数控车床技能大赛试题
数控技能赛(数控车)理论知识试题(参考答案)
数控车理论知识竞赛试题一、判断题(第1~20题。
将判断结果填入括号中。
正确的填“√”,错误的填“×”。
每题1.0分。
满分20分)1. 35号钢表示含碳量为0.35%的低合金结构钢。
(×)2.适当减小副偏角和增大刀尖圆弧半径都能提高刀具强度,改善散热条件,使刀具耐用度增高。
(√)3. 每一脉冲信号使机床移动部件的位移量叫作脉冲当量。
(√)4. 一般情况下,在使用砂轮等旋转类设备时,操作者不能带手套。
(√)5. 在数控车床上加工零件,工序可以比较集中,一次装夹应尽可能完成全部工序。
(√)6. 正火的目的是改善钢的组织,提高其韧性,改善切削加工性能。
(×)7. 圆度、对称度同属于位置公差。
(×)8. 在金属切削过程中,加工脆性材料时不易产生积屑瘤。
(√)9. 外圆车刀装得低于工件中心时,因切削力方向的变化,会使刀尖强度降低,容易造成崩刀现象。
(√)10. 切断加工时,工件的切断处在车刀不会撞到卡盘的前提下,应尽量靠近卡盘。
(√)11. 数控机床的性能在很大程度上取决伺服驱动系统的性能。
(√)12. 用三爪卡盘定位时,限制的自由度数为五。
(×)13. 插补运算的任务就是在已知加工轨迹曲线的起点和终点间进行“数据点的密化”。
(√)14. YG类硬质合金中含钴量愈多,耐热性越好,适合精加工。
(×)15. 在FANUC等数控系统中,使用刀具半径补偿功能时,允许连续出现两条在非加工平面内的非移动指令。
(×)16. 数控车床一般使用标准的机夹可转位刀具。
(√)17. 液压传动中,动力元件是液压泵,执行元件是液压缸,控制元件是油箱。
(×)18. 恒线速控制的原理是当工件的直径越大,进给速度越慢。
(×)19. 步进电动机在半闭环数控系统中获得广泛应用。
(×)20. CIMS是指计算机集成制造系统,CAPP是计算机辅助工艺设计。
市技能大赛数控车试题一及答案
数控车试题及答案(第一套)一、单项选择题(第1题~第80题。
选择一个正确的答案,将相应的字母填入题内的括号中。
每题1分,满分80分。
)1、什么是道德?正确解释是()。
A、人的技术水平B、人的交往能力C、人的行为规范D、人的工作能力2、职业道德修养属于()。
A、个人性格的修养B、个人文化的修养C、思想品德的修养D、专业技能的素养3、社会主义市场经济条件下的诚信()。
A、只是一种法律规范B、只是一种道德规范C、既是法律规范、又是道德规范D、既不是法律规范,又不是道德规范4、社会主义道德建设的基本要求是()。
A、心灵美、语言美、行为美、环境美B、爱祖国、爱人民、爱劳动、爱科学、爱社会主义C、仁、义、礼、智、信D、树立正确的世界观、人生观、价值观5、职业道德建设中,你认为正确的做法是()。
A、风来一阵忙,风过如往常B、常抓不懈、持之以恒C、讲起来重要,干起来次要D、生产好了,职业道德建设自然也好6、2:1是( )的比例。
A、放大B、缩小C、优先选用D、尽量不用7、外形简单内部结构复杂的零件最好用以下图表达:( )。
A、全剖视图B、半剖视图C、局部视图D、阶梯剖视图8、粗牙普通螺纹大径为20,螺距为2.5,中径和顶径公差带代号均为5g,其螺纹标记为( )。
A、M20×2.5-5gB、M20-5gC、M20×2.5-5g5gD、M20-5g5g9、不属于标准件的是:( ) 。
A、圆柱销B、弹簧C、键D、垫片10、一对互相啮合的标准直齿圆柱齿轮,其中心距为( )。
A.2π(d1+d2 ) B.( d1+d2)/2 C.m(d1+d2)/2 D.2(d1+d2)11、使表面粗糙度值增大的主要因素为( )。
A、进给量大B、背吃刀量小C、高速D、前角12、以切削速度( )切削中碳钢时,易形成积屑瘤。
A、V C≤3m/minB、V C =20m/minC、V C =80m/minD、V C≥100m/min13、精基准是用下列( )表面作定位基准的?A、已经加工过的表面B、未加工表面C、精度最高的表面D、粗糙度低的表面14、装配尺寸链的组成原则除封闭原则和精确原则外,还有( )。
数控车床技能大赛试题精选(精简版)

第二章数控车床技能大赛试题精选第一节数控车床技能大赛试题1一、竞赛题1图2—1用数控车床完成图2-1所示零件的加工,此零件为配合件,件1与件2相配,配合锥面用涂色法检查,要求锥体接触面积不小于50%。
零件材料为45钢,件1毛坯为:¢50×97、件2毛坯为:¢50×46,按图纸要求完成零件节点、基点计算,设定工件坐标系,制定正确的工艺方案,选择合理的刀具和切削工艺参数,编制数控加工程序。
三、刀具选择及切削参数的选择1.刀具的选择:1号刀:93度菱形外圆车刀;2号刀:60度外螺纹刀;3号刀:外切槽刀(3mm);4号刀:内孔镗刀;5号刀:60度内螺纹刀;6号刀:内切槽刀(2。
5mm)。
2.切削参数的选择各工序刀具的切削参数见表2-1表2-1 各工序刀具的切削参数序号加工面刀具号刀具类型主轴转速S/r.1min-进给速度F/mm。
1min-1 车外型T1 93度菱形外圆车刀粗800,精1500 粗150,精802 车外螺纹T2 60度外螺纹刀1000 1.53 切外槽T3 外切槽刀600 254 镗内孔T4 内孔镗刀粗800,精1200 粗100,精801.SIEMENS-802S系统参考程序工艺路线:(1)粗、精加工加工件1左端外型。
(2)切5×¢38两槽.(3)用LCYC95粗加工工件1左端内型,用调用子程序精加工工件1左端内型。
(4) 调头较正,手工车端面,保证总长95,打中心孔,顶上顶尖。
(5)用LCYC95粗加工工件1右端外型,用调用子程序精加工工件1右端外型. (6)切4×¢24槽。
(7)用LCYC97螺纹复合循环加工M27×1.5外螺纹。
(8) 用LCYC95粗加工工件2内型,用调用子程序精加工工件2内型。
(9) 切5 ×¢28内槽。
(10)用LCYC97螺纹复合循环加工M27×1。
5内螺纹。
(11)将件2旋入件1,粗、精加工件2外型。
数控技能大赛测试题1

数控技能大赛测试题1数控技能大赛测试题(一)一、判断题1.外螺纹的规定画法是:大径用细实线表示,小径用粗实线表示,终止线用虚线表示。
(X)2.材料的屈服点越低,则允许的工作应力越高。
( X )3.绞孔是用绞刀从工件孔壁上切削较小的余量,以提高加工的尺寸精度和减小表面粗糙度的方法。
( √ )4.实际的切削速度为编程的F设定的值乘以主轴转速倍率。
( X )5.在同一次安装中进行多工序加工,应先完成对工件刚性破坏较大的工序。
( X )6.铣床上使用的平口钳、回转工作台属于通用夹具。
( √ )7.数控车床的刀具大多数采用焊接式刀片。
( X )8.硬质合金刀片可以用机械夹紧,也可以用钎焊方式固定在刀具的切削部位上。
( √ )9.车削多头螺纹或大螺距螺纹时,必须考虑螺纹升角对车刀工作角度的影响。
( √ )10.如果实际刀具与编程刀具长度不符时,可用长度补偿来进行修正,不必改变所编程序。
( √ )11.精加工时,使用切削液的目的是为了降低切削温度,起冷却作用。
( X )12.准备功能G40、G41、G42都是模态指令。
( √ )13.数控机床中MDI是机床诊断智能化的英文缩写。
( X )14.参考点是机床上的一个固定点,与加工程序无关。
( √ )15.数控零件程序文件名一般是由字母“0”开头,后面跟四个数字组成。
( √ )16.数控系统操作面板上的复位键的功能是解除报警和数控系统的复位。
( √ )17.返回机床参考点操作时与机床运动部件所处的位置无关。
( X )18.乳化液主要用来减少切削过程中的摩檫和降低切削温度. (X )19.刀补程序段内必须有G00与G01功能才能有效. ( √ )20.在CRT/MDI面板的功能中,用于程序编制的是POS键. ( X )21.建立工件坐标系,关键在于选择选择机床的坐标系原点。
( X )22.有些数控机床配置比较抵挡,为了防止失步,应将G00改成G01 。
( √ )23.工具钢按用途可分为碳素工具钢、合金工具钢和高速工具钢。
数控车床技能大赛试题
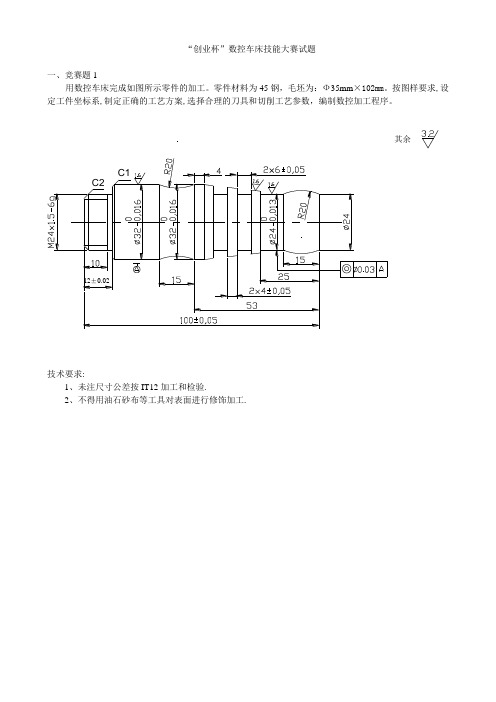
“创业杯”数控车床技能大赛试题一、竞赛题1用数控车床完成如图所示零件的加工。
零件材料为45钢,毛坯为:Ф35mm×102mm。
按图样要求,设定工件坐标系,制定正确的工艺方案,选择合理的刀具和切削工艺参数,编制数控加工程序。
其余技术要求:1、未注尺寸公差按IT12加工和检验.2、不得用油石砂布等工具对表面进行修饰加工.二、评分标准三、刀具准备2、外圆精车刀1把3、60º外螺纹刀1把4、外切槽刀1把(4mm)四、检测量具准备1、150mm游标卡尺1把2、0~25mm外径千分尺1把3、25~50mm外径千分尺1把4、深度千分尺1把5、百分表1只6、磁性表座1套7、M24×1.5-6g螺纹环规1把8、分度头1只9、150mm钢直尺1把10、5~25mm内径千分尺1把“创业杯”数控车床技能大赛试题竞赛题2用数控车床完成如图所示零件的加工,零件材料为45钢,毛坯为:Ф60m m×122mm.按图样要求设定工件坐标系,制定正确的工艺方案,选择合理的刀具和切削工艺参数,编制数控加工程序.技术要求1、未注倒角C2.2、未注尺寸公差按IT12加工和检验。
3、不得用油石砂布等工具对表面进行修饰加工.三、刀具准备1、外圆粗车刀1把2、外圆精车刀1把3、60º外螺纹刀1把4、外切槽刀1把(4mm)5、外圆弧车刀1把6、内孔镗刀1把7、内切槽刀1把8、Ф20mm钻头1把9、中心钻1只四、量具准备1、150mm游标卡尺1把2、25~50mm外径千分尺1把3、50~75mm外径千分尺1把4、25~50mm内径千分尺1把5、深度千分尺1把6、M32×2—6g螺纹环规1把7、百分表1只8、磁性表座1套9、分度头1只10、150mm钢直尺1把“创业杯”数控车床技能大赛试题竞赛题3用数控车床完成如图所示零件的加工。
此零件为配合件,件1与件2相配,零件材料为45钢,件1毛坯为:Ф50m m ×62mm ,件2毛坯为:Ф50m m ×100mm ,按图样要求设定工件坐标系,制定正确的工艺方案,选择合理的刀具和切削工艺参数,编制数控加工程序.技术要求:1、未注倒角C1。
数控车工技能竞赛试题A

数控车工技能竞赛试题A考试时间:120分钟学校:姓名:考号:一、填空题。
(每空1分,共20分)1、孔加工固定循环指令的性质是指令,用取消指令。
此外,,,也起取消固定循环指令的作用。
2、在加工位置精度要求较高的孔系时,要特别注意,否则就有可能,直接影响。
3、数控机床维护保养的主要目的是。
4、数控车床一般的辅助装置有,,和。
5、柔性制造系统是自动化制造系统,尽管FMS的规模差异很大,但柔性制造系统必须包含三个基本部分:,和。
6在精度检验时,通常将检验棒旋转180°或相隔90°四个位置,是为了。
取多次测量的平均值是为了。
二、判断题。
(每题2分,共20分)1、G41/G42和G40之间可以出现子程序和镜像加工。
2、刀具切入、切出工件表面时应法向切入、切出,才能保证表面不留痕迹。
3、功螺纹循环指令G84中进给速度有严格要求。
4、数控铣床的主轴箱垂直移动的直线度影响镗孔轴线的垂直度。
5、难加工合金钢在高速切削中,顺铣比逆铣效果差。
6. 在装配图上标注配合代号(18H7/p6,表示这修配合是制配合)。
7. 对刀的方法一般可分为机外对刀和机内对刀两大类。
8. 采用两顶尖偏心中心孔的方法加工曲轴时,应选用工件外圆为精基准。
9. 分级淬火造成工件变形开裂的倾向小于单液淬火。
10. 要删除程序选择在EDIT方式下进行。
三、单项选择题。
(每题2分,共40分)1、间隙补偿不能用来改善间隙而产生的误差。
A、进给滚珠丝杠副B、进给导轨副C、刀架定位端齿盘D、丝杠联轴器2、对长期反复使用、加工大批量零件的情况,以配备刀柄为宜。
A、整体式结构B、模块式结构C、增速刀柄D、数据传送3、自动编程的前置处理包括。
A、数控程序B、刀具参数设置C、输入翻译D、数据传送4、故障维修的一般原则是。
A、先动后静B、先内部后外部C、先电气后机械D、先一般后特殊5、零件的加工程序存放在中。
A、EPROMB、CMOSRAMC、CPUD、PLC6、对于加工精度比较高的工件,在加工过程中应采用。
创业杯数控车床技能大赛试题
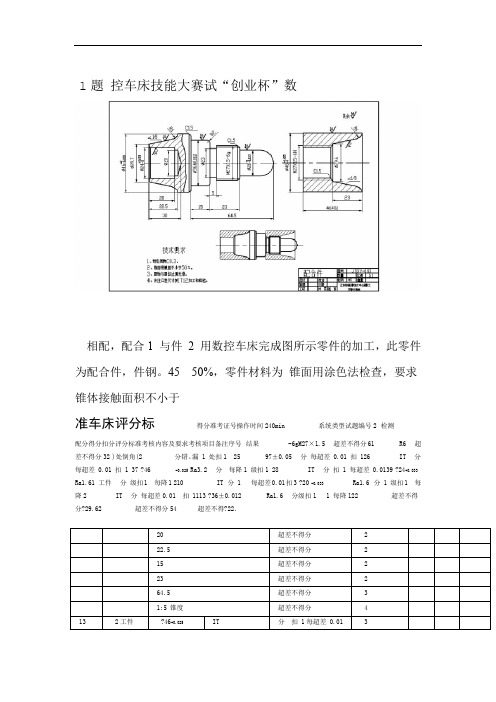
1题控车床技能大赛试“创业杯”数相配,配合1 与件2用数控车床完成图所示零件的加工,此零件为配合件,件钢。
45 50%,零件材料为锥面用涂色法检查,要求锥体接触面积不小于准车床评分标得分准考证号操作时间240min系统类型试题编号2检测配分得分扣分评分标准考核内容及要求考核项目备注序号结果-6gM27×1.5超差不得分61R6超差不得分32)处倒角(2 分错、漏 1 处扣1 2597±0.05分每超差 0.01 扣 126IT分每超差 0.01 扣 1 37?46-0.025Ra3.2分每降1 级扣1 28IT分扣 1 每超差 0.0139?24+0.033 Ra1.61 工件分级扣1 每降1 210IT分 1 每超差0.01扣3?20-0.033Ra1.6分 1 级扣1 每降2IT分每超差0.01 扣 1113?36±0.012Ra1.6分级扣1 1 每降122超差不得分?29.62超差不得分54超差不得?22.各工序刀具的切削参数参考程序:O1001;(件1 程序—车小头)N0010 G97 G99 G40 S800 M03 T0101; N0020 G00 X80.0 Z50.0;N0030 G00 X51.0 Z2.0;N0040 G71 U3.0 R0.8;N0050 G71 P60 Q180 U0.4 W0.2 F0.3; N0060 G01 X0 F0.1;N0070 Z0;N0080 G03 X20.0 Z-10.0 R10.0;N0090 G01 Z-26.5;N0100 X24.0;N0110 X27.0 Z-28.0;N0120 Z-49.5;N0130 X32.0;N0140 G03 X36.0 Z-51.5 R2.0;N0150 G01 Z-64.5;N0160 X43.0;N0170 X46.0 Z-66.0;N0180 Z-77.0;N0190 G00 X80.0 Z50.0;N0200 G97 G99 G40 S1000 M03 T0202; N0210 G00 X51.0 Z2.0;N0220 G70 P60 Q180;N0230 G00 X80.0 Z50.0;N0240 G97 G99 G40 S200 M03 T0303; N0250 G00 X38.0 Z-49.5;N0260 G01 X23.0 F0.1;N0270 G04 X4.0;N0280 G01 X38.0;N0290 G00 X80.0 Z50.0;N0300 G97 G99 G40 S300 M03 T0404; N0310 G00 X29.0 Z-24.5;N0320 G92 X26.2 Z-46.5 F1.5;N0330 G92 X25.6 Z-46.5 F1.5;N0340 G92 X25.2 Z-46.5 F1.5;N0350 G92 X25.04 Z-46.5 F1.5;N0360 G00 X80.0 Z50.0;N0370 M30;O1002; (件1 程序—车大头)N0010 G97 G99 G40 S600 M03 T0101; N0020 G00 X51.0 Z32.5;N0030 G01 X0 F0.2;N0040 Z34.5.0;N0050 G00 X51.0;N0060 G71 U3.0 R0.8N0070 G71 P80 Q110 U0.4 W0.1 F0.3; N0080 G01 G42 X28.9 F0.1;N0090 X36.827 Z14.681;N0100 G02 X46.0 Z10.0 R6.0;N0110 G01 X51.0;N0120 G00 X80.0 Z120.0;N0130 G97 G99 G40 S1000 M03 T0202; N0140 G00 X51.0 Z34.5;N0150 G70 P80 Q110;N0160 G00 X80.0 Z120.0;N0170 G97 G99 G40 S600 M03 T0505; N0180 G00 X18.0 Z34.5;N0190 G90 X23.0 Z12.5 F0.3;N0200 S1000 M03;N0210 G01 X27.0 F0.1;N0215 Z32.5;N0220 X24.016 Z31.0;N0230 Z12.5 ;N0240 X18.0;N0250 G00 Z120.0;N0260 X80.0;N0270 M30;O0003; (件2 程序)N0010 G97 G99 G40 S600 M03 T0101; N0020 G00 X80.0 Z50.0;N0030 G00 X51.0 Z2.0;N0040 G71 U3.0 R0.6;N0050 G71 P60 Q70 U0.4 W0.2 F03;N0060 G01 X46.0 F0.1;N0070 Z-55.0;N0080 G00 X80.0 Z120.0;N0090 G97 G99 G40 S1000 M03 T0202; N0100 G00 X51.0 Z2.0;N0110 G70 P60 Q70;N0120 G00 X80.0 Z120.0;N0130 G97 G99 G40 S1000 M03 T0505; N0140 G00 X23.0 Z2.0N0150 G71 U3.0 R0.6;N0160 G71 P170 Q220 U0.4 W0.2 F0.3; N0170 G01 G41 X46.0 F0.1;N0180 Z0;N0190 G02 X36.932 Z-4.67 R6.0;N0200 G01 X29.6 Z-23.0;N0210 X26.0 Z-24.5;N0220 Z-55.0;N0230 S1000 M03;N0240 G70 P170 Q220;N0250 G97 G99 G40 S200 M03 T0606;N0260 G00 X24.0 Z10.0;N0270 Z-21.0;N0280 G92 X26.3 Z-48.0 F1.5;N0290 G92 X26.9 Z-48.0 F1.5;N0290 G92 X27.3 Z-48.0 F1.5;N0290 G92 X27.47 Z-48.0 F1.5;N0300 G00 Z120.0;N0310 X80.0;N0320 G97 G99 G40 S200 M03 T0404;N0330 G00 X47.0Z-46.0;N0340 G01X24.0F0.1;N0350 G00X80.0Z120.0N0360 M30;“创业杯”数控车床技能大赛试题2㎜的棒料。
数控车床考试测试竞赛试题题库(第一试题库)

数控车床考试测试竞赛试题题库(第一试题库)第一部分:选择题1. 在数控车床中,以下哪个是常用的刀柄类型?a) 高速刀柄b) 钻头刀柄c) 方形刀柄d) 车刀刀柄2. 数控车床中,以下哪个是用于控制车刀进给的设备?a) 伺服电机b) 主轴c) 刀架d) 精密滚珠丝杠3. 数控车床中,以下哪个指令用于设定刀具离开工件的位置?a) G00b) G01c) G02d) G034. 数控车床中,以下哪个指令用于设定切削进给速度?a) Fb) Sc) Md) T5. 数控车床中,以下哪个指令用于设定主轴转速?a) Fb) Sc) Md) T第二部分:判断题1. 数控车床中,切削速度是刀具切削单位时间内接触工件表面的长度。
(True/False)2. 数控车床中,G00指令用于设定切削进给速度。
(True/False)3. 数控车床中,利用编程控制,可以实现不同形状的工件加工。
(True/False)4. 数控车床中,刀具的选用需考虑切削力、切削速度等因素。
(True/False)5. 数控车床中,主轴转速的设定对加工效果影响较小。
(True/False)第三部分:应用题1. 设计一个数控车床程序,实现在直径为100mm的轴上加工出直径为50mm、长度为80mm的圆柱形凹槽。
请编写相应的G代码。
2. 以下为数控车床程序中的一部分代码,请解释代码的含义和作用。
N10 G54 G90N20 T01N30 M06N40 S2000N50 G43 H01N60 G00 X50 Z-10N70 G01 Z-20 F200N80 X30N90 Z-30N100 X40 Z-40第四部分:综合题1. 请列举出你所熟悉的数控车床的安全操作规程,并解释每一条规程的作用和意义。
2. 数控车床的应用范围非常广泛,请举例说明三个数控车床的应用场景,并解释其优势和特点。
注:以上试题仅供参考,具体内容可以根据需要进行调整和修改。
继续写相关内容1000字第一部分:选择题1. 在数控车床中,以下哪个是常用的刀柄类型?c) 方形刀柄2. 数控车床中,以下哪个是用于控制车刀进给的设备?a) 伺服电机3. 数控车床中,以下哪个指令用于设定刀具离开工件的位置?a) G004. 数控车床中,以下哪个指令用于设定切削进给速度?a) F5. 数控车床中,以下哪个指令用于设定主轴转速?b) S第二部分:判断题1. 数控车床中,切削速度是刀具切削单位时间内接触工件表面的长度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
“创业杯”数控车床技能大赛试题
一、竞赛题1
用数控车床完成如图所示零件的加工。
零件材料为45钢,毛坯为:Ф35mm×102mm。
按图样要求,设定工件坐标系,制定正确的工艺方案,选择合理的刀具和切削工艺参数,编制数控加工程序。
其余
技术要求:
1、未注尺寸公差按IT12加工和检验。
2、不得用油石砂布等工具对表面进行修饰加工。
二、评分标准
三、刀具准备
1、外圆粗车刀1把
2、外圆精车刀1把
3、60º外螺纹刀1把
4、外切槽刀1把(4mm)
四、检测量具准备
1、150mm游标卡尺1把
2、0~25mm外径千分尺1把
3、25~50mm外径千分尺1把
4、深度千分尺1把
5、百分表1只
6、磁性表座1套
7、M24×1.5-6g螺纹环规1把
8、分度头1只
9、150mm钢直尺1把
10、5~25mm内径千分尺1把
“创业杯”数控车床技能大赛试题
竞赛题2
用数控车床完成如图所示零件的加工,零件材料为45钢,毛坯为:Ф60m m×122mm。
按图样要求设定工件坐标系,制定正确的工艺方案,选择合理的刀具和切削工艺参数,编制数控加工程序。
技术要求
1、未注倒角C2。
2、未注尺寸公差按IT12加工和检验。
3、不得用油石砂布等工具对表面进行修饰加工。
三、刀具准备
1、外圆粗车刀1把
2、外圆精车刀1把
3、60º外螺纹刀1把
4、外切槽刀1把(4mm)
5、外圆弧车刀1把
6、内孔镗刀1把
7、内切槽刀1把
8、Ф20mm钻头1把
9、中心钻1只
四、量具准备
1、150mm游标卡尺1把
2、25~50mm外径千分尺1把
3、50~75mm外径千分尺1把
4、25~50mm内径千分尺1把
5、深度千分尺1把
6、M32×2-6g螺纹环规1把
7、百分表1只
8、磁性表座1套
9、分度头1只
10、150mm钢直尺1把
“创业杯”数控车床技能大赛试题
竞赛题3
用数控车床完成如图所示零件的加工。
此零件为配合件,件1与件2相配,零件材料为45钢,件1毛坯为:Ф50m m ×62mm ,件2毛坯为:Ф50m m ×100mm ,按图样要求设定工件坐标系,制定正确的工艺方案,选择合理的刀具和切削工艺参数,编制数控加工程序。
技术要求:
1、未注倒角C1.5
2、圆弧过渡光滑。
3、未注尺寸公差按IT12加工和检验
4、不得用油石砂布等工具对表面进行修饰加工。
件1件2装配图
三、刀具准备
1、外圆粗车刀1把
2、外圆精车刀1把
3、60º外螺纹刀1把
4、外切槽刀1把(4mm)
5、外圆镗刀1把
6、内切槽刀1把(4mm)
7、60内螺纹车刀1把
8、Ф20mm钻头1把
9、中心钻1只
四、量具准备
1、150mm游标卡尺1把
2、25~50mm外径千分尺1把
3、5~25mm内径千分尺1把
4、深度千分尺1把
5、M24×1.5-6g螺纹环规1把
6、M24×1.5-6g螺纹塞规1把
7、百分表1只
8、磁性表座1套
9、分度头1只
10、150mm钢直尺1把。