焊条烘烤、发放记录
焊接材料烘焙记录(2)
12:00
100
1~2
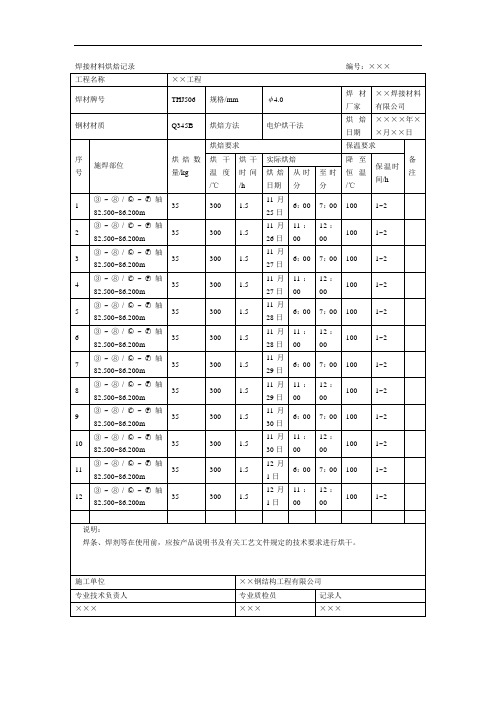
说明:
焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。
施工单位
××钢结构工程有限公司
专业技术负责人
专业质检员
记录人
×××0
1~2
10
③~⑧/ ~ 轴82.500~86.200m
35
300
1.5
11月30日
11:00
12:00
100
1~2
11
③~⑧/ ~ 轴82.500~86.200m
35
300
1.5
12月1日
6:00
7:00
100
1~2
12
③~⑧/ ~ 轴82.500~86.200m
35
300
1.5
12月1日
③~⑧/ ~ 轴82.500~86.200m
35
300
1.5
11月25日
6:00
7:00
100
1~2
2
③~⑧/ ~ 轴82.500~86.200m
35
300
1.5
11月26日
11:00
12:00
100
1~2
3
③~⑧/ ~ 轴82.500~86.200m
35
300
1.5
11月27日
6:00
7:00
100
焊接材料烘焙记录
编号:×××
工程名称
××工程
焊材牌号
THJ506
规格/mm
φ4.0
焊材厂家
××焊接材料有限公司
钢材材质
Q345B
烘焙方法
电炉烘干法
烘焙日期
焊条烘烤、发放细则

焊条烘烤、发放细则
焊接材料的验收与保管
1焊材管理流程:
2焊接所使用的焊条、焊丝应符合国家现行材料标准的规定。
3焊接材料入库时,应核查其质量证明书,同时检查包装状况,不得有破损、受潮、锈蚀等现象。
4焊接材料的保管、烘烤及发放
4.1焊接材料应按JB3223《焊条质量管理规程》的规定建立保管、烘烤、发放及回收制度。
4.2焊材库应具备防潮、通风、保暖性能,并设温、湿度计实施监控;室内温度应在5℃以上,相对湿度不超过60%。
4.3焊材需分规格、型号及批号分列排放,做出标识;焊材存放必须离地离墙300mm。
4.4规范要求对焊材进行复验的,应按要求进行复验;首次使用某厂或某牌号焊条宜进行焊接性能试验,以鉴定焊材的可焊性和质量。
4.5焊材烘烤设专职烘烤管理员,焊材烘烤管理员对焊接材料的烘烤、保温、发放及回收应作详细记录。
4.6焊接材料在烘烤及保温时应严格按要求执行;烘烤焊条时应注意防止焊条因骤冷骤热而导致药皮开裂或脱落;不同类型的焊接材料原则上应分别烘烤,但烘烤要求相同的不同类型焊接材料,如同炉烘烤时,必须间隔且有明显的标记。
4.7焊接材料的烘烤规范可参照焊接材料说明书和焊接工艺的要求确定;烘烤后的焊接材料按不同型号、不同牌号分类存放在规定要求的恒温箱内。
4.8 焊工领用焊条应使用焊条保温筒,领取的焊条未用完应及时退回,时间超过4小时以上,应再次烘烤,累计的烘烤次数一般不宜超过2次。
焊条烘烤、发放记录
300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10 300 8:10 200 9:10
180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40 180 9:20 150 10:00 40
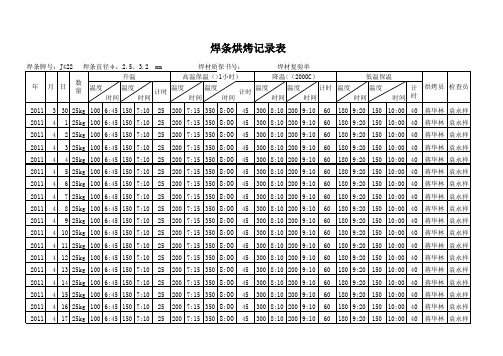
焊条烘烤记录表
焊条牌号:J422 年 月 日 数 量 焊条直径φ :2.5、3.2 升温 温度 时间 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 2011 5 5 5 5 温度 时间 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 25 计时 mm 温度 时间 焊材质保书号: 高温保温(>1小时) 温度 时间 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 45 计时 温度 时间 焊材复验单 降温<(200OC) 温度 时间 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 60 计时 温度 时间 低温保温 温度 时间 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 蒋华林 袁永祥 计时 烘烤员 检查员
焊条发放记录表

日期:年 月日
施工员:
日期:年月日
焊条发放领用记录
编号
建设单位
黄石德威能源股份有限公司
工程名称
黄石市城市集中供热工程
施工单位
江苏天利建设有限公司
分项工程
烘焙温度
150℃
恒温温度
150℃
保温温度
烘烤人
牌号规格
批号
数量(kg)
日期
领用人
发放人
J422Φ3..2
09100067
75
10 1 26
刘军
王军
J422Φ3..2
09100067
15
10 4 29
刘军
王军
J422Φ3..2
09100067
5
10 4 30
刘军
王军
J422Φ3..2
09100067
15
10 5 2
刘军
王军
J422Φ3..2
09100067
15
10 5 3
刘军
王军
J422Φ3..2
09100067
35
10 5 5
刘军
王军
焊接检验员:
日期: 年 月 日
施工员:
日期: 年 月 日
焊条发放领用记录
编号
建设单位
黄石德威能源股份有限公司
工程名称
黄石市城市集中供热工程
施工单位
江苏天利建设有限公司
分项工程
烘焙温度
150℃
恒温温度
150℃
保温温度
烘烤人
牌号规格
批号
数量(kg)
日期
领用人
发放人
J422Φ3..2
焊条烘焙记录表

工程名称:郑州国际会展中心(会议部分) 焊接部位:地上二层+7.95m处钢骨梁 序 号 1 2 3 4 5 焊条规格 烘干数量 (mm) (kg) F4.0 F4.0 F4.0 F4.0 F5.0 50 50 60 50 60 箱批号 303023-05861 303023-05861 303023-05861 303023-05861 303023-05861 烘干温度 烘干时间 (℃) (h) 350 350 350 350 350 1 1 1 1 1 烘干日期 2004.1.9 2004.1.9 2004.1.9 2004.1.10 2004.1.10 操作人 卢福贵 卢福贵 卢福贵 卢福贵 卢福贵
ቤተ መጻሕፍቲ ባይዱ
焊剂烘焙记录表
工程名称:郑州国际会展中心(会议部分) 焊接部位:地上二层+7.95m处钢骨梁 序 号 1 2 3 4 5 6 7 8 焊剂规格 烘干数量 (kg) 8-40目 8-40目 8-40目 8-40目 8-40目 8-40目 8-40目 8-40目 25 25 25 25 25 25 25 25 批号 2003-063 2003-063 2003-063 2003-063 2003-063 2003-063 2003-063 2003-063 烘干温度 烘干时间 (℃) (h) 250 250 250 250 250 250 250 250 2 1 1 1 1 1 1 1 烘干日期 2004.1.7 2004.1.8 2004.1.9 2004.1.9 2004.1.9 2004.1.9 2004.1.10 2004.1.10 操作人 (签字) 代芳 代芳 代芳 代芳 代芳 代芳 代芳 代芳
瓷环烘焙记录表
工程名称:郑州国际会展中心(会议部分) 焊接部位:地上二层+7.95m处钢骨梁 序 号 1 2 3 4 5 6 7 8 9 10 11 瓷环规格 烘干数量 (mm) F19 F19 F19 F19 F19 F19 F19 F19 F19 F19 F19 (个) 200 200 300 200 200 300 200 350 200 200 200 303023-05861 303023-05861 303023-05861 303023-05861 303023-05861 303023-05861 303023-05861 303023-05861 303023-05861 303023-05861 303023-05861 箱批号 烘干温度 烘干时间 (℃) 150 150 150 150 150 150 150 150 150 150 150 (min) 90 90 90 90 90 90 90 90 90 90 90 2004.1.13 2004.1.13 2004.1.13 2004.1.13 2004.1.13 2004.1.13 2004.1.14 2004.1.14 2004.1.14 2004.1.14 2004.1.14 卢福贵 卢福贵 卢福贵 卢福贵 卢福贵 卢福贵 卢福贵 卢福贵 卢福贵 卢福贵 卢福贵 烘干日期 操作人
焊条发放记录表

日期:年月日
施工员:
日期:年月日
焊条发放领用记录
编号
建设单位
工程名称
施工单位
分项工程
烘焙温度
恒温温度
保温温度
烘烤人
牌号规格
批号
数量(kg)
日期
领用人
发放人
备注:当天用不完的焊条必须退回入库,第二天参加回烘后方可使用,回烘不得超过两次,否则降级使用.
焊接检验员:
日期:年月日
施工员:
日期:年月日
焊接材料进货检验记录表
№:
批号
牌号
规格
生产厂家
营业执照
焊条生产
许可证
生产厂家
资质证书
焊接材料
质保书
有无
□□
有无
□□
有无
□□
有无
□□
熔敷金属
化学成份
符合要求□基本符合要求□不符合要求□
机械性能
符合要求□基本符合要求□不符合要求□
焊接材料外观检验
产品标识
有无
□□
数量
相不
符符
□□
规格尺寸
相不
符符
□□
药皮损伤
完轻严
度重
损损
好伤伤
□□□
偏芯程度
正一严
常般重
□□□
验收结论
同意接收□降级使用□拒绝接收□
其它情况说明
仓库管理员
物资计划员
焊接项目工程师
质检焊接工程师
焊条发放领用记录
编号
建设单位
工程名称
施工单位
分项工程
烘焙温度
恒温温度
保温温度
烘烤人
牌号规格
焊接材料烘焙记录

永升建设集团有限公司
专业技术负责人
专业质检员
记录人
200~240.
1
6月20日
8:00
9:00
100
1
6
钢立柱
50
200~240.
1
6月21日
8:00
9:00
100
1
7
钢立柱
50
200~240.
1
6月22日
8:00
9:00
100
1
8
钢立柱
40
200~240.
1
6月23日
8:00
9:00
100
1
9
钢立柱
40
200~240.
1
6月24日
8:00
9:00
100
1
9
钢立柱
40
200~240.
1
6月24日
8:00
9:00
100
1
10
钢立柱
30
200~240.
1
6月25日
8:00
9:00
100
1
11
钢立柱
40
200~240.
1
6月26日
8:00
9:00
100
1
说明
1、焊条、焊剂等在使用前,应按产品说明书及有关工艺文件规定的技术要求进行烘干。
2、焊接材料烘干后应存放在保温箱内,随用随取,焊条由保温箱(筒)取出到施焊的时间不得超过2h,酸性焊条不宜超过4h;烘干温度250~300℃。
烘焙要求
保温要求
备注
烘干温度
(℃)
烘干时间(h)
实际烘焙
焊条烘烤、发放记录

焊条、焊剂烘焙发放记录
工程名称:焊条、焊剂型号(牌号): LGS2623.QR3
注:“焊接位置”在容器焊接时是指所焊焊缝,管道焊接时是指除碳钢外的特殊材质管道的管号
附页:发放使用记录
注:“焊接位置”在容器焊接时是指所焊焊缝,管道焊接时是指除碳钢外的特殊材质管道的管号
焊接环境及焊材库监测记录
宁夏宝塔化工股份有限公司
100万吨/年重交沥青装置、25万吨/年重油催化装置焊接环境监测
记录表格编号:LGS2623.QR1
建设单位:宁夏宝塔化工股份有限公司
施工单位:中油第六建设公司银川项目部
编制日期:二00四
宁夏宝塔化工股份有限公司
100万吨/年重交沥青装置、25万吨/年重油催化装置焊条烘焙发放记录记录表格编号:LGS2623.QR3
建设单位:夏宝塔化工股份有限公司
施工单位:中油第六建设公司银川项目部
编制日期:二00三年二月
本项目项目部用焊条焊丝牌号及规格:
本项目项目部用焊丝钢号及规格:
请示
因现在施工现场焊条的管理远不符合ISO管理程序规定和现场焊接的需要,请领导组织相关人员加强焊材的管理。
主要有以下方面的事:
1、焊材二级库房和焊条烘烤房的设置;二级库房内应设抽湿机一台;
2、焊条烘烤人一名;
3、小闹钟一个、干湿计2台、风速仪一台;
工艺管线即将开始焊接,如不及早准备,到时将无法满足施工需要。
再者如ISO内审特别是外审到本项目,焊材管理是必查项目,到时将及其被动。
如何管理焊材,请项目相关领导明示。
施工技术部 2003年3月18日。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2011 4 5 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 6 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 11 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 12 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 11 30kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 12 30kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 1 30kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 2 30kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 5 30kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
焊条烘烤记录表
焊条牌号:J422 焊条直径φ:2.5、3.2 mm
焊材质保书号:
焊材复验单
2011 4 3 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 4 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 17 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
焊条烘烤记录表
焊条牌号:J422 焊条直径φ:2.5、3.2 mm
焊材质保书号:
焊材复验单
2011 4 29 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 30 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 1 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 2 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 13 30kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 25 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 26 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 27 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 28 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 9 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 10 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 21 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 22 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 7 25kg 100 6:ห้องสมุดไป่ตู้5 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 8 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
焊条烘烤记录表
焊条牌号:J422 焊条直径φ:2.5、3.2 mm
焊材质保书号:
焊材复验单
升温
高温保温(>1小时)
降温<(200OC)
低温保温
年
月日
数
量 温度
温度
计时 温度
温度
计时 温度
温度
计时 温度
温度
时间
时间
时间
时间
时间
时间
时间
计 时间 时
烘烤员 检查员
2011 3 30 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 9 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 10 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
升温
高温保温(>1小时)
降温<(200OC)
低温保温
年
月日
数
量 温度
温度
计时 温度
温度
计时 温度
温度
计时 温度
温度
时间
时间
时间
时间
时间
时间
时间
计 时间 时
烘烤员 检查员
2011 4 18 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 19 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 4 20 25kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 3 30kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥
2011 5 4 30kg 100 6:45 150 7:10 25 200 7:15 350 8:00 45 300 8:10 200 9:10 60 180 9:20 150 10:00 40 蒋华林 袁永祥