FANUC综合资料,参数,屏蔽光栅,数据备份,绝对编码器更换
FANUC系统中绝对式光栅尺的设定方法

‐‐参数 1815#6,1815#0,1817#3,1868,2275#1,2394
2. 使用带参考标机的光栅尺、或带有绝对地址原点的光栅尺(全
闭环系统)时,将参数值设定为 1
#6
置 1,第一个光栅尺模块予以使用
#3
伺服电机参数:置 1 使用分离型位置
检测器
#0
分离型位置检测器的信号反转
位置脉冲数:电机编码器旋转一圈,
光栅尺所反馈的脉冲数
柔性进给齿轮(分子)
设置柔性齿轮比
柔性进给齿轮(分母)
位置脉冲变换系数
如果位置脉冲超过 32767,需设置脉冲转换系数
指令倍乘比 CMR
三、 光栅尺时伺服参数设定 1. 1815#1 设定为 1,开启全闭环; 2. 设定电机代码(已设置,无需更改) 3. AMR 设定,因为电机使用 AIS 电机,故设定为 000000000 4. 指令倍乘比设定为 2
Y轴位置反馈脉冲= 8mm 160000 0.00005mm
Z轴位置反馈脉冲= 10mm 200000 0.00005mm
因为此时脉冲数超过 32767,故需设置 2185 脉冲转换系数 10,No.2024 可设置为 16000,16000,20000
一、 设计参数
X 轴光栅尺
[FAGOR]SAF50-270-5-A Y 轴光栅尺 [FAGOR]SAF50-170-5-A Z 轴光栅尺 [FAGOR]SAF50-720-5-A
Hale Waihona Puke FANUC 系统中 FAGOR 光栅尺的参数设定方法 (绝对式光栅尺)
二、 相关参数说明
相关参数
参数功能
1005
#1 置 1 无挡块参考点设定有效
fanuc_0i_-m数据备份详细步骤说明

2021/10/10
58
• 此时 DNC 文件名变成O0001,即以选择了 相关的DNC 文件。
• 按下循环启动即可使用 M-CARD 中的 O0001 程序进行DNC 加工。
2021/10/10
59
2021/10/10
27
2021/10/10
28
计算机侧超级终端程序的设定
对超级终端程序的设定,主要是对与 RS232C串行通信电缆连接的计算机COM口 进行设置。在这里,以对COMl口进行设定为 例进行操作:
2021/10/10
29
2021/10/10
30
2021/10/10
31
2021/10/10
10
2021/10/10
11
用户程序恢复
2021/10/10
12
2021/10/10
13
2021/10/10
14
2021/10/10
15
备份/恢复PMC程序
PMC程序保存在数控系统的ROM,备份操作如下:
2021/10/10
16
2021/10/10
17
2021/10/10
18
2021/10/10
等) 可以在文本查看软件(如记事本、Word等)中进
行查看和修改。
2021/10/10
24
硬件与软件的准备:
硬件:
在计算机方面,推荐配置如下:
1)CPU:INTEL奔腾200或以上。 2)内存:64MB或以上。 3)硬盘:1GB或以上。 在通信电缆方面,使用的是数控系统侧为25针 接口,计算机侧为9针接口的标准RS232C串 行通信电缆。
发那科(FANUC)数控系统使用小贴士88:如何备份全部数据
发那科(FANUC)数控系统使用小贴士88:如何备份全部数
据
发那科(FANUC)数控系统使用小贴士88:如何备份全部数据
在批量调试或者恢复数控机床设置的时候,我们经常用到数据备份。
我们在使用机床的过程中,也会用到比如加工程序,坐标系数据,宏变量设置,刀补设置等数据的备份操作。
除了分别备份以上数据,是否可以一次性将数据全部进行备份呢?当然可以,我们用“全部数据备份”功能就可以了。
按下“system”按键,点击“右扩展”,点击“所有IO”,点击“右扩展”,点击“全部数据”,点击“操作”,点击“输出”,点击“执行”就可以了。
全部数据备份会备份好多文件包括参数、程序、刀补、刀具寿命、宏变量、坐标系、PMC、PMC 参数等等,大家保留自己需要的就可以了。
PS:第一阶段备份完成后,系统后提示需要重新启动系统,此时不要拔出优盘或者CF卡,直接重新启动系统,待系统重启完成后,数据备份才全部完成。
FANUC数控系统数据备份和恢复的使用说明(存储卡)
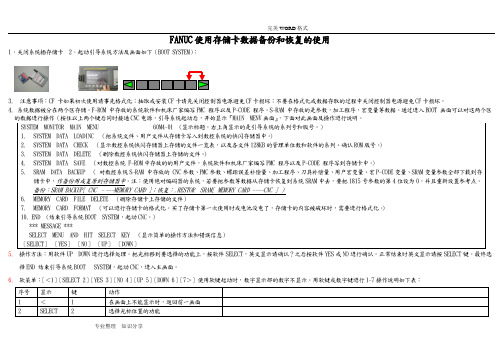
FANUC 使用存储卡数据备份和恢复的使用1.关闭系统插存储卡 2.起动引导系统方法及画面如下(BOOT SYSTEM ):5. 操作方法:用软件UP DOWN 进行选择处理。
把光标移到要选择的功能上,按软件SELECT ,英文显示请确认?之后按软件YES 或NO 进行确认。
正常结束时英文显示请按SELECT 键。
最终选择END 结束引导系统BOOT SYSTEM ,起动CNC ,进入主画面。
6. 软菜单:[<1][SELECT 2][YES 3][NO 4][UP 5][DOWN 6][7>]使用软键起动时,数字显示部的数字不显示。
用软键或数字键进行1-7操作说明如下表:FANUC数控系统Compact flash card (CF存储卡)的选用和详细操作步骤默认分类 2007-12-11 12:45:06 阅读210 评论0 字号:大中小订阅1. 前言: Compact flash card (CF 卡) 可以当作FANUC控制器的数据服务器储存空间。
而且,当插在FANUC控制器的PCMCIA 接口上可以当作备份数据用的记忆卡(IC 卡)。
2. 组成:如果使用桌上型计算机请选配CF 卡、CF转接槽及USB型式的CF卡片阅读机。
如果使用笔记型计算机请选配CF 卡、CF转接槽(但要确认你的笔记型计算机是否支持PCMCIA 接口)。
CF 卡、CF转接槽 USB型式的CF卡片阅读机3. 兼容的控制器:控制器厂商控制器型式数据服务器/网络接口发那科 0i-MB 数据服务器(ATA flash 型式)21i-MB 数据服务器(ATA flash 型式)18i-MB 数据服务器(ATA flash 型式)4. 规格:4.1 使用TYPE II 接口。
4.2 不需要备份电池。
4.3 需格式化成FAT 格式。
4.4 目前支持的容量为128MB、256MB、512MB、1GB、,2GB等。
5. 注意事项:5.1 CF 卡如果初次使用请事先格式化。
FANUC参数备份及恢复方法
FANUC参数备份及恢复方法备份方法:1.进入FANUC机器人控制面板的参数菜单。
按下"MENU"键,然后选择"PARAMETER"菜单。
2.在参数菜单中,选择"IO"参数,并进入"SYSTEM"子菜单。
该子菜单中包含了机器人系统的一些基本参数。
3.在"SYSTEM"子菜单中,选择"PARAM"子菜单。
这个子菜单中包含了机器人系统的详细参数。
4.在"PARAM"子菜单中,选择"BACKUP"选项。
这将备份机器人的参数到选择的存储设备上。
根据FANUC机器人的不同型号,可以选择备份到U 盘、SD卡、硬盘等存储设备。
5.确认备份完成后,将存储设备从机器人控制面板中取出。
这样就完成了参数的备份过程。
恢复方法:1.将备份参数的存储设备插入到机器人控制面板的相应插槽中。
2.进入FANUC机器人控制面板的参数菜单,选择"IO"参数,然后进入"SYSTEM"子菜单。
3.在"SYSTEM"子菜单中,选择"PARAM"子菜单。
4.在"PARAM"子菜单中,选择"RESTORE"选项。
这将会从存储设备上恢复参数。
5.在恢复过程中,控制面板会显示相关的进度信息。
等待恢复完成。
6.恢复完成后,机器人的参数就已经恢复了。
重新启动机器人,然后测试其运行以确保参数恢复正常。
值得注意的是,在备份和恢复过程中,请务必确保正确选择了存储设备,并遵循FANUC机器人的相关说明和操作手册中的指导。
不正确的操作可能导致参数备份失败或导致机器人无法正常运行。
此外,为了保证参数备份的完整性和可靠性,建议定期定时备份参数,并将备份文件存储在安全的地方。
同时,也推荐在更改机器人参数之前备份当前的参数,以免在更改过程中出现错误导致的问题。
FANUC系统参数和调整资料
FANUC系统参数和调整资料FANUC系统参数是机床控制系统的一部分,它可以帮助配置和调整机床的各种参数,以满足特定的生产需求和操作要求。
系统参数涵盖了各个方面,包括机床的速度、精度、工具刀具的使用和切削参数,以及其他一些功能和操作上的设定。
首先,FANUC系统参数中最重要的一部分是速度参数。
在机床的加工过程中,需要设置合适的速度来确保加工效率和加工质量。
这些参数包括进给速率、快速移动速度、主轴旋转速度等。
进给速率决定了机床在工件上加工时进给的速度,快速移动速度决定了机床在空移或者换刀时的移动速度,主轴旋转速度决定了机床切削时刀具的旋转速度。
其次,精度参数也是非常重要的一部分。
精度参数用于定义机床的精确度和重复性。
例如,位置精度参数用于确定机床在加工过程中的坐标定位精度。
角度精度参数用于确定机床在加工过程中的角度定位精度。
这些参数可以根据特定的生产需求进行调整,以便确保机床在加工过程中达到所要求的精度。
此外,FANUC系统参数中还包括工具刀具的使用和切削参数。
这些参数用于配置工具刀具的类型、尺寸和使用方式。
例如,刀具参数用于定义刀具的长度、直径和刃数。
切削参数用于定义刀具的进给速率、切削深度和切削速度。
通过调整这些参数,可以确保机床在加工过程中使用合适的刀具,并按照所要求的方式进行切削。
最后,FANUC系统参数中还包括其他一些功能和操作上的设定。
例如,可以通过参数设置实现机床的自动换刀功能。
还可以设置机床的报警和故障监测功能,以及机床的联机通信功能。
这些参数可以根据具体的生产需求进行调整,以满足生产工艺和操作要求。
综上所述,FANUC系统参数是机床控制系统中非常重要的一部分。
它可以帮助配置和调整机床的各种参数,以满足特定的生产需求和操作要求。
通过合理地设置这些参数,可以提高机床的加工效率和加工质量,同时确保机床的稳定性和安全性。
因此,对于机床操作人员和维护人员来说,了解和掌握FANUC系统参数的相关知识非常重要。
FANUC数控系统参数表

3202/4 NE9 O9000—9999程序的保护 O O3401/0 DPI 小数点的含义 O O3401/4 MAB MDI方式G90/G91的切换 O3401/5 ABS MDI方式用该参数切换G90/G91 O 3.螺距误差补偿3620 各轴参考点的补偿号 O O3621 负方向的最小补偿点号 O O3622 正方向的最大补偿点号 O O3623 螺补量比率 O O3624 螺补间隔 O O4.刀具补偿3109/1 DWT G,W分开 O O3290/0 WOF MDI设磨损值 O O3290/1 GOF MDI设几何值 O O5001/0 TCL 刀长补偿A,B,C O5001/1 TLB 刀长补偿轴 O5001/2 OFH 补偿号地址D,H O5001/5 TPH G45-G48的补偿号地址D,H O5002/0 LD1 刀补值为刀号的哪位数 O5002/1 LGN 几何补偿的补偿号 O5002/5 LGC 几何补偿的删除 O5002/7 WNP 刀尖半径补偿号的指定 O5003/6 LVC/LVK 复位时删除刀偏量 O O5003/7 TGC 复位时删除几何补偿量(#5003/6=1) O 5004/1 ORC 刀偏值半径/直径指定 O5005/2 PRC 直接输入刀补值用PRC信号 O5006/0 OIM 公/英制单位转换时自动转换刀补值 O O 5013 最大的磨损补偿值 O5014 最大的磨损补偿增量值 O5.主轴参数3701/1 ISI 使用串行主轴 O O3701/4 SS2 用第二串行主轴 O O3705/0 ESF S和SF的输出 O O3705/1 GST SOR信号用于换挡/定向 O3705/2 SGB 换挡方法A,B O3705/4 EVS S和SF的输出 O3706/4 GTT 主轴速度挡数(T/M型) O3706/6,7 CWM/TCW M03/M04的极性 O O3708/0 SAR 检查主轴速度到达信号 O O3708/1 SAT 螺纹切削开始检查SAR O3730 主轴模拟输出的增益调整 O O3731 主轴模拟输出时电压偏移的补偿 O O3732 定向/换挡的主轴速度 O O3735 主轴电机的允许最低速度 O3736 主轴电机的允许最低速度 O3740 检查SAR的延时时间 O O3741 第一挡主轴最高速度 O O3742 第二挡主轴最高速度 O O3743 第三挡主轴最高速度 O O3744 第四挡主轴最高速度 O3751 第一至第二挡的切换速度 O3752 第二至第三挡的切换速度 O3771 G96的最低主轴速度 O O3772 最高主轴速度 O O4019/7 主轴电机初始化 O O光栅生效NO.1815.1=1 FSSB开放相应接口。
fanuc数控系统备份参数
fanuc数控系统备份参数Fanuc数控系统备份参数Fanuc数控系统备份参数是指将数控系统中的参数进行备份的操作。
数控系统是一种广泛应用于机床的自动控制系统,通过对各种指令的输入和程序的运行,实现对机床运动轴的控制,从而完成加工工艺的自动化。
而数控系统的参数则是指控制机床运动轴行程、速度、加速度、位置等的重要设置值。
备份参数的操作可以保证在系统出现故障或意外情况时,能够快速恢复到备份前的状态,提高生产效率和机床的可靠性。
Fanuc数控系统备份参数的操作步骤如下:步骤一:进入数控系统的参数备份功能在Fanuc数控系统中,一般会有一个专门的参数备份功能,可以通过操作面板上的特定按键或者菜单选项进入。
具体的操作方式可以参考数控系统的操作手册或者咨询厂家的技术支持。
步骤二:选择备份参数的目标位置在进入备份功能后,需要选择备份参数的目标位置。
通常有两种选择,一种是备份到数控系统的内部存储器中,另一种是备份到外部存储介质中,如U盘或者SD卡等。
根据实际情况选择合适的备份目标位置。
步骤三:执行备份操作在选择好备份目标位置后,可以执行备份操作。
系统会将当前的参数设置值进行备份,并保存到选择的目标位置中。
备份的时间长度会根据参数数量的多少而有所不同,一般在几十秒到几分钟之间。
步骤四:确认备份结果备份完成后,可以进行备份结果的确认。
可以通过查看备份目标位置的文件列表或者系统提示信息来确认备份是否成功。
如果备份失败,可以重新执行备份操作或者联系技术支持进行故障排查。
Fanuc数控系统备份参数的注意事项如下:注意事项一:备份前确认参数设置合理在执行备份操作之前,需要确认当前的参数设置值是合理的。
如果存在不合理的参数设置,备份的结果可能会导致机床运动不正常或者加工精度下降。
因此,在备份前应该仔细检查和调整参数设置值。
注意事项二:定期进行备份操作为了保证备份参数的及时性和准确性,建议定期进行备份操作。
具体的备份频率可以根据生产情况和机床使用频率来确定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FANUC综合资料
目录
一、FANUC参数改写方法 (2)
二、FANUC常用参数设置 (3)
1、有关设定SETTING的参数 (3)
2、有关轴控制/设定单位的参数 (3)
3、有关坐标的参数 (4)
4、有关进给速度的参数 (4)
5、有关伺服的参数 (4)
6、有关DI/DO 的参数 (5)
7、有关CRT/MDI的参数 (5)
8、有关编程的参数 (5)
9、有关主轴控制的参数 (6)
10、有关I/O LINK轴控制 (6)
三、FANUC使用存储卡数据备份和恢复 (9)
四、Fanuc系统更换电池及绝对编码器更换后调整方法 (12)
五、FANUC屏蔽光栅尺时参数的设置方法 (13)
六、放大器报警代码 (16)
一、FANUC参数改写方法
●1、置于MDI方式,或急停状态。
●2、按几次“OFFSET SETTING”键,显示设定(SETTING)画面。
●3、把光标移到“参数写入(PARAMETER WRITE)”上,按“1”“INPUT”
的顺序按键。
✧发生100号报警后变为报警画面
✧把参数3111#7(NPA)设成1,使发生报警时也不会切换成报警画面。
通常,发生报警必须让操作者知道,因此上述参数应设成0。
✧在解除急停(动转准备)状态,同时按“CAN”键和“RESET”键时
可解除100号报警。
二、FANUC一些参数设置
1、有关设定SETTING的参数
●0020 通道选择,等于0或1时,选择通道JD5A(JD36A);等于2时,
选择通道JD5B(JD36B)。
●0101#0 设0停止位为1位,设1停止位为2位。
●0102 设0选择RS232C接口,设4为存储卡。
●0103 波特率,设11为9600bps,12为19200bps。
2、有关轴控制/设定单位的参数
●1001#0 设0为公制,设1为英制。
●1006#3 各轴移动量是直径还是半径,车床X轴设1为直径。
●1020 各轴的程序名称
●1022 各轴在坐标系中的关系
●1023: 表示数控机床各轴的伺服轴号,也可以称为轴的连接顺序,一般
设置为1,2,3,设定各控制轴为对应的第几号伺服轴,设置-128屏蔽
该伺服轴。
3、有关坐标的参数
4、有关进给速度的参数
●1423 各轴手动JOG速度。
●1424 各轴手动快速进给速度。
●1425 各轴回参考点时,压到减速开关后的速度。
●1430 各轴最大切削进给速度。
5、有关伺服的参数
●1815#1 设0不使用分离型脉冲编码器。
设1使用分离型脉冲编码器。
●1815#2 设0不使用带距离码参考点标志的直线光栅。
设1使用带距离
码参考点标志的直线光栅。
●1815#3 设0带绝对寻址参照标记标度为直线光栅。
设1带绝对寻址参
照标记标度为圆光栅
●1815#4 设0绝对位置还没有建立。
设1使用绝对位置建立。
●1815#5 设0不使用绝对位置检测器器。
设1使用绝对位置检测器器。
●1825 各轴的伺服环增益。
增益越大,位置控制响应越快,但如果太大,
会使伺服系统不稳定
●1828 设定各轴移动中的最大允许位置偏差量
●1829 设定各轴停止时的最大允许位置偏差量
●1850 设定各轴在返参时的栅格偏移量(即参考点偏移量)
●1851 设定各轴的反向间隙补偿量
●2020 设定电机ID号;
●2022 电机旋转方向没有设定正确值(111或-111);
●2084和2085 柔性齿轮比。
6、有关DI/DO 的参数
●3004#5:是否进行数控机床超程信号(硬限位)的检查,0时检测硬限位,
1时不检测;
●3030:数控机床M 代码的允许位数。
该参数表示M 代码后数字的位数,
超出该设定出现报警。
●3031: 数控机床S 代码的允许位数。
该参数表示S 代码后数字的位数,
超出该设定出现报警。
例如:当3031=3 时,在程序中出现S1000即会产生报警。
●3032: 数控机床T 代码的允许位数。
7、有关CRT/MDI的参数
●3105#2 设0 CRT画面不显示主轴实际转速和T代码,设1显示。
●3102 都设0使用中文简体,3102#3为1使用中文繁体,
●3111#0 设0不显示伺服设定画面,设1显示。
●3203#7 设0用复位不清除MDI方式编制的程序,设1清除。
●3216 自动插入顺序号时(参数号0000#5,是否自动插入顺序段号),
顺序号的增量值。
●3208#0:为0时MDI 面板的功能键SYSTEM 有效,为1时无效。
8、有关编程的参数
●3401#0 设0时坐标省略小数点,单位是微米;设1坐标省略小数点,
单位是毫米。
●3402#0 设0接通电源时为G00模态,设1为G01模态。
3402#1#2 都
设0接通电源时为G17模态,设3402#1为1时G18模态;设3402#2为
1时G19模态。
3420#3 设0接通电源时G90为模态,设1为G91。
9、有关主轴控制的参数
●3701#1=1 屏蔽主轴
●3706#0#1 主轴的位置编码器齿轮比
●3706#6#7 对于M03和M04,S值的符号。
●3722 主轴的上限速度
●3741 主轴低档转速(最高转速)
●3742 主轴高档转速(最高转速)
●4020 电机最大转速
●4019.7=1 自动设定SP参数(即主轴引导)
●4133 主电机代码
●3111.6=1 显示主轴速度
●3111.5=1 显示负载监视器
●4001.4 主轴定位电压极性(定位时主轴转向)
●3705.1=1 SOR用于换档
●3732=50 换档速度
●4076=33 定位速度
●4002.1=1 外接编码器生效
●4077 定位脉冲数(主轴偏置)
主轴定位角度有偏差时,调节此参数到合适的角度 3117.0=1 显示主轴负载表
10、I/O LINK轴控制
066# 快速移动倍率的F1速度
067# 快速移动倍率的F2速度
068# 料盘/转台号数
100# 负载惯量比(L D I N T)
105# 电机每转动一圈的脉冲数的分子(S D M R 1)
106# 电机每转动一圈的脉冲数的分母(S D M R 2)
107# 位置环路增益(L P G I N X)
110# 停止时的位置偏差极限值
111# 到位宽度
125# 电机型式号
137# 切削进给时的到位宽度
141# 旋转轴每转动一圈的移动盘
142# 存储行程极限1的+(正)方向机床坐标值
143# 存储行程极限1的-(负)方向机床坐标值
179# 电机每转动一圈的脉冲数分子(S D M R 1、32768以上)180# 参考计数器的容量
181# 栅格移动量
182# 移动中的位置偏差极限值
三、FANUC使用存储卡数据备份和恢复
1.关闭系统插存储卡
2.起动引导系统方法及画面如下(BOOT SYSTEM):
3. 注意事项:
●CF 卡如果初次使用请事先格式化;
●抽取或安装CF卡请先关闭控制器电源避免CF卡损坏;
●不要在格式化或数据存取的过程中关闭控制器电源避免CF卡损坏。
4. 系统数据被分在两个区存储。
数据存储区如下:
四、Fanuc系统更换电池及绝对编码器更换后调整方法
Fanuc系统更换电池,必须在机床上电的情况下更换电池,不用更改任何参数。
否则需按照以下步骤:
1、Fanuc系统:显示器后面的电池直接更换。
2、FANUC 0I系统驱动器上的电池(电机绝对编码器时用的,即无撞块回零用)更换后要重新设定参考点。
(FANUC 0I系统: 1815#5,1815#4 ,为无撞块回零参考点设定)。
1815#5:APCx 位置检测器为 1 使用绝对位置检测器;0 不使用绝对位置检测器
1815#4:APZx作为位置检测器使用绝对位置检测时,机械位置与绝对位置检测器之间关系。
0:尚未建立;1:已经建立
FANUC更换电池及绝对编码器故障后设定步骤:
●1、放大器上的电池安装上。
●2、把参数1815#5设为1 :绝对位置检测器有效。
●3、把参数1815#4 设为0:位置关系尚未建立。
●4、在手摇方式下,把轴摇到要设定为零点的地方。
✧注意:编码器必须旋转1圈以上
●5、把参数1815#4设为1:位置关系已经建立
●6、把机床下电,再重新上电。
●7、在手摇方式下,把轴摇回100多MM ,再把方式选择放到回零方式,进
行手动回零操作。
回零完成后,相应轴的回零指示灯会亮。
(手动回零操作完后,然后设定软限位的值:参数1320号和参数1321号。
)五、FANUC屏蔽光栅尺时参数的设置方法
六、放大器报警代码。