一 编写多站运料小车的PLC控制程序
PLC运料小车的程序控制

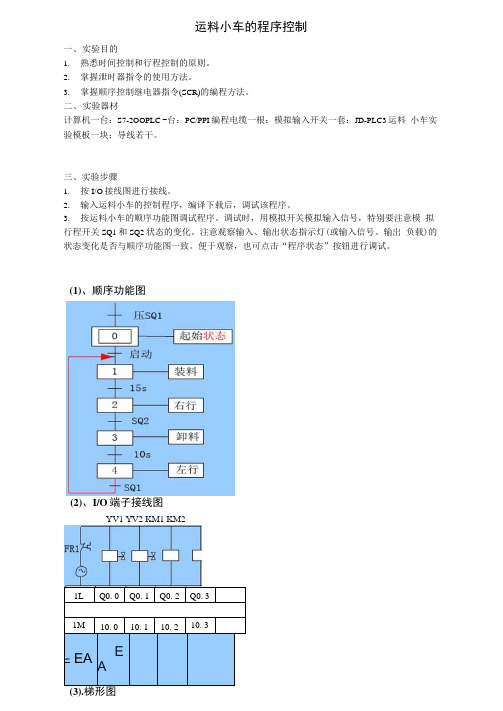
运料小车的程序控制一、实验目的1.熟习时间控制和行程控制的原则。
2.掌握准时器指令的使用方法。
3.掌握次序控制继电器指令(SCR)的编程方法。
二、实验器械计算机一台;S7-200PLC—台;PC/PPI编程电缆一根;模拟输入开关一套;JD-PLC3运料小车实验模板一块;导线若干。
三、实验步骤1.按I/O接线图进行接线。
2.输入运料小车的控制程序,编译下载后,调试该程序。
3.按运料小车的次序功能图调试程序。
调试时,用模拟开关模拟输入信号,特别要注意模拟行程开关SQ1和SQ2状态的变化。
注意察看输入、输出状态指示灯(或输入信号、输出负载)的状态变化能否与次序功能图一致。
便于察看,也可点击“程序状态”按钮进行调试。
(1)、次序功能图(2)、I/O端子接线图YV1YV2KM1KM2FR1©1L丨Q0.0Q0.2(3)、梯形图c:crSQlT H-rH:)荊号I mti n ria[s^r0?<7皆开妾1YV1□o.u KMT37宓|J O=.T)网縮5L臭一蚩匹B疮莹―(琢]岡箱5丨篇二占审盘龄IPF岭1£02・SCRRS7丨本轴計1$ko.o i i/>I J用号[i«t注莊1KMl[002苗行RS0I荷和到GE,世字砖到樂三弓C啞序氐|1SQ3工巧J1辻毬\5Q2]101討7裡开关2i 第二乩腹序脚£3?―aCFf)HS ID|蚩乍CF碎耳舒庶忻嗚SOI8LHRW ii申茶刑匚・吕刊⑷屋时再EMC.0W2IN TCH 1D0-円IQOirtRW12[I5S J&K序聘T30$14—11—GCRlJ圏13丨龍三Eh稈序段结束——SCAL)阴U|萼四汇R程厅揑制祥梵15C4“seaRTS15|1车站T ISMttO畑2 I I() T3 E岡踣16左症到为<再序痔到第一孔邂序段3。
16(smE)仔車后.遊回耳垢状戒—se2sc.i—||C H)|地址汪釋|||]'l停止描铤TITLE=程序说明Network1结次序控制程序的设计方法和调试方法。
PLC步进控制指令应用—自动运料小车控制程序设计

步进梯形图编程规则
(4)各STL触点的驱动电路一般放在 一起,最后一个STL电路结束时,一 定要使用步进返回指令RET使其返回 主母线。
步进梯形图编程规则
(5)STL触点可以直接驱动也可以通过别的触点驱动,如Y、M、S、T、 C等元件的线圈和应用指令。在状态内,不能从STL的母线开始直接使 用MPS/MRD/MPP指令,如下图所示,请在LD或是LDI指令以后编程
自动运料小车控制 程序设计
使用经验法编制的程序存在以下一些问题:
(1)工艺动作表达繁琐。
(2)梯形图涉及的联锁关系较复杂, 处理起来较麻烦。
(3)梯形图可读性差,很难从梯形图 看出具体控制工艺过程。
自动运料小车控制 程序设计
(一)分配I/O地址 输入信号:
起动—X3; 右限位—X1; 左限位—X2。 输出信号: 右行—Y0; 左行—Y1; 装料—Y2; 卸料—Y3。
用步进指令可以将顺序功能图转换为步进梯形图,也可以直接编写步进梯形图。对梯形图和 顺序功能图应注意以下几点: 1.状态的动作与输出的重复使用
➢ 状 态 编编号号 不 可 重 复 使 用 。 ➢ 如 果 状 态 触 点 接接通通 , 则 与 其 相 连 的 电 路 动 作 ; 如 果 状 态
触 点 断断开开 , 则 与 其 相 连 的 电 路 停 止 工 作 。 ➢ 在不同状态之间,允许对输出元件重复输出,但对同一
由顺序功能图转换的梯形图
步进梯形图编程规则
(1)初始步可由其他步驱动,但运行开始时必须用其他方法预先作好驱 动,否则状态流程不可能向下进行。一般用系统的初始条件驱动,若无初 始条件,可用M8002或M8000(PLC从STOP→RUN切换时的初始化脉冲)进行 驱动。
步进梯形图编程规则
实验七 运料小车的PLC、变频器控制

实验七运料小车的PLC、变频器控制一、实验内容:用PLC、变频器组合对生产线中的小车自动运行进行设计、安装与调试。
二、任务要求1、某车间有5个工位、小车在5个工位之间往返运行送料,当小车所停工位号小于呼叫号时,小车右行至呼叫号处停车。
2、小车所停工位号大于呼叫号时,小车左行至呼叫号处停车。
3、小车所停工位号等于呼叫号时,小车原地不动。
4、小车启动加速时间,减速时间可根据实际情况自定。
5、小车具有正、反转及高、低速两种运行速度运行功能,高速运行在50Hz,低速运行在30Hz。
6、具有小车行走工位的7段数码管显示。
小车工位示意图如下图所示。
图1三、I/O端子分配如下表所示图2四、接线图如下图所示图3五、梯形图参考程序如下图4注意:这个程序没有停止电机转动的功能。
并且小车到达指定工位时电机未停转。
请同学们自行思考,修改程序解决这两个问题。
按下启动按钮,M0得电。
小车右行,M0得电。
小车左行,M0得电。
闭合低速运行开关,变频器低速运行。
1或者2或者3或者4或者5号工位的呼叫按钮被按下,并且M0闭合的情况下,M1接通一个脉冲。
1或者2或者3或者4或者5号工位的限位开关被压下,并且M0闭合的情况下,M2接通一个脉冲。
M1接通的情况下,将输入x0-x7的触点状态存入D1中。
M2接通的情况下,将输入x10-x17的触点状态存入D2中。
比较D1和D2中的数据。
若(D1)>(D2),M10接通 若(D1)=(D2),M11接通 若(D1)<(D2),M12接通右行动作左行动作 解码显示D3中值六、变频器参数如下图5七、步骤1、按照图3接线。
数码管显示电路制作及显示电路接线如下图所示。
(注意:焊接好的板子的背面请用绝缘胶带封好)2、将图4梯形图通过GX Developer软件进行编程,并测试程序的正误,正确无误后通过数据线将程序下载到PLC中。
注意此时PLC的选择开关打到STOP,否则程序无法下载成功。
8.1 运料小车三地运行的PLC控制设计与调试
2
一. 任务描述
某塑料加工厂原理车间、加工车间、成品车间三地间物料传送通过运料小 车实现自动往返运行,小车运动轨迹如图8-1-1所示,其控制要求如下:
(1)闭合断路器QF后,按下起动按钮SB1,小车右行到原料车间进行装料。 (2)当小车到达原料车间后,触发接近开关SQ1,小车停留10s,原料一装 入小车中。 (3)定时时间到达后,小车起动右行,到达加工车间,触发接近开关SQ2, 小车停留8s,进行第一次加工。 (4)定时时间到达后,小车再次左行,返回到原料车间,停留4s,原材料 二装入小车中。 (5)定时时间到达后,小车再次起动右行,到达加工车间后,触发接近开 关SQ2,小车停留8s,进行第二次加工。
14
六. 任务评估
班级
姓名
总成绩
评价内容
任务分析 (10分)
合理分配地址 (10分)
合理选择元件 (20分)
SFC图编制 (20分)
评价指导内容
根据任务描述找出输入输出点数。 能根据任务分析合理分配地址 能根据任务选择合理的元器件及型号 能根据程序编写合理的SFC图
根据SFC图输入梯形图 能正确连接PLC与电脑间的通信电缆,并
7
四. 任务实施
1.主电路设计
主电路采用了4个电气元 件,断路器QF、热继电器 KH和交流接触器KM1、KM2 。其中,KM1、KM2线圈与 PLC的输出端连接,KH的 辅助触点与PLC的输入端 连接,可以确定主电路需 要1个输入点与2个输出点 。
8
四. 任务实施
2.I/O总点数确定
运料小车三地自动往返运行控制电路中需要用起动按钮SB1、停止按钮 SB2进行启停控制,小车到达三地是通过触发三地的接近开关SQ1、SQ2、SQ3 实现。结合主电路和控制电路的分析,PLC控制系统的输入总点数为6个,输 出总点数为2个。
PLC运料小车的程序控制
运料小车的程序控制一、实验目的1.熟悉时间控制和行程控制的原则。
2.掌握泄时器指令的使用方法。
3.掌握顺序控制继电器指令(SCR)的编程方法。
二、实验器材计算机一台:S7-2OOPLC -台:PC/PPI编程电缆一根:模拟输入开关一套:JD-PLC3运料小车实验模板一块;导线若干。
三、实验步骤1.按I/O接线图进行接线。
2.输入运料小车的控制程序,编译下载后,调试该程序。
3.按运料小车的顺序功能图调试程序。
调试时,用模拟开关模拟输入信号,特别要注意模拟行程开关SQ1和SQ2状态的变化。
注意观察输入、输出状态指示灯(或输入信号、输岀负载)的状态变化是否与顺序功能图一致。
便于观察,也可点击“程序状态”按钮进行调试。
(1)、顺序功能图(2)、I/O端子接线图YV1 YV2 KM1 KM21L Q0. 0Q0. 1Q0. 2Q0. 31M10. 010. 110. 210. 3二EAE A(3).梯形图网络2I瀏活第-•段旳怡序,拴制开妬S0.1SCR冋络3|斥位裟料,启动定时器—$Q1 W1—I I—T—< )T37T37|15病程序转到第二段£CR程序F37 $02—I I ------- 列网絡5I第一段$CR結朿——SCRE)Ria C I 算段控薊冠 S02SCR网络7SMO.O—I I -------CM1 :)符号述址 汪释 KM1 Q0.2 右行SQ2S0.3—I I —--------- SCRT ) 符导"TOik —T 注釋 SQ2 110.3 行程开关2网路3|第二3CR 程序段皓束—SCRE ) MS 10I 男三SCF 睦序段左制开贻S03SCR网络11|小王启动1压定吋證IN TONPT 100 mzSMO.O T30-1 30-mi7第四SCR程序段结束------- SCSE)网络18|停车后,返目初贻状态’SB.2 $0.1 —I 一——R)4TITLE=程序注释Network 1 //网络标题STL语言//初始化,启动S0.1LD10.0A10.2AN QO.OAN Q0.1AN Q0.2AN Q0.3S SO.L 1Network 2〃激活第一段SCR程序,控制开始LSCR S0.1Network 3//原位装料,启动泄时器LD 10.2= Q0.0TON T37,+150Network 4//15s后程序转到第二段SCR程序LD T37SCRT S0.2Network 5//第一段SCR结朿SCRENetwork 6//第二SCR段控制开始LSCR S0.2Network 7//小车右行LD SM0.0= Q0.2Network 8〃右行到位,程序转到第三SCR程序段LD 10.3SCRT S0.3Network 9//第二SCR程序段结朿SCRENetwork 10//第三SCR程序段控制开始LSCR S0.3Network 11//小车卸料,启动10s泄时器LD SM0.0= QO.lTON T3&+100Network 12//10s后程序转到第四SCR程序段LD T38SCRT S0.4Network 13//第三SCR程序段结束SCRENetwork 14//第四SCR程序控制开始LSCR S0.4Network 15//小车左行LD SMO.O= Q0.3Network 16〃左行到为,程序转到第一SCR程序段LD 10.2SCRT S0.1Network 17//第四SCR程序段结朿SCRENetwork 18〃停车后,返回初始状态LD 10.1R SO 丄 4四、思考题1•总结顺序控制程序的设计方法和调试方法。
PLC控制运料小车

项目七PLC控制运料小车的运行1.项目任务本项目的任务设计一个运料小车往返运动PLC控制系统。
系统控制要求如下:小车往返运动循环工作过程说明如下:小车处于最左端时,压下行程开关SQ4,SQ4为小车的原位开关。
按下启动按钮SB2,装料电磁阀YC1得电,延时20s,小车装料结束。
接着控制器KM3、KM5得电,向右快行;碰到限位开关SQ1后,KM5失电,小车慢行;碰到SQ3时,KM3失电,小车停止。
此后,电磁阀YC2得电,卸料开始,延时15s后,卸料结束;接触器KM4、KM5得电,小车向左快行;碰到限位开关SQ2,KM5失电,小车慢行;碰到SQ4KM4失电,小车停止,回到原位,完成一个循环工作过程。
整个过程分为装料、右快行、右慢行、卸料、左快行、左慢行六个状态,如此周而复始的循环。
图7-1 运料小车往返运动示意图2.任务流程图本项目的具体学习过程见图2-2。
图7-2 任务流程图学习所需工具、设备见表7-1。
表7-1 工具、设备清单1.功能图编程的特点功能图也叫状态图。
它是用状态元件描述工步状态的工艺流程图。
功能转移图与步进梯形图表达的都是同一个程序,其优点是让用户每次考虑一个状态,而不必考虑其它的状态,从而使编程更容易,而且还可以减少指令的程序步数。
功能转移图中的一个状态表示顺序控制过程中的一个工步,因此步进梯形图也特别适用于时间和位移等顺序的控制过程,也能形象、直观的表示顺序控制。
功能编程开始时,必须用STL使STL接点接通,从而使主母线与子母线接通,连在子母线上的状态电路才能执行,这时状态就被激活。
状态的三个功能是在子母线上实现的,所以只有STL接点接通该状态的负载驱动和状态转移才能被扫描执行。
反之,STL接点断开,对应状态就为被激活,前一状态就自动关闭。
状态编程的这一特点,使各状态之间的关系就像是一环扣一环的链表,变得十分清晰单纯,不相邻状态间的繁杂连锁关系将不复存在,只需集中考虑实现本状态的三大功能既可。
运料小车PLC控制系统的设计

运料小车PLC控制系统的设计一、运料小车PLC控制系统设计要求控制要求:小车起动后,前进到A地。
然后做以下往复运动.到A地后停5分钟等待装料,然后自动走向B,到B地后停4分钟等待卸料,然后自动走向A。
有过载和短路保护。
小车可停在任意位置二、PLC选用根据运料小车输入输出设备的分配,在I/O方面只需要6个输入口和2个输出口,选用西门子S7—300PLC即可。
三、系统主电路和控制电路控制电路四、PLC I/O接线图和I/O分配根据运料小车运动控制的要求,按下启动按钮SB1后,运料小车系统开始工作,碰到装料点A的行程开关开始进行装料,5分钟装料结束后小车自动左行。
碰到卸料点B的行程开关后停车并卸料,4分钟后卸料完毕,小车右行,碰到装料点A的行程开关时,小车停止并装料,如此反复。
六、运料小车控制系统梯形图七、在step7环境下建立项目、硬件组态、建立符号表及仿真调试过程二○一一~二○一二学年第一学期信息科学与工程学院课程设计报告书课程名称:PLC课程设计班级:电气0901学号:200904396082姓名:连照培指导教师:二○一一年十一月八、课程总结早期运料小车电气控制系统多为继电器—接触器组成的复杂系统,这种系统存在设计周期长、体积大、成本高等缺陷,几乎无数据处理和通信功能,必须有专人负责操作。
将PLC应用到运料小车电气控制系统,可实现运料小车的自动化控制,降低系统的运行费用。
PLC运料小车电气控制系统具有连线简单,控制速度快,精度高,可靠性和可维护性好,安装。
维修和改造方面的优点。
通过本次设计,让我很好的锻炼了理论联系实际,与具体项目、课题相结合开发、设计产品的能力。
既让我们懂得了怎样把理论应用于实际,又让我们懂得了在实践中遇到的问题怎样用理论去解决。
在本次设计中,我们还需要大量的以前没有学到过的知识,于是图书馆和网络成了我们很好的助手。
在查阅资料的过程中,我们要判断优劣、取舍相关知识,不知不觉中我们查阅资料的能力也得到了很好的锻炼。
运料小车的PLC控制
任务一 单台电动机启/停的PLC控制
(二)STEP7一Micro/WIN编程软件的使用 STEP7一Micro/WIN编程软件是基于Window*的应用软件,它是西门子
公司专门为S7一200系列PLC而设计开发的,是S7 - 200系列PLC必不 可少的开发工具。这里主要介绍STEP7一Micro/WIN4. 0版本的使用。 1.S下EP7一Micro/WIN V4. 0编程软件介绍 (1)软件安装。 将STEP7一Micro/WIN V4. 0的安装光盘插入PC机的CD一ROM中,安 装向导程序将自动启动并引导用户完成整个安装过程。用户还可以在安 装目录中双击setup.txt图标,进入安装向导,按照安装向导完成软件的 安装。其步骤如下: ①选择安装程序界面的语言,系统默认使用英语;
上一页 下一页 返回
任务一 单台电动机启/停的PLC控制
(4)数据采集与监控。 由于PLC是在控制现场实行控制,所以能够把控制现场的数据采集下来,
用数学运算、数据传送等指令,完成对数据的采集、分析和处理。对于 这种应用,目前较普遍采用的方法是PLC加上触摸屏,这样既可随时观 察采集下来的数据又能及时进行统计分析。 (5)联网、通信及集散控制。 PLC通过网络通信模块以及远程I/0控制模块,可实现PLC与PLC之间、 PLC与上位机之间的通信、联网;实现PLC分布控制,计算机集中管理的 集散控制,增加系统的控制规模,满足工厂自动化(FA)系统发展的需要。
上一页 下一页 返回
任务一 单台电动机启/停的PLC控制
(2)使用维护方便。 用可编程控制器完成一项控制工程时,由于其硬、软件齐全,所以设计
和施工可同时进行,从而缩短了施工周期。同时,由于用户程序大都可 以在实验室里模拟调试,所以也大大缩短了设计施工周期。 (3)可靠性高,抗干扰能力强。 传统的继电器控制系统中使用了大量的中间继电器、时间继电器,容易 出现故障。PLC用软件代替大量的中间继电器和时间继电器,仅剩下与 输入和输出有关的少量硬件,所以大大减少了因触点接触不良而造成的 故障。 (4)系统的设计、安装、调试工作量少。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
梯形图格式
X0 [S] MEAN D0 [D] D10 [n] K3
( D0) ( D1) ( D 2) ( D10) 3
步序 操作码 操作数
指令表格式
0 1
LD MEAN
X0
8
D0 D10 K3 。。。。
操作码与操作数 操作码(指令助记符):表示指令的功能 操作数:指明参与操作的对象 源操作数S:执行指令后收据不变的操作数,两个或
说明
该指令是将源操作数[S1]和[S2]的中数据进行比较, 结果送目标操作数[D]中去。 [D]由3个元件组成,指令中[D]给出首地址,其它两 个为后面的相邻元件。 当X0由ON→OFF时,不执行CMP指令,M0~M2保持断 开前的状态,用复位指令RST才能清除比较结果。 CMP是进行二进制代数比较。 可以32位二进制数比较和脉冲执行方式。 如果指令中指定的操作数不全、元件超出范围、软 元件地址不对时,程序出错。
别与5个停靠站点相对应。
二、原理分析 为了实现任务,设置起动按钮为X0,停止按钮 为Xl;呼叫按钮编号与小车所停止的站点编号 相比较,当呼叫按钮编号小于小车所停止的站 点编号时,小左移;呼叫按钮编号大于小车所 停止的站点编号时,小车向右移;呼叫按钮编 号等于小车所停止的站点编号时,小车不动。
三、知识链接
两个以上时为S1、S2。
目标操作数D:执行指令后收据被刷新的操作数,两 个或两个以上时为D1、D2。
其它操作数m、n:补充注释的常数,用K(十进制)
和H(十六进制)表示,件
软元件
位软元件:只处理开关(ON/OFF)信息的元件,如 X、Y、M、D、S 字软元件:处理数据的元件,如D。
如果[S]为十进制常数,执行该指令时自动转换成二 进制数后进行数据传送。
当X0断开时,不执行MOV指令,数据保持不变。
四、任务实施
1. 按图5-1连接PLC与输入按钮,并连接PLC的电源,确保无误。 2. 输入图5-2的梯形图,检查无误后运行程序。 3. 按下启动按钮,系统开始工作,按下停止按钮,系统停止工作; 4. 观察当小车当前所处停靠站的编码小于呼叫按钮HJ的编码时, 小车向右行,运行到呼叫按钮HJ所对应的停靠站时停止; 5. 观察当小车当前所处停靠站的编码大于呼叫按钮HJ的编码时, 小车向左行,运行到呼叫按钮HJ所对应的停靠站时停止; 6. 观察当小车当前所处停靠站的编码等于呼叫按钮HJ的编码时, 小车保持不变; 7. 使小车停止在在3号站,先按下HJ1,接着按下HJ5,观察小 车往左移还是右移
位软元件的组合 位软元件组合表示数据:4个位元件一组,代表4位 BCD码,也表示1位十进制数; 用KnMm表示,K为十进制,n为十进制位数,也是位 元件的组数,M为位元件,m为位元件的首地址,一 般用0结尾的元件。
3、数据长度及执行方式
数据长度 16位:参与运算的数据默认为16位二进制数据 32位:32位数据时在操作码前面加D(Double
图5-2 用PLC应用指令实现的梯形图
操作数
[S1]、[S1] : K,H、KnX、KnY、KnM、KnS、T、C、D、 V,Z [D]:Y、M、S X0 [S1] [S2] [D] 梯形图
CMP K100 C10 M0
M0 K100>C10的当前值时,M0 = ON
M1 K100=C10的当前值时,M1 = ON
M2 K100<C10的当前值时,M2 = ON
1号站呼叫按钮开关
2号站呼叫按钮开关 3号站呼叫按钮开关 4号站呼叫按钮开关 5号站呼叫按钮开关 1号站行程开关 2号站行程开关 3号站行程开关 4号站行程开关 5号站行程开关
M0
M1 M2 M3 M4 M5 M6 M7 M8
小车运行停止
1号站呼叫 2号站呼叫 3号站呼叫 4号站呼叫 5号站呼叫 小车所处停靠站编码>呼叫 编码 小车所处停靠站编码=呼叫 编码 小车所处停靠站编码<呼叫 编码
复习提问
1)步进指令总共有多少条?分别是?
一、任务提出 本任务将利用应用指令实现某自动生产线上的运料小
车运行,运料小车由一台三相异步电动机拖动,电机正转,
小车向右行,电机反转,小车左行。在生产线上有5个编码 位1~5的站点供小车停靠,在每一个停靠站安装一个行程开 关以检测小车是否到达该站点。对小车的控制除了启动按钮 和停靠按钮之外,还设有5个呼叫按钮开关(HJ1~HJ5)分
五、任务总结
1
2
3 4
5 1
2
3
4
5
图5-1 PLC控制电路
表5-1 输入输出点分配表 输入 X000 X001 说明 启动按钮开关 停止按钮开关 输出及状态 Y000 Y001 说明 电机反转继电器 电机正转继电器
X002
X003 X004 X005 X006 X007 X010 X011 X012 X013
X0 MOV X1 DMOV D2 D4 D0 D1
(D0)→(D1) (D3D2)→(D5D4)
执行方式
连续执行方式:每个扫描周期都重复执行一次
脉冲执行方式:只在信号OFF→ON时执行一次,在 指令后加P(Pulse)。
X0 MOV X1 D0 D2 D1 D4
MOVP
4、比较指令 FNC10 CMP
任务一
编写多站运料小车的PLC控 制程序
教学目标
专业能力 会功能指令的表示形式、数据长度; 会CMP、MOV指令的使用; 能正确编写多站运料小车的PLC控制程序。 核心能力 1.资料查阅、分析 2.问题思考分析 3.小组学习、人际交往能力
教学重点、难点
教学重点与难点 (一)教学重点 1. 会功能指令的表示形式、数据长度; 2.会CMP、MOV指令的使用; 3. 能正确编写多站运料小车的PLC控制程序。 (二)教学难点 1. 会用CMP、MOV指令解决应用中实际问题。
5、传送指令 FNC12 MOV
操作数
[S1]、[S1] : K,H、KnX、KnY、KnM、KnS、T、C、D、 V,Z [D]:Y、M、S 梯形图
X0 MOV X1 D0 D2 D1 D4
DMOV
说明
该指令将源操作数[S]中的数据传送到目标操作数[D] 中去。
MOV指令可以进行(D)和(P)操作。