焊条烘干记录
焊条烘干记录
钢
徐智
钢柱梁
9
E4303
4.0
255
根
钢
徐智
钢柱梁
10
E4303
4.0
255
根
钢
徐智
钢柱梁
11
E4303
4.0
255
根
钢
徐智
钢柱梁
12
E4303
4.0
255
根
钢
徐智
钢柱梁
焊接记录
序号
焊材牌号
规格
材质
焊口规格
焊口数量
施焊日期
焊接人
焊接部位
备注
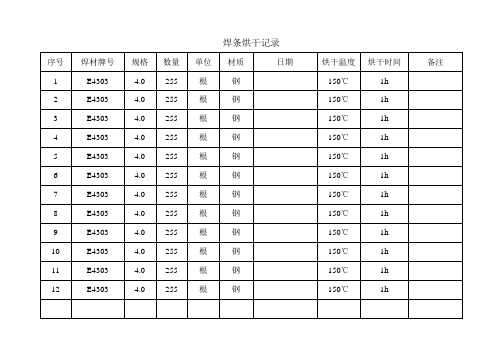
焊条烘干记录
序号
焊材牌号
规格
数量
单位
材质
日期
烘干温度
烘干时间
使用部位
备注
1
E4303
4.0
255
根
钢
徐智
钢柱梁
2
E4303
4.0
255
根
钢
徐智
钢柱梁
3
E4303
4.0
255
根
钢
徐智
钢柱梁
4
E4303
4.0
255
根
钢
徐智
钢柱梁
5
E4303
4.0
255
根
钢
徐智
钢柱梁
6
E4303
4.0
255
根
钢
徐智
钢柱梁
7
E4303
4.0
255
根
钢
徐智
钢柱梁
8
E4303
4.0
255
1h
焊接材料烘培记录
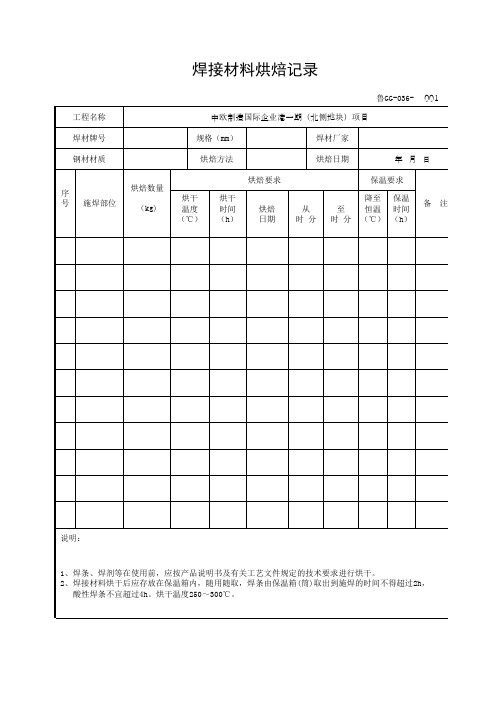
说明:
1、焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。 2、焊接材料烘干后应存放在保温箱内,随用随取,焊条由保温箱(筒)取出到施焊的时间不得超过2h, 酸性焊条不宜超过4h。烘干温度250~300℃。
)有限责任公司 专业质量检查员 记录人
山东省建设工程质量监督总站监制
年
月
日
备
注
得超过2h,
录人
监督总站监制
焊接材料烘焙记录
鲁GG-036工程名称 焊材牌号 钢材材质 中欧制造国际企业港一期(北侧地块)项目 规格(mm) 烘焙方法 烘焙要求 序 号 烘焙数量 施焊部位 (kg) 烘干 温度 (℃) 烘干 时间 (h) 烘焙 日期 从 时 分 至 时 分 降至 保温 恒温 时间 (℃) (h) 备 注 焊材厂家 烘焙日期 年 保温要求 月 日 001
焊条烘干记录表、焊条发放领用记录
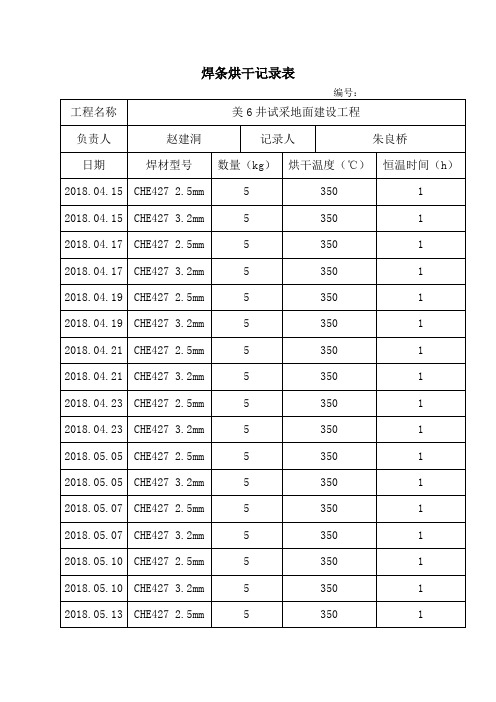
编号:
工程名称
美6井试采地面建设工程
负责人
赵建洞
记录人
朱良桥
日期
焊材型号
数量(kg)
烘干温度(℃)
恒温时间(h)
2018.04.15
CHE427 2.5mm
5
350
1
2018.04.15
CHE427 3.2mm
5
350
1
2018.04.17
CHE427 2.5mm
5
350
1
2018.04.17
CHE427 3.2mm
5
350
1
2018.04.19
CHE427 2.5mm
5
350
1
2018.04.19
CHE427 3.2mm
5
350
1
2018.04.21
CHE427 2.5mm
5
350
1
2018.04.21
CHE427 3.2mm
5
350
1
2018.04.23
CHE427 2.5mm
5
350
174009-14
5
2018.05.05
陈强德
朱良桥
CHE427 3.2mm
164217-04
5
2018.05.05
陈强德
朱良桥
CHE427 2.5mm
174009-14
5
2018.05.09
陈强德
朱良桥
CHE427 3.2mm
164217-04
5
2018.05.09
陈强德
朱良桥
CHE427 2.5mm
174009-14
焊条烘烤、发放记录
300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10
180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40
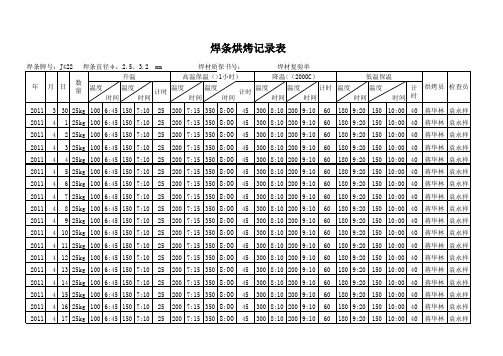
焊条烘烤记录表
焊条牌号:J422 年 月 日 数 量 焊条直径φ :2.5、3.2 升温 温度 时间 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 5 5 5 5 温度 时间 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 计时 mm 温度 时间 焊材质保书号: 高温保温(>1小时) 温度 时间 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 计时 温度 时间 焊材复验单 降温<(200OC) 温度 时间 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 计时 温度 时间 低温保温 温度 时间 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 计时 烘烤员 检查员
焊条烘干记录表
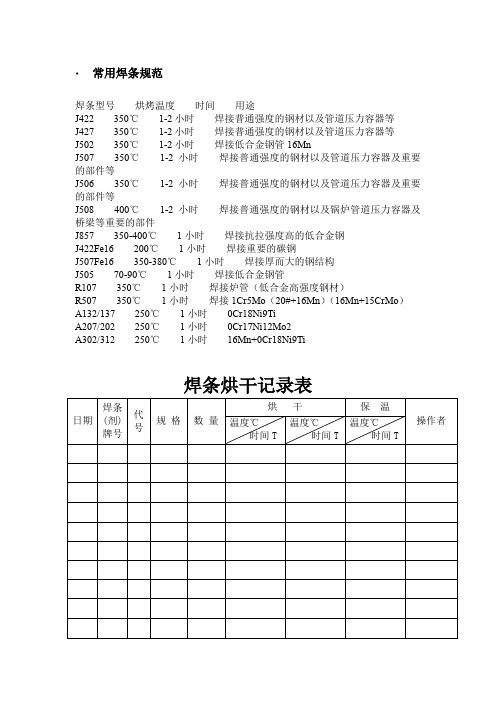
•常用焊条规范
焊条型号烘烤温度时间用途
J422 350℃1-2小时焊接普通强度的钢材以及管道压力容器等
J427 350℃1-2小时焊接普通强度的钢材以及管道压力容器等
J502 350℃1-2小时焊接低合金钢管16Mn
J507 350℃1-2小时焊接普通强度的钢材以及管道压力容器及重要的部件等
J506 350℃1-2小时焊接普通强度的钢材以及管道压力容器及重要的部件等
J508 400℃1-2小时焊接普通强度的钢材以及锅炉管道压力容器及桥梁等重要的部件
J857 350-400℃1小时焊接抗拉强度高的低合金钢
J422Fe16 200℃1小时焊接重要的碳钢
J507Fe16 350-380℃1小时焊接厚而大的钢结构
J505 70-90℃1小时焊接低合金钢管
R107 350℃1小时焊接炉管(低合金高强度钢材)
R507 350℃1小时焊接1Cr5Mo(20#+16Mn)(16Mn+15CrMo)
A132/137 250℃1小时0Cr18Ni9Ti
A207/202 250℃1小时0Cr17Ni12Mo2
A302/312 250℃1小时16Mn+0Cr18Ni9Ti
焊条烘干记录表。
焊条烘烤、发放记录
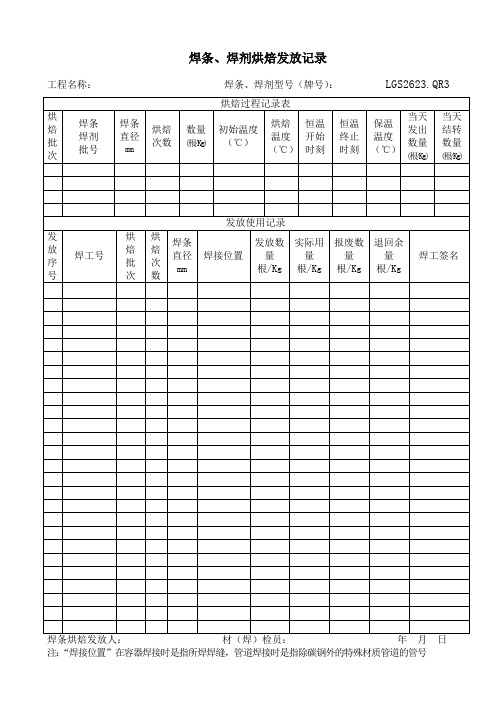
焊条、焊剂烘焙发放记录
工程名称:焊条、焊剂型号(牌号): LGS2623.QR3
注:“焊接位置”在容器焊接时是指所焊焊缝,管道焊接时是指除碳钢外的特殊材质管道的管号
附页:发放使用记录
注:“焊接位置”在容器焊接时是指所焊焊缝,管道焊接时是指除碳钢外的特殊材质管道的管号
中国石油长庆石化分公司
500×104t/a常减压蒸馏装置工程焊接环境监测记录表格编号:LGS2623.QR1
建设单位:中国石油长庆石化分公司
施工单位:中油第六建设公司咸阳项目部编制日期:二00五
中国石油长庆石化分公司
500×104t/a常减压蒸馏装置工程
焊条烘焙发放记录记录表格编号:LGS2623.QR3
建设单位:中国石油长庆石化分公司
施工单位:中油第六建设公司咸阳项目部
编制日期:二00五
本项目项目部用焊条焊丝牌号及规格:
本项目项目部用焊丝钢号及规格:
焊条烘烤前全检记录
4
注:焊条开封后应逐根核对型号、规格,并仔细检查,凡药皮脱落、锈蚀严重或焊芯偏心的焊条禁止使用。
在不合格数量中记下不合格焊条的数量,在备注栏中注明不合格的原因。
焊条烘烤保温温度
本表由焊接责任师在对焊材进货检验后根据焊条说明书及相关技术文件填写。
中国石油长庆石化分公司
500×104t/a常减压蒸馏装置工程
焊条烘焙前全检记录
建设单位:中国石油长庆石化分公司
施工单位:中油第六建设公司咸阳项目部
编制日期:二00五。
焊接材料烘焙记录

编 号
烘 焙 日 期从 时 分至 时 分保温 时间 (h)备 注规格 (mm)烘 焙
方 法
烘焙 数量
(kg)记录人
专业技术负责人:
年 月 日
专业监理工程师:
专业工长(施工员)项目专业质检员:烘焙要求
烘干 温度 (℃)烘干 时间 (h)实际烘焙保温要求焊材厂家烘焙日期降至 恒温 (℃)施 焊 部 位焊 接 材 料 烘 焙 记 录
T0617
工程名称
焊材牌号
钢材材质序
号说明:
1、焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。
2、焊接材料烘干后必须存放在保温箱内,随用随取,焊条由保温箱(筒)取出到施焊的时间不得超过2h,酸性焊条不宜超过4小时。
烘干温度250~300℃。
施工单位记录结论
监理(建设)单位意见
年 月 日(建设单位专业技术负责人):
g。
焊条烘干、发放记录
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
序号
焊材牌号
规格
数量
单位
材质
日期
烘干温度
烘干时间
备注
1
E4303
4.0
255
根
钢
150℃
1h
2
E4303
4.0
255
根
钢
150℃
1h
3
E4303
4.0
255
根
钢
150℃
1h
4
E4303
4.0
255
根
钢
150℃
1h
5
E4303
4.0
255
根
钢
150℃
1h
6
E4303
4.0
255
根
钢
150℃
根
钢
徐智
钢柱梁
9
E4303
4.0
255
根
钢
徐智
钢柱梁
10
E4303
4.0
255
根
钢
徐智
钢柱梁
11
E4303
4.0
255
根
钢
徐智
钢柱梁
12
E4303
4.0
255
根
钢
徐智
钢柱梁
焊接记录
序号
焊材牌号
规格
材质
焊口规格
焊口数量
施焊日期
焊接人
焊接部位
备注
焊条烘干记录
序号
焊材牌号
规格
数量
单位
材质
日期
烘干温度
烘干时间
使用部位
备注
1
E4303
4.0
255
根
钢
徐智
钢柱梁
2
E4303
4.0
255
根
钢
徐智
钢柱梁
3
E4303
4.0
255
根
钢
徐智
钢柱梁
4
E4303
4.0
2555
E4303
4.0
255
根
钢
徐智
钢柱梁
6
E4303
4.0
255
根
钢
徐智
钢柱梁
7
E4303
4.0
255
根
钢
徐智
钢柱梁
8
E4303
4.0
255
1h
7
E4303
4.0
255
根
钢
150℃
1h
8
E4303
4.0
255
根
钢
150℃
1h
9
E4303
4.0
255
根
钢
150℃
1h
10
E4303
4.0
255
根
钢
150℃
1h
11
E4303
4.0
255
根
钢
150℃
1h
12
E4303
4.0
255
根
钢
150℃
1h
焊材使用记录
序号
焊材牌号
规格
数量
单位
材质
使用日期
领用人
备注
1
2
焊材使用记录
序号
焊材牌号
规格
数量
单位
材质
使用日期
领用人
使用部位
备注
1
2