焊条使用烘干记录
焊条烘干制度
焊接材料保管存储制度
1、焊条应存放在通风良好、干燥的室内,室内应有干湿度计。
2、焊接材料应放在固定牢靠的架子上,与地面距离不得小于300mm。
3、焊接材料搬运应轻拿轻放,以防药皮脱落。
4、焊接材料使用前包装完好,不得损坏。
5、焊接材料应按厂家、牌号、种类分类摆放,标识醒目并挂料签。
6、焊接材料(室温宜在10-25℃,相对湿度小于50%)。
焊接材料烘干工
岗位责任制
1、焊条烘干工责任心要强,必须严格执行烘干标准。
2、根据当天下达的工作量,严格按焊接性能、分箱、分类烘烤。
3、焊条发放做到使用部位清楚,落实领用人,记录清晰准确。
4、坚守岗位,经常检查,保养烘干设备,发现问题及时处理。
5、焊条发放必须用合格的保温桶,严禁使用不烘干的焊条用在工程上。
焊接材料烘干房管理制度
1、焊接材料烘干室不得随意摆放,存放其他物品。
2、焊接材料烘干室不得存放易燃、易爆和各种气体,并备有灭火器材。
3、焊接材料烘干箱,只许烘烤焊接材料,不得改做他用。
4、焊接材料烘干室,严禁其他人进入。
5、焊接材料烘干室应保持干净、整洁、无灰尘、通风良好。
焊接材料烘烤标准制度
1、焊条使用前应按说明书的要求烘干。
酸性焊接材料烘干温度一般为
70-150℃,恒温1小时;碱性焊接材料烘干温度一般为350-400℃,恒温1 小时。
2、焊接材料的重复烘干次数,不应超过两次。
3、当天工作结束后,必须将剩余的焊接材料退回烘干室,第二天重新烘干,严禁露天或隔夜。
4、停电以后未烘干的焊条,待来电时按焊条说明书要求烘干,恒温。
焊条烘干记录表
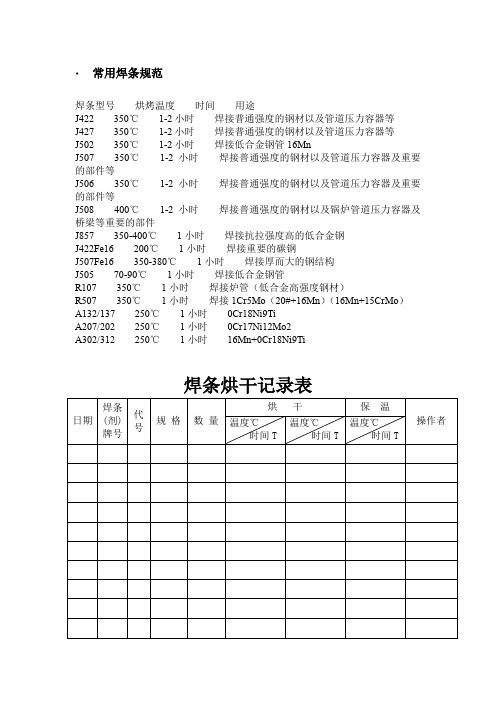
•常用焊条规范
焊条型号烘烤温度时间用途
J422 350℃1-2小时焊接普通强度的钢材以及管道压力容器等
J427 350℃1-2小时焊接普通强度的钢材以及管道压力容器等
J502 350℃1-2小时焊接低合金钢管16Mn
J507 350℃1-2小时焊接普通强度的钢材以及管道压力容器及重要的部件等
J506 350℃1-2小时焊接普通强度的钢材以及管道压力容器及重要的部件等
J508 400℃1-2小时焊接普通强度的钢材以及锅炉管道压力容器及桥梁等重要的部件
J857 350-400℃1小时焊接抗拉强度高的低合金钢
J422Fe16 200℃1小时焊接重要的碳钢
J507Fe16 350-380℃1小时焊接厚而大的钢结构
J505 70-90℃1小时焊接低合金钢管
R107 350℃1小时焊接炉管(低合金高强度钢材)
R507 350℃1小时焊接1Cr5Mo(20#+16Mn)(16Mn+15CrMo)
A132/137 250℃1小时0Cr18Ni9Ti
A207/202 250℃1小时0Cr17Ni12Mo2
A302/312 250℃1小时16Mn+0Cr18Ni9Ti
焊条烘干记录表。
焊条为什么要烘干才能使用

焊条往往会因吸潮而使工艺性能变坏,造成电弧不稳、飞溅增大,并容易产生气孔、裂纹等缺陷。
因此,焊条使用前必须严格烘干。
一般酸性焊条的烘干温度150--200℃,时间1小时;碱性焊条的烘干温度350--400℃,时间1--2小时,烘干后放在100--150℃的保温箱内,随用随取。
由于焊条药皮成分及性能、空气湿度、保管方式、储存时间等因素的影响,焊条往往
会因受潮而使工艺性能变坏,造成电弧不稳、飞溅增大,并容易产生气孔、裂纹等缺陷。
因此,焊条使用前必须烘干。
烘干焊条要注意以下几点:
(1)焊条的烘焙温度和时间应按说明书的规定进行。
一般酸性焊条的烘焙温度为150--250℃,烘f时间为lh;碱性焊条必须在300-400℃的范围内烘焙1-2h。
烘于后最
好放在100-150℃的保温箱内,随用随取。
(2)烘焊条要避免把冷焊条突然放进高温箱内,也不要从高温箱中突然取出。
要慢
慢加热,慢慢冷却,以防止药皮因骤热或骤冷而产生开裂、脱落等现象。
(3)当天没有用完的焊条,应放到干燥箱内保存,否则要重新烘干才能使用,尤其
是碱性焊条。
(4)焊条不能多次反复烘焙,否则容易变质失效。
烘干的焊条应存入干燥箱备用。
“焊接材料烘焙记录”填写说明与依据
“焊接材料烘焙记录”填写说明与依据
焊条、熔嘴、焊剂和药芯焊丝等在使用前,必须按产品使用说明书及有关工艺文件的规定进行烘干,对其烘焙过程进行记录。
烘焙记录内容包括:烘焙方法、烘干温度、烘干时间、实际烘焙时间和保温要求等。
一、表格解析
1.责任部门
项目工程部。
2.提交时限
焊材使用前填写完成。
二、填写依据
1.规范名称
(1)《钢结构工程施工质量验收规范》(GB 50205)
(2)《建筑钢结构焊接技术规程》(JGJ 81)
2.相关要求
(1)低氢型焊条烘干温度应为350℃~380℃,保温时间应为1.5~2h,烘干后应缓冷放置于110℃~120℃的保温箱中存放、待用;使用时应放置于保温筒中;烘干后的低氢型焊条在大气中放置时间超过4h应重新烘干;焊条重复烘干次数不宜超过2次;受潮的焊条不应使用。
(2)对于酸性焊条,在焊接规程中没有明确规定。
一般对于未受潮的酸性焊条可以不烘焙,但现场施工条件有限,焊条存放容易受潮,对受潮的酸性焊条应进行烘干,烘干温度150℃左右,烘干时间1.5~2h。
含有纤维素型焊条(如J 425)的烘干温度应控制在100℃~120℃左右。
(3)烘焙记录应由现场焊接操作人员进行记录。
焊条烘干、发放记录
常用焊条烘干规范
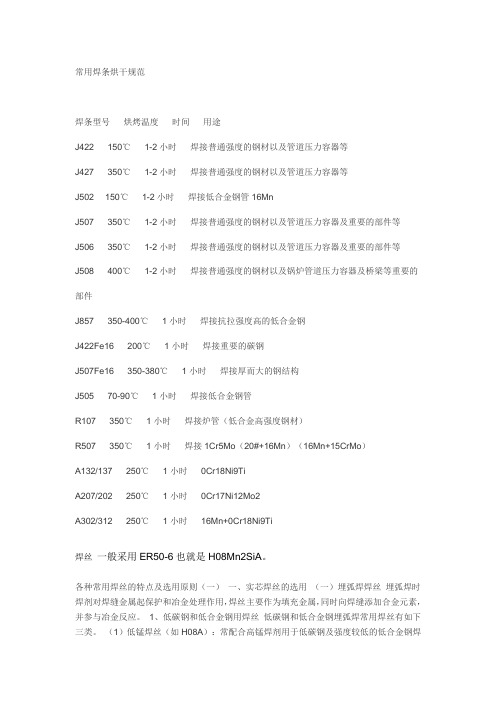
常用焊条烘干规范焊条型号烘烤温度时间用途J422 150℃ 1-2小时焊接普通强度的钢材以及管道压力容器等J427 350℃ 1-2小时焊接普通强度的钢材以及管道压力容器等J502 150℃ 1-2小时焊接低合金钢管16MnJ507 350℃ 1-2小时焊接普通强度的钢材以及管道压力容器及重要的部件等J506 350℃ 1-2小时焊接普通强度的钢材以及管道压力容器及重要的部件等J508 400℃ 1-2小时焊接普通强度的钢材以及锅炉管道压力容器及桥梁等重要的部件J857 350-400℃ 1小时焊接抗拉强度高的低合金钢J422Fe16 200℃ 1小时焊接重要的碳钢J507Fe16 350-380℃ 1小时焊接厚而大的钢结构J505 70-90℃ 1小时焊接低合金钢管R107 350℃ 1小时焊接炉管(低合金高强度钢材)R507 350℃ 1小时焊接1Cr5Mo(20#+16Mn)(16Mn+15CrMo)A132/137 250℃ 1小时 0Cr18Ni9TiA207/202 250℃ 1小时 0Cr17Ni12Mo2A302/312 250℃ 1小时 16Mn+0Cr18Ni9Ti焊丝一般采用ER50-6也就是H08Mn2SiA。
各种常用焊丝的特点及选用原则(一)一、实芯焊丝的选用(一)埋弧焊焊丝埋弧焊时焊剂对焊缝金属起保护和冶金处理作用,焊丝主要作为填充金属,同时向焊缝添加合金元素,并参与冶金反应。
1、低碳钢和低合金钢用焊丝低碳钢和低合金钢埋弧焊常用焊丝有如下三类。
(1)低锰焊丝(如H08A):常配合高锰焊剂用于低碳钢及强度较低的低合金钢焊接。
(2)中锰焊丝(如H08MnA,H10MnS):主要用于低合金钢焊接,也可配合低锰焊剂用于低碳钢焊接。
(3)高锰焊丝(如H10Mn2 H08Mn2Si):用于低合金钢焊接。
2、高强钢用丝这类焊丝含Mn1%以上,含Mo0.3%~0.8%,如H08MnMoA、H08Mn2MoA,用于强度较高的低合金高强钢焊接。
焊条烘焙工艺
焊条烘焙工艺
1、焊条使用前,如果焊条说明书无特殊规定时,一般应进行烘干。
酸性焊条视受潮情况在75~150℃烘干1~2小时;碱性低氢型结构钢焊条应在350~400℃烘干1~2小时,烘干的焊条应放在100~150℃保温箱(筒)内,随用随取,使用时注意保持干燥。
2、领用的焊条冷却至室温4小时后,应重新烘干。
重复烘干的次数不宜超过3次。
3、不锈钢焊条不得重复烘焙。
4、烘干焊条时,焊条不宜成垛或成捆堆放,应铺放成层状,每层焊条不能太厚(一般1~3层),避免焊条烘干时受热不均和潮气不易排除。
5、焊条烘干时应作好记录,记录上应有焊条的牌号、批号、温度、时间等项内容。
不锈钢焊条烘干要求的温度和时间

不锈钢焊条烘干要求的温度和时间哎呀,说到不锈钢焊条的烘干,简直就是一门艺术。
你知道吗?这可不仅仅是把焊条扔在烘箱里那么简单。
要搞明白这些烘干要求,就得像调制一杯完美的咖啡那样精细。
首先,咱们得从烘干温度说起。
一般来说,不锈钢焊条的烘干温度在150到300摄氏度之间。
这就像是选择烤箱的温度一样,温度高了容易让焊条变干变脆,温度低了可能没法彻底去除焊条上的水分。
所以说,温度的把握简直就是金牌烘焙师的“独门绝技”。
1. 温度要求1.1 低温烘干:如果你用的是低温烘干,大约150到200摄氏度,这个温度适合那些较为敏感的焊条。
低温烘干时间也会比较长,一般需要大约1到2小时,这样才能确保焊条内部的水分被完全蒸发掉。
记住,这个过程可是耐心的考验,绝对不能急躁。
不然,焊条干得不均匀,结果焊接时可就得麻烦了。
1.2 高温烘干:高温烘干则是另一种打法,温度一般在250到300摄氏度之间。
这时候,烘干时间会大大缩短,一般控制在半小时到1小时就差不多了。
高温可以迅速去除焊条上的水分,但一定要小心,过高的温度会让焊条表面出现裂纹,效果也会大打折扣。
所以呢,要在高温和高效之间找到那个完美的平衡点。
2. 烘干时间2.1 短时间烘干:有些焊条特别喜欢快速烘干的环境,就像是急于上场的明星演员,急不可待。
一般来说,短时间的烘干多用于高温处理,那些干得特别快的焊条,时间控制在30分钟左右就好。
这样可以保持焊条的质量和性能,让它在焊接时表现得像明星一样出色。
2.2 长时间烘干:相对的,长时间的烘干就像是一场耐力赛,时间要久一些,大约1到2小时,甚至更久。
这个过程适合那些水分较多的焊条,确保每一根焊条都能被烘干透彻。
虽然时间长了点,但结果通常更稳妥,焊条的性能也会更有保障。
3. 注意事项3.1 湿气的影响:不锈钢焊条最怕的就是湿气,这就像是给人穿了湿漉漉的衣服一样,焊接效果差,质量也不好。
因此,在烘干之前,一定要把焊条存放在干燥的地方,避免湿气侵袭。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊条使用烘干记录
日期:年月日BJB/CXD5.4.22
规格
数量,kg
负责人
烘干过
程记录
烘烤温度,℃
使用
情况
领用数量,kg
领用人
烘烤时间,h
退回数量,kg
生产批号
报废情况
北京博邦重工机械有限公司
焊条使用烘干记录
日期:年月BJB/CX-D5.4.22
规格
数量,kg
负责人
烘干过
程记录
烘烤温度,℃
使用
情况
领用数量,kg
领用人
烘烤时间,h
退回数量,kg
生产批号
报废情况
北京博邦重工机械有限公司
焊Байду номын сангаас使用烘干记录
日期:年月BJB/CX-D5.4.22
规格
数量,kg
负责人
烘干过
程记录
烘烤温度,℃
使用
情况
领用数量,kg
领用人
烘烤时间,h
退回数量,kg
生产批号
报废情况