焊条烘烤、发放记录
焊条发放记录表
焊接资料进货查验记录表№:批号09100067牌号J422规格Φ生产厂家焊条生产生产厂家焊接资料营业执照有无允许证有无资质证书有无质保书有无□□熔敷金属化学成份机械性能□□切合要求□切合要求□□□基本切合要求□基本切合要求□□□不切合要求□不切合要求□焊接资料外观查验产品表记数目规格尺寸药皮损害偏芯程度有无相不相不完轻严正一严符符符符度重损损常般重□□好伤伤□ □□ □□ □ □□ □ □查收结论赞同接收□降级使用□拒绝接收□其余状况说明库房管理员物质计划员焊接项目工程师质检焊接工程师焊条发放领用记录编号建设单位黄石德威能源股份有限企业工程名称黄石市城集市中供热工程施工单位江苏天利建设有限企业分项工程焊接烘焙温度150℃恒温温度150℃保温温度烘烤人牌号规格批号数目 (kg)日期领用人发放人J422Φ3..2091000673509 12 17刘军王军J422Φ 3..2091000675509 12 18刘军王军J422Φ 3..2091000673509 12 19刘军王军J422Φ 3..2091000671009 12 20刘军王军J422Φ 3..2091000676009 12 21刘军王军J422Φ 3..2091000674509 12 22刘军王军J422Φ 3..2091000672509 12 23刘军王军J422Φ 3..2091000673509 12 24刘军王军J422Φ 3..2091000674509 12 25刘军王军J422Φ 3..2091000671009 12 26刘军王军J422Φ 3..209100067509 12 27刘军王军J422Φ 3..209100067509 12 28刘军王军J422Φ 3..209100067509 12 30刘军王军J422Φ 3..2091000671509 12 31刘军王军J422Φ3..209100067151011刘军王军J422Φ 3..2091000672010117刘军王军J422Φ 3..20910006715010118刘军王军备注 : 当日用不完的焊条一定退回入库 , 次日参加回烘后方可使用 , 回烘不得超出两次 , 不然降级使用 .焊接查验员 :施工员:日期:年代日日期:年代日焊条发放领用记录编号建设单位黄石德威能源股份有限企业工程名称黄石市城集市中供热工程施工单位江苏天利建设有限企业分项工程烘焙温度150℃恒温温度150℃保温温度烘烤人牌号规格批号数目 (kg)日期领用人发放人J422Φ3..2091000677510126刘军王军J422Φ3..2091000674510128刘军王军J422Φ3..2091000673510129刘军王军J422Φ3..2091000673010130刘军王军J422Φ3..2091000672010131刘军王军J422Φ3..209100067151021刘军王军J422Φ3..209100067151022刘军王军J422Φ3..209100067201023刘军王军J422Φ3..2091000671010228刘军王军J422Φ3..2091000672010229刘军王军J422Φ3..209100067251031刘军王军J422Φ3..209100067101039刘军王军J422Φ3..209100067101034刘军王军J422Φ3..209100067251035刘军王军J422Φ3..2091000672010310刘军王军J422Φ3..2091000675510311刘军王军J422Φ3..209100067510318刘军王军备注 : 当日用不完的焊条一定退回入库 , 次日参加回烘后方可使用 , 回烘不得超出两次 , 不然降级使用 .焊接查验员 :施工员:日期:年代日日期:年代日焊条发放领用记录编号建设单位黄石德威能源股份有限企业工程名称黄石市城集市中供热工程施工单位江苏天利建设有限企业分项工程烘焙温度150℃恒温温度150℃保温温度烘烤人牌号规格批号数目 (kg)日期领用人发放人J422Φ3..2091000677510126刘军王军J422Φ3..2091000674510128刘军王军J422Φ3..2091000673510129刘军王军J422Φ3..2091000673010130刘军王军J422Φ3..2091000672010131刘军王军J422Φ3..209100067151021刘军王军J422Φ3..209100067151022刘军王军J422Φ3..2091000671010228刘军王军J422Φ3..2091000672010229刘军王军J422Φ3..209100067251031刘军王军J422Φ3..209100067151032刘军王军J422Φ3..209100067101039刘军王军J422Φ3..209100067101034刘军王军J422Φ3..209100067251035刘军王军J422Φ3..2091000672010310刘军王军J422Φ3..2091000675510311刘军王军J422Φ3..209100067510318刘军王军备注 : 当日用不完的焊条一定退回入库 , 次日参加回烘后方可使用 , 回烘不得超出两次 , 不然降级使用 .焊接查验员 :施工员:日期:年代日日期:年代日焊条发放领用记录编号建设单位黄石德威能源股份有限企业工程名称黄石市城集市中供热工程施工单位江苏天利建设有限企业分项工程烘焙温度150℃恒温温度150℃保温温度烘烤人牌号规格批号数目 (kg)日期领用人发放人J422Φ3..2091000672510319刘军王军J422Φ3..2091000672010321刘军王军J422Φ3..2091000673010322刘军王军J422Φ3..209100067510327刘军王军J422Φ3..2091000672010328刘军王军J422Φ3..20910006710329刘军王军J422Φ3..209100067351042刘军王军J422Φ3..209100067101048刘军王军J422Φ3..209100067401046刘军王军J422Φ3..209100067201047刘军王军J422Φ3..209100067501049刘军王军J422Φ3..209100067510413刘军王军J422Φ3..2091000675010414刘军王军J422Φ3..2091000671510416刘军王军J422Φ3..2091000671010417刘军王军J422Φ3..2091000672510418刘军王军J422Φ3..2091000671510419刘军王军备注 : 当日用不完的焊条一定退回入库 , 次日参加回烘后方可使用 , 回烘不得超出两次 , 不然降级使用 .焊接查验员 :施工员:日期 :年月日日期 :年月日焊条发放领用记录编号建设单位黄石德威能源股份有限企业工程名称黄石市城集市中供热工程施工单位江苏天利建设有限企业分项工程烘焙温度150℃恒温温度150℃保温温度烘烤人牌号规格批号数目 (kg)日期领用人发放人J422Φ3..2091000672510420刘军王军J422Φ3..2091000672010422刘军王军J422Φ3..2091000672510424刘军王军J422Φ3..2091000671010426刘军王军J422Φ3..2091000671510428刘军王军J422Φ3..2091000673010429刘军王军J422Φ3..209100067301052刘军王军J422Φ3..209100067451053刘军王军J422Φ3..209100067351058刘军王军J422Φ3..209100067101059刘军王军J422Φ3..2091000672510510刘军王军J422Φ3..2091000672010512刘军王军J422Φ3..2091000672510513刘军王军J422Φ3..2091000671510514刘军王军J422Φ3..2091000674010515刘军王军J422Φ3..2091000671010516刘军王军J422Φ3..2091000671010517刘军王军J422Φ3..2091000671010519刘军王军备注 :当日用不完的焊条一定退回入库, 次日参加回烘后方可使用, 回烘不得超出两次 ,不然降级使用 .焊接查验员 :施工员:日期:年代日日期:年代日焊条发放领用记录编号建设单位黄石德威能源股份有限企业工程名称黄石市城集市中供热工程施工单位江苏天利建设有限企业分项工程烘焙温度150℃恒温温度150℃保温温度烘烤人牌号规格批号数目 (kg)日期领用人发放人J422Φ3..209100067201051刘军王军J422Φ3..2091000671510429刘军王军J422Φ3..209100067510430刘军王军J422Φ3..209100067151052刘军王军J422Φ3..209100067151053刘军王军J422Φ3..209100067351055刘军王军J422Φ3..20910006751056刘军王军J422Φ3..209100067301057刘军王军J422Φ3..209100067101058刘军王军J422Φ3..2091000675510523刘军王军J422Φ3..2091000673010521刘军王军J422Φ3..2091000673010522刘军王军J422Φ3..2091000676510525刘军王军J422Φ3..2091000671510526刘军王军J422Φ3..2091000673510528刘军王军J422Φ3..209100067510529刘军王军J422Φ3..2091000673010530刘军王军备注 : 当日用不完的焊条一定退回入库, 次日参加回烘后方可使用 , 回烘不得超出两次 ,不然降级使用 .焊接查验员 :施工员:日期:年代日日期:年代日焊条发放领用记录编号建设单位黄石德威能源股份有限企业工程名称黄石市城集市中供热工程施工单位江苏天利建设有限企业分项工程烘焙温度150℃恒温温度150℃保温温度烘烤人牌号规格批号数目 (kg)日期领用人发放人J422Φ3..209100067201051刘军王军J422Φ3..2091000671510429刘军王军J422Φ3..209100067510430刘军王军J422Φ3..209100067151052刘军王军J422Φ3..209100067151053刘军王军J422Φ3..209100067351055刘军王军J422Φ3..20910006751056刘军王军J422Φ3..209100067301057刘军王军J422Φ3..209100067101058刘军王军J422Φ3..2091000675510523刘军王军J422Φ3..2091000673010521刘军王军J422Φ3..2091000673010522刘军王军J422Φ3..2091000676510525刘军王军J422Φ3..2091000671510526刘军王军J422Φ3..2091000673510528刘军王军J422Φ3..209100067510529刘军王军J422Φ3..2091000673010530刘军王军备注 :当日用不完的焊条一定退回入库不然降级使用 .焊接查验员 :, 次日参加回烘后方可使用施工员 :, 回烘不得超出两次,日期:年代日日期:年代日焊条发放领用记录编号建设单位黄石德威能源股份有限企业工程名称黄石市城集市中供热工程施工单位江苏天利建设有限企业分项工程烘焙温度150℃恒温温度150℃保温温度烘烤人牌号规格批号数目 (kg)日期领用人发放人J422Φ3..2091000671510531刘军王军J422Φ3..2091000672010 6 2刘军王军J422Φ3..2091000672510 6 3刘军王军J422Φ3..2091000672510 6 4刘军王军J422Φ3..2091000673010 6 5刘军王军J422Φ3..209100067651066刘军王军J422Φ3..20910006751067刘军王军J422Φ3..209100067501069刘军王军J422Φ3..2091000677010610刘军王军J422Φ3..2091000672510611刘军王军J422Φ3..2091000675010612刘军王军J422Φ3..209100067510613刘军王军J422Φ3..2091000673510614刘军王军J422Φ3..2091000672510615刘军王军J422Φ3..2091000674510616刘军王军J422Φ3..209100067510617刘军王军J422Φ3..2091000674010618刘军王军J422Φ3..209100067刘军王军备注 :当日用不完的焊条一定退回入库, 次日参加回烘后方可使用 , 回烘不得超出两次 ,不然降级使用 .焊接查验员 :施工员:日期:年代日日期:年代日。
焊材烘焙记录表

编号:
批号:合格证号:烘焙日期:
焊材厂家:
烘焙日期从 时分至时分
备注
12345678910
11
焊接工程师: 检验员: 记录人员: 施工班组:
保温时间(h)保温要求焊材牌号:钢材材质:
实际烘焙降至
恒温(℃)
序号
说明:
1.焊条、焊剂在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。
2.焊接材料烘干后应存放在保温箱内,随用随取,焊条由保温箱(桶)取出到施焊的时间不得超过2小时,酸性焊条不宜超过4小时。
烘干温度250℃-300℃。
规格(mm):烘焙方法:
烘焙数量(kg)
烘干温度(℃)施焊部位
溧阳市天煜港湾机械有
限公司
项目名称:烘干
时间(h)烘焙要求
领用时间领用人(焊工代号)
回收时间
焊接材料烘干、领用、回收记录。
焊条烘烤、发放记录
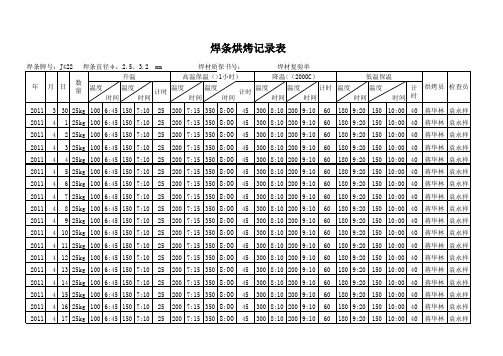
300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10
180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40
焊条烘烤记录表
焊条牌号:J422 年 月 日 数 量 焊条直径φ :2.5、3.2 升温 温度 时间 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 5 5 5 5 温度 时间 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 计时 mm 温度 时间 焊材质保书号: 高温保温(>1小时) 温度 时间 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 计时 温度 时间 焊材复验单 降温<(200OC) 温度 时间 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 计时 温度 时间 低温保温 温度 时间 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 计时 烘烤员 检查员
焊条发放记录表

日期:年 月日
施工员:
日期:年月日
焊条发放领用记录
编号
建设单位
黄石德威能源股份有限公司
工程名称
黄石市城市集中供热工程
施工单位
江苏天利建设有限公司
分项工程
烘焙温度
150℃
恒温温度
150℃
保温温度
烘烤人
牌号规格
批号
数量(kg)
日期
领用人
发放人
J422Φ3..2
09100067
75
10 1 26
刘军
王军
J422Φ3..2
09100067
15
10 4 29
刘军
王军
J422Φ3..2
09100067
5
10 4 30
刘军
王军
J422Φ3..2
09100067
15
10 5 2
刘军
王军
J422Φ3..2
09100067
15
10 5 3
刘军
王军
J422Φ3..2
09100067
35
10 5 5
刘军
王军
焊接检验员:
日期: 年 月 日
施工员:
日期: 年 月 日
焊条发放领用记录
编号
建设单位
黄石德威能源股份有限公司
工程名称
黄石市城市集中供热工程
施工单位
江苏天利建设有限公司
分项工程
烘焙温度
150℃
恒温温度
150℃
保温温度
烘烤人
牌号规格
批号
数量(kg)
日期
领用人
发放人
J422Φ3..2
焊条发放记录表

日期:年月日
施工员:
日期:年月日
焊条发放领用记录
编号
建设单位
工程名称
施工单位
分项工程
烘焙温度
恒温温度
保温温度
烘烤人
牌号规格
批号
数量(kg)
日期
领用人
发放人
备注:当天用不完的焊条必须退回入库,第二天参加回烘后方可使用,回烘不得超过两次,否则降级使用.
焊接检验员:
日期:年月日
施工员:
日期:年月日
焊接材料进货检验记录表
№:
批号
牌号
规格
生产厂家
营业执照
焊条生产
许可证
生产厂家
资质证书
焊接材料
质保书
有无
□□
有无
□□
有无
□□
有无
□□
熔敷金属
化学成份
符合要求□基本符合要求□不符合要求□
机械性能
符合要求□基本符合要求□不符合要求□
焊接材料外观检验
产品标识
有无
□□
数量
相不
符符
□□
规格尺寸
相不
符符
□□
药皮损伤
完轻严
度重
损损
好伤伤
□□□
偏芯程度
正一严
常般重
□□□
验收结论
同意接收□降级使用□拒绝接收□
其它情况说明
仓库管理员
物资计划员
焊接项目工程师
质检焊接工程师
焊条发放领用记录
编号
建设单位
工程名称
施工单位
分项工程
烘焙温度
恒温温度
保温温度
烘烤人
牌号规格
焊条烘烤、发放记录
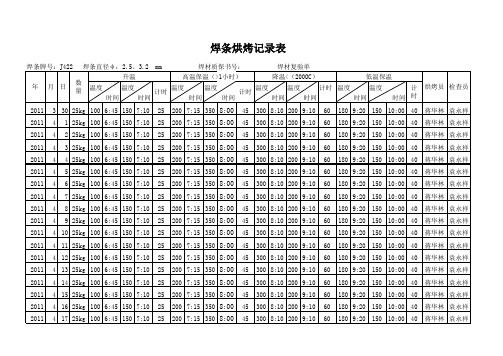
2011 4 5 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 6 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 11 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 12 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 11 30kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 12 30kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 1 30kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 2 30kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
焊条发放记录表
09100067
10
10 5 8
刘军
王军
J422① 3..2
09100067
55
10 5 23
刘军
王军
J422① 3..2
09100067
30
10 5 21
刘军
王军
J422① 3..2
王军
J422① 3..2
09100067
15
10 5 2
刘军
王军
J422① 3..2
09100067
15
10 5 3
刘军
王军
J422① 3..2
09100067
35
10 5 5
刘军
王军
J422① 3..2
09100067
5
10 5 6
刘军
王军
J422① 3..2
09100067
30
10 5 7
刘军
王军
刘军
王军
J422① 3..2
09100067
15
10 4 29
刘军
王军
J422① 3..2
09100067
5
10 4 30
刘军
王军
J422① 3..2
09100067
15
10 5 2
刘军
王军
J422① 3..2
09100067
15
10 5 3
刘军
王军
J422① 3..2
09100067
35
10 5 5
5
10 4 13
刘军
王军
J422① 3..2
09100067
50
焊接材料烘焙记录

工程名称
焊材牌号
规格(mr) i
焊材厂家
钢材材质
烘焙力法
烘焙日期
序
号
施焊部位
烘焙数量
(kg)
烘焙要求
保温要求备注烘干源自度(C)烘干时间(h)
实际烘焙
降至恒温(C)
保温时间(h)
烘焙日 期
从时分
至时分
,兑明:
1.焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。
2.焊接材料烘干后应存放在保温箱内,随用随取,焊条由保温箱(筒)取出到施焊的时间不得超过2h,酸 性焊条不宜超过4小时。烘干温度250? 300 ° Co
施工单位
项目(专业)技术负责人
专业质检员记录人
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊条烘烤、发放规定
1、焊接采购时,必须要求有供应商提供所购焊材的材质证明书原件,若为复印件必须加
盖经销商的印章。
项目部供应部门应保管好焊材的材质证明书,以备查证及作为存档、交工资料。
2、焊材在入库前,应经材料责任师、焊接责任师和质检员检查合格后,方可入库贮存(必
要时,经质量检验人员确认)。
检查验收的主要内容为:焊材的型号(牌号)规格、炉
批号是否与材质证书一致;焊材的外观是否合格,应无锈蚀、药皮脱落等现象。
如上
述内容不全或有怀疑时,应对焊材进行复验。
3、焊材库必须干燥通风,库房内不得放置有害气体和腐蚀介质。
焊材应存放在架子上,
架子离地面的高度和墙壁的距离均不少于300mm,严防焊材受潮。
库房内的焊材应按种类牌号、批号、规格和入库时间分类堆放,每垛应有明确的标识,不得混放。
焊材库内应配备抽湿设备、温度计、湿度计,保持库内温度为5~35℃,相对湿度不大于60%,并做好焊材库监测记录。
4、设专人负责焊材的保管、烘烤、发放、和回收,并有详细记录。
5、焊条、焊丝启封后,应进行表面检查,凡药皮脱落、腐蚀严重的焊材严禁使用。
6、焊条使用前,应按设计文件要求或本身的说明书进行烘焙。
当设计文件、本身的说明
书均无特别要求时,按下列要求进行烘烤。
a、低氢型焊条烘焙温度为350~400℃,恒温时间为1小时,烘焙结束后120℃保温贮藏,
本工程涉及焊条有J427、J507、R307等;
b、酸性焊条和不锈钢焊条烘焙温度为100~150℃,恒温时间为1小时,烘焙结束80℃保温
贮藏;
7、焊条在使用前,应按设计文件、焊接工艺规程或标准、规范要求,在恒温箱中保存,
但保存时间不宜超过七天。
8、焊条、焊剂烘干后,由焊材烘焙员按焊接责任师交底单统一发放。
每次发放量以焊工
能在4小时内用完的数量为限。
(每位焊工焊条一次发放量以3千克为限)焊工应用焊条保温筒领取焊条、用容器领取焊剂。
每次领取的焊条型号(牌号)以一种为宜。
发
放的焊条、焊剂应在4小时之内用完。
超过4小时仍未用完的焊条,回收后须重新烘
干后方可使用。
重复烘干2次以上的焊条不得用于锅炉、压力容器、压力管道的焊接。
焊条烘焙、发放应按《焊条烘焙发放记录》表做好记录。
9、焊丝由焊材烘焙员按责任师交底统一发放。
碳钢焊丝、CO2气体保护焊丝可以班组或
焊机为单位进行发放,每次发放量以一个星期的消耗量为限;铬钼钢、低温钢、不锈
钢焊丝以每个焊工为发放单位,每次发放量以一天的消耗量为限。
焊材烘焙员应做好
发放记录,应将焊丝型号、规格、发放单位记录清楚。
10、焊接用气体如氩气、二氧化碳、氧气、乙炔等气体由供应部门直接送到各班组,应根
据各班组的消耗量及时补充,保证气源充足。
供应部门应做好发放记录。
11、钨极由焊材烘焙员以班为单位统一发放。
每次发放量以一个月的消耗量为限,并做好
记录。
12、焊条烘焙员及时做好《焊接环境及焊材库监测记录》、《焊条、焊剂烘焙发放记录》等
记录,焊接责任师、焊接检验师/材料责任师应在工程开始及每月抽查一次上述两项记
录。
中油第六建设公司银川项目部。