数控大赛数控车试题 (学生组4)
数控车床技能大赛试题
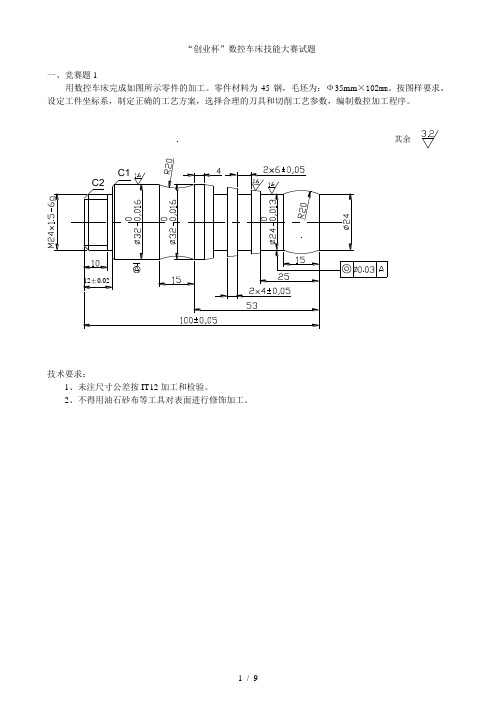
“创业杯”数控车床技能大赛试题一、竞赛题1用数控车床完成如图所示零件的加工。
零件材料为45钢,毛坯为:Ф35mm×102mm。
按图样要求,设定工件坐标系,制定正确的工艺方案,选择合理的刀具和切削工艺参数,编制数控加工程序。
其余技术要求:1、未注尺寸公差按IT12加工和检验。
2、不得用油石砂布等工具对表面进行修饰加工。
二、评分标准三、刀具准备1、外圆粗车刀1把2、外圆精车刀1把3、60º外螺纹刀1把4、外切槽刀1把(4mm)四、检测量具准备1、150mm游标卡尺1把2、0~25mm外径千分尺1把3、25~50mm外径千分尺1把4、深度千分尺1把5、百分表1只6、磁性表座1套7、M24×1.5-6g螺纹环规1把8、分度头1只9、150mm钢直尺1把10、5~25mm内径千分尺1把“创业杯”数控车床技能大赛试题竞赛题2用数控车床完成如图所示零件的加工,零件材料为45钢,毛坯为:Ф60m m×122mm。
按图样要求设定工件坐标系,制定正确的工艺方案,选择合理的刀具和切削工艺参数,编制数控加工程序。
技术要求1、未注倒角C2。
2、未注尺寸公差按IT12加工和检验。
3、不得用油石砂布等工具对表面进行修饰加工。
三、刀具准备1、外圆粗车刀1把2、外圆精车刀1把3、60º外螺纹刀1把4、外切槽刀1把(4mm)5、外圆弧车刀1把6、内孔镗刀1把7、内切槽刀1把8、Ф20mm钻头1把9、中心钻1只四、量具准备1、150mm游标卡尺1把2、25~50mm外径千分尺1把3、50~75mm外径千分尺1把4、25~50mm内径千分尺1把5、深度千分尺1把6、M32×2-6g螺纹环规1把7、百分表1只8、磁性表座1套9、分度头1只10、150mm钢直尺1把“创业杯”数控车床技能大赛试题竞赛题3用数控车床完成如图所示零件的加工。
此零件为配合件,件1与件2相配,零件材料为45钢,件1毛坯为:Ф50m m ×62mm ,件2毛坯为:Ф50m m ×100mm ,按图样要求设定工件坐标系,制定正确的工艺方案,选择合理的刀具和切削工艺参数,编制数控加工程序。
第八届全国数控技能大赛-数车样题

题样作操组生学项赛车控数赛大能技控数国全届八第第八届全国数控技能大赛数控车赛项学生组操作样题第八届全国数控技能大赛数控车赛项学生组操作样题题样作操组生学项赛车控数赛大能技控数国全届八第题样作操组生学项赛车控数赛大能技控数国全届八第模块号:1A30.8Φ880.027-0.027M 超差全扣2C70.8Φ820.027-0.027M 超差全扣3C70.8M 30×1.5M 超差全扣4H30.8M 30×1.5M超差全扣5C20.8Φ960-0.022CMM 超差全扣6C20.8Φ920-0.022CMM 超差全扣7A30.8Φ690-0.03CMM 超差全扣8A30.8Φ550.023-0.023CMM 超差全扣9C30.8Φ720-0.03CMM 超差全扣10A40.8Φ600-0.03CMM 超差全扣11A40.8Φ560-0.019CMM 超差全扣12C40.8Φ380.031-0.031CMM 超差全扣13A40.8Φ750-0.019CMM 超差全扣14A40.8Φ450-0.025CMM 超差全扣15A50.8Φ580-0.03CMM 超差全扣16C40.8Φ290.026-0.026CMM 超差全扣17C60.8Φ280.016-0.016CMM 超差全扣18C60.8Φ32-0.025-0.064CMM 超差全扣19C70.8Φ320-0.039CMM 超差全扣20H10.8Φ880.0350CMM 超差全扣21H10.8Φ760-0.03CMM 超差全扣22H20.8Φ700.030CMM 超差全扣23H20.8Φ590-0.03CMM 超差全扣24H20.8Φ440.0160CMM 超差全扣25H30.8Φ380.0250CMM 超差全扣26H40.8Φ220.0210CMM 超差全扣27H70.8Φ230.0210CMM 超差全扣28E30.8L 170-0.018CMM 超差全扣29E30.8L 50.0180CMM 超差全扣30E30.8L 4.50-0.018CMM 超差全扣31E40.8L 110-0.027CMM 超差全扣32E40.8L 130.013-0.013CMM 超差全扣33E40.8L 156.50.031-0.031CMM 超差全扣34F20.8L 150.0180CMM 超差全扣35F30.8L 39.50.0250CMM 超差全扣36F30.8L 4.50-0.018CMM 超差全扣独立赛件2018年中国技能大赛―第八届全国数控技能大赛数控车学生组评分表(样题)评分标准备注直径/长度/Ra基本尺寸上偏差下偏差测量方法序号图位配分尺寸第八届全国数控技能大赛数控车赛项学生组操作样题模块号:独立赛件2018年中国技能大赛―第八届全国数控技能大赛数控车学生组评分表(样题)评分标准备注直径/长度/Ra基本尺寸上偏差下偏差测量方法序号图位配分尺寸38F50.8L 10.50.0180CMM 超差全扣39I30.8L 300.0210CMM 超差全扣40J30.8L 320.0390CMM 超差全扣41I40.8L 190.016-0.016CMM 超差全扣42J40.8L 360.019-0.019CMM 超差全扣43I40.8L 30.012-0.012CMM 超差全扣44I40.8L 80.0220CMM 超差全扣45I50.8L 50.015-0.015CMM 超差全扣46I50.8L 8.50-0.015CMM 超差全扣47J50.8L 210.016-0.016CMM 超差全扣48J60.8L 610.015-0.015CMM 超差全扣49B2 1.25Ra 0.40-0.4M 超差全扣50G2 1.25Ra 0.60-0.6M 超差全扣51B5 1.25Ra 0.80-0.8M 超差全扣52I41.25Ra 0.80-0.8M 超差全扣53I20.8◎0.03CMM 超差全扣54F60.8∥0.03CMM超差全扣1 2.5PHL1187.50.057-0.057M 超差全扣2 2.5PHL2187.50.057-0.057M 超差全扣3 2.5PHL3187.50.057-0.057M 超差全扣4 2.5PHL4187.50.057-0.057M超差全扣15主观评分4级打分60总配分数E6第八届全国数控技能大赛数控车赛项学生组操作样题批量赛件1C30.3Φ560-0.019M 超差全扣2C60.3Φ750.023-0.023M 超差全扣3H60.25M 30×1.5M 超差全扣4C20.3Φ670-0.03CMM 超差全扣5C20.3Φ570-0.019CMM 超差全扣6C30.3Φ420.019-0.019CMM 超差全扣7C40.3Φ350.019-0.019CMM 超差全扣8B40.3Φ380.019-0.019CMM 超差全扣9H20.3Φ410.0250CMM 超差全扣10H20.3Φ300.0210CMM超差全扣11H30.3Φ210.0210CMM 超差全扣12E40.25L 30.012-0.012CMM 超差全扣13E40.25L 560.023-0.023CMM 超差全扣14F40.25L 29.50.016-0.016CMM 超差全扣15F50.25L 210.016-0.016CMM 超差全扣16F50.25L 50.0180CMM 超差全扣17F40.25L 3.50.015-0.015CMM 超差全扣18F50.25L 40.015-0.015CMM 超差全扣19I40.25L 21.50.0330CMM 超差全扣20I50.25L 28.50.0330CMM 超差全扣21H50.25L 10.50.0180CMM 超差全扣22B40.75Ra0.80-0.4M超差全扣23I30.25∥0.03CMM超差全扣240.75外观7.5总配分数评分标准备注直径/长度/Ra基本尺寸上偏差下偏差测量方法2018年中国技能大赛―第八届全国数控技能大赛数控车学生组成绩统计表(样题)模块号序号图位配分尺寸第八届全国数控技能大赛数控车赛项学生组操作样题1C20.5Φ960-0.022Φ2C40.5Φ380.031-0.031Φ3A50.5Φ580-0.03Φ4H20.5Φ440.0160Φ5H30.5Φ380.0250Φ6E40.5L 130.013-0.013L 7F20.5L 150.0180L 8F30.5L 4.50-0.018L 9J40.5L 360.019-0.019L 10J60.5L610.015-0.015L5尺寸录入裁判员签字:检测裁判长签字:总配分数直径/长度检测尺寸上偏差下偏差直径/长度/Ra选手检测值第八届全国数控技能大赛数控车学生组(样题)自检尺寸选手用表场次________________ 赛位_________________第八届全国数控技能大赛数控车学生组(样题)自检尺寸选手用表编号________________(加密区域选手严禁填写) 项目 自检尺寸 日期________________序号图位配分自检要素选手检测第八届全国数控技能大赛数控车赛项学生组操作样题赛位510.4工具、量具、刀具分区摆放检测裁判长签字:2018年中国技能大赛―第八届全国数控技能大赛数控车学生组成绩统计表(样题)项目职业素养场次序号配分评判要素裁判员评判成绩 (0 to 10)得分1230.4量具摆放整齐、规范、不重叠3420.4工具摆放整齐、规范、不重叠40.4刀具摆放整齐、规范、不重叠60.5工作服、工作帽、工作鞋穿戴规范50.5防护镜佩戴规范70.4赛后现场清理、清洁及其它82现场表现签字签字签字签字签字5配分数得分第八届全国数控技能大赛数控车赛项学生组操作样题2018年中国技能大赛——第八届全国数控技能大赛决赛数控车职工组/教师组/学生组刀具清单题样作操组工职项赛车控数赛大能技控数国全届八第第八届全国数控技能大赛数控车赛项职工组操作样题题样作操组工职项赛车控数赛大能技控数国全届八第第八届全国数控技能大赛数控车赛项职工组操作样题题样作操组工职项赛车控数赛大能技控数国全届八第题样作操组工职项赛车控数赛大能技控数国全届八第第八届全国数控技能大赛数控车赛项职工组操作样题题样作操组工职项赛车控数赛大能技控数国全届八第题样作操组工职项赛车控数赛大能技控数国全届八第题样作操组工职项赛车控数赛大能技控数国全届八第模块号:1D40.8Φ90-0.036-0.071M 超差全扣2D60.8M 30×1.5M 超差全扣3D20.8Φ960-0.022CMM 超差全扣4D60.8Φ44-0.025-0.05CMM超差全扣5D70.8Φ90-0.012-0.034CMM 超差全扣6H20.8Φ440.0250CMM 超差全扣7H20.8Φ320.0250CMM 超差全扣8H60.8Φ200.0210CMM 超差全扣9H60.8Φ68-0.03-0.06CMM 超差全扣10H70.8Φ780.030CMM 超差全扣11E30.8L 100-0.009CMM 超差全扣12E30.8L 150.0180CMM 超差全扣13E40.8L 400.0340.009CMM 超差全扣14E40.8L 61-0.01-0.029CMM 超差全扣15E50.8L 32-0.025-0.05CMM 超差全扣16E60.8L 150.0240.006CMM 超差全扣17F40.8L 1170.017-0.017CMM 超差全扣18J30.8L 400.0250CMM 超差全扣19J40.8L 130.0430.016CMM 超差全扣20J50.8L70.0220CMM超差全扣21B30.55Ra 0.40-0.4M 超差全扣22B50.55Ra 0.80-0.8M 超差全扣23B60.55Ra 0.60-0.6M 超差全扣24I60.55Ra0.8-0.8M超差全扣25G60.8◎0.02CMM 超差全扣26F50.8∥0.02CMM超差全扣272.2主观评分4级打分22本座体2018年中国技能大赛―第八届全国数控技能大赛数控车职工组评分表(样题)总配分数评分标准备注直径/长度/Ra基本尺寸上偏差下偏差测量方法序号图位配分尺寸第八届全国数控技能大赛数控车赛项职工组操作样题模块号:1C30.8Φ260.0330M 超差全扣2C90.8Φ50.770-0.03M 超差全扣3C90.8Φ61.6850-0.03M超差全扣4C20.8Φ60-0.01-0.029CMM 超差全扣5C30.8Φ500.0250CMM 超差全扣6C30.8Φ300-0.013CMM 超差全扣7C70.8Φ42-0.009-0.034CMM 超差全扣8C70.8Φ34-0.025-0.05CMM 超差全扣9C80.8Φ27-0.02-0.053CMM 超差全扣10C80.8Φ32-0.025-0.041CMM 超差全扣11C90.8Φ44-0.025-0.041CMM 超差全扣12A40.8L 40.60.0640.025CMM 超差全扣13A70.8L 80-0.015CMM 超差全扣14B70.8L 8-0.015CMM 超差全扣15D60.8L 50.0180CMM 超差全扣16D70.8L 140.0180CMM 超差全扣17D70.8L 290.0210CMM 超差全扣18D80.8L 130.0180CMM 超差全扣19D80.8L 180.013-0.013CMM 超差全扣20E60.8L141.50.02-0.02CMM超差全扣21B40.55Ra 0.80-0.4M 超差全扣22B40.55Ra 0.60-0.6M 超差全扣23E80.55Ra 0.80-0.8M 超差全扣24B80.55Ra0.40-0.4M超差全扣25D30.8◎0.02CMM 超差全扣26D30.8∥0.02CMM超差全扣272.2主观评分4级打分22下偏差测量方法评分标准总配分数2018年中国技能大赛―第八届全国数控技能大赛数控车职工组评分表(样题)锥轴序号图位配分尺寸备注直径/长度/Ra基本尺寸上偏差第八届全国数控技能大赛数控车赛项职工组操作样题模块号:1D30.7Φ76-0.03-0.06CMM 超差全扣2D30.7Φ300.2250.2CMM 超差全扣3D60.7Φ600.230.2CMM 超差全扣4D70.7Φ940-0.022CMM 超差全扣5G30.5L 80.1-0.1M 超差全扣6G30.5L 80.1-0.1M 超差全扣7B40.7L 710.230.2CMM 超差全扣8B50.7L 180.0270CMM 超差全扣9F50.7L 240-0.013CMM 超差全扣10J40.7L79.50.015-0.015CMM 超差全扣11B30.25Ra 0.60-0.6M 超差全扣12B60.25Ra 0.40-0.4M 超差全扣13C70.25Ra 0.80-0.4M 超差全扣14I30.25Ra0.6-0.6M 超差全扣15E70.7◎0.015CMM 超差全扣16F60.7∥0.02CMM超差全扣171主观评分4级打分101B62PHL1340.019-0.019M 超差全扣2B82PHL2170.021-0.021M 超差全扣3E52PHL370.80.015-0.015M 超差全扣4E62PHL4172.50.05-0.05M 超差全扣5A52PHL4销子转动一个循环M动态检验102018年中国技能大赛―第八届全国数控技能大赛数控车职工组评分表(样题)导套序号图位配分尺寸备注直径/长度/Ra基本尺寸上偏差装配分数下偏差测量方法评分标准总配分数第八届全国数控技能大赛数控车赛项职工组操作样题模块号:1D60.85M 30×1.5M 超差全扣2D90.85M 30×1.5M超差全扣3D50.85Φ90-0.012-0.034CMM 超差全扣4D50.85Φ820-0.022CMM 超差全扣5D60.85Φ78-0.03-0.06CMM超差全扣6D60.85Φ680.030CMM 超差全扣7D90.85Φ200.0210CMM 超差全扣8D90.85Φ38-0.009-0.034CMM 超差全扣9D100.85Φ56-0.03-0.06CMM 超差全扣10D100.85Φ620-0.03CMM 超差全扣11D100.85Φ66-0.01-0.029CMM 超差全扣12D110.85Φ72-0.03-0.06CMM 超差全扣13D110.85Φ84-0.012-0.034CMM 超差全扣14D110.85Φ950-0.022CMM 超差全扣15B60.8L 11-0.006-0.024CMM 超差全扣16B60.8L 60.0160.004CMM 超差全扣17B70.8L 37-0.025-0.05CMM 超差全扣18B70.8L 210.0280.007CMM 超差全扣19B70.8L 120.0270CMM 超差全扣20C70.8L 4-0.01-0.022CMM 超差全扣21B80.8L 360-0.025CMM 超差全扣22B80.8L 90-0.015CMM 超差全扣23B80.8L 150.0180CMM 超差全扣24B80.8L 30-0.014CMM 超差全扣25E70.8L 120.0180CMM 超差全扣26F70.8L 320.0250CMM 超差全扣27F80.8L 220.0280.007CMM 超差全扣28F80.8L 78-0.03-0.06CMM超差全扣29B80.775Ra 0.60-0.6M 超差全扣30C60.775Ra 0.40-0.4M 超差全扣31C100.775Ra 0.80-0.4M 超差全扣32F90.775Ra0.60-0.6M超差全扣33F110.85◎0.015CMM 超差全扣34F100.85∥0.02CMM超差全扣353.1主观评分4级打分31下偏差测量方法评分标准总配分数2018年中国技能大赛―第八届全国数控技能大赛数控车职工组评分表(样题)球盖序号图位配分尺寸备注直径/长度/Ra基本尺寸上偏差第八届全国数控技能大赛数控车赛项职工组操作样题赛位5配分数得分签字签字签字签字签字82现场表现70.4赛后现场清理、清洁及其它60.5工作服、工作帽、工作鞋穿戴规范50.5防护镜佩戴规范40.4刀具摆放整齐、规范、不重叠20.4工具摆放整齐、规范、不重叠裁判长签字:2018年中国技能大赛―第八届全国数控技能大赛数控车职工组成绩统计表(样题)项目职业素养场次序号配分评判要素裁判员评判成绩 (0 to 10)得分1230.4量具摆放整齐、规范、不重叠34510.4工具、量具、刀具分区摆放第八届全国数控技能大赛数控车赛项职工组操作样题2018年中国技能大赛——第八届全国数控技能大赛决赛数控车职工组/教师组/学生组刀具清单题样作操组师教项赛车控数赛大能技控数国全届八第第八届全国数控技能大赛数控车赛项教师组操作样题题样作操组师教项赛车控数赛大能技控数国全届八第第八届全国数控技能大赛数控车赛项教师组操作样题第八届全国数控技能大赛数控车赛项教师组操作样题第八届全国数控技能大赛数控车赛项教师组操作样题题样作操组师教项赛车控数赛大能技控数国全届八第题样作操组师教项赛车控数赛大能技控数国全届八第题样作操组师教项赛车控数赛大能技控数国全届八第模块号:1D40.8Φ90-0.036-0.071M 超差全扣2D60.8M 30×1.5M 超差全扣3D20.8Φ960-0.022CMM超差全扣4D60.8Φ44-0.025-0.05CMM 超差全扣5D70.8Φ90-0.012-0.034CMM 超差全扣6H20.8Φ440.0250CMM 超差全扣7H20.8Φ320.0250CMM 超差全扣8H60.8Φ200.0210CMM 超差全扣9H60.8Φ68-0.03-0.06CMM 超差全扣10H70.8Φ780.030CMM 超差全扣11E30.8L 100-0.009CMM 超差全扣12E30.8L 150.0180CMM 超差全扣13E40.8L 400.0340.009CMM 超差全扣14E40.8L 61-0.01-0.029CMM 超差全扣15E50.8L 32-0.025-0.05CMM 超差全扣16E60.8L 150.0240.006CMM 超差全扣17F40.8L 1170.017-0.017CMM 超差全扣18J30.8L 400.0250CMM 超差全扣19J40.8L 130.0430.016CMM 超差全扣20J50.8L70.0220CMM 超差全扣21B30.55Ra 0.40-0.4M 超差全扣22B50.55Ra 0.80-0.8M 超差全扣23B60.55Ra 0.60-0.6M 超差全扣24I60.55Ra0.8-0.8M 超差全扣25G60.8◎0.02CMM 超差全扣26F50.8∥0.02CMM超差全扣272.2主观评分4级打分22本座体2018年中国技能大赛―第八届全国数控技能大赛数控车教师组评分表(样题)总配分数评分标准备注直径/长度/Ra基本尺寸上偏差下偏差测量方法序号图位配分尺寸第八届全国数控技能大赛数控车赛项教师组操作样题模块号:1C40.8Φ260.0330M 超差全扣2C90.8Φ50.770-0.03M 超差全扣3C90.8Φ61.6850-0.03M 超差全扣4C20.8Φ60-0.01-0.029CMM 超差全扣5C30.8Φ500.0250CMM 超差全扣6C30.8Φ300-0.013CMM 超差全扣7C70.8Φ42-0.009-0.034CMM 超差全扣8C70.8Φ34-0.025-0.05CMM 超差全扣9C80.8Φ27-0.02-0.053CMM 超差全扣10C80.8Φ32-0.025-0.041CMM 超差全扣11C90.8Φ44-0.025-0.041CMM 超差全扣12A40.8L 40.60.0640.025CMM 超差全扣13A70.8L 80-0.015CMM 超差全扣14B70.8L 8-0.015CMM 超差全扣15D60.8L 50.0180CMM 超差全扣16D70.8L 140.0180CMM 超差全扣17D70.8L 290.0210CMM 超差全扣18D80.8L 130.0180CMM 超差全扣19D80.8L 180.013-0.013CMM 超差全扣20E60.8L141.50.02-0.02CMM 超差全扣21B40.55Ra 0.80-0.4M 超差全扣22B40.55Ra 0.60-0.6M 超差全扣23E80.55Ra 0.80-0.8M 超差全扣24B80.55Ra0.40-0.4M 超差全扣25D30.8◎0.02CMM 超差全扣26D30.8∥0.02CMM超差全扣272.2主观评分4级打分22下偏差测量方法评分标准总配分数锥轴序号图位配分尺寸备注直径/长度/Ra基本尺寸上偏差第八届全国数控技能大赛数控车赛项教师组操作样题模块号:1D30.8Φ76-0.03-0.06CMM 超差全扣2D30.8Φ300.2250.2CMM 超差全扣3D60.8Φ600.230.2CMM 超差全扣4D70.8Φ940-0.022CMM 超差全扣5B40.8L 710.230.2CMM 超差全扣6B50.8L 180.0270CMM 超差全扣7F50.8L 240-0.013CMM 超差全扣8J40.8L79.50.015-0.015CMM 超差全扣9B30.25Ra 0.60-0.6M 超差全扣10B60.25Ra 0.40-0.4M 超差全扣11D40.25Ra 0.80-0.4M 超差全扣12I30.25Ra0.6-0.6M 超差全扣13E70.8◎0.015CMM 超差全扣14F60.8∥0.02CMM超差全扣151主观评分4级打分101B6 2.5PHL1340.019-0.019M 超差全扣2B8 2.5PHL2170.021-0.021M 超差全扣3E5 2.5PHL370.80.015-0.015M 超差全扣4E62.5PHL4172.50.05-0.05M超差全扣10装配分数下偏差测量方法评分标准总配分数导套序号图位配分尺寸备注直径/长度/Ra基本尺寸上偏差第八届全国数控技能大赛数控车赛项教师组操作样题模块号:1C50.8M 30×1.5M 超差全扣2I40.8M 30×1.5M超差全扣3C20.8Φ90-0.012-0.034CMM 超差全扣4C20.8Φ820-0.022CMM超差全扣5C30.8Φ78-0.03-0.06CMM超差全扣6C60.8Φ38-0.009-0.034CMM 超差全扣7C60.8Φ36-0.025-0.05CMM 超差全扣8C60.8Φ620-0.03CMM 超差全扣9C70.8Φ66-0.01-0.029CMM 超差全扣10C70.8Φ84-0.012-0.034CMM 超差全扣11C70.8Φ950-0.022CMM 超差全扣12I30.8Φ680.030CMM 超差全扣13I50.8Φ200.0210CMM 超差全扣14I60.8Φ67-0.03-0.06CMM 超差全扣15I60.8Φ770.040.01CMM 超差全扣16E30.75L 11-0.006-0.024CMM 超差全扣17E30.75L 60.0160.004CMM 超差全扣18A40.75L 37-0.025-0.05CMM 超差全扣19E40.75L 210.0280.007CMM 超差全扣20E40.75L 120.0270CMM 超差全扣21E40.75L 4-0.01-0.022CMM 超差全扣22E50.75L 32-0.025-0.05CMM 超差全扣23E40.75L 90-0.015CMM 超差全扣24E50.75L 150.0180CMM 超差全扣25E50.75L 30-0.014CMM 超差全扣26J30.75L 120.0180CMM 超差全扣27J40.75L 70.0220CMM 超差全扣28G40.75L 320.0250CMM 超差全扣29G40.75L 220.0280.007CMM 超差全扣30F40.75L 78-0.03-0.06CMM超差全扣31B40.775Ra 0.60-0.6M 超差全扣32B70.775Ra 0.80-0.4M 超差全扣33G50.775Ra 0.60-0.6M 超差全扣34H30.775Ra0.40-0.4M超差全扣35E70.775◎0.015CMM 超差全扣36J60.775∥0.02CMM超差全扣373.1主观评分4级打分31下偏差测量方法评分标准总配分数2018年中国技能大赛―第八届全国数控技能大赛数控车教师组评分表(样题)球盖序号图位配分尺寸备注直径/长度/Ra基本尺寸上偏差第八届全国数控技能大赛数控车赛项教师组操作样题赛位34510.4工具、量具、刀具分区摆放现场裁判长签字:2018年中国技能大赛―第八届全国数控技能大赛数控车教师组成绩统计表(样题)项目职业素养场次序号配分评判要素裁判员评判成绩 (0 to 10)得分1230.4量具摆放整齐、规范、不重叠20.4工具摆放整齐、规范、不重叠40.4刀具摆放整齐、规范、不重叠60.5工作服、工作帽、工作鞋穿戴规范50.5防护镜佩戴规范70.4赛后现场清理、清洁及其它82现场表现签字签字签字签字签字5配分数得分第八届全国数控技能大赛数控车赛项教师组操作样题2018年中国技能大赛——第八届全国数控技能大赛决赛数控车职工组/教师组/学生组刀具清单。
数控试题库及答案

数控试题库及答案数控技术是现代制造业中不可或缺的一部分,它涉及到编程、操作、维护等多个方面。
为了帮助学生和从业人员更好地掌握数控技术,下面是一个数控试题库及答案的示例,供学习和参考。
# 数控试题库及答案一、选择题1. 数控机床的英文缩写是:- A. NC- B. CNC- C. CAD- D. CAM答案:B2. 数控机床的伺服系统主要作用是:- A. 提供电源- B. 驱动机床运动- C. 控制机床温度- D. 监测机床状态答案:B3. 下列哪个不是数控编程中的常见指令?- A. G00- B. M03- C. T01- D. F500答案:D(F指令通常用于指定进给速度)4. 在数控编程中,绝对编程和增量编程的区别是:- A. 绝对编程使用机床坐标系,增量编程使用工件坐标系- B. 绝对编程使用工件坐标系,增量编程使用机床坐标系- C. 两者没有区别- D. 两者的区别在于编程语言答案:A5. 数控机床的刀库主要用于:- A. 存储刀具- B. 快速换刀- C. 调整刀具角度- D. 所有上述选项答案:B二、判断题1. 数控机床的精度只取决于机床本身的制造精度。
(错误)2. 数控编程中的G代码和M代码都是模态代码。
(正确)3. 数控机床的伺服电机可以独立控制每个轴的移动。
(正确)4. 数控机床的数控系统只能用于金属切削加工。
(错误)5. 数控机床的维护不需要定期进行。
(错误)三、简答题1. 简述数控机床的组成。
答案:数控机床主要由数控系统、伺服系统、机床本体、主轴系统、刀库和换刀装置、辅助装置等组成。
2. 解释数控编程中的G代码和M代码的区别。
答案:G代码是运动控制代码,用于控制机床的运动轨迹和速度等;M代码是辅助功能代码,用于控制机床的辅助设备和操作,如换刀、冷却液的开关等。
3. 数控机床的维护包括哪些方面?答案:数控机床的维护包括日常清洁、定期检查、润滑系统维护、电气系统检查、机械部件的检查和调整等。
数控大赛试题

一、填空题ﻭ1、从零件图开始,到获得数控机床所需控制(介质)的全过程称为程序编制,程序编制的方法有()和()。
ﻭ2、数控机床实现插补运算较为成熟并得到广泛应用的是( )插补和()插补。
3、穿孔带是数控机床的一种控制介质,国际上通用标准是()和()两种,我国采用的标准是()。
ﻭ4、自动编程根据编程信息的输入与计算机对信息的处理方式不同,分为以( )为基础的自动编程方法和以( )为基础的自动编程方法。
5、数控机床由控制介质、( )和()、()等部分组成。
6、数控机床按控制运动轨迹可分为( )、点位直线控制和( )等几种。
按控制方式又可分为()、( )和半闭环控制等。
7、对刀点既是程序的( ),也是程序的( )。
为了提高零件的加工精度,对刀点应尽量选在零件的( )基准或工艺基准上。
8、在数控加工中,刀具刀位点相对于工件运动的轨迹称为( )路线。
ﻭ9、在轮廓控制10、中,为了保证一定的精度和编程方便,通常需要有刀具( )和( )补偿功能。
ﻭ编程时的数值计算,主要是计算零件的( )和( )的坐标,或刀具中心轨迹的( )和()的坐标。
直线段和圆弧段的交点和切点是( ),逼近直线段或圆弧小段轮廓曲线的交点和切点是()。
11、切削用量三要素是指主轴转速(切削速度)、( )、( )。
对于不同的加工方法,需要不同的( ),并应编入程序单内。
12、在铣削零件的内外轮廓表面时,为防止在刀具切入、切出时产生刀痕,应沿轮廓( )13、铣刀按切削部分材料分类,可分为方向切入、切出,而不应( )方向切入、切出。
ﻭ()铣刀和( )铣刀。
14、端铣刀的主要几何角度包括前角( )、( )、( )和副偏角。
16、用15、工件上用于定位的表面,是确定工件( )的依据,称为()。
ﻭ压板夹紧工件时,螺栓应尽量( )工件;压板的数目一般不少于( )块。
17、切削用量中对切削温度影响最大的是(),其次是( ),而( )影响18、为了降低切削温度,目前采用的主要方法是切削时冲注切削液。
第三届全国数控技能大赛学生组数控车实操试题

盘7
装
配
在
一
起,
要
求
保
证
装
配
间
隙
6
.
1Байду номын сангаас
8
5+- 00 .. 00
4 8
,
并
保
证
法
兰
盘
7
的
端
面
跳
动
要
求;
4、按照装配图的要求,将轴套1反装在装配图的右端,保证装配间隙尺寸5.246±0.05,要求四周距离均匀,并保证
轴套1的端面跳动精度。
5、为保证轴套1与锥轴4两圆弧面与φ12钢球的接触,可修调节轴2的定位端面。
7 CA0205
法兰盘
1 45钢
6 CA0204
本体
1 45钢
5
φ4钢球
两圈
提供
4 CA0203
锥轴
1 45钢
1
3 2 CA0202 1 CA0201
序号 代号
φ12钢球 调节轴 轴套
名称
一圈 1 45钢 1 45钢
数量 材料
提供
单件 总计 重量
备注
学生组 第三届全国数控技能大赛
标记 处数 分 区 更改文件号 签 名 年、月、日
1
2
-
0 0
.
0
43
1.6
4
0
+0. 0
4
3
+0.0 0
+0.0 0
8
C1
1.6 (5.2)
4 4
3
4 5 °1 . 6
6
0
5
.
6
5
数控车技能大赛实操样题
3
φ44
Ra1.6
4
每超差0.01扣2分
4
φ46
Ra1.6
2
超差不得分
5
φ33.61
Ra1.6
4
每超差0.01扣2分
槽
6
6X4,4X1.5
Ra3.2
2ቤተ መጻሕፍቲ ባይዱ
超差不得分
偏心
7
φ42
Ra1.6
3
超差不得分
8
2
4
每超差0.01扣2分
9
R5
Ra1.6
1
超差不得分
螺纹
10
φ36
0.5
超差不得分
11
φ33
Ra1.6
不合理每次扣2分
40
加工准备与机床清理
不符合要求每次扣2分
缺陷
41
工件缺陷、尺寸误差0.5mm以上、外形与图纸不符
扣2~10分/每次
文明生产
42
人身、机床、刀具安全
扣5~20分/每次
评分人:年月日核分人:年月日
数控加工工序(工步)卡片
零件图号
零件名称
材料
使用设备
工步号
工步内容
刀具号
刀具名称
刀具规格
主轴转速
8
每超差0.01扣2分
12
φ29
0.5
超差不得分
13
M30X1.5(通规进,止规不进)
Ra1.6
4
止规不进不得分
内孔
14
φ34
Ra1.6
4
超差不得分
长度
15
13
1
超差不得分
16
34
1
数控车床操作技能竞赛练习题

7
螺纹塞规
M27×2—7H
1
8
百分表
0—10 0.01
1
9
磁性表座
1
10
塞规
莫氏4号
1
11
R规
R 5R7—R14.5 R15—R25
12
外圆车刀
1
自备
13
圆弧车刀
R3
1
自备
14
外圆车刀
1
自备
15
通孔镗刀
Φ20×40
1
自备
16
盲孔镗刀
Φ25×40Φ20×45Φ25×30
1
自备
17
切断刀
Φ25×3
1
5
程序完整性
程序不完整扣20分
机床操作
(20)
6
机床操作
10
误操作,不规范操作每次扣5分
7
常规维护
不符合要求扣5分
工件评分
(50)
8
尺寸精度,形位精度
38
见工件评分表(略)
9
表面质量
12
注:操作技能竞赛分成两个项目(编程模拟操作和机床加工操作)
编程模拟操作在计算机房进行,机床加工操作在数控车间进行
数控车床操作技能竞赛练习题
数控车床操作技能竞赛练习题
注:技能竞赛所用数控车床系统FANUC 0i Mate-TB系统。
数控车床操作技能竞赛练习题参考评分标准
项目
序号
技术要求
配分
配分评分标准(累计扣分)
程序
(30)
1
程序正确
40
每错一处扣5分
2
程序合理
不合理每处扣5分
3
数控大赛例题
理论部分试卷一一、选择题:令9、光栅尺是()A、一种能准确的直接测量位移的元件B、一种数控系统的功能模块C、一种能够间接测量直线位移或角位移的伺服系统反馈元件D、一种能够间接测量直线位移的伺服系统反馈元件10、某一圆柱零件,要在V形块上定位铣削加工其圆柱表面上一个键槽,由于槽底尺寸的标注方法不同,其工序基准可能不同,那么当()时,定位误差最小。
A、工序基准为圆柱体下母线B、工序基准为圆柱体中心线C、工序基准为圆柱体上母线D、工序基准为圆柱体任意母线11、当正向面对立式数控铣床有右手法则判断机床坐标轴方向时,如果机床的工作台向左移动,在机床坐标系下则表示向()方向移动。
A、-X轴B、+X轴C、+Y轴D、-Z轴12、零件的机械加工精度主要包括()。
A、机床精度、几何形状精度、相对位置精度B、尺寸精度、几何形状精度、装夹精度C、尺寸精度、位置精度、相对位置精度D、尺寸精度、几何形状精度、相对位置精度13、下列叙述中,除()外,均适于在数控铣床上进行加工。
A、轮廓形状特别复杂或难于控制尺寸的零件B、大批量生产的简单零件C、精度要求高的零件D、小批量多品种的零件14、脉冲当量是数控机床数控轴的位移量最小设定单位,在下列脉冲当量中如果选用(),则数控机床的加工精度最高。
A、0.001mm/脉冲 B、0.1mm/脉冲 C、0.005mm/脉冲 D、0.01mm/脉冲15、用FANUC数控系统编程,对一个厚度为10mm ,Z轴零点在下表面的零件钻孔,其中的一段程序表述如下:G90 G83 X10.0 Y20.0 Z4.0 R13.0 Q3.0 F100.0;它的含义是( )。
A、啄钻、钻孔位置在(10,20)点上、钻头尖钻到Z=4.0的高度上,安全间隙面在Z=13.0的高度上、每次啄深为3mm 、进给速度为100mm/minB、啄钻、钻孔位置在(10,20)点上、钻削深度4mm 、安全间隙面在Z=13.0mm 的高度上、每次啄深为3mm 、进给速度为100mm/minC、啄钻、钻孔位置在(10,20)点上、钻削深度4mm 、刀具半径为13mm 、每次啄深为3mm 、进给速度为100mm/minD、啄钻、钻孔位置在(10,20)点上、钻头尖钻到Z=4.0的高度上,工作表面在Z=13.0mm 的高度上刀具半径为3mm 、进给速度为100mm/min16、欲加工φ6H 7深30mm 的孔、合理的用刀顺序应该是( )A、φ2.0麻花钻、φ5. 0麻花钻、φ6.0微调精镗刀 B、φ2.0中心钻、φ5. 0麻花钻、φ6H7精铰刀 C、φ2.0中心钻、φ5. 8麻花钻、φ6H7精铰刀 D、φ1.0麻花钻、φ5. 0麻花钻、φ6.0H7麻花钻 17、非模态代码是指( )。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
自定
7
活顶尖
1
8
常用工具和铜皮
自选
自定
9
外径千分尺
0.01/0~25, 25~50
各1
10
游标卡尺
0.02/0~200
1
11
深度游标卡尺
0.02/0~200
1
12
螺纹中径千分尺
0.01/25~50
1
13
计算器
1
14
草稿纸
1
试题要求:零件编程加工
(1)本题分值:100分
(2)考核时间:4小时
(3)考核形式:编程及实际加工
(4)具体考核要求:
a)填写加工工步卡。
b)操作规范。
c)在机床上加工出合格的零件。
(5)否定项:若因考生操作不当,造成设备损坏或人员伤亡,则应及时终止其考试,并取消其考试资格,考生本次考试成绩记为零分。210倒角(2处)
错漏一处扣1分
2
11
端面(2处)
降级不得分
2
12
件
二
φ21+0.0190
IT
每超差0.01扣1.5分
3
Ra1.6
降1级扣1分
2
13
φ25+0-0.019
IT
每超差0.01扣1.5分
3
Ra1.6
降1级扣1分
2
14
φ260-0.019
IT
每超差0.01扣1.5分
2
Ra1.6
每降1级扣1分
φ25配合
超差不得分
4
25
φ21配合
超差不得分
4
26
安全文明生产
1.遵守机床安全操作规程
2.刀具、工具、量具放置规范
3.设备保养、场地整洁
酌情扣1~10分
10
合计
100
设备及器具准备:
材料准备
名称
规格
数量
要求
45#钢
φ50×75;φ40×70
各1根/每位选手
设备准备
名称
规格
数量
要求
数控车床
CK6136
10
卡盘扳手
相应车床
1副/每台车
刀架扳手
相应车床
1副/每台车
刀具、工具及量具准备清单
序号
名称
型号
数量
要求
1
90°外圆车刀
刀体20x20
自定
2
60°外三角螺纹车刀
M30×1.5
各1
3
60°内三角螺纹车刀
M30×1.5
各1
4
切槽刀
刀宽4(有效切削刃26mm)
自定
5
盲孔车刀
刀体20x20
自定
6
钻夹头及中心钻
IT
每超差0.01扣1.5分
2
Ra1.6
每降1级扣1分
2
4
M30×1.5-7H
超差不得分
2
5
20+0-0.04
超差0.01扣2分
3
6
35+0.050
超差0.01扣2分
3
7
70+-0.05
超差0.01扣2分
3
8
椭圆
形状
超差不得分
3
Ra1.6
降1级扣1分
2
9
R10圆弧
形状
超差不得分
3
Ra1.6
降1级扣1分
数控加工工步卡片
工步号
工步内容
刀具号
刀具规格
主轴转速
进给速度
背吃刀量
备注
配分表
序号
考核项目
考核内容及要求
评分标准
配分
检测结果
扣分
得分
备注
1
件
一
φ210-0.019
IT
每超差0.01扣1.5分
2
Ra1.6
每降1级扣1分
2
2
φ25+0.0190
IT
每超差0.01扣1.5分
2
Ra1.6
每降1级扣1分
2
3
φ480-0.019
2
15
M30×1.5-6g
超差不得分
4
16
10+0-0.039
超差0.01扣2分
3
17
35+0-0.1
超差不得分
2
18
65+-0.05
超差0.01扣2分
4
19
倒角(6处)
错漏一处扣1分
6
20
R2
错漏一处扣1分
1
21
端面(2处)
降级不得分
2
22
配
合
螺纹配合
超差不得分
5
23
锥度配合
过渡不顺滑不得分
4
24