试题用PLC变频器控制运料小车运动装置的设计并进行安装与调试
运料小车的PLC的控制系统与调试
PLC课程设计指导书课题:运料小车的PLC的控制系统与调试姓名:学号:班级:机电082指导老师:杨青完成日期:20101216江海学院目录一.控制系统的工作原理二:PLC控制系统的设计三:联机调试四:小结五:参考文献运料小车的PLC控制系统设计与调试一.控制系统工作原理小车运料示意图如图1 所示,为小车一处装料,两处轮流卸料。
小车由电动机拖动,电机正转,小车前进,电机反转,小车后退。
料斗底门和小车底门均由电磁阀控制,得电打开,断电闭合。
小车前、中、后终端位置均由限位开关控制。
按下右启动按钮小车右行(前进)至限位开关SQ1 处停下来装料,20 S 后结束,开始左行。
当碰到SQ2 后停下来第一次卸料,15 S 后右行,碰到SQ1 又停下来装料,20 S 后结束,又开始左行,经过SQ2 不停,当碰到SQ3 后停下来第二次卸料,15 S 后右行,碰到SQ1 后又停下来装料。
完成一个工作周期动。
二.PLC系统的设计1.系统的硬件设计1.1PLC的选择与配置依据小车控制系统的工艺流程、实际控制需求以及输入/ 输出变量特点, 选用日本三菱公司生产的FX1s- 20MR (20 点I/O,继电器输出方式) PLC,其输入点数为12,输出点数为8,完全能够满足工艺控制需求。
输入点用来控制小车控制方式的选择、启动、限位停止及控制系统的运行情况,输出点用来控制小车前进、后退,装料、卸料。
PLC 单元配有数据通讯口, 实施PC 机和PLC 的数据通讯1.2.控制系统的电路组成图2 是电机正反转主电路(控制小车前进、后退),图3是PLC 控制部分输入/输出端子接线电路图2、图3 中KM1 和KM2 分别是控制电机正转运行(小车前进)和反转运行(小车后退)的交流接触器。
用KM1 和KM2 的主触点改变进入电动机的三相电源的相序, 即可以改变电动机的旋转方向。
图3 中KM1 的线圈串联了KM2 的辅助常闭触点,KM2 的线圈串联了KM1的辅助常闭触点,组成了硬件互锁电路。
维修电工高级技师PLC 操作技能习题集
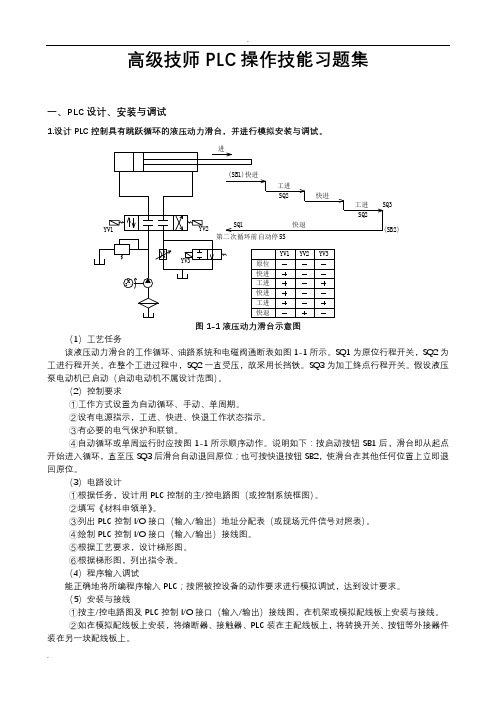
.开始进入循环,直至压SQ3后滑台自动退回原位;也可按快退按钮SB2,使滑台在其他任何位置上立即退回原位。
(3)电路设计①根据任务,设计用PLC控制的主/控电路图(或控制系统框图)。
②填写《材料申领单》。
③列出PLC控制I/O接口(输入/输出)地址分配表(或现场元件信号对照表)。
④绘制PLC控制I/O接口(输入/输出)接线图。
⑤根据工艺要求,设计梯形图。
⑥根据梯形图,列出指令表。
(4)程序输入调试能正确地将所编程序输入PLC;按照被控设备的动作要求进行模拟调试,达到设计要求。
(5)安装与接线①按主/控电路图及PLC控制I/O接口(输入/输出)接线图,在机架或模拟配线板上安装与接线。
②如在模拟配线板上安装,将熔断器、接触器、PLC装在主配线板上,将转换开关、按钮等外接器件装在另一块配线板上。
(6)联调试验②填写《材料申领单》。
③列出PLC控制I/O接口(输入/输出)地址分配表(或现场元件信号对照表)。
④绘制PLC控制I/O接口(输入/输出)接线图。
⑤根据工艺要求,设计梯形图。
⑥根据梯形图,列出指令表。
(3)程序输入调试能正确地将所编程序输入PLC;按照被控设备的动作要求进行模拟调试,达到设计要求。
(4)安装与接线①按主/控电路图及PLC控制I/O接口(输入/输出)接线图,在机架或模拟配线板上安装与接线。
②如在模拟配线板上安装,将熔断器、接触器、PLC装在主配线板上,将转换开关、按钮等外接器件装在另一块配线板上。
(5)联调试验正确使用电工工具及万用表,进行仔细检查,最好通电试验一次成功,并注意人身和设备安全。
3.用PLC控制自控成型机的设计。
图1-3 自动成型机示意图(1)工艺过程①初始状态:当原料放入成型机时,液压缸Y1、Y2、Y4为“OFF”,Y3为“ON”,S1、S3、S5为“OFF”,S2、S4、S6为“ON”。
②启动运行:a、当按下启动键SB1,系统动作要求Y2为“ON”时,液压缸B的活塞向下运动,使S4为“OFF”。
维修电工 plc+变频器+触摸屏试题
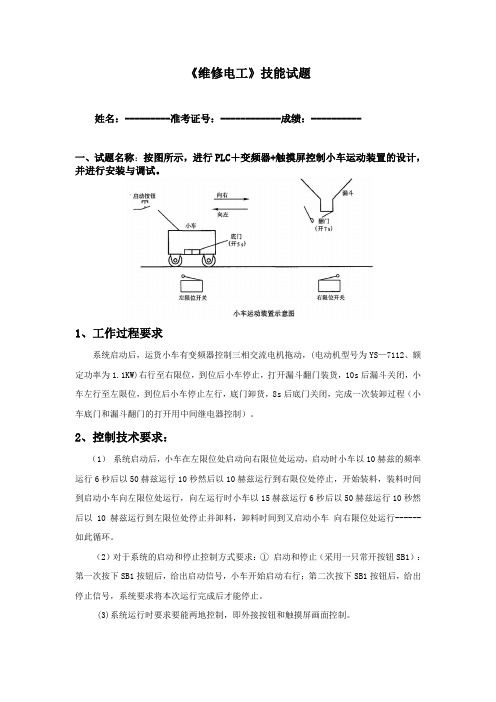
《维修电工》技能试题姓名:---------准考证号:------------成绩:----------一、试题名称:按图所示,进行PLC+变频器+触摸屏控制小车运动装置的设计,并进行安装与调试。
1、工作过程要求系统启动后,运货小车有变频器控制三相交流电机拖动,(电动机型号为YS—7112、额定功率为1.1KW)右行至右限位,到位后小车停止,打开漏斗翻门装货,10s后漏斗关闭,小车左行至左限位,到位后小车停止左行,底门卸货,8s后底门关闭,完成一次装卸过程(小车底门和漏斗翻门的打开用中间继电器控制)。
2、控制技术要求:(1)系统启动后,小车在左限位处启动向右限位处运动,启动时小车以10赫兹的频率运行6秒后以50赫兹运行10秒然后以10赫兹运行到右限位处停止,开始装料,装料时间到启动小车向左限位处运行,向左运行时小车以15赫兹运行6秒后以50赫兹运行10秒然后以10赫兹运行到左限位处停止并卸料,卸料时间到又启动小车向右限位处运行------如此循环。
(2)对于系统的启动和停止控制方式要求:①启动和停止(采用一只常开按钮SB1):第一次按下SB1按钮后,给出启动信号,小车开始启动右行;第二次按下SB1按钮后,给出停止信号,系统要求将本次运行完成后才能停止。
(3)系统运行时要求要能两地控制,即外接按钮和触摸屏画面控制。
3、完成的工作任务(1)按照系统的控制要求列出plc的I/O分配表。
(2)按照系统的控制要求画出电气原理图并进行模拟盘的电路连接。
(3)根据控制要求编写PLC控制程序和设置变频器参数。
(4)调试小车控制系统和控制程序,达到试题拟订的工作要求和技术要求。
程序编制如下:一、PLC I/o分配(一)输入部分:(二)输出部分1、启动/停止按钮X000 1、小车右行Y0002、左限位开关X001 2、小车左行Y0013、右限位开关X002 3、漏斗翻门Y0024、小车低门Y0035、高速信号Y0046、中速信号Y0057、低速信号Y006二、梯形图三、触摸屏画面。
试题1、PLC、变频器控制运料小车运动装置的设计并进行安装与调试.

试题1、PLC、变频器控制运料小车运动装置的设计,并进行安装与调试其中启动按钮SB1用来开启运料小车,停止按钮SB2用来手动停止运料小车,小车运行到位用左右限位开关模拟。
小车移动电动机由变频器供电,设计不考虑工频电源引入小车方法。
工艺流程如下:按SB1小车从原点起动,第一次右行,要求控制小车运行电动机运转速度为1400r/min使小车向前运行直到碰SQ2开关停,KM1接触器吸合使料斗开启7秒装料,随后小车返回原点,要求控制小车运行电动机运转速度为700r/min,直到碰SQ1开关停止,KM2接触器吸合使小车卸料5秒后完成第一次任务。
然后小车开始第二次右行,要求控制小车运行电动机运转速度为1000r/min使小车向前运行直到碰SQ2开关停,KM1接触器吸合使料斗开启7秒装料,随后小车返回原点,要求控制小车运行电动机运转速度为500r/min,直到碰SQ1开关停止,KM2接触器吸合使小车卸料5秒后完成第二次任务。
本题分值:50分考核时间:180分钟考核要求:(1)电路设计:根据工艺流程要求,按照国家电气绘图规范,设计绘制PLC、变频器控制的电路图,列出PLC控制I/O口(输入/输出)元件地址分配表,写出变频器需要设定的参数;根据加工工艺,设计梯形图,根据梯形图,列出指令表。
(2)要求按工艺流程连续运行,小车不在原位不能起动,如小车不在原位,按停止按钮可回到原点。
同时要求,变频器向右运动时,第一升速时间3S钞;到料斗处停止,第一次减速时间2S;向右运动第二次升速时间2S钞;到料斗处停止,第二次减速时间1S。
向左运动及下料不作要求。
(3)安装与接线:按PLC控制I/O口(输入/输出)、变频器接线图在模拟配线板上正确安装,把元件安装在配线板上,布置要合理,安装要准确、紧固,配线导线要紧固、美观,导线要进行线槽,导线要有端子标号,引出端要用别径压端子。
(4)键盘操作:熟练操作编程电脑,能正确地将所编程序输入PLC;熟练操作变频器参数设定的键盘,能正确输入参数。
自动控制实训题4_运料小车PLC控制和交流变频调速控制系统

电气自动控制模块实训题4――运料小车PLC控制变频凋速系统1.操作条件(1)、安川电机Varispeed G7交流变频调速实训装置:(2)、三相交流异步电动机:YSJ7124P N=370W,U N=380V, I N=1.12A, n N=1400r/min ,f N=50HZ,COSφN=0.72,ηN=0.70(3)FX2N系列的PLC实训装置(配备装有三菱编程软件SWOPC-FXGP/WIN-C的电脑)2.操作内容(1)工艺流程及控制要求:1)系统工作概况:运料小车系统工艺流程示意图如下图所示。
运料小车由三相交流电动机驱动。
注:SQ1-X11,SQ2-X12, ,SQ4-X14,SQ5-X15,KM1-Y5,KM2-Y6,KM3-Y7,KM4-Y4 KM5-Y1,KM6-Y2。
本运料小车电气系统具有自动工作方式与手动点动工作方式,具体由自动工作与手动点动工作转换开关选择。
在自动工作方式时,运料小车处于原点即限位开关SQ1压合,卸料门关闭,按启动按钮后,运料小车到乙料斗进行装料,装好料到卸料处卸料,卸完料到清洗处清洗,然后再返回乙料斗装料,卸料,清洗,如此不断自动循环工作。
按停止按钮后,运料小车在本次装料、卸料、清洗完成后,快速回到原点停止。
按急停按钮后,运料小车立即仃在原处,由手动点动工作方式进行处理。
在手动点动工作时,运料小车可通过正向点动按钮和反向点动按钮进行正向点动和反向点动以便对设备进行调整、检修和故障处理。
运料小车电气自动控制系统采用PLC控制,运料小车电动机采用交流变频调速系统, 运料小车电动机交流变频调速系统亦由PLC控制。
2)自动工作方式时装料、卸料及清洗运行控制要求:①在原位时按下启动按钮时,运料小车电动机先以1200 (1300)(1000) r/min速度运行15(14)(10)秒钟,然后减速至500 (600)(600) r/min速度运行,当运料小车到达行程开关SQ4时停车装料。
自动运料小车PLC控制系统设计

自动运料小车PLC控制系统设计随着生产自动化程度越来越高,PLC在生产过程控制系统中的应用也越来越广泛。
可编程逻辑控制器,简称PLC,是一种工业控制微型计算机。
它的编程方便、操作简单尤其是高通用性等优点,使它在工业生产过程中得到了广泛的应用。
其中的一个应用便是运料小车的控制,主要用到的便是它的逻辑控制功能。
控制要求1.运料小车在自动化生产线上运动的控制要求如下:(1)按下启动按钮,系统开始工作,按下停止按钮,系统停止工作;(2)当小车当前所处停靠站的编码小于呼叫按扭HJ的编码时,小车向右运行运行到按钮HJ所对应的停靠站时停止;(3)当小车当前所处停靠站的编码大于呼叫按扭HJ的编码时,小车向左运行,运行到按钮HJ所对应的停靠站时停止;(4)当小车当前所处停靠站的编码等于呼叫按扭HJ的编码时,小车保持不动;(5)呼叫按钮开关HJ1--HJ5应具有互锁功能,先按下者优先。
2.运料小车的运动分析:某自动生产线上运料小车的运动如图所示,运料小车由一台三相异步电动机拖动,电机正转,小车向右行,电机反转,小车向左行。
在生产线上有5个编码为1—5的站点供小车停靠,在每个停靠站安装一个行程开关以监测小车是否到达该站点。
对小车的控制除了启动按钮和停止按钮之外,还设有5个呼叫按钮开关(HJ1-- HJ5)分别与5个停靠站点相对应。
运料小车自动化生产线1号站2号站3号站4号站5号站自动运料小车示意图程序设计1.行程开关在该程序中,5个站的行程开关分别用数字0-4来表示,当小车在1号站时,行程开关X007得电,将数字0传送到数据寄存器D0;当小车在2号站时,行程开关X010得电,将数字1传送到数据寄存器D0。
依次类推,当小车在5号站时,行程开关X013得电,将数字4传送到数据寄存器D0。
它的助记符程序为:LD X007MOV K0 D0 ;小车在1号站LD X010MOV K1 D0 ;小车在2号站LD X011MOV K2 D0 ;小车在3号站LD X012MOV K3 D0 ;小车在4号站LD X013MOV K4 D0 ;小车在5号站所对应的梯形图如下所示:行程开关梯形图2.小车启停辅助继电器当按下启动按钮时,小车开始运动,该辅助继电器M0得电;当按下停止按钮时,小车停止运动,该辅助继电器M0失电。
9、PLC技能考核样题PLC(运料小车控制设计)

20
3
仿真调试
按照被控设备的动作要求进行模似调试,达到设计要求
1.仿真试车功能分;
3.不按PLC控制I/O(输入/输出)接线图设计,每处扣5分;
40
4
安全文明生产
劳动保护用品穿戴整齐;电工工具佩带齐全;遵守操作规程;尊重考评员,讲文明礼貌;
样题9:运料小车控制设计,并进行安装与调试。
本题分值:100
考核时间:180分钟
考核要求:
(1)控制要求:
某小车工作示意图如下图所示,小车由电动机拖动,电动机正转时小车右运行,反转时小车左运行。根据上述提出的电气控制要求,正确设计控制电路。
1、电路原理图(主电路、I/O接线图)
2、I/O通道分配
类别
元件
端子号
作用
输
入
输
出
3、控制流程图
4、梯形图
评分标准:
序号
主要内容
考核要求
评分标准
配分
扣分
得分
1
电路设计
根据任务,设计电路电气原理图,列出PLC控制I/O口(输入/输出)元件地址分配表,根据加工工艺,设计梯形图及PLC控制I/O口(输入/输出)接线图。
1.电气控制原理设计功能不全,每缺一项功能扣5分
考试结束要清理现场
1.考试中,违犯安全文明生产考核要求的任何一项扣2分,扣完为止。
2.考生在不同技能试题中,违犯安全文明生产考核要求同一项内容的,要累计扣分。
3.当考评员发现考生有重大事故隐患时,要立即予以制止,并每次扣考生安全文明生产总分5分
10
合计
100
开始时间:
结束时间:
维修电工PLC实训题目

1、PLC控制小车运动装置的设计,并进行安装与调试(1)任务:下图所示是一种简单的运送、装卸过程。
其工作循环过程为:运货小车右行至右限位—到位后小车停止右行,打开漏斗翻门装货—7S后,漏斗翻门关闭,小车左行至左限位—到位后小车停止左行,底门卸货—5S后底门关闭,完成一次装卸过程。
(说明小车底门和漏斗翻门的打开用中间继电器控制)(2)要求:A、工作方式设置为自动循环B、有必要的电气保护和连锁C、自动循环时应按上述顺序动作。
2、PLC控制上料爬斗生产线的设计,并进行安装与调试。
(1)任务:右图所示为上料爬斗示意图,爬斗由M1三相异步电动机拖动,将料提升到上限后,自动翻斗卸料,翻斗时撞行程开关SQ1,随即反向下降,达到下限,撞行程开关SQ2,停留20S,同时起动皮带运输机由M2三相异步电动机拖动向料斗加料,20S后,皮带机自行停止,料斗则自动上升……如此不断循环。
(2)要求:A、工作方式设置为自动循环B、有必要的电气保护和连锁C、自动循环时应按上述顺序动作,料斗可以停在任意位置,起动时,可以使料斗随意从上升或下降开始运行。
D、爬斗拖动应有制动抱闸。
3、PLC控制机械滑台的设计、装接与调试。
(1)工作台来回往复运动由直流电动机带动涡轮驱动工作台,工作台速度和方向由限位开关SQ1—SQ4控制。
工作台循环工作过程为:工作台起动…向右移动工进斗…减速至换向…左移快速返回…减速至换向…进入正常工作状态。
(2)要求:A、工作方式设置为自动循环B、有必要的电气保护和连锁C、自动循环时应按上述顺序动作。
4、PLC控制机械动力头的设计,并进行安装与调试(1)任务:将箱体移动式机械动力头安装在滑座上,由两台三相异步电动机作动力源:快速电动机通过丝杆进给装置实现箱体快速移动,电动机端部装有制动电磁铁;主电动机带动主轴旋转,同时电磁离合器,进给机构实现一次或二次工作进给运动。
试设计该箱体移动式机械动力头按下图所示的工作循环的电路图(电磁离合器用中间继电器控制)(2)要求:A、工作方式设置为自动循环B、有必要的电气保护和连锁C、自动循环时应按上述顺序动作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
试题用P L C变频器控制运料小车运动装置的设
计并进行安装与调试 Coca-cola standardization office【ZZ5AB-ZZSYT-ZZ2C-ZZ682T-ZZT18】
试题8.用PLC、变频器控制运料小车运动装置的设计,并进行安装与调试
图1-8 运料小车运行示意图
本题分值:50分考核时间:210分钟考核形式:现场操作
考核内容和要求:
(1)电气控制工艺过程。
其中,启动按钮SB1用来开启运料小车,停止按钮SB2用来手动停止运料小车,小车运行到位用左右限位开关模拟,小车移动电动机由变频器供电,设计不考虑工频电源引入小车方法。
其工艺流程如下:
按SB1,小车从原点启动,第一次右行,要求控制小车运行电动机的转速n为1400r/min,使小车向前运行直到碰到SQ2开关停止,KM1接触器吸合,使料斗开启7s 装料。
随后小车返回原点,要求控制小车运行电动机的转速为700r/min,直到碰到SQ1开关停止,KM2接触器吸合,使小车卸料5s后完成第一次任务。
然后,小车开始第二次右行,要求控制小车运行电动机转速为1000r/min,使小车向前运行,直到碰到SQ2开关停止,KM1接触器吸合,使料斗开启7s装料。
随后小车返回原点,要求控制小车运行电动机转速为500r/min,直到碰到SQ1开关停止,KM2接触器吸合,使小车卸料5s后完成第二次任务。
(2)电路设计
①要求按工艺流程连续运行,小车不在原位不能启动,如小车不在原位,按停止按钮可回到原点。
同时要求:小车第一次向右运动时,变频器升速时间为3s,停止时的减速时间为2s;第二次向右运动时,
升速时间为2s,到料斗处停止,减速时间为1s。
向左运动及下料不做要求。
②根据工艺流程要求,按照国家电气绘图规范,设计绘制PLC、变频器控制的电路图。
③列出PLC控制I/O接口(输入/输出)元件地址分配表(或现场元件信号对照表)。
④绘制PLC、变频器控制I/O接口(输入/输出)接线图。
⑤填写《材料申领单》及写出变频器需要设定的参数。
⑥根据加工工艺设计梯形图,再根据梯形图列出指令表。
(3)安装与接线
按PLC控制I/O接口(输入/输出)、变频器接线图在模拟配线板上正确安装,把元件安装在配线板上,布置要合理,安装要正确、紧固,配线导线要紧固、美观,导线要进行线槽,进、出端子排的导线要有端子标号,引出线头要接接线端子。
(4)键盘操作
电脑编程操作熟练,能正确地将所编程序输入PLC;变频器参数的键盘设定操作熟练,能正确输入参数。
按照被控设备的工艺要求进行模拟调试,达到设计要求。
(5)通电试验
能正确使用电工工具及万用表进行仔细检查,要求通电试验一次成功,并注意人身和设备安全。
解:1、主控线路图
2、变频器参数设置(设置好参数后,请断开变频器电源,重新启动变频器,让其参数生效)
3
6、PLC的程序。