焊条发放记录表
焊条发放记录表
相不
符符
□□
药皮损伤
完轻严
度重
损损
好伤伤
□□□
偏芯程度
正一严
常般重
□□□
验收结论
同意接收□降级使用□拒绝接收□
其它情况说明
仓库管理员
物资计划员
焊接项目工程师
质检焊接工程师
焊条发放领用记录
编号
建设单位
黄石德威能源股份有限公司
工程名称
黄石市城市集中供热工程
施工单位
江苏天利建设有限公司
分项工程
焊接
45
09 12 25
刘军
王军
J422Φ3..2
09100067
10
09 12 26
刘军
王军
J422Φ3..2
09100067
5
09 12 27
刘军
王军
J422Φ3..2
09100067
5
09 12 28
刘军
王军
J422Φ3..2
09100067
5
09 12 30
刘军
王军
J422Φ3..2
09100067
施工单位
江苏天利建设有限公司
分项工程
烘焙温度
150℃
恒温温度
150℃
保温温度
烘烤人
牌号规格
批号
数量(kg)
日期
领用人
发放人
J422Φ3..2
09100067
75
10 1 26
刘军
王军
J422Φ3..2
09100067
45
10 1 28
刘军
王军
J422Φ3..2
《焊工手册》
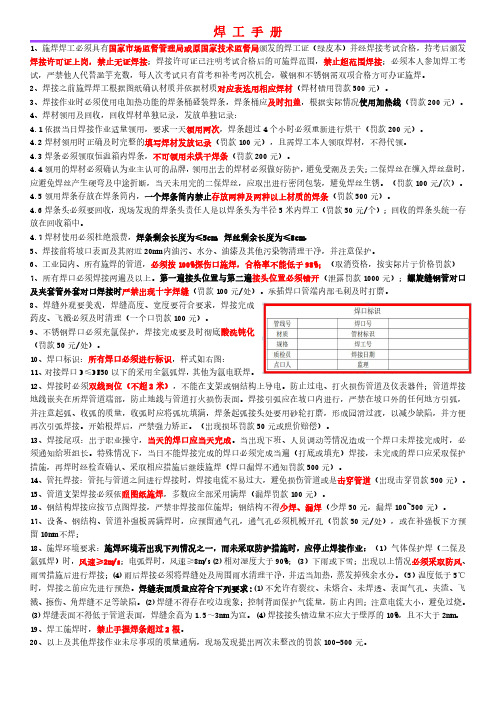
焊接许可证上岗,禁止无证焊接;焊接许可证已注明考试合格后的可施焊范围,禁止超范围焊接;必须本人参加焊工考试,严禁他人代替滥竽充数,每人次考试只有首考和补考两次机会,碳钢和不锈钢需双项合格方可办证施焊。
2、焊接之前施焊焊工根据图纸确认材质并依据材质对应表选用相应焊材(焊材错用罚款500元)。
3、焊接作业时必须使用电加热功能的焊条桶盛装焊条,焊条桶应及时扣盖,根据实际情况使用加热线(罚款200元)。
4、焊材领用及回收,回收焊材单独记录,发放单独记录:4.1依据当日焊接作业适量领用,要求一天领用两次,焊条超过4个小时必须重新进行烘干(罚款200元)。
4.2焊材领用时正确及时完整的填写焊材发放记录(罚款100元),且需焊工本人领取焊材,不得代领。
4.3焊条必须领取恒温箱内焊条,不可领用未烘干焊条(罚款200元)。
4.4领用的焊材必须确认为业主认可的品牌,领用出去的焊材必须做好防护,避免受潮及丢失;二保焊丝在缠入焊丝盘时,应避免焊丝产生硬弯及中途折断,当天未用完的二保焊丝,应取出进行密闭包装,避免焊丝生锈。
(罚款100元/次)。
4.5领用焊条存放在焊条筒内,一个焊条筒内禁止存放两种及两种以上材质的焊条(罚款500元)。
4.6焊条头必须要回收,现场发现的焊条头责任人是以焊条头为半径5米内焊工(罚款50元/个);回收的焊条头统一存放在回收箱中。
4.7焊材使用必须杜绝浪费,焊条剩余长度为≤5cm,焊丝剩余长度为≤8cm。
5、焊接前将坡口表面及其附近20mm内油污、水分、油漆及其他污染物清理干净,并注意保护。
6、工业园内、所有施焊的管道,必须按100%探伤口施焊,合格率不能低于98%;(取消资格,按实际片子价格罚款)7、所有焊口必须焊接两遍及以上。
第一遍接头位置与第二遍接头位置必须错开(泄露罚款1000元);螺旋缝钢管对口及夹套管外套对口焊接时严禁出现十字焊缝(罚款100元/处)。
承插焊口管端内部毛刺及时打磨。
8、焊缝外观要美观,焊缝高度、宽度要符合要求,焊接完成药皮、飞溅必须及时清理(一个口罚款100元)。
焊条烘烤、发放记录
300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10
180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40
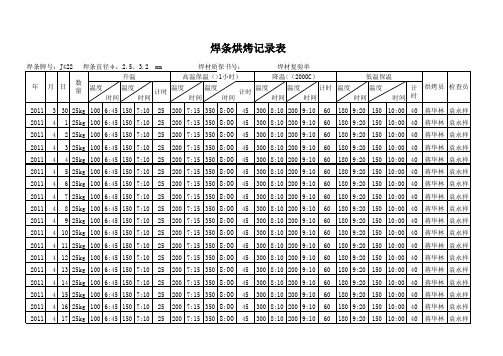
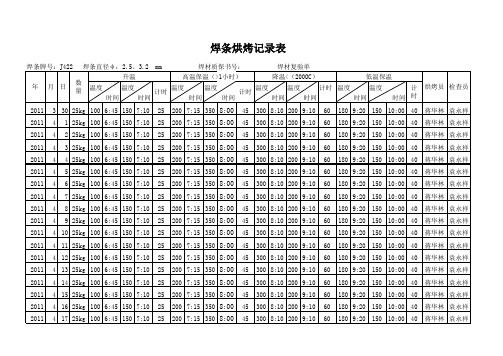
焊条烘烤记录表
焊条牌号:J422 年 月 日 数 量 焊条直径φ :2.5、3.2 升温 温度 时间 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 5 5 5 5 温度 时间 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 计时 mm 温度 时间 焊材质保书号: 高温保温(>1小时) 温度 时间 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 计时 温度 时间 焊材复验单 降温<(200OC) 温度 时间 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 计时 温度 时间 低温保温 温度 时间 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 计时 烘烤员 检查员
焊接材料检查记录
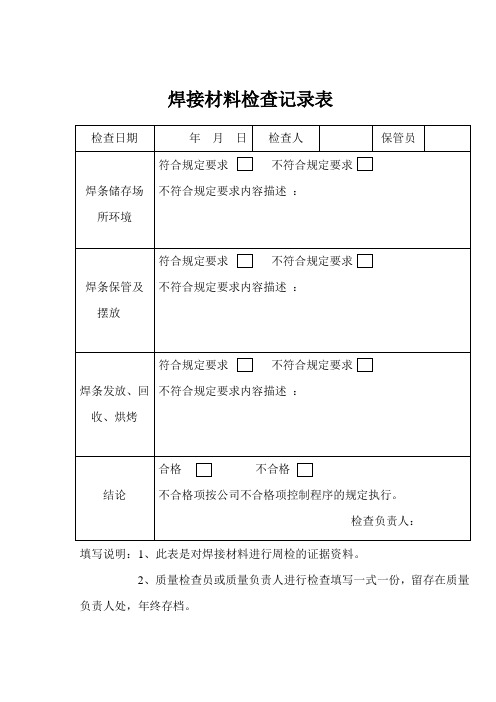
焊接材料检查记录表
填写说明:1、此表是对焊接材料进行周检的证据资料。
2、质量检查员或质量负责人进行检查填写一式一份,留存在质量负责人处,年终存档。
焊接材料检查记录表
填写说明:1、此表是对焊接材料进行周检的证据资料。
2、质量检查员或质量负责人进行检查填写一式一份,留存在质量负责人处,年终存档。
焊接材料检查记录表
填写说明:1、此表是对焊接材料进行周检的证据资料。
2、质量检查员或质量负责人进行检查填写一式一份,留存在质量负责人处,年终存档。
焊条烘烤、发放记录
2011 4 5 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 6 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 11 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 12 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 11 30kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 12 30kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 1 30kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 2 30kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
焊材的烘干发放管理制度
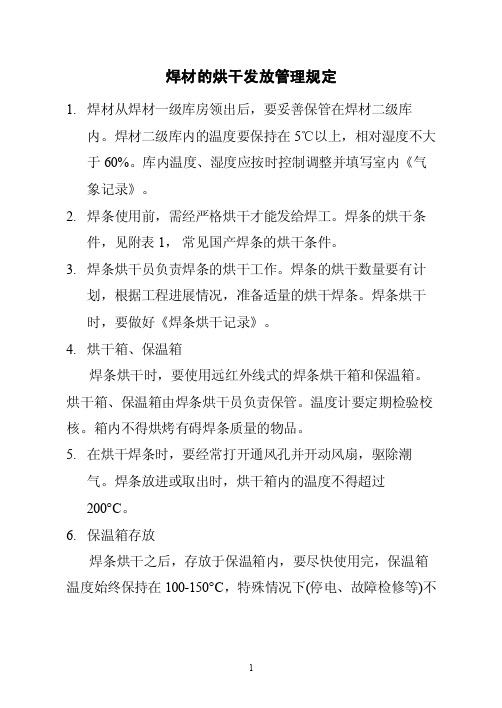
焊材的烘干发放管理规定1.焊材从焊材一级库房领出后,要妥善保管在焊材二级库内。
焊材二级库内的温度要保持在5℃以上,相对湿度不大于60%。
库内温度、湿度应按时控制调整并填写室内《气象记录》。
2.焊条使用前,需经严格烘干才能发给焊工。
焊条的烘干条件,见附表1,常见国产焊条的烘干条件。
3.焊条烘干员负责焊条的烘干工作。
焊条的烘干数量要有计划,根据工程进展情况,准备适量的烘干焊条。
焊条烘干时,要做好《焊条烘干记录》。
4.烘干箱、保温箱焊条烘干时,要使用远红外线式的焊条烘干箱和保温箱。
烘干箱、保温箱由焊条烘干员负责保管。
温度计要定期检验校核。
箱内不得烘烤有碍焊条质量的物品。
5.在烘干焊条时,要经常打开通风孔并开动风扇,驱除潮气。
焊条放进或取出时,烘干箱内的温度不得超过200°C。
6.保温箱存放焊条烘干之后,存放于保温箱内,要尽快使用完,保温箱温度始终保持在100-150°C,特殊情况下(停电、故障检修等)不得低于50°C。
否则,要根据放置时间重新干燥。
焊条再干燥的温度和时间,由焊接责任工程师决定。
7.焊条领用发放a.焊工领取焊条。
一定要有焊条筒,无焊条筒或筒盖,可拒发焊条。
在一个焊条筒内,不准装入两种不同性质的焊条,以免用错。
b.焊工领取焊条时,要携带《焊条发放记录》(即领料卡)等必要的凭证。
c.烘干员当天首次发放焊条时,要将现场监控识别标志(焊条牌号)贴在焊条筒上。
d.烘干员要按规定的焊条数量控制发放。
当发放超量时,要及时报告焊接责任工程师处理。
e.烘干员发放焊条时,一定要核对焊条型号和色标,防止发错。
f.烘干员一次发给焊工的焊条不要太多,一定要控制在四小时内用完。
当夏季阴雨潮湿时,要根据焊接责任工程师的意见,每次少发焊条,控制焊条在1-2小时内用完。
8.烘干后的低氢焊条、酸性焊条在外放置时间不得超过4小时。
当另有特殊要求时,要在焊接施工方案中注明。
9.焊工施工结束后剩余的焊条返回焊条烘干室。
焊材管理规定全含各种用表

目录1总贝!| (1)2职责 (1)2.1物资部职责 (1)2. 2焊接工程师职责 (1)2. 3质量检验工程师职责 (1)2. 4焊材库保管员职责 (2)2. 5焊材烘干房管理员职责 (2)3焊接材料的验收 (2)3. 1焊接材料的验收组织 (2)3. 2焊接材料的外观检验 (3)3. 3质量证明书检验 (3)3. 4焊接材料的验收记录 (3)3.5其他要求 (3)4焊接材料的保管 (4)4.1焊接材料的库房设置要求 (4)4.2焊接材料的保管要求 (4)4.3其他要求 (4)5焊接材料的烘干 (5)5.1焊材烘干房环境要求 (5)5.2焊材烘干要求 (5)5.3其他要求 (5)6焊接材料的发放 (6)6.1焊材发放程序 (6)6.2焊材发放要求 (6)7.3其他要求 (7)7焊接材料的回收 (7)7.1焊材回收程序 (7)8.2焊材回收要求 (7)8焊条发放和焊条头回收的奖惩规定 (8)9.焊材管理有关表格清单 (9)1总则1.1为确保伊拉克哈法亚项目部焊接施工质量,规范项目部焊接材料的验收、保管、烘干、发放、回收管理工作,特编制本规定。
1.2本规定适用于伊拉克哈法亚项目部所有活动范围中焊接材料的管理。
2职责2.1物资部职责(1)负责根据焊接工程师提出的焊材需求计划进行焊材的采购。
(2)设立能满足使用要求的焊接材料库,并配置温湿度计、烘干箱、保温箱、暖风机、除湿机、换气扇等设施。
(3)配备相应的焊材库保管员、烘干房管理员,并按本规定要求对焊材的验收、保管、烘干、发放、回收过程进行管理。
2. 2焊接工程师职责(1)负责焊接专业施工方案及焊接相关管理制度的编制、实施工作。
(2)负责编制、汇总项目部焊接施工所需焊接材料的需求计划,并经项目领导签字确认后交由物资部。
(3)负责对项目部与焊接作业相关人员的技术交底工作,尤其应对焊材库保管员和烘干房管理员进行上岗前技能培训,使其掌握本项目焊材型号、规格、性能及对应使用母材情况。
焊材发放和领用管理制度
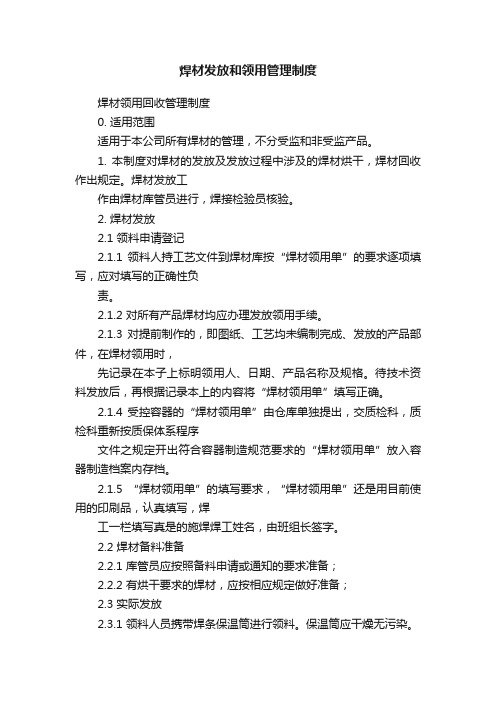
焊材发放和领用管理制度焊材领用回收管理制度0. 适用范围适用于本公司所有焊材的管理,不分受监和非受监产品。
1. 本制度对焊材的发放及发放过程中涉及的焊材烘干,焊材回收作出规定。
焊材发放工作由焊材库管员进行,焊接检验员核验。
2. 焊材发放2.1 领料申请登记2.1.1 领料人持工艺文件到焊材库按“焊材领用单”的要求逐项填写,应对填写的正确性负责。
2.1.2 对所有产品焊材均应办理发放领用手续。
2.1.3 对提前制作的,即图纸、工艺均未编制完成、发放的产品部件,在焊材领用时,先记录在本子上标明领用人、日期、产品名称及规格。
待技术资料发放后,再根据记录本上的内容将“焊材领用单”填写正确。
2.1.4 受控容器的“焊材领用单”由仓库单独提出,交质检科,质检科重新按质保体系程序文件之规定开出符合容器制造规范要求的“焊材领用单”放入容器制造档案内存档。
2.1.5 “焊材领用单”的填写要求,“焊材领用单”还是用目前使用的印刷品,认真填写,焊工一栏填写真是的施焊焊工姓名,由班组长签字。
2.2 焊材备料准备2.2.1 库管员应按照备料申请或通知的要求准备;2.2.2 有烘干要求的焊材,应按相应规定做好准备;2.3 实际发放2.3.1 领料人员携带焊条保温筒进行领料。
保温筒应干燥无污染。
2.3.2 每天上班后焊检员对发放的焊材进行抽查核验,核验的内容包括:准备的焊材牌号规格与工艺文件图纸相符。
2.3.3 焊材发放应按焊材限额卡发放,每次实发放数量以保温筒容量为限,使用时限不超过4小时,超时应退库重新烘焙。
当超过限额发放总量应增补限额方可再行发放。
焊接发放记录应能追踪到实际施焊每条焊缝。
发、领料人员在“焊材领用单”和“焊接发放记录表”上签字。
并且每天下班前,库管员应及时填写“焊材二级库发放台帐”。
2.3.4 本次发放时,应收回上次发出的焊条头和剩余焊材,否则,不予发放。
3. 焊材烘干3.1 当焊材有烘干要求时,必须进行烘焙,烘干应采取用多少烘多少,随烘随用的原则。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
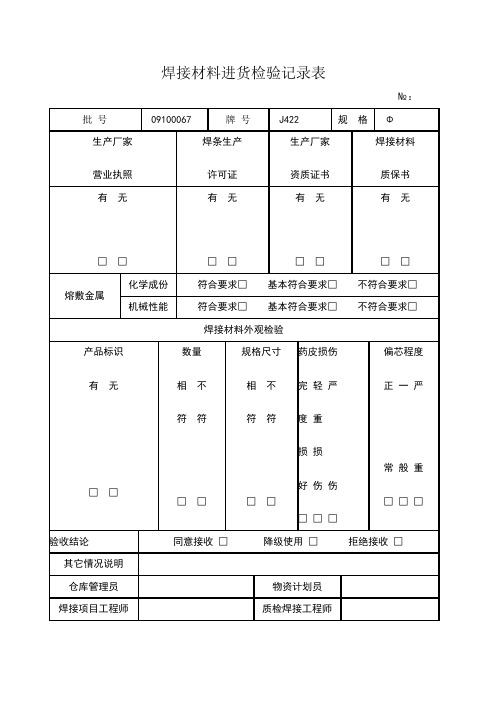
焊接资料进货查验记录表№:批号09100067牌号J422规格Φ生产厂家焊条生产生产厂家焊接资料营业执照有无允许证有无资质证书有无质保书有无□□熔敷金属化学成份机械性能□□切合要求□切合要求□□□基本切合要求□基本切合要求□□□不切合要求□不切合要求□焊接资料外观查验产品表记数目规格尺寸药皮损害偏芯程度有无相不相不完轻严正一严符符符符度重损损常般重□□好伤伤□ □□ □□ □ □□ □ □查收结论赞同接收□降级使用□拒绝接收□其余状况说明库房管理员物质计划员焊接项目工程师质检焊接工程师焊条发放领用记录编号建设单位黄石德威能源股份有限企业工程名称黄石市城集市中供热工程施工单位江苏天利建设有限企业分项工程焊接烘焙温度150℃恒温温度150℃保温温度烘烤人牌号规格批号数目 (kg)日期领用人发放人J422Φ3..2091000673509 12 17刘军王军J422Φ 3..2091000675509 12 18刘军王军J422Φ 3..2091000673509 12 19刘军王军J422Φ 3..2091000671009 12 20刘军王军J422Φ 3..2091000676009 12 21刘军王军J422Φ 3..2091000674509 12 22刘军王军J422Φ 3..2091000672509 12 23刘军王军J422Φ 3..2091000673509 12 24刘军王军J422Φ 3..2091000674509 12 25刘军王军J422Φ 3..2091000671009 12 26刘军王军J422Φ 3..209100067509 12 27刘军王军J422Φ 3..209100067509 12 28刘军王军J422Φ 3..209100067509 12 30刘军王军J422Φ 3..2091000671509 12 31刘军王军J422Φ3..209100067151011刘军王军J422Φ 3..2091000672010117刘军王军J422Φ 3..20910006715010118刘军王军备注 : 当日用不完的焊条一定退回入库 , 次日参加回烘后方可使用 , 回烘不得超出两次 , 不然降级使用 .焊接查验员 :施工员:日期:年代日日期:年代日焊条发放领用记录编号建设单位黄石德威能源股份有限企业工程名称黄石市城集市中供热工程施工单位江苏天利建设有限企业分项工程烘焙温度150℃恒温温度150℃保温温度烘烤人牌号规格批号数目 (kg)日期领用人发放人J422Φ3..2091000677510126刘军王军J422Φ3..2091000674510128刘军王军J422Φ3..2091000673510129刘军王军J422Φ3..2091000673010130刘军王军J422Φ3..2091000672010131刘军王军J422Φ3..209100067151021刘军王军J422Φ3..209100067151022刘军王军J422Φ3..209100067201023刘军王军J422Φ3..2091000671010228刘军王军J422Φ3..2091000672010229刘军王军J422Φ3..209100067251031刘军王军J422Φ3..209100067101039刘军王军J422Φ3..209100067101034刘军王军J422Φ3..209100067251035刘军王军J422Φ3..2091000672010310刘军王军J422Φ3..2091000675510311刘军王军J422Φ3..209100067510318刘军王军备注 : 当日用不完的焊条一定退回入库 , 次日参加回烘后方可使用 , 回烘不得超出两次 , 不然降级使用 .焊接查验员 :施工员:日期:年代日日期:年代日焊条发放领用记录编号建设单位黄石德威能源股份有限企业工程名称黄石市城集市中供热工程施工单位江苏天利建设有限企业分项工程烘焙温度150℃恒温温度150℃保温温度烘烤人牌号规格批号数目 (kg)日期领用人发放人J422Φ3..2091000677510126刘军王军J422Φ3..2091000674510128刘军王军J422Φ3..2091000673510129刘军王军J422Φ3..2091000673010130刘军王军J422Φ3..2091000672010131刘军王军J422Φ3..209100067151021刘军王军J422Φ3..209100067151022刘军王军J422Φ3..2091000671010228刘军王军J422Φ3..2091000672010229刘军王军J422Φ3..209100067251031刘军王军J422Φ3..209100067151032刘军王军J422Φ3..209100067101039刘军王军J422Φ3..209100067101034刘军王军J422Φ3..209100067251035刘军王军J422Φ3..2091000672010310刘军王军J422Φ3..2091000675510311刘军王军J422Φ3..209100067510318刘军王军备注 : 当日用不完的焊条一定退回入库 , 次日参加回烘后方可使用 , 回烘不得超出两次 , 不然降级使用 .焊接查验员 :施工员:日期:年代日日期:年代日焊条发放领用记录编号建设单位黄石德威能源股份有限企业工程名称黄石市城集市中供热工程施工单位江苏天利建设有限企业分项工程烘焙温度150℃恒温温度150℃保温温度烘烤人牌号规格批号数目 (kg)日期领用人发放人J422Φ3..2091000672510319刘军王军J422Φ3..2091000672010321刘军王军J422Φ3..2091000673010322刘军王军J422Φ3..209100067510327刘军王军J422Φ3..2091000672010328刘军王军J422Φ3..20910006710329刘军王军J422Φ3..209100067351042刘军王军J422Φ3..209100067101048刘军王军J422Φ3..209100067401046刘军王军J422Φ3..209100067201047刘军王军J422Φ3..209100067501049刘军王军J422Φ3..209100067510413刘军王军J422Φ3..2091000675010414刘军王军J422Φ3..2091000671510416刘军王军J422Φ3..2091000671010417刘军王军J422Φ3..2091000672510418刘军王军J422Φ3..2091000671510419刘军王军备注 : 当日用不完的焊条一定退回入库 , 次日参加回烘后方可使用 , 回烘不得超出两次 , 不然降级使用 .焊接查验员 :施工员:日期 :年月日日期 :年月日焊条发放领用记录编号建设单位黄石德威能源股份有限企业工程名称黄石市城集市中供热工程施工单位江苏天利建设有限企业分项工程烘焙温度150℃恒温温度150℃保温温度烘烤人牌号规格批号数目 (kg)日期领用人发放人J422Φ3..2091000672510420刘军王军J422Φ3..2091000672010422刘军王军J422Φ3..2091000672510424刘军王军J422Φ3..2091000671010426刘军王军J422Φ3..2091000671510428刘军王军J422Φ3..2091000673010429刘军王军J422Φ3..209100067301052刘军王军J422Φ3..209100067451053刘军王军J422Φ3..209100067351058刘军王军J422Φ3..209100067101059刘军王军J422Φ3..2091000672510510刘军王军J422Φ3..2091000672010512刘军王军J422Φ3..2091000672510513刘军王军J422Φ3..2091000671510514刘军王军J422Φ3..2091000674010515刘军王军J422Φ3..2091000671010516刘军王军J422Φ3..2091000671010517刘军王军J422Φ3..2091000671010519刘军王军备注 :当日用不完的焊条一定退回入库, 次日参加回烘后方可使用, 回烘不得超出两次 ,不然降级使用 .焊接查验员 :施工员:日期:年代日日期:年代日焊条发放领用记录编号建设单位黄石德威能源股份有限企业工程名称黄石市城集市中供热工程施工单位江苏天利建设有限企业分项工程烘焙温度150℃恒温温度150℃保温温度烘烤人牌号规格批号数目 (kg)日期领用人发放人J422Φ3..209100067201051刘军王军J422Φ3..2091000671510429刘军王军J422Φ3..209100067510430刘军王军J422Φ3..209100067151052刘军王军J422Φ3..209100067151053刘军王军J422Φ3..209100067351055刘军王军J422Φ3..20910006751056刘军王军J422Φ3..209100067301057刘军王军J422Φ3..209100067101058刘军王军J422Φ3..2091000675510523刘军王军J422Φ3..2091000673010521刘军王军J422Φ3..2091000673010522刘军王军J422Φ3..2091000676510525刘军王军J422Φ3..2091000671510526刘军王军J422Φ3..2091000673510528刘军王军J422Φ3..209100067510529刘军王军J422Φ3..2091000673010530刘军王军备注 : 当日用不完的焊条一定退回入库, 次日参加回烘后方可使用 , 回烘不得超出两次 ,不然降级使用 .焊接查验员 :施工员:日期:年代日日期:年代日焊条发放领用记录编号建设单位黄石德威能源股份有限企业工程名称黄石市城集市中供热工程施工单位江苏天利建设有限企业分项工程烘焙温度150℃恒温温度150℃保温温度烘烤人牌号规格批号数目 (kg)日期领用人发放人J422Φ3..209100067201051刘军王军J422Φ3..2091000671510429刘军王军J422Φ3..209100067510430刘军王军J422Φ3..209100067151052刘军王军J422Φ3..209100067151053刘军王军J422Φ3..209100067351055刘军王军J422Φ3..20910006751056刘军王军J422Φ3..209100067301057刘军王军J422Φ3..209100067101058刘军王军J422Φ3..2091000675510523刘军王军J422Φ3..2091000673010521刘军王军J422Φ3..2091000673010522刘军王军J422Φ3..2091000676510525刘军王军J422Φ3..2091000671510526刘军王军J422Φ3..2091000673510528刘军王军J422Φ3..209100067510529刘军王军J422Φ3..2091000673010530刘军王军备注 :当日用不完的焊条一定退回入库不然降级使用 .焊接查验员 :, 次日参加回烘后方可使用施工员 :, 回烘不得超出两次,日期:年代日日期:年代日焊条发放领用记录编号建设单位黄石德威能源股份有限企业工程名称黄石市城集市中供热工程施工单位江苏天利建设有限企业分项工程烘焙温度150℃恒温温度150℃保温温度烘烤人牌号规格批号数目 (kg)日期领用人发放人J422Φ3..2091000671510531刘军王军J422Φ3..2091000672010 6 2刘军王军J422Φ3..2091000672510 6 3刘军王军J422Φ3..2091000672510 6 4刘军王军J422Φ3..2091000673010 6 5刘军王军J422Φ3..209100067651066刘军王军J422Φ3..20910006751067刘军王军J422Φ3..209100067501069刘军王军J422Φ3..2091000677010610刘军王军J422Φ3..2091000672510611刘军王军J422Φ3..2091000675010612刘军王军J422Φ3..209100067510613刘军王军J422Φ3..2091000673510614刘军王军J422Φ3..2091000672510615刘军王军J422Φ3..2091000674510616刘军王军J422Φ3..209100067510617刘军王军J422Φ3..2091000674010618刘军王军J422Φ3..209100067刘军王军备注 :当日用不完的焊条一定退回入库, 次日参加回烘后方可使用 , 回烘不得超出两次 ,不然降级使用 .焊接查验员 :施工员:日期:年代日日期:年代日。