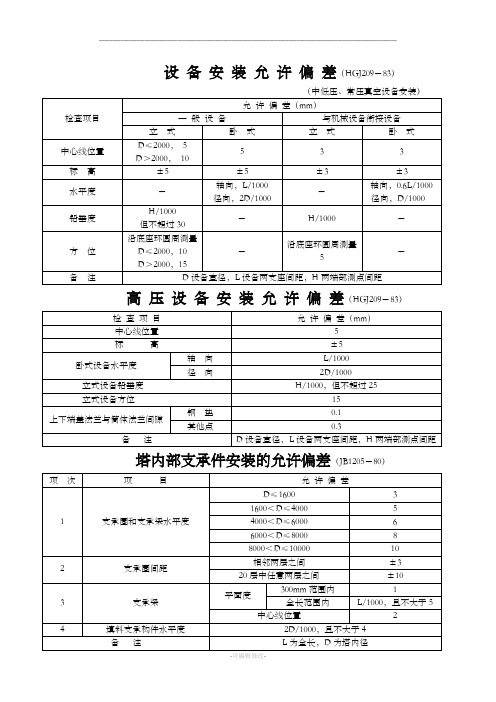
设备安装允许偏差(HGJ209-83)(中低压、常压真空设备安装)高压设备安装允许偏差(HGJ209-83)塔内部支承件安装的允许偏差(JB1205-80)塔盘安装尺寸的允许偏差(JB1205-80)填料塔内件安装的允许偏差(JB1205-80)设备安装基础的允许偏差(HGJ209-83)钢结构安装基础的允许偏差(GB50205-2001)工艺管线探伤检测百分率及合格等级(SH3501-2001)管道分级(SH3501-2002)钢板表面锈蚀减薄量,划痕深度与钢板实际偏差之和,应符合下表规定储罐壁板尺寸的允许偏差,应符合下表规定。
表示为北京院可变弹簧支架代号工作范围由030.060.090.120表示,分别代表30.60----弹簧号由08.09.10---22数字表示型号由...---表示安装标尺(指示板指示值)由1-3位表示安装高度由3-4位表示--弹簧型号表示法弯管最小弯曲半径焊缝咬边:设计温度低于-29℃的管道、不锈钢和淬硬性倾向较大的合金钢管道焊缝表面,不得有咬边现象;其它材质管道焊缝咬边深度不应大于0.5mm,连续咬边长度不应大于100mm,其焊缝两侧咬边总长不大于该焊缝全长的10%;焊缝表面不得低于管道表面,焊缝余高∆h应符合下列要求:100%射线检测焊接接头,其∆h≦1+0.1b1,且不大于2mm;其余焊接接头,∆h≦1+0.2b1,且不大于3mm。
注:b1w为焊接接头组对后坡口的最大宽度,mm。
焊工证详解:SMAW-------手工电弧焊GTAW-------手工钨极氩弧焊板证:1G 2G 3G 4G 管证:1G 2G 5G 6G平焊横焊立焊仰焊转动水平固定立向上全位置FG-------管板、马鞍口(三通)ⅠQ235、20#、20gⅡ16Mn、12CrMo、15CrMo、1¼Cr½MoⅢCr5MoⅣ1Cr18Ni9Ti(TP304)、0Cr18Ni9、00Cr17Ni14Mo2(316L)、00Cr19Ni10 有Ⅲ可以代替Ⅰ、Ⅱ;有Ⅱ可以代替Ⅰ;不锈钢证是专用的,不能代替。
铜排及安装规范

铜排制作工艺及规程目录1.目的 (1)2. 制作人员要求 (2)3. 铜排加工设备的操作及维护 (2)4. 铜排的移动和存放 (3)5. 铜排的制作 (4)6.带电母线的安全防护 (6)7. 铜排的现场安装 (6)8.附表 (9)1.目的1.1本规程为车间的铜排制作质量起到重要保障作用。
1.2直接对铜排的制造工艺进行指导。
1.3本规程能规范车间制作铜排的协调性和统一性。
1.4本规程将减少制作铜排过程中的返工并提高制作铜排的效率。
1.5本规程是在所有国家标准的框架下结合本车间的实际情况制作的文件。
2.制作人员要求2.1制作人员必须经过铜排加工培训。
2.2制作人员必须逻辑思维能力较强(需具备一定的天赋条件)。
2.3制作人员必须有一定的体力。
2.4制作人员必须能吃苦耐劳。
3.铜排加工设备的操作及维护3.1制作人员必须完全按照设备的操作说明书来操作,不得违规操作造成人员、设备的损伤损坏。
3.2铜排机的模具以及配件要保持完好。
3.3设备必须定期保养。
3.4设备的管理保养制度要完善。
3.5多工位母线加工机3.5.1首次开机前必须先给油箱注油,以免损坏油泵。
3.5.2必须认真阅读使用说明书,熟悉机器的结构、性能和操作方法。
3.5.3不要带围巾或穿大衣之类的衣服操作。
3.5.4用正确的方法进行工作,以便在发生故障时尽快停车和摆脱危险。
3.5.5如果环境温度低于0℃时,工作前应先开机空转机分钟。
3.5.6安装、调试(对模、调整刀片间隙)或拆卸模具,必须由熟悉机器的人员按照规定的规程进行。
3.5.7当机器开动时,切勿把手或身体的一部分放在上下模(刀片)之间,以免发生事故。
3.5.8一切杂物及工具勿放在工作台上,以免轧入模具或刀口而造成事故。
3.5.9由于本机器可多人操作,所以必须有专人负责指挥生产。
3.5.10一定要根据铜排(或铝排)的厚度选择号剪切刀片和冲模的间隙及折弯圆角半径。
3.5.11在更换模具时一定要停机,以免发生危险。
PCB焊盘与孔径设计一般规范(仅参考)
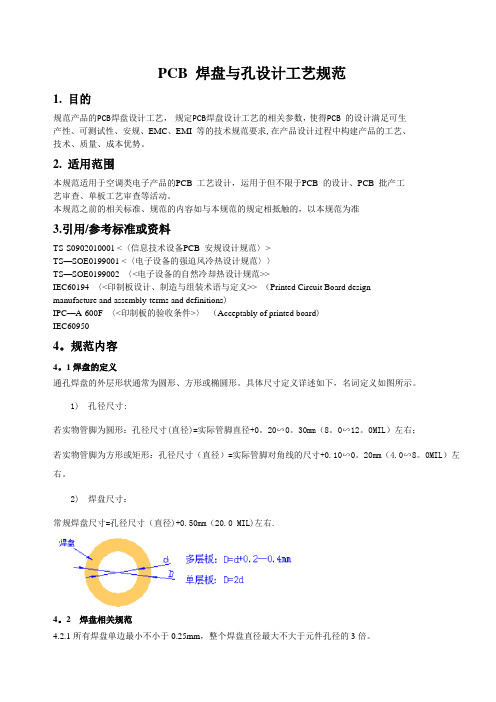
PCB 焊盘与孔设计工艺规范1. 目的规范产品的PCB焊盘设计工艺,规定PCB焊盘设计工艺的相关参数,使得PCB 的设计满足可生产性、可测试性、安规、EMC、EMI 等的技术规范要求,在产品设计过程中构建产品的工艺、技术、质量、成本优势。
2. 适用范围本规范适用于空调类电子产品的PCB 工艺设计,运用于但不限于PCB 的设计、PCB 批产工艺审查、单板工艺审查等活动。
本规范之前的相关标准、规范的内容如与本规范的规定相抵触的,以本规范为准3.引用/参考标准或资料TS-S0902010001 <〈信息技术设备PCB 安规设计规范〉>TS—SOE0199001 <〈电子设备的强迫风冷热设计规范〉〉TS—SOE0199002 〈<电子设备的自然冷却热设计规范>>IEC60194 〈<印制板设计、制造与组装术语与定义>> (Printed Circuit Board designmanufacture and assembly-terms and definitions)IPC—A-600F 〈<印制板的验收条件>〉(Acceptably of printed board)IEC609504。
规范内容4。
1焊盘的定义通孔焊盘的外层形状通常为圆形、方形或椭圆形。
具体尺寸定义详述如下,名词定义如图所示。
1)孔径尺寸:若实物管脚为圆形:孔径尺寸(直径)=实际管脚直径+0。
20∽0。
30mm(8。
0∽12。
0MIL)左右;若实物管脚为方形或矩形:孔径尺寸(直径)=实际管脚对角线的尺寸+0.10∽0。
20mm(4.0∽8。
0MIL)左右。
2)焊盘尺寸:常规焊盘尺寸=孔径尺寸(直径)+0.50mm(20.0 MIL)左右.4。
2 焊盘相关规范4.2.1所有焊盘单边最小不小于0.25mm,整个焊盘直径最大不大于元件孔径的3倍。
一般情况下,通孔元件采用圆型焊盘,焊盘直径大小为插孔孔径的1。
《电气装置安装工程盘、柜及二次回路接线施工及验收规范》GB 50171

电气装置安装工程盘、柜及二次回路结线施工及验收规范GB50171—92主编部门:中华人民共和国能源部批准部门:中华人民共和国建设部施行日期: 1993年7月1日关于发布国家标准《电气装置安装工程旋转电机施工及验收规范》等五项国家标准的通知建标[1992]911号根据国家计委计标函(1987)78号、建设部(88)建标字25号文的要求,由能源部会同有关部门共同制订的《电气装置安装工程旋转电机施工及验收规范》等五项标准,已经有关部门会审,现批准《电气装置安装工程旋转电机施工及验收规范》GB50170—92、《电气装置安装工程盘、柜及二次回路结线施工及验收规范》GB50171—92、《电气装置安装工程蓄电池施工及验收规范》GB50172 —92、《电气装置安装工程电缆线路施工及验收规范》GB50168—92和《电气装置安装工程接地装置施工及验收规范》GB50169—92为强制性国家标准,自1993年7月1日起施行。
原《电气装置安装工程施工及验收规范》中第三篇旋转电机篇、第四篇盘、柜及二次回路结线篇、第五篇蓄电池篇、第十一篇电缆线路篇及第十五篇接地装置篇同时废止。
本标准由能源部负责管理,具体解释等工作由能源部电力建设研究所负责,出版发行由建设部标准定额研究所负责组织。
中华人民共和国建设部1992年12月修订说明本规范是根据国家计委计标函(1987)78号、建设部(88)建标字25号文的要求,由原水利电力部负责主编,具体由能源部电力建设研究所会同有关单位共同编制而成。
修订过程中,规范组进行了广泛调查研究,认真总结了原规范执行以来的经验,吸取了部分科研成果,广泛征求了全国有关单位的意见,最后由我部会同有关部门审查定稿。
本规范共分五章和一个附录。
这次修订主要增加了弱电回路抗干扰、静态保护和微机监控等方面的内容。
本规范执行过程中,如发现有欠妥之处,请将意见和有关资料直接函寄本规范的管理单位能源部电力建设研究所(北京良乡,邮政编码:102401),以便今后修订时参考。
10kV柱上变压器台制作规范标准
10kV柱上变压器台制作规范1 范围为提高10kV 柱上变压器台及进出线工程建设质量和施工工艺水平进一步深化“五化”设计标准化、物料成套化、采购超市化、施工装配化、工艺规范化建设特制定本规范。
本规范适用于10kV柱上变压器台及进出线新建、改造工程。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本规范的条款。
凡是注明日期的引用文件其随后所有的修改单不包括勘误的内容或修订版均不适用于本规范然而鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注明日期的引用文件其最新版本适用于本标准。
GB50173-92 电气装置安装工程《35kV 及以下架空电力线路施工及验收规范》GB50169-2006《电气装置安装工程接地装置施工及验收规范》GB/T4623-2006《环形混凝土电杆》GB 1094-2005 《电力变压器》SD292-88《架空配电线路及设备运行规程》DL/T 5231-2001《农村电网建设与改造技术导则》DL/T 499-2001《农村低压电力技术规程》DL/T 5220-2005《10kV及以下架空配电线路设计技术规程》DL/T 5219《架空送电线路基础设计技术规定》DL477-2001《农村低压电气安全工作规程》DL/T736-2010《农村电网剩余电流动作保护器安装运行规程》国家电网公司输变电工程典型设计《农网10kV 配电工程分册2006版》国家电网公司输变电工程通用设计《农网10kV 及以下工程补充方案分册2010版》国家电网公司输变电工程典型设计《农网10kV 和380/220配电线路分册2006版》国家电网公司电力线路安全工作规程电力线路部分3 器材检验3.1 配电变压器配电变压器铭牌、器身无锈蚀高低压套管完好无损油位正常外壳干净无渗漏油现象。
3.2 JP柜3.2.1 JP柜外观完整、无损伤、锈蚀、变形防水、防潮、防尘、通风措施可靠箱门开闭灵活门锁可靠关闭严密箱内各元件型号、规格符合设计要求各元件组装牢固连接紧密接触可靠。