薄板坯连铸连轧流程Ti微合金钢含Ti析出物的研究
微合金钢中Nb、Ti的溶解、析出行为研究

[1- ]2 -
北京科技大学硕士学位论文
A Study on Dissolution and Precipitation of Nb and Ti in Microalloyed Steels
Abstract
Determining behavior of dissolution and precipitation of microalloy elements in steels is a necessary precondition to finding out appropriate process of microalloyed steels and fully exerting effect of microalloy elements in steels. In the present investigation, TEM, EDX and stress relaxation test were employed to investigate behavior of dissolution and precipitation of Nb and Ti in steels. Mathematical models were proposed to compute the kinetics of dissolution and precipitation in term of thermodynamic principles. It was find out that: (1) The precipitates in (Nb+Ti) microalloyed steel is always single phase containing Nb and Ti, rather than NbC surrounded by TiN. (2) the thermal stability of (Nb,Ti)(C,N) is far higher than that of Nb(C,N). (3) Compared to PTT curve of Nb microalloyed steel, that of (Nb+Ti) microalloyed steel shifts right and up. (4) Isothermal relaxation after deformation of Nb containing microalloyed steel causes elevation of transformation temperature of ferrite and bainite during subsequent continuous cooling. The phenomenon is more obvious with higher cooling rate. (5) The computation values are consistent to experimental results.
我国薄板坯连铸连轧技术成就综述
我国薄板坯连铸连轧技术成就综述薄板坯连铸连轧已成为热轧薄板的重要生产方式之一,截至2013年底,我国已建成或在建15条(30流)薄板坯连铸连轧生产线,年生产能力约3724万吨,如附表所示。
我国已成为全球拥有薄板坯连铸连轧生产线最多、产能最大的国家,而且在薄板坯连铸连轧技术领域取得了重要的成就。
成就之一:薄板坯连铸连轧物理冶金过程研究薄板坯连铸连轧物理冶金特点及其组织演变规律。
薄板坯连铸连轧技术进入中国后的前几年,珠钢、北京科技大学、钢铁研究总院基于普通C-Mn钢进行了大量基础研究,揭示了薄板坯连铸连轧物理冶金过程中的组织演变规律:一是连铸凝固速率高,铸态组织晶粒细小、均匀。
二是轧制前原始奥氏体晶粒粗大,仍呈现为铸造树枝晶状。
三是虽然薄板坯连铸连轧过程总变形量小,但通过高速、大应变量的道次变形,最终产品晶粒明显细化。
钢中纳米粒子的发现。
研究发现,普通C-Mn钢采用相同的成分设计和轧制工艺,薄板坯连铸连轧的产品强度比传统流程高50MPa~100MPa。
对此,珠钢、北京科技大学、钢铁研究总院陆续在其研究中发现,钢中存在大量纳米尺寸的氧化物和硫化物,以及大量尺寸<20nm的沉淀粒子。
研究人员根据Orowan理论的位错越过粒子机制和Gladman等的理论,采用Ashby-Orowan修正模型模拟计算,结果表明,纳米析出物起到了沉淀强化作用。
成就之二:薄规格产品生产技术一方面,薄板坯连铸连轧技术衔接段采用辊底式均热炉,连铸坯出连铸机后处于加热或均热的环境中,使铸坯在进轧机前具有良好的温度均匀性,这是进行均匀热变形的前提条件;另一方面,连铸坯直接轧制为半无头和无头轧制工艺的实施提供了有利的条件,即不需复杂庞大的焊接设备焊接铸坯,因此薄板坯连铸连轧流程适于生产薄和超薄规格产品。
单坯轧制技术。
珠钢针对薄规格轧制过程中机架负荷较大、轧辊磨损严重、轧机振动剧烈、轧破堆钢甩尾等关键技术难题,提出轧辊凸度控制技术,包括热凸度模型、轧辊磨损模型和工作辊辊形,解决了轧辊凸度变化复杂导致板形严重恶化的关键技术;通过研究轧机振动控制技术、微张力控制技术、轧件稳定运行控制技术和轧制时序控制技术,解决了轧制过程无法稳定进行的技术难题,堆钢、甩尾事故减少90%;通过轧辊长寿技术,包括低应力抗剥落支承辊辊形、新型工艺润滑技术、轧辊材质和辊径配置的研究,使前段、后段工作辊和支承辊的轧制周期分别延长了80%、33%和50%,实现了薄规格产品的批量生产。
薄板坯连铸连轧工艺与设备

薄板坯连铸连轧工艺与设备薄板坯连铸连轧工艺与设备是一种高效、节能的生产方式,主要应用于钢铁行业中。
本文将从工艺和设备两个方面,分别介绍薄板坯连铸连轧的工艺过程及其所需的设备。
一、工艺薄板坯连铸连轧工艺是由连铸、接辊、热卷、冷卷等多个步骤组成的。
其主要流程如下:(1)连铸在连铸过程中,坯料通过浇注头向结晶器内涌入,然后结晶器内的冷却水对其进行快速冷却,使其变成固态。
整个过程需要严格控制温度和冷却速度,以保证铸坯的质量和形状。
(2)接辊连铸后的铸坯需要进行加热,将其表面清洗并切割成固定长度,然后通过轧机的输送轨道将其送入热轧工序。
由于热轧要求较高的表面平整度和坯体温度控制,因此在接辊过程中还需要进行再加热和表面处理。
(3)热卷在热轧工序中,铸坯被加热到高温,然后通过辊压形变,将其从坯料状态逐步变成钢卷。
整个过程需要对温度、压力、速度等参数进行精密控制,以保证钢卷的质量和性能。
(4)冷卷将钢卷经过一系列的处理和加工,如酸洗、冷轧、切割、级配等,最终制成了一些不同尺寸和质量等级的薄板钢材。
二、设备薄板坯连铸连轧会用到多种设备,如连铸机、炉台、轧机、切割机等。
以下是其中几种常用的设备:(1)连铸机连铸机包括结晶器、浇注头、抽拉机构等多个部分。
这些部分需要紧密配合,同时保证温度、流量、速度等参数的精确控制。
部分连铸机还会附带温度测量仪、机器人等设备,以提高生产效率和产品质量。
(2)炉台炉台是热轧车间的关键设备之一,主要用于对钢坯进行再加热和预处理。
炉台一般分为多层,层数越多,预热越均匀,加热效果越好。
其中还包括多个加热炉和输送带。
(3)轧机轧机是将热轧坯卷成钢卷的关键设备之一。
在轧机中,需要对辊子、压力、温度等参数进行严格控制,同时加装了自动控制系统、物流系统、质检设备等,以适应高效生产需要。
(4)切割机切割机主要用于将冷轧后的母卷切割成指定尺寸的薄板材料。
切割机通常具备高速度、高精确度、低噪音等特点,同时还能够较好地适应各种材料和规格。
薄板坯连铸连轧技术综述

薄板坯连铸连轧技术综述薄板坯连铸连轧技术是一种先进的钢铁生产技术,它将连铸和连轧两个工序有机地结合在一起,实现了钢铁生产的高效、节能、环保和高质量。
本文将从薄板坯连铸连轧技术的原理、特点、应用和发展趋势等方面进行综述。
一、薄板坯连铸连轧技术的原理薄板坯连铸连轧技术是将连铸和连轧两个工序有机地结合在一起,实现了钢铁生产的高效、节能、环保和高质量。
其原理是:将熔融的钢水通过连铸机连续铸造成薄板坯,然后将薄板坯直接送入轧机进行连续轧制,最终得到所需的薄板产品。
这种技术不仅可以减少钢铁生产的能耗和环境污染,还可以提高钢铁产品的质量和生产效率。
二、薄板坯连铸连轧技术的特点1.高效节能:薄板坯连铸连轧技术将连铸和连轧两个工序有机地结合在一起,避免了传统钢铁生产中的多次加热和冷却过程,大大降低了能耗和生产成本。
2.环保节能:薄板坯连铸连轧技术可以减少钢铁生产中的二氧化碳、氮氧化物等有害气体的排放,降低了环境污染和对大气的负荷。
3.高质量:薄板坯连铸连轧技术可以实现钢铁产品的高质量生产,因为它可以避免传统钢铁生产中的多次加热和冷却过程,减少了钢铁产品的氧化和变形。
4.生产效率高:薄板坯连铸连轧技术可以实现钢铁产品的高效生产,因为它可以将连铸和连轧两个工序有机地结合在一起,减少了生产周期和生产成本。
三、薄板坯连铸连轧技术的应用薄板坯连铸连轧技术已经广泛应用于钢铁生产中,特别是在高端钢铁产品的生产中。
例如,汽车、航空航天、电子、建筑等领域的高端钢铁产品都可以采用薄板坯连铸连轧技术进行生产。
此外,薄板坯连铸连轧技术还可以用于生产高强度、高韧性、高耐磨性等特殊钢铁产品。
四、薄板坯连铸连轧技术的发展趋势随着钢铁生产技术的不断发展和进步,薄板坯连铸连轧技术也在不断地改进和完善。
未来,薄板坯连铸连轧技术将更加注重环保、节能和高效,同时还将更加注重钢铁产品的高质量和高附加值。
此外,薄板坯连铸连轧技术还将更加注重智能化和自动化,以提高生产效率和生产质量。
薄板坯连铸连轧工艺与设备

薄板坯连铸连轧工艺与设备薄板坯连铸连轧是一种用于生产薄板钢的高效工艺。
它以连续铸造和连续轧制钢材为主要特征,利用自动控制技术实现高效生产。
以下是薄板坯连铸连轧的工艺与设备分析。
工艺原理:薄板坯连铸连轧的工艺原理是先将钢液通过连铸机连续铸造成板坯,再通过热连轧机将板坯不断地轧制成薄板材,最终冷却成为薄板钢。
其中,连铸机采用高温流体力学模拟和液相结构模拟理论,通过模拟和优化连铸过程中的各项参数(如冷却水量、铸模间隙等)实现自动控制。
而热连轧机则采用高速旋转轧辊,通过实时纠偏技术保证铸坯能够保持恒定的厚度和宽度,以便连轧出高质量的薄板。
设备组成:薄板坯连铸连轧工艺涉及到许多关键设备,包括连铸机、热连轧机、辊道、处理设备等。
其中,连铸机是整个工艺中的核心设备,其性能直接影响到钢材质量和生产效率。
连铸机主要由铸机构、冷却装置、支撑架和电气控制系统等组成。
它通过先将钢液浇注到冷却结构中铸造成坯料,然后通过一系列的冷却器进行冷却,最终将坯料不断地冷却成固体。
热连轧机则采用四辊式卷板机,通过热连轧将铸坯压制成所需的薄板。
应用前景:薄板坯连铸连轧是一项高效率、高品质、节能环保的生产技术,结合了连铸和连轧两种现代化生产工艺的优点,具有广泛的应用前景。
在现代工业制造领域,它已成为生产高品质钢材的主要手段。
同时,薄板钢材也是许多工业领域所必需的,如汽车工业、建筑工程、船舶航运、家电制造等。
薄板坯连铸连轧工艺正不断地发展和完善,无论是在国内还是国际市场上,都有着广泛的应用前景。
综上所述,薄板坯连铸连轧工艺是一项高效率、高品质的生产技术,它通过优化工艺和改进设备,使钢材的生产效率和质量得到了显著提高。
该工艺在各行各业中都有着广泛的应用前景,将为现代工业制造提供更为可靠的质量保障和生产保障。
第二章 薄板坯连铸连轧工艺

04
薄板坯连轧工艺
连轧工艺简介
定义:薄板坯连铸连轧工艺是一种将连续铸钢和轧钢相结合的生产工艺 目的:提高钢材的产量和品质降低能耗和生产成本 特点:连续化、高效化、节能化 应用:广泛应用于钢铁、有色金属等领域
薄板坯连轧机类型
常规型薄板坯连轧机 CSP薄板坯连轧机 ISP薄板坯连轧机 TSP薄板坯连轧机
03
薄板坯连铸工艺
连铸工艺简介
连铸工艺的定义:将液态钢倒入连铸机中经过冷却、凝固、连续铸造形成一定形状和规格的 薄板坯或板材的工艺过程。
连铸工艺的特点:连续、高效、节能、环保可生产不同规格和形状的薄板坯或板材广泛应用 于建筑、机械、汽车、船舶等领域。
连铸工艺的流程:钢水熔炼、钢水注入、结晶器冷却、二次冷却、拉坯矫直、切割等工序组 成。
薄板坯连轧工艺要点
连铸工艺:将高温钢水连续铸造成 薄板坯
温度控制:精确控制轧制过程中的 温度以保证钢板的质量和性能
添加标题
添加标题
添加标题
添加标题
轧制工艺:通过多道次轧制将薄板 坯轧制成钢板
轧制节奏:合理安排轧制节奏提高 生产效率和产品质量
薄板坯连轧产品质量控制
温度控制:确保轧制过程中的温度稳定以获得良好的产品性能。 厚度控制:精确控制产品的厚度以满足不同用户的需求。 板形控制:保持轧制过程中的板形稳定以获得良好的表面质量。 轧制速度控制:根据不同产品的要求调整轧制速度以保证产品质量。
分析薄板坯连铸机类型选择的 影响因素如产品要求、生产效
率和成本控制等。
探讨未来薄板坯连铸机的发 展趋势和技术创新方向。
薄板坯连铸工艺要点
连铸工艺流程: 薄板坯连铸连轧 工艺的基本流程
关键技术:薄板 坯连铸过程中的 关键技术
薄板坯连铸连轧分析
薄板坯连铸连轧分析摘要:与传统连铸相比,薄板坯连铸在铸坯厚度、浇铸速度、铸态组织、在线连轧等方面都发生了很大变化,既具有冷却强度大、生产线占地少、能耗低等优点,也具有表面质量不高、产品适应范围较小等缺点。
文中就薄板坯连铸连轧的现状,技术特点,局限性,板坯特点等方面的优缺点进行了分析比较,客观实际地薄板坯连铸连轧生产技术进行了评价。
关键词:薄板连铸连轧发展技术铸坯质量前言:进入新世纪后中国处于钢铁生产高速增长的新时期,同时也加快了工艺流程结构优化的步伐,特别是一批中型钢铁企业和大型钢铁企业进行了产品结构转型或流程优化,这使薄板坯连铸连轧这一新工艺在中国得到了快速发展。
1.发展现状:薄板坯连铸连轧生产工艺是20世纪90 年代世界钢铁工业发展的一项重大新技术,以其投资省、成本低、节能降耗、高效的优势,得到迅速的发展。
近年来,随着对薄板坯连铸连轧技术研究的深入,其工艺、设备和自动控制等方面技术不断发展。
薄板坯连铸连轧技术由最初的与电炉匹配发展为与高炉—转炉流程匹配生产,不再受废钢和电力的限制。
过去几年,中国薄板坯连铸连轧生产取得了长足的进展,不但生产效率循序提高,而且产品开发形成了各厂特点,生产细晶与超细晶钢,铌、钒、钛微合金高强度钢板,提高冷轧坯料质量,加大薄规格产品比例,进行铁素体轧制等方面都有进步,还对纳米析出物沉淀强化机理等问题作了深入研究。
中国薄板坯连铸连轧工艺装备和相关技术的国产化水平都有提高。
中国钢厂将继续就流程配置对工艺制度优化、生产效率提高、产品质量改进和产品结构优化的关系等问题进行研究,进一步提高薄板坯连铸连轧生产线的竞争能力。
2.薄板坯连铸连轧在我国的实践应用:2. 1薄板坯连铸连轧技术在我国的发展自从1999 年8 月广州珠江钢厂第1 台CSP生产线建成投产以来,我国的薄板坯连铸连轧技术发展愈来愈快。
到2007 年,我国已有珠钢、邯钢、包钢、鞍钢、唐钢、马钢、涟钢、本钢、通钢、济钢、酒钢、唐山国丰12 家钢铁企业13 条薄板坯(包括中薄板坯)连铸连轧线相继投产,年产能约3 500 万t。
低合金钢热轧薄板的析出相行为与显微组织演化规律研究
低合金钢热轧薄板的析出相行为与显微组织演化规律研究简介:低合金钢热轧薄板在工业领域具有广泛的应用,而其性能与显微组织密切相关。
本研究旨在探究低合金钢热轧薄板的析出相行为与显微组织演化规律,以提供有关优化工艺和改善性能的科学依据。
一、引言低合金钢热轧薄板广泛应用于汽车、航空航天、石油化工等行业,对其性能进行深入研究对于优化材料加工和设计具有重要意义。
该材料的显微组织和析出相行为对其力学和物理性能影响显著,因此,研究低合金钢热轧薄板的析出相行为与显微组织演化规律具有重要的理论和实践意义。
二、低合金钢热轧薄板的析出相行为1. 随着热轧工艺的进行,低合金钢薄板中的合金元素开始进行溶解,形成固溶体。
在冷却过程中,这些合金元素会析出出不同的析出相,例如碳化物和氮化物等,从而影响材料的硬度和韧性。
2. 析出相的形成是一个复杂的过程,受到合金元素含量、冷却速率、热轧工艺等多个因素的影响。
研究者通过实验研究发现,合金元素的含量和添加元素的种类对于析出相的形成起着重要的作用。
3. 析出相行为的研究利用了多种表征技术,如透射电子显微镜(TEM)、扫描电镜(SEM)、X射线衍射(XRD)等。
这些技术可以帮助研究人员观察和分析低合金钢薄板中的构造和相变过程。
三、低合金钢热轧薄板的显微组织演化规律1. 在低合金钢热轧薄板的冷却过程中,显微组织经历多个变化阶段,如初始组织、析出相、相变等。
这些变化对于材料的机械性能具有重要的影响。
2. 显微组织演化规律的研究利用了金相显微镜、电子后向散射衍射(EBSD)、拉曼光谱等技术。
这些技术可以帮助研究人员观察和分析低合金钢薄板中晶粒的尺寸、取向和分布等参数。
3. 实验研究表明,低合金钢热轧薄板的晶粒尺寸在冷却过程中逐渐减小,晶粒的取向在不同阶段发生变化。
这些变化与析出相的形成和相变过程密切相关。
四、结论与展望由于低合金钢热轧薄板在工业领域的广泛应用,研究其析出相行为与显微组织演化规律对于优化材料加工和设计具有重要的意义。
薄板坯连铸连轧设备中板的铁素体晶粒织构研究
薄板坯连铸连轧设备中板的铁素体晶粒织构研究薄板坯连铸连轧设备是一种重要的生产工艺,将坯料通过连铸连轧的方式迅速加工成薄板。
在这个过程中,板材的铁素体晶粒织构对于最终产品的性能和质量有着重要影响。
因此,研究和优化薄板坯连铸连轧设备中板的铁素体晶粒织构具有重要意义。
铁素体晶粒织构是指在板材中铁素体晶粒的规则排列和取向分布。
它决定了板材的力学性能、塑性变形能力和热处理响应性能。
对于薄板坯连铸连轧设备中的板材而言,铁素体晶粒织构的优化也可以提高产品的质量稳定性和生产效率。
目前,研究薄板坯连铸连轧设备中板的铁素体晶粒织构主要基于实验和模拟两个方面。
在实验方面,通过金相显微镜观察和分析板材切片的晶粒结构以及电子背散射显微镜(EBSD)技术来获取晶粒取向数据。
这些实验结果可以帮助研究人员理解板材的晶粒发展过程和织构形成机制,并提供有效的实验数据用于模拟验证。
在模拟方面,研究人员使用计算机模拟方法来模拟薄板坯连铸连轧设备中板的晶粒发展过程和织构形成。
常用的模拟方法包括晶体塑性有限元分析(CPFEM)和晶粒演化模型。
这些模拟方法可以定量地模拟板材的晶粒取向分布和演化过程,进一步研究铁素体晶粒织构的形成和优化机制。
通过实验和模拟相结合的研究方式,可以得出一些重要的结论和推论。
例如,研究人员发现板材中的铁素体晶粒织构与轧制过程中的力学应变有着密切关系。
机械应变可以通过控制轧制工艺参数和轧制传动系统来控制并优化板材的铁素体晶粒织构。
此外,研究人员还发现,在连续轧制过程中,晶粒取向发生了一定的演化,随着轧制次数的增加,板材中的晶粒取向分布逐渐趋于均匀。
此外,也有研究人员对薄板坯连铸连轧设备中板的铁素体晶粒织构进行了优化。
通过改变连铸连轧过程中的工艺参数,如结晶器温度、连铸速度和轧制温度等,可以调控晶粒的取向分布,从而获得理想的铁素体晶粒织构。
研究人员还提出了一些新的轧制工艺,如双道次轧制和翻钢作业,用于优化铁素体晶粒织构和提高产品的质量。
薄板坯连铸连轧工艺与设备
薄板坯连铸连轧工艺与设备薄板坯连铸连轧工艺与设备的另一种表述在钢铁行业中,连铸连轧工艺是一种重要的生产方式,它将铸造和轧制两个关键过程相结合,用于生产高质量的薄板坯。
薄板坯连铸连轧工艺通过精确控制和优化生产参数,能够实现更高的生产效率和产品质量。
在本文中,我们将探讨薄板坯连铸连轧工艺与设备的另一种表述,并分享我对这个主题的观点和理解。
首先,让我们来了解薄板坯连铸连轧工艺的基本概念。
薄板坯连铸连轧是一种将铸造和轧制紧密结合的工艺,使用连续铸造机将熔融金属浇铸成坯料,然后通过连续轧机将坯料轧制成薄板。
这种工艺的优势在于能够减少中间工序、提高生产效率、降低能耗,并且可以生产更高质量的薄板产品。
接下来,让我们深入探讨薄板坯连铸连轧工艺的关键环节和设备。
首先是连铸工艺环节,它包括连铸机、结晶器、冷却器和拉幅机。
连铸机是整个连铸过程的核心设备,它通过结晶器将熔融金属逐渐凝固成坯料,并通过拉幅机将坯料拉伸至所需的尺寸。
在连铸过程中,关键的控制参数包括浇注速度、结晶器温度和坯料拉伸速度等,它们会直接影响坯料的质量和尺寸。
然后是连轧工艺环节,它包括轧机、冷却机和切割机。
轧机是将坯料经过多次轧制,逐渐压制成所需的薄板的关键设备。
在连轧过程中,轧机的参数设置和轧制力的控制是至关重要的,它们会直接影响薄板的厚度均匀性和机械性能。
冷却机则用于降低薄板的温度,并使其达到所需的硬度和强度。
最后,切割机将连续轧制的薄板切割成所需的长度。
综上所述,薄板坯连铸连轧工艺与设备的另一种表述是将铸造和轧制两个关键过程紧密结合,通过连续铸造机和连续轧机实现高效生产高质量的薄板产品。
在这个过程中,关键的控制参数和设备设置会直接影响产品的质量和性能。
对于工艺和设备的优化,需要综合考虑生产效率、质量要求和能源消耗等因素。
在我看来,薄板坯连铸连轧工艺是钢铁行业向高效、高质量生产转型的重要一环。
它通过精确控制和优化生产参数,实现了坯料的连续生产和轧制,大大提高了生产效率和产品质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
主要是炉前出钢碳含量低 ,精炼增碳任务重。通 过提高电炉出钢终点碳下限 ,可减轻精炼增碳任务 。 此外精炼工序注意回收钢渣和注余的量 ,一般控制为 0. 8~1. 0 t,避免出现渣层太厚 ,钢包净空太小的情况 。 因为净空太小会导致氩气强搅拌过程钢渣外溢 ,影响 生产 ,而不进行强搅拌则会影响增碳效果。 3. 3. 3 生产节奏不匹配 ,钢渣利用率低
摘 要 考察了薄板坯连铸连轧流程 Ti微合金钢中 TiN、TiC和 TiCN 粒子的形貌和分布位置 ,探讨了其析出过程 以及沉淀强化的作用 ,指出 : (1)钢中存在 TiN 粒子尺寸为数百纳米以上 ; (2)纳米尺寸的 TiC析出物在铁素体基体 上分布 ,从体积分数和粒子尺寸考虑可起到显著的沉淀强化作用 。 关键词 薄板坯连铸连轧 ; Ti微合金化 ; 析出物 ; 沉淀强化 中图分类号 : TG115 文献标识码 : A 文章编号 : 1671 - 3818 (2009) 05 - 0008 - 03
第 4期 总第 182期 2009 年 8月
冶 金 丛 刊
M ETALLURGICAL COLLECTIONS
S um. 182 N o. 4 August 2 0 0 9
薄板坯连铸连轧流程 Ti微合金钢含 Ti析出物的研究
李轲新 1, 2 余 琨 2
(1. 广州珠江钢铁有限责任公司 ,广东 广州 , 510730; 2. 中南大学材料科学与工程学院 ,湖南 长沙 , 410083)
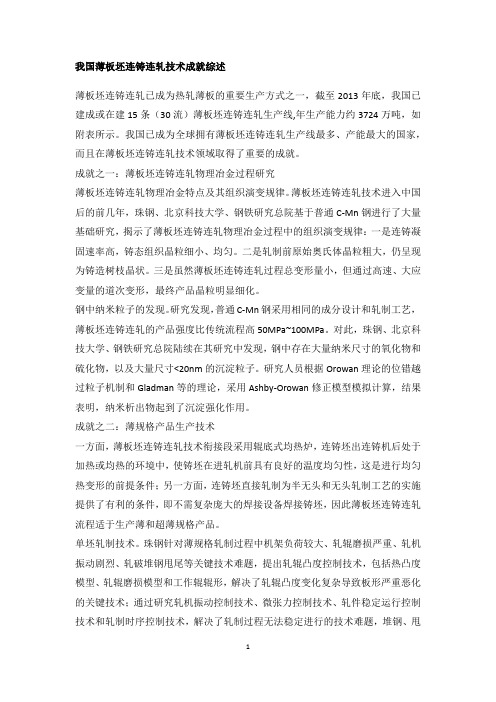
图 1 高强钢中以夹杂物形式出现的 TiN
图 2 高强钢中的 TiN 析出物粒子
3. 2 TiC析出物
明是 TiCN ,从形貌上看似是 TiN 和 TiC共存 。可以
(1) 尺寸为 100nm 左右的析出物颗粒 。在高 发现 , TiN 粒子是方形的 ,而 TiC析出物是球形或近
强耐候钢 ZJ700W 中发现 100nm 左右的球形和近似 似球形的 。
图 7 析出物钉轧位错的透射电镜照片
4 分析与讨论
4. 1 钛的化合物的析出过程
由于元素 Ti的性质活泼 ,在薄板坯连铸连轧生产
的整个过程都有可能从实验钢中析出 ,根据析出物形
成的化学自由能不同 ,从高温到低温的析出顺序依次
为 : Ti2O3 →TiN →Ti4 C2 S2 →TiC。钢液中形成的 Ti2O3 尺寸较大 ,对组织和性能没有明显的影响 ,反而减弱了
(1)
γ
log[ % Ti ] [ % C ] = - 7 000 / T + 2. 75
(2)
根据等式 ( 1 ) 绘出奥氏体中 TiN 的固溶度曲
线 ,见图 8。在 1 373K的均热温度下 TiN 的固溶度 积很小 , [ % Ti ] [ %N ] = 8. 1 ×10 - 7 ,因此热轧前 TiN
3 析出特征
3. 1Байду номын сангаасTiN 析出物
热力学计算表明 , TiN 在连轧前的铸坯中应该 已经完成其析出过程 。采用场发射扫描电镜 ,并没 有观察到大量的 TiN 析出物 ,图 1中的 TiN 是以夹 杂物形式存在的 ,尺寸超过 1μm。图 2 是钢中 TiN 粒子和其能谱分析结果 ,其尺寸也有数百纳米 。从 尺寸 、数量看 ,显然难以起到细化轧前奥氏体晶粒的 作用 。但也存在两种可能 ,即许多粒子在制样过程 中被磨掉 ,或者许多细小的粒子没有被发现 。
粒子几乎已从钢中全部析出 。统计表明电炉钢的含
氮量约为 0. 007% , TiN 的理想化学配比为 3. 42, 如
果钢中所有的氮都形成 TiN ,连轧前约有 0. 024%的
钛被消耗掉了 。 TiN 易于长大 , 成为尺寸约几百纳
米的粒子 ,这是因为高温下钛的扩散速度较快所致 。
实验钢中的钛含量高于 0. 10% ,剩余的钛将会随着
1 前言
薄板坯连铸连轧是 20世纪世界钢铁工业具有 革命性意义的新技术 ,目前已被广泛推广应用 。其 中中国拥有 13条 , 年生产能力 3 187. 5 万吨 ,中国 已成为全球拥有薄板坯连铸连轧生产线最多 、产能 最大的国家 [ 1 ] 。而微合金化理论被誉为 20 世纪物 理冶金学领域所取得的最重要进展 [ 2 ] 。钢中最常 用的微合金元素是铌 、钒 、钛 ,其主要作用是细晶强 化和沉淀强化 。目前市场上 TiFe的价格相对低廉 , 只有 VFe和 NbFe的 1 /10左右 ,并且我国的 TiFe储 量大 。因此研究薄板坯连铸连轧流程钛微合金钢的 物理冶金特征具有重要的理论和实际意义 [ 3 ] 。薄 板坯连铸连轧流程存在许多有别于传统流程的特 征 ,例如 :薄板坯的凝固和冷却速度比传统厚板坯的 快十倍以上 、均热温度较低 (比厚板坯加热温度低
057, Si 0. 36,Mn 1. 02, S 0. 003, P 0. 011, (Cu + N i + Cr) 0. 90, Ti 0. 106, A l 0. 04。厚度 4. 0mm钢板力学性 能为 : Rel730MPa, Rm810MPa, A50 19%。实验钢的主 要生产工艺流程如下 :原料 →电炉冶炼 →钢包精炼 → 薄板坯连铸 →均热 →热连轧 →层流冷却 →卷取。
钛在钢中的有利作用 ,因此只有在精炼过程中钢液用
铝充分脱氧后才能加入钛铁。钢液凝固后 ,将发生固 态相变 δ→γ→α, TiN和 TiC将从固溶体中析出。
同 TiC相比 , TiN 析出发生在较高温度下 ,因为
钛同氮的结合力更强 。奥氏体中 TiN 和 TiC的固溶
度积可以表示为 [ 4, 5 ]
log[ % Ti ] [ %N ]γ = - 15 490 / T + 5. 19
球形颗粒见图 3。图 3中右上角的粒子能谱分析表
(2) 高分辨电镜观察到的纳米尺寸析出物 。图
图 3 实验钢中的 TiC和 TiCN 析出物粒子
· 10 ·
冶金丛刊
总第 182期
4是高分辨电镜下同一视场放大不同倍数的纳米尺 寸析出物的形貌照片 ,粒子的尺寸很小 ,都在 10nm 以下 ,从尺寸和体积分数看应能起到很强的沉淀强 化作用 。粒子的尺寸也不是完全均匀的 ,可以分为 两种 ,较小的在 3nm 以下 。图 4中看似析出物有列 状析出的特点 ,但并不明显 。从所有的分析来看 ,纳 米尺寸析出物均匀弥散地分布在铁素体基体上 。
温度的降低继续析出 。由于实验钢中的硫含量很
低 , Ti4 C2 S2 在钢中的析出可以被忽略 ,因此以下只 考虑 TiC的析出过程 。
图 6 实验钢中的位错形貌
图 8 奥氏体中 TiN 的固溶度曲线
(下转第 18页 )
· 18 ·
冶金丛刊
总第 182期
加石灰 ,第 2次利用时可减少渣量并适当补加石灰 , 保持热态钢渣的硫容量 。当循环利用达到 3 次后 , 由于硫容量的降低 ,而且渣量的增大 ,应该进行排放 钢渣操作 ,即把上部钢渣倒入渣盆中 ,只倒回下部少 量的余钢 。 3. 3. 2 增碳困难
STUDY O F PREC IP ITAT IO N IN T iM ICRO 2ALLOY ED STEEL PROD UCED BY TH IN SLAB CAST ING AND D IRECT ROLL ING
L i Kexin1, 2 Yu Kun2
(1. Guangzhou Zhujiang Steel Co. , L td. , Guangzhou 510730, Guangdong; 2. M aterials Science and Engineering Institute, Central South University, Changsha 410083, Hunan)
透射电镜下的晶界形貌见图 5,晶界十分干净 , 没有珠光体或渗碳体 。
图 4 实验钢中纳米尺寸析出物 (放大倍数分为 400K)
图 5 透射电镜下的晶界形貌 (放大倍数分为 400K)
图 6给出了实验钢的微观组织形貌 ,可以看到 : 实验钢的晶粒尺寸细小 ,晶粒内的位错密度较高 ,形 成位错网络 ,并有位错缠结现象 。在图 7 中可以看 出 ,大量纳米尺寸析出物分布在位错线上 ,有的位错 已形成位错环 。沉淀强化是由于钢中体缺陷和位错 的相互作用 。实验钢中存在大量纳米尺寸析出物 , 并且具有较高的位错密度 ,析出物粒子钉扎位错 ,阻 碍位错移动 ,因此能够产生可观的沉淀强化效果 。