高调门的检修工艺
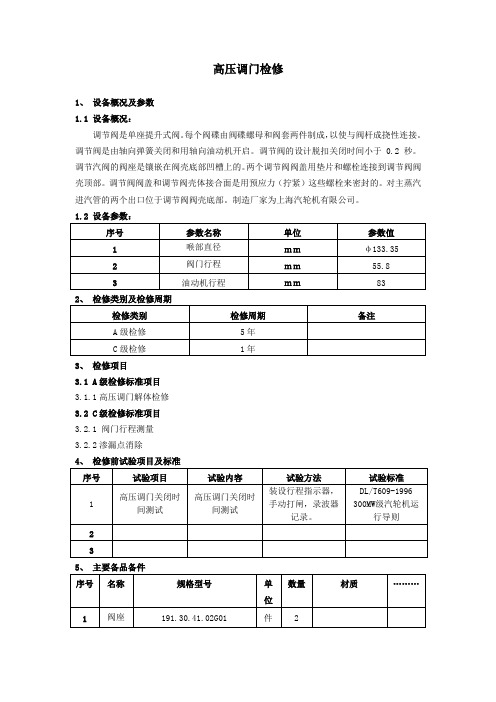
高压调门检修文件包
1
喉部直径
mm
φ133.35
2
阀门行程
mm
55.8
3
油动机行程
mm
83
2、 检修类别及检修周期
检修类别
检修周期
备注
A级检修
5年
C级检修
1年
3、 检修项目
3.1A级检修标准项目
3.1.1高压调门解体检修
3.2C级检修标准项目
3.2.1阀门行程测量
3.2.2渗漏点消除
6.拆除弹簧室与阀座的连接螺栓,将弹簧箱整体吊至检修场地。
7.均匀地松专用长螺栓的螺帽,使弹簧伸至自由长度。然后将弹簧座拆除,取出弹簧,测量自由长度,并做好记录。
8.拉出门杆,用深度尺测量主阀行程。
9.用塞尺检查门盖四周的间隙,并做好记录,间隙应该相等,其偏差不大于0.05mm。
10.松开阀盖与阀体的连接螺栓(最后保留两只对称螺栓不卸),将卸下的螺栓妥善保管好,阀杆装好专用卡子或装上连接套。
7.弹簧应完好,无歪斜、扭曲、裂纹、断裂等现象,测量自由长度,与上次大修相比较,检查是否变形,否则更换新件
8.阀门行程要求:
主阀行程:55.8±2.2mm
3
检查、修理
1.检查阀杆
2.阀蝶、阀座的检查、研磨修复
3.阀盖结合面、各疏水管道法兰结合面检查
4.各销轴的检查
5.各连接部分的检查
6.各部套间隙及门杆弯曲度的测量
高压调门检修
1、 设备概况及参数
1.1 设备概况:
调节阀是单座提升式阀。每个阀碟由阀碟螺母和阀套两件制成,以使与阀杆成挠性连接。调节阀是由轴向弹簧关闭和用轴向油动机开启。调节阀的设计脱扣关闭时间小于0.2 秒。调节汽阀的阀座是镶嵌在阀壳底部凹槽上的。两个调节阀阀盖用垫片和螺栓连接到调节阀阀壳顶部。调节阀阀盖和调节阀壳体接合面是用预应力(拧紧)这些螺栓来密封的。对主蒸汽进汽管的两个出口位于调节阀阀壳底部。制造厂家为上海汽轮机有限公司。
高旁调整门检修工艺讲诉
高旁调整门检修工艺
10、高旁调整门回装时,必须保证螺栓打紧,密封面间隙均匀, 确保阀门在运行中不出现外漏(最小冷紧三遍)。 11、安装高旁调整门气缸时,一定要保证阀门阀杆与气缸阀杆连 接哈弗安装好。否则调试高旁时,会造成阀杆螺牙被咬坏,气缸 大幅度摆动。 12、高旁调整门调试时,需要确保阀门开关灵活,若是阀门开关 中卡涩,首先将盘根送点,加入石墨粉润滑。另外按照解体检修 中标定的阀门全开、全关位置;调试时,要保证阀门开关到位。
高旁调整门内部结构
1、高旁调整门主要是由阀体阀杆、阀盖、阀座、阀芯、预启阀、 弹簧垫片、密封组件等构成。
高旁调整门使用工况及损坏原因
1、高旁调整门在机组运行中,要承受的主蒸汽的压力和温度。在 机组启机时,很容易使阀门的阀芯、阀座密封面被吹损,或者阀 芯、阀座密封面夹渣。在阀门全关闭后,阀后温度会一直上涨, 最高时都能达到460-470度,远超过高旁阀后管道承受的最高温 度(425度)。高旁阀后温度过高,对阀后管道冲刷,减薄阀后管 道,影响机组的安全性。另外高旁阀后温度过高,需要开高旁减 温水,又将影响机组的经济性。
高旁调整门检修工艺
5、高旁调整门检修时,长出现的问题是,阀座密封面受损、有凹 坑,造成密封面关闭不严,出现内漏。 6、高旁调整门研磨阀芯、阀座密封面需要用专门的研磨工装进行 研磨,确保阀门研磨后,消除阀座密封面上的凹坑,保证阀芯、 阀座密封面接触紧密,关闭严密。(另外阀座的密封面凹坑超过 50丝,就必须上车床车一刀。此时就必须把阀芯的密封面上沿也 车一刀,确保阀芯、阀座密封面接触严密到位。) 7、高旁调整门解体检修时,高旁调整门阀杆容易在运行中弯曲, 所以在机组启动后,上锁高旁调整门时 ,不要过分使力加关阀门 ,一个人用力关到位即可。 8、高旁调整门回装时,首先要保证阀芯与阀座密封面红丹试验完 好,连续不断。保证阀芯、阀座在阀笼里,活动灵活、不卡涩。 回装前必须保证阀体内部清洁、无铁屑、渣子。
#1机甲侧高压主汽门、调门检修技术
#1汽机甲侧高压自动主汽门、调门检修技术方案(一)工程概况及施工范围我厂#1机甲侧自动主汽门在运行过程中,自密封有外漏现象;甲侧高压调门有内漏现象。
拟于#1机C修期间进行甲侧高压自动主汽门自密封更换工作、以及甲侧高压调门解体检查修复工作。
施工范围:1、#1机甲侧高压自动主汽门自密封更换工作(1)拆除主汽门底部疏水接头;(2)松自密封拉紧螺栓、螺母;(3)用专用工具将自密封摒紧螺母旋出,取下自密封圈和滤网;(4)自密封面清理,测量相关数据;(5)试组装,压红丹检查自密封接触情况;(6)验收合格后正式组装。
2、#1机甲侧高压调门解体检查工作(1)拆除所有门杆漏汽法兰;(2)松连接器并帽,将调门连杆与调门脱开,取出二个半球面接头;(3)松弹簧压板螺栓,取下压板,取出弹簧及垫片;(4)松开门杆并帽,取出连接器和上球面垫片;(5)取出弹簧托盘、下球面垫片以及支撑块;(6)拆掉热屏,松开止转螺钉,旋出弹簧支架;(7)松开调门阀套拉紧螺母,取出垫块;(8)松自密封压紧螺母,起吊门杆及阀套,自密封圈;(9)检查阀座、阀芯;(含阀座研磨)(10)清理自密封面;(含阀套密封面、阀体密封面)(11)更换自密封圈,压红丹保证其接触良好;(12)测量记录各间隙数值、门杆行程;(13)验收合格后组装。
(二)、检修施工技术要求;1、高压自动主汽门(1)各法兰平整,无锈蚀,垫片齿锐利,无变形;(2)螺栓、螺母的螺纹完好,无拉毛咬死现象,螺母探伤检查合格;(3)大螺栓螺纹完好,无断齿,自密封座及自密封圈表面无结垢、滤网无堵塞、变形;(4)更换自密封圈需试组装一次,压红丹检查自密封圈接触良好;(5)拉紧螺栓探伤检验合格;(6)主汽门行程:104一113mm;(7)自密封圈进入阀体内相对于壳体深度6一7mm2、高压调门(1)各法兰平整,无锈蚀,垫片齿锐利,无变形;(2)并帽螺纹完好,半球面接头球面光滑无锈蚀;(3)弹簧完好,无裂纹及断裂等缺陷;(4)并帽螺纹完好,无拉毛咬死现象,连接器球面光滑无拉毛现象;(5)上、下球面垫片球面光滑无锈蚀;(6)止动螺钉,弹簧支架螺纹完好,无咬毛;(7)拉紧螺母及阀套螺纹完好;(8)压紧螺母无断齿,拉毛、门杆无弯曲、幌度小于0.08mm;(9)阀座无松动、阀座和阀芯密封面无凹痕等缺陷,压红丹检查合格;(10)自密封面光滑无结垢,压红丹检查合格;(11)组装后保证调门行程#2调门43一47mm#4调门38一42mm(三)乙方施工前的技术准备1、熟悉系统、作业范围以及作业指导书;2、编制施工安全技术措施并取得甲方认可。
发电厂-40高压调速汽门检修(检修标准规程)

9.弹簧座与弹簧(7,8)接触面无磨损,与弹簧筒接触处无卡涩磨损
二:机械部分
1.锁紧螺母无松旷卡涩,紧定螺钉良好
2.汽封壳的结合面光洁平整,无明显沟槽,径向划纹,内孔无严重腐蚀,垫片表面无拉痕,裂纹,变形
3.阀杆,阻汽圈,导汽圈内外密封面光洁,无剥落,变形或裂纹
7.拆卸杠杆,检查销子和滚针轴承磨损情况
8.吊出整个杠杆检查,拆下吊环检查
9.拆去弹簧套两对角上拉紧螺杆两只,换上专用长螺杆(M24X510),然后拆去另外两只拉紧螺杆,取出弹簧(7,8)及弹簧套(18)进行检查,测量弹簧自由长度,并与原始值比较
序号
检修内容、步骤
质量标准
工艺方法
高压调速汽门检修
7.球座与球形接头接触面光滑,无磨损拉痕
第二节高压调速汽门检修
一:结构图:(如下图)
图1调节汽门
二:检修工艺及方法
序号
检修内容、步骤
质量标准
工艺方法
高压调速汽门检修
一:油动部分
1.吊环间隙要求:当油动机位置在0时,销轴下部留有1.5~2MM的间隙,以供热膨胀(可用调门下部螺杆调整),并按拆开顺序配置上部间隙
2.杠杆各销轴及滚针轴承灵活不卡涩,衬套与销子无磨损,(#2#3)吊环销与衬套配合间隙:两端0.01~0.025MM,中间0.05~0.28MM,
7.用专用吊具将阀杆套拆出,并装上螺帽(防止吊具拉出),起吊吊具,将阀杆套与均压环,密封圈,阀杆,阀碟一起吊出
8.测量碟套与阀杆套侧向间隙及碟套与汽封套之间隙
序号
检修内容、步骤
质量标准
工艺方法
高压调速汽门检修
7.阀杆套表面光滑完整,与汽封壳配合不松动,内孔与阻,导汽圈接触面无严重凹槽,各配合螺纹良好无毛刺
高旁减温水调整门检修工艺卡
Ø75×50×12.5
专用工器具及场地准备
3.1 专用工器具 □铁柄螺丝刀 □活络扳手 □梅花扳手 □吊环 3.2 场地准备 口 口 清理现场周围场地无杂物。 联系电工安装固定照明。 □铜棒 □敲击扳手 □研磨砂 □平锉 □内六角扳手 □砂纸 □手锤 □角磨 □链条葫芦 □三角锉 □照明灯 □钢丝绳
分发号
按规定分发
上海上电漕泾发电有限公司
工作指令
高旁减温水调整门
页数:2 编号:
版次:
工作描述: 1、高压调节阀各部件解体 2、各部件检查、清理。 3、对磨损部件进行检查更换。 4、阀门装复,系统恢复。
先决条件: (根据不同设备,填写不同内容) 动 火:Y □ N □ 拆除保温:Y □ 吊车使用:Y □ N □ 脚 手 架:Y □ 其它(具体说明) : 检修危险点是否有预控措施:Y □ N □ (具体措施见安全措施) 试验/试转描述: 质量控制页:Y □ 开工时间: 预计总工日: 预计检修工日: 检修(施工)单位: 准 姓名 备 日期 姓名 审 预计土建工日: N □
验收人签字: 日期:
上海上电漕泾发电有限公司
检
修
报
告
页数:11 编号:
版次:
高压调节阀
1、检修情况简介
2、使用测量工具及编号:
3、更换备品配件及数量:
填写人签字: 日期:
班组负责人签字: 日期:
4、工作报告: 全面检查 检修 调整 更换
上海上电漕泾发电有限公司
检
修
报
告
页数:9 编号:
版次:
高压调节阀 □ 阀门解体时各零部件是否做好记号 □ 解体阀门时是否有异物掉入管道内
□是 □是
□否 □否
高压调门检修工艺规程

高压调门检修工艺规程1 概述作用:控制阀可调节汽轮机蒸汽供给量,并且在有故障情况下,可将蒸汽供给完全中断。
工作原理:可处在控制阀门完全打开或完全关闭间任何瞬时或固定的位置。
构造:控制阀是带有导流板的平衡的单座阀,并与阀壳组成一个整体,扩压器可用螺钉拧紧到阀壳体上,并且通过焊上的进入管用法兰把阀壳体直接连接到阀外壳上,并且蒸汽管的密封件提供了内壳密封,阀壳体上具有汽封蒸汽,排汽和疏水管接头,并且上面开有孔,在运行过程中孔是闭合的,该孔用来对内部机件进行窥镜检查。
具体如图(一):型号:FD—STV主蒸汽压力:16.9MPa主蒸汽温度:540℃2 检修周期2.1 大修每四年进行一次(新投运设备12~18个月进行第一次检查性大修一次)。
2.2 小修不作解体检查,只做活动性试验。
3 大修标准项目3.1 解体清扫高压调门。
3.2 检查阀杆、阀蝶及扩压器情况。
3.3 测量阀杆行程、弯曲度及各部配合间隙。
3.4 验收回装3.5 做调节汽阀严密性试验。
4 停机前检查4.1 检查调门各处结合面是否严密,是否存在泄漏,确定泄漏点。
4.2 确定运行是否有异常,有无异音。
4.3 检查调门是否开启完全,运行是否有卡涩。
5 修前准备5.1 了解设备运行情况,存在缺陷,明确检修项目和要重点解决的问题及相应的安全技术措施。
5.2 讨论落实任务,作好人力、进度安排。
5.3 准备好有关技术资料(图纸、检修作业指导书、质量标准)及技术记录表格。
5.4 准备好常用专用、安全、照明等工具。
5.5 办理好检修工作票附:平衡重、假法兰、顶丝6 检修工艺6.1 解开调门执行机构。
6.1.1 拆卸联接器。
6.1.2 拆卸与执行机构相连的有关油管并拆下执行机构。
6.1.3 松隔热罩,拆中间段区域内绝缘物(应在阀体仍热时拆卸内部机件)。
6.1.4 测量阀杆行程并记录。
6.2 中间段的拆卸6.2.1 拧松止动环。
6.2.2 松六角螺母,用钢绳将中间段挂在升降机上。
高调门的检修工艺
高压调节汽阀部分参数: 主汽阀与阀座接触直径:φ196 阀体材料:C-422-5 阀杆材料:C-422-5+6(氮化) 总重:1265Kg 图号:157.34.20-1
二、高压调门检修前的准备。
高压调门修前需要准备技术文件、备件、检修工具、封堵工具。 技术文件主要包括:文件包、图纸、工作票、技术措施、组织措施 备件主要包括:阀碟、止推垫片、止推垫圈、阀杆、阀杆套、双头 螺栓(M45*3*337)、罩盖螺母、球面垫圈(凹面45)、球面垫圈(凸面 45)、衬套、金属缠绕垫(62*32*3、125*74*3)、不锈钢垫片(305*280*1) 检修工具主要包括:常用工具(如扳手、手锤等)、专用工具(如油 动机拆修工具、高调门拆卸工具等)、起重工具、内窥镜等。
三、高压调门检修步骤。
9 阀门行程的测量 9.1主阀行程复测 9.2复装后油动机缓冲行程 10 弹簧座组装调整后,将特制螺栓拆除 11 连接好阀门上所有的疏水及漏汽管道 12 保温恢复
四、高压调门检修中的主要检查项目与测量数据。
设备/部件名称 弹簧长度 主阀、阀座的检查 主阀、阀座应完好无损,阀座无开焊、 卷边、裂纹、损伤。阀头、阀座的阀线 应良好连续,无贯穿、麻点现象,密封 接触面100% 质量标准
三、高压调门检修步骤。
5 各部件检查和清理 5.1阀杆弯曲度不大于0.05mm光滑、无弯曲、无裂纹无卡涩无磨偏等现象 5.2主阀与阀座的阀头、阀座型线应完好、无麻点、凹坑、贯穿现象,密封 接触面良好。 5.3门盖结合面、各疏水法兰结合面的应平整光滑、无麻点、凹坑、毛刺等 现象,更换缠绕式垫片。 5.4各销轴的检查 5.5各连接部分的检查 6 各部套间隙及门杆弯曲度的测量(可选) 6.1连接杆与弹簧架配合间隙 6.2阀杆与上导套的配合间隙 6.3主阀与导套的配合间隙 6.4上衬套与阀座的配合间隙 6.5门杆弯曲度
电厂高压调节门阀座现场焊接研磨修复技术方案
关于电厂#2机组高压调节门阀座现场焊接研磨修复技术方案一、存在问题电厂#2机组#1、3高压调节门阀座密封面局部冲蚀出现凹坑,#2、4、5、6高压调节门阀座密封面整体冲蚀出现凹坑,导致阀门关闭不严,造成泄露,另外#1、3、5 高压调节门阀座密封焊道出现裂纹,给机组安全运行造成较大危险。
二、解决方案2.1 前期准备:1、电厂提供高调门图纸资料、工作参数(温度、压力)、阀座材料及硬度等相关技术资料;2、现场测绘阀座密封面修复所需相关尺寸,确认损伤情况;3、按现场测量阀座密封面相关数据,设计阀座密封面镗孔、研磨修复专用设备和工装;4、数控加工阀座密封面型面镗刀、研磨胎具、定位盘及精密导向套等零部件;5、组装及调试阀座密封面镗孔、研磨修复专用设备和工装。
2.2 现场高调阀座修复:高调阀座密封焊道裂纹焊接修复1、根据电厂提供高调门阀座及阀体材料及硬度等相关技术资料,确定密封焊道焊接方法与焊接材料,并由电厂审定;拟选用焊接方法:氩弧焊拟选用焊材:美国进口ERNiCrFe-3镍基焊丝化学成分:2、对存在裂纹的阀座密封焊道进行机械加工,镗制焊接坡口,并去除相邻面氧化层,露出金属光泽,着色探伤合格后,用丙酮清洗干净;3、用氧气、乙炔、烤把,将坡口位置加热至150℃左右;4、对处理后的部位进行氩弧焊焊接,补焊后着色探伤检查,保证补焊部位无气孔、夹渣、漏焊、微裂纹等缺陷;高调阀座密封面焊接研磨修复1、补焊:阀座存在冲蚀凹坑:1)根据电厂提供高调门阀座密封面材料及硬度等相关技术资料,确定阀座密封面堆焊方法与堆焊材料,并由电厂审定;拟选用焊接方法:氩弧焊拟堆焊材料:美国进口ERNiCrCoMo-1镍基焊丝化学成分:2)现场将阀座密封面冲蚀部分打磨至完全露出金属光泽,着色探伤检查阀座密封面无裂纹等缺陷,用丙酮清洗干净;3)用氧气、乙炔、烤把将阀座局部加温至200-250℃,阀座底部增设保温材料;(由于人工焊接操作在阀壳内,温度高无法操作,加热温度需根据现场情况微调。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高压调节汽阀部分参数: 主汽阀与阀座接触直径:φ196 阀体材料:C-422-5 阀杆材料:C-422-5+6(氮化) 总重:1265Kg 图号:157.34.20-1
二、高压调门检修前的准备。
高压调门修前需要准备技术文件、备件、检修工具、封堵工具。 技术文件主要包括:文件包、图纸、工作票、技术措施、组织措施 备件主要包括:阀碟、止推垫片、止推垫圈、阀杆、阀杆套、双头 螺栓(M45*3*337)、罩盖螺母、球面垫圈(凹面45)、球面垫圈(凸面 45)、衬套、金属缠绕垫(62*32*3、125*74*3)、不锈钢垫片(305*280*1) 检修工具主要包括:常用工具(如扳手、手锤等)、专用工具(如油 动机拆修工具、高调门拆卸工具等)、起重工具、内窥镜等。
三、高压调门检修步骤。
9 阀门行程的测量 9.1主阀行程复测 9.2复装后油动机缓冲行程 10 弹簧座组装调整后,将特制螺栓拆除 11 连接好阀门上所有的疏水及漏汽管道 12 保温恢复
Hale Waihona Puke 四、高压调门检修中的主要检查项目与测量数据。
设备/部件名称 弹簧长度 主阀、阀座的检查 主阀、阀座应完好无损,阀座无开焊、 卷边、裂纹、损伤。阀头、阀座的阀线 应良好连续,无贯穿、麻点现象,密封 接触面100% 质量标准
三、高压调门检修步骤。
5 各部件检查和清理 5.1阀杆弯曲度不大于0.05mm光滑、无弯曲、无裂纹无卡涩无磨偏等现象 5.2主阀与阀座的阀头、阀座型线应完好、无麻点、凹坑、贯穿现象,密封 接触面良好。 5.3门盖结合面、各疏水法兰结合面的应平整光滑、无麻点、凹坑、毛刺等 现象,更换缠绕式垫片。 5.4各销轴的检查 5.5各连接部分的检查 6 各部套间隙及门杆弯曲度的测量(可选) 6.1连接杆与弹簧架配合间隙 6.2阀杆与上导套的配合间隙 6.3主阀与导套的配合间隙 6.4上衬套与阀座的配合间隙 6.5门杆弯曲度
三、高压调门检修步骤。
7 各部件的探伤和硬度检查 7.1由金属组对阀杆、阀头探伤,更换不合格部件。 7.2由金属专业对阀座进行探伤,对缺陷部位进行处理。 7.3门盖螺栓 、螺帽硬度、光谱的检测 大法兰螺栓硬度 HB 262~331 大法兰螺母硬度 HB 241-302 硬度HB279及以下:更换新件; 硬度HB280至HB289之间:建议两年内更换;HB290至HB360之间:可继续使用; 硬度HB361及以上:更换新件。 8 阀门回装 8.1阀杆与连接套连接,阀杆顶端与连接杆接触面积≥80%,安装时拧紧力矩 904N.m。 8.2 按拆卸相反的顺序进行组装,阀杆、阀碟的滑动部位涂二硫化钼干粉,特 别注意,防止异物掉入管道内,阀芯阀盖吊起后调平,更换垫片,并放到阀座 内 8.3阀盖冷紧,螺栓丝扣部位高温防咬剂,冷紧采用力矩扳手,冷紧力矩 1960Nm,不得用锤击法. 阀盖螺栓对称均匀的拧紧,保证螺栓达到均匀的紧力。 8.4复测阀盖与阀体四点间隙,其偏差不大于0.05mm.
一、高压调门简介及结构。 二、高压调门检修前的准备。 三、高压调门检修步骤。 四、高压调门检修中的主要检查项目与测量数据。
一、高压调门简介及结构。
本机组共有4个调节汽阀。调节汽阀的功能是控制蒸汽流量, 精确地调节汽轮机的转速和负荷。调节汽阀为球头型,带有扩散 管出口。阀头在阀杆上是松动的,以保证阀碟与扩散器进口正确 对中,阀碟为部分平衡式,所需提升力不大。 高压调门主要由阀座、阀碟、阀杆、门盖、连接杆、衬套弹 簧组件等组成。
三、高压调门检修步骤。
2.8检查垫块上下两接触面平行度<0.05mm,用红丹粉检查接触面积≥80%; 连接杆与弹簧架配合间隙:0.05~0.15 mm
3 解体前的测量 3.1用行车及深度尺测量主阀行程。 3.2塞尺检查门盖与阀体四点的间隙,并做好记录。 4 阀门解体 4.1松开门盖与阀座的连接螺栓(最后保留两只对称螺栓不卸),将卸下 的螺栓妥善保管好,阀杆上好专用吊具。 4.2挂好钢丝绳及倒链,并稍微吃劲,松开最后保留的两只螺栓,将主阀 慢慢吊出阀体至检修场地,取下垫片。用专用盖板封好腔室(贴封条), 防止杂物落入阀体。 4.3将连接杆旋下,从阀杆下部抽出阀碟及阀杆,阀芯用布包扎好。
连接杆与弹簧架配合间隙: 0.05~0.15 mm 阀杆与上导套的配合间隙: 0.25~0.30 mm 主阀与导套的配合间隙: 门杆弯曲度: 阀盖与阀体间隙测量 阀门行程的测量 油动机缓冲行程 0.25~0.30 mm 0.00~0.05 mm 其偏差不大于0.05mm. 74.2±1.5 mm 6.4±1.5 mm 上衬套与阀座的配合间隙: 0.05~0.10 mm
组织措施主要包括:技术措施与安全措施。
三、高压调门检修步骤。
1 解体前的准备工作 1.1 联系热工,拆除有关信号。 1.2 汽机本体调节级温度不超过120℃(参考项),拆除门体保温。 1.3拆除阀门上所有的疏水及漏汽管道,并封好管口。 2 油动机及操纵座的拆卸 2.1用专用长螺杆压紧弹簧。 2.2 测量油动机缓冲行程6.4±1.5mm 2.3拆除油动机活塞杆与连杆销子,将油动机从系统上解列。 2.4拆除弹簧架与阀座的连接螺栓,连同弹簧一起取下弹簧架,吊至检 修场地。 2.5均匀地松专用长螺栓的螺帽,使弹簧伸至自由长度。然后将上盖拿下, 取出弹簧,测量自由长度,并做好记录。 2.6弹簧应完好,无歪斜、扭曲、裂纹、断裂等现象,测量自由长度,与上 次大修相比较,看是否变形,否则更换新件检查弹簧固定架的连结螺栓 2.7拆除弹簧下座与支承块的连接螺栓,取出弹簧下座。拆除支撑块与球面 垫片的连接螺栓,取出支撑块、球面垫片。