通用塑料注塑工艺标准参数表
注塑件检验标准
注塑:注塑是一种工业产品生产造型的方法。
产品通常使用橡胶注塑和塑料注塑。
注塑还可分注塑成型模压法和压铸法。
注射成型机(简称注射机或注塑机)是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备,注射成型是通过注塑机和模具来实现的。
注塑件检验标准:闭合度为0.65即可。
检验标准:1、MIL-STD-105E II表,正常检验、单次抽样计划,AQL订定为CRI=0、MAJ=0.65、MIN=1.5。
2、相关抽样标准或判定标准,可视品质状况或客户要求等做修正。
质量要求:一、基本尺寸1、胶件的几何形状,尺寸大小精度应符合正式有效的开模图纸(或3D文件)要求。
2、通用结构尺寸标准。
a、胶件一般要求做到平均胶厚,非平均胶厚应符合图纸要求。
b、螺柱根部直径:M3螺丝为φ6.0+0.2mm,火山口直径φ10.0mm;M2.6螺丝为φ5.0+0.2mm,火山口直径φ9.0mm。
c、叉骨、围骨根部厚度:1.2+0.2mm。
d、按钮的顶RUBBER十字骨顶部厚度:0.9+0.1mm。
e、司筒柱顶部壁厚:1.2±0.1mm。
f、电池箱后模勾针位胶厚小于2.0mm。
g、胶件同PL面处前后模出胶位时其错位小于0.05 mm。
h、面底壳配合。
3、二级或三级止口配合要求PL面错位小于0.1 mm,没有刮手现象;4、包止口配合单边间隙为0.1~0.3 mm,外形复杂取大值。
a、电池门与电池箱间水平方向单边间隙为0.2~0.3 mm。
b、钮与孔配合。
一般几何形状钮与孔单边间隙为0.15~0.25 mm。
异形钮与孔单边间隙为0.3~0.4 mm,喷油钮间隙应取大值。
钮与花仔配合时其配合情况能达到安全测试标准。
c、插卡位配合。
插卡门与面底壳的配合单边间隙为0.2~0.3 mm。
插口与插盒单边间隙为0.5mm。
d、四大件转轴位轴向单边最小间隙0.1~0.2 mm。
e、LOCK与其配合枕位孔单边间隙为0.2 mm。
通用塑料主要牌号与性能表

通用塑料主要牌号与性能表新大东塑料主要牌号、物性及用途一览表塑料原料牌号表通用塑料低密度聚乙烯LDPE型号产地熔指g/10min特性及用途LDPE-普通膜类LD100AC LD100燕山石化1.7-2.3用于农膜、收缩膜、透明膜、层压膜、共挤出多层膜及医用包装、各种包装袋、LLDPE的掺混料、注塑料;可用硅烷、过氧化物进行交联,用于动力电缆绝缘LD155燕山石化1.7-2一般用途包装膜LD662燕山石化1.9适用于农膜、收缩膜、透明膜、层压膜、共挤出多层膜及医用包装、各种包装袋和LLDPE的掺混料LD600燕山石化2适用于农膜、收缩膜、透明膜、层压膜、共挤出多层膜及医用包装、各种包装袋和LLDPE的掺混料LD617燕山石化2适用于农膜、收缩膜、透明膜、层压膜、共挤出多层膜及医用包装、各种包装袋和LLDPE的掺混料LD160 LD160AS燕山石化3-5适用于衬里、透明膜、层压膜、超薄膜、铸膜、各种包装袋及注塑LD160BW燕山石化2掺混,用于通用膜产品2102TN26齐鲁石化2.1-2.9通用膜料,适用于制作轻包装膜、农地膜等2436H大庆石化2高透明薄膜、复合薄膜2426H中海/扬巴大庆/兰化2含爽滑剂、开口剂,可用作层压膜、深冷包装膜及购物袋等日用包装农用薄膜(棚膜)2426K中海/扬巴大庆/兰化4含爽滑剂、开口剂,可用作日用包装3026H扬巴大庆/兰化1.7-2.2用于收缩薄膜、层压膜FD0274卡塔尔2.4具有优秀的光泽度,用于生产低中强度的挤出膜,含有爽滑剂和开口剂。
LDPE-透明膜类LD104燕山石化1.7-2.3用于收缩膜、透明膜、层压膜、共挤出多层膜及购物袋、包装袋、医用包装并可用硅烷交联作动力电缆绝缘LD105燕山石化2在LD104基础上改进。
用于收缩膜、透明膜、层压膜、共挤出多层膜及购物袋、包装袋、医用包装并可用硅烷交联作动力电缆绝缘QLT-04齐鲁石化2.4-3.6高透明包装膜Q281上海石化2.8用于吹塑、高透明轻膜5320韩国韩华2用于薄膜、轻包装膜F222日本宇部2用于一般包装薄膜、复合膜、冷冻膜200GG马来西亚2用于一般包装用膜F210-6新加坡TPC2用于一般包装薄膜.530G韩国三星2.8用于一般用途包装膜、收缩膜、农膜FD0474卡塔尔4高透明度包装膜展示膜,洗涤膜,透明度优异,优异的加工性及延展性FB3000韩国LG3用于一般包装用薄膜LDPE-收缩膜/重包装膜类LD163燕山石化0.3用于收缩膜LD165燕山石化0.23-0.43用于大棚膜、收缩膜及衬里、用硅烷交联动力电缆绝缘、通讯电缆外套、吹塑、管材LD150燕山石化0.6-0.9用于农膜、收缩膜、重包装膜、层压膜、共挤出多层膜及购物袋、冷冻袋、包装袋和用硅烷交联的动力电缆绝缘2100TN00齐鲁石化0.25-0.3用于重包装膜、收缩膜、大棚膜及电缆料2420D中海/扬巴大庆/兰化0.3用于小型吹塑、农膜、重包装1810D扬巴/茂名大庆/兰化0.2-0.5用于管道涂覆、电缆料、内衬、农膜、重载膜和重载收缩膜等1810E大庆石化0.5重包装、收缩、吹塑2423D大庆石化0.3重包装、农用薄膜2420F中海/扬巴大庆/兰化0.7用于小型吹塑、日用包装大庆/兰化0.7含爽滑剂、开口剂,可用作日用包装3020D扬巴0.15-0.35用于收缩膜、层压膜FB0300韩国LG0.3用于重包装膜FB3003卡塔尔0.3用于生产重包装膜,不含任何添加剂LDPE-注塑及薄膜类18D 18D0大庆石化1.5适用于各种薄膜及小型制品1I2A燕山石化2注塑级,可用作管材,板材,吹塑2420H中海/扬巴大庆/兰化2注塑级,用作日用包装2420K中海/扬巴大庆/兰化4注塑级,用作日用包装3025K大庆石化2薄膜、复合薄膜1810H扬-巴1.3-1.8注塑级,用作医药包装及表面保护膜1816H扬-巴1.3-1.8注塑级,用作内衬2420H中海/扬巴大庆/兰化1.7-2.2注塑级,用作收缩薄膜、层压膜及购物袋3020H中海/扬巴大庆/兰化1.7-2.2注塑级,用作收缩薄膜、层压膜、表面保护膜及管道涂覆、医药包装大庆/兰化3.4-4.6注塑级,用作收缩薄膜、层压膜、表面保护膜及医药包装3026K中海/扬巴大庆/兰化3.4-4.6注塑级,用作收缩薄膜、层压膜及医药包装2420K中海/扬巴大庆/兰化3.4-4.6注塑级,用作收缩薄膜EB-853/72巴西OPP2.7注塑级,一般包装用薄膜LDPE-高熔指注塑类LD615燕山石化12-18用于注塑、母料基料1810S中海/扬巴大庆/兰化17-22用于注塑2410T中海/扬巴大庆/兰化33-39用于注塑2410T中海壳牌大庆石化36用于注塑1I50A燕山石化50用于人造花、盆景LD400燕山石化20-30冰箱食品搁架、公路、铁路护栏粉末涂料原料、母粒用载体树脂MG70卡塔尔70具有优异的流动性和加工性,用于注塑生产及色母料制做LDPE-发泡类1F7B燕山石化7用于生产各种薄膜、农地膜、水果网套、母料基料LD605燕山石化4.5-7.5用于发泡、注塑及薄膜LD607/608燕山石化5-7用于发泡、注塑及薄膜15803俄罗斯2-2.5用于壁厚为3mm以上的大型制品,如10升以上的容器和一般用途的薄膜及发泡产品10803俄罗斯2-2.5用于棚膜、小型注塑产品、发泡产品LDPE-电缆料类2102-TN00齐鲁石化2.1-2.9适用于制作轻包装膜、发泡片材、电线电缆.LD100BW/LD200BW燕山石化2.2用于电缆料18E大庆石化1.8用于电缆或发泡DJ210上海石化2.1挤出级,用作交联电缆料DJ200A上海石化2注塑级,用作交联电缆料2210H大庆石化2中压电缆绝缘料2220H扬-巴1.8-2.2注塑级,用作电缆料LDPE-涂层类1C10A燕山石化10用于涂层、编织袋及牛皮纸的涂覆等1C7A燕山石化7用于涂层、纺织袋的涂覆等1C7A-1燕山石化7.2可用于食品、药品以及液体无菌包装等领域。
5大通用塑料的注塑成型工艺详解
“塑料性能乃注塑技术之本”,掌握各种塑料的工艺性能及特性,是每一位注塑工作者必须懂得的基本专业知识,塑料的性能是设定“注塑工艺条件”的依据,也是在分析注塑过程中出现的质量问题和异常现象时必须考虑的因素之一。
1. 聚丙烯(PP)注塑加工工艺PP通称聚丙烯,因其抗折断性能好,也称“百折胶”。
PP是一种半透明、半晶体的热塑性塑料,具有高强度、绝缘性好、吸水率低、热变形温度高、密度小、结晶度高等特点。
改性填充物通常有玻璃纤维、矿物填料、热塑性橡胶等。
不同用途的PP其流动性差异较大,一般使用的PP流动速率介于ABS与PC之间。
纯PP是半透明的象牙白色,可以染成各种颜色。
PP的染色在一般注塑机上只能用色母料。
在一些机器上有加强混炼作用的独立塑化元件,也可以用色粉染色。
户外使用的制品,一般使用UV稳定剂和碳黑填充。
再生料的使用比例不要超过15%,否则会引起强度下降和分解变色。
PP注塑加工前一般不需特别的干燥处理。
对注塑机的选用没有特殊要求。
由于PP具有高结晶性。
需采用注射压力较高及可多段控制的电脑注塑机。
锁模力一般按3800t/m2来确定,注射量20%-85%即可。
模具温度50-90℃,对于尺寸要求较高的用高模温。
型芯温度比型腔温度低5℃以上,流道直径4-7mm,针形浇口长度1-1.5mm,直径可小至0.7mm。
边形浇口长度越短越好,约为0.7mm,深度为壁厚的一半,宽度为壁厚的两倍,并随模腔内的熔流长度逐肯增加。
模具必须有良好的排气性,排气孔深0.025mm-0.038mm,厚1.5mm,要避免收缩痕,就要用大而圆的注口及圆形流道,加强筋的厚度要小(例如是壁厚的50-60%)。
均聚PP制造的产品,厚度不能超过3mm,否则会有气泡(厚壁制品只能用共聚PP)。
PP的熔点为160-175℃,分解温度为350℃,但在注射加工时温度设定不能超过275℃,熔融段温度最好在240℃。
为减少内应力及变形,应选择高速注射,但有些等级的PP和模具不适用(出现气泡、气纹)。
通用塑料主要牌号与性能表
通用塑料主要牌号与性能表新大东塑料主要牌号、物性及用途一览表塑料原料牌号表通用塑料低密度聚乙烯LDPE型号产地熔指g/10min特性及用途LDPE-普通膜类LD100AC LD100燕山石化1.7-2.3用于农膜、收缩膜、透明膜、层压膜、共挤出多层膜及医用包装、各种包装袋、LLDPE的掺混料、注塑料;可用硅烷、过氧化物进行交联,用于动力电缆绝缘LD155燕山石化1.7-2一般用途包装膜LD662燕山石化1.9适用于农膜、收缩膜、透明膜、层压膜、共挤出多层膜及医用包装、各种包装袋和LLDPE的掺混料LD600燕山石化2适用于农膜、收缩膜、透明膜、层压膜、共挤出多层膜及医用包装、各种包装袋和LLDPE的掺混料LD617燕山石化2适用于农膜、收缩膜、透明膜、层压膜、共挤出多层膜及医用包装、各种包装袋和LLDPE的掺混料LD160 LD160AS燕山石化3-5适用于衬里、透明膜、层压膜、超薄膜、铸膜、各种包装袋及注塑LD160BW燕山石化2掺混,用于通用膜产品2102TN26齐鲁石化2.1-2.9通用膜料,适用于制作轻包装膜、农地膜等2436H大庆石化2高透明薄膜、复合薄膜2426H中海/扬巴大庆/兰化2含爽滑剂、开口剂,可用作层压膜、深冷包装膜及购物袋等日用包装农用薄膜(棚膜)2426K中海/扬巴大庆/兰化4含爽滑剂、开口剂,可用作日用包装3026H扬巴/兰化1.7-2.2用于收缩薄膜、层压膜大庆FD0274卡塔尔2.4具有优秀的光泽度,用于生产低中强度的挤出膜,含有爽滑剂和开口剂。
LDPE-透明膜类LD104燕山石化1.7-2.3用于收缩膜、透明膜、层压膜、共挤出多层膜及购物袋、包装袋、医用包装并可用硅烷交联作动力电缆绝缘LD105燕山石化2在LD104基础上改进。
用于收缩膜、透明膜、层压膜、共挤出多层膜及购物袋、包装袋、医用包装并可用硅烷交联作动力电缆绝缘QLT-04齐鲁石化2.4-3.6高透明包装膜Q281上海石化2.8用于吹塑、高透明轻膜5320韩国韩华2用于薄膜、轻包装膜F222日本宇部2用于一般包装薄膜、复合膜、冷冻膜200GG马来西亚2用于一般包装用膜F210-6新加坡TPC2用于一般包装薄膜.530G韩国三星2.8用于一般用途包装膜、收缩膜、农膜FD0474卡塔尔4高透明度包装膜展示膜,洗涤膜,透明度优异,优异的加工性及延展性FB3000韩国LG3用于一般包装用薄膜LDPE-收缩膜/重包装膜类LD163燕山石化0.3用于收缩膜0.43用于大棚膜、收缩膜及衬里、用硅烷交联动力LD165燕山石化0.23-电缆绝缘、通讯电缆外套、吹塑、管材LD150燕山石化0.6-0.9用于农膜、收缩膜、重包装膜、层压膜、共挤出多层膜及购物袋、冷冻袋、包装袋和用硅烷交联的动力电缆绝缘2100TN00齐鲁石化0.25-0.3用于重包装膜、收缩膜、大棚膜及电缆料2420D中海/扬巴大庆/兰化0.3用于小型吹塑、农膜、重包装1810D扬巴/茂名大庆/兰化0.2-0.5用于管道涂覆、电缆料、内衬、农膜、重载膜和重载收缩膜等1810E大庆石化0.5重包装、收缩、吹塑2423D大庆石化0.3重包装、农用薄膜2420F中海/扬巴大庆/兰化0.7用于小型吹塑、日用包装2426F中海/扬巴大庆/兰化0.7含爽滑剂、开口剂,可用作日用包装 3020D扬巴0.15-0.35用于收缩膜、层压膜FB0300韩国LG0.3用于重包装膜FB3003卡塔尔0.3用于生产重包装膜,不含任何添加剂 LDPE-注塑及薄膜类18D 18D0大庆石化1.5适用于各种薄膜及小型制品 1I2A燕山石化2注塑级,可用作管材,板材,吹塑 2420H中海/扬巴大庆/兰化2注塑级,用作日用包装2420K中海/扬巴大庆/兰化4注塑级,用作日用包装3025K大庆石化2薄膜、复合薄膜1810H扬-巴1.3-1.8注塑级,用作医药包装及表面保护膜 1816H扬-巴1.3-1.8注塑级,用作内衬2420H中海/扬巴大庆/兰化1.7-2.2注塑级,用作收缩薄膜、层压膜及购物袋 3020H中海/扬巴大庆/兰化1.7-2.2注塑级,用作收缩薄膜、层压膜、表面保护膜及管道涂覆、医药包装3020K中海/扬巴大庆/兰化3.4-4.6注塑级,用作收缩薄膜、层压膜、表面保护膜及医药包装3026K中海/扬巴大庆/兰化3.4-4.6注塑级,用作收缩薄膜、层压膜及医药包装 2420K中海/扬巴大庆/兰化3.4-4.6注塑级,用作收缩薄膜EB-853/72巴西OPP2.7注塑级,一般包装用薄膜LDPE-高熔指注塑类LD615燕山石化12-18用于注塑、母料基料1810S中海/扬巴大庆/兰化17-22用于注塑2410T中海/扬巴大庆/兰化33-39用于注塑2410T中海壳牌大庆石化36用于注塑1I50A燕山石化50用于人造花、盆景LD400燕山石化20-30冰箱食品搁架、公路、铁路护栏粉末涂料原料、母粒用载体树脂MG70卡塔尔70具有优异的流动性和加工性,用于注塑生产及色母料制做LDPE-发泡类1F7B燕山石化7用于生产各种薄膜、农地膜、水果网套、母料基料 LD605燕山石化4.5-7.5用于发泡、注塑及薄膜-7用于发泡、注塑及薄膜 LD607/608燕山石化515803俄罗斯2-2.5用于壁厚为3mm以上的大型制品,如10升以上的容器和一般用途的薄膜及发泡产品10803俄罗斯2-2.5用于棚膜、小型注塑产品、发泡产品 LDPE-电缆料类2102-TN00齐鲁石化2.1-2.9适用于制作轻包装膜、发泡片材、电线电缆. LD100BW/LD200BW燕山石化2.2用于电缆料18E大庆石化1.8用于电缆或发泡DJ210上海石化2.1挤出级,用作交联电缆料DJ200A上海石化2注塑级,用作交联电缆料2210H大庆石化2中压电缆绝缘料2220H扬-巴1.8-2.2注塑级,用作电缆料LDPE-涂层类1C10A燕山石化10用于涂层、编织袋及牛皮纸的涂覆等 1C7A燕山石化7用于涂层、纺织袋的涂覆等1C7A-1燕山石化7.2可用于食品、药品以及液体无菌包装等领域。
常用注塑材料

常用注塑材料1.AS苯乙烯-丙烯腈共聚物典型应用范围:电气(插座、壳体等),日用商品(厨房器械,冰箱装置,电视机底座,卡带盒等),汽车工业(车头灯盒、反光境、仪表盘等),家庭用品(餐具、食品刀具等),化装品包装等。
注塑模工艺条件:干燥处理:如果储存不适当,AS有一些吸湿特性。
建议的干燥条件为80℃、2~4小时。
熔化温度:200~270℃。
如果加工厚壁制品,可以使用低于下限的熔化温度。
模具温度:40~80℃。
对于增强型材料,模具温度不要超过60℃。
冷却系统必须很好地进行设计,因为模具温度将直接影响制品的外观、收缩率和弯曲。
注射压力:350~1300bar。
注射速度:建议使用高速注射。
流道和浇口:所有常规的浇口都可以使用。
浇口尺寸必须很恰当,以避免产生条纹、煳斑和空隙。
化学和物理特性:AS是一种坚硬、透明的材料。
苯乙烯成份使AS坚硬、透明并易于加工;丙烯腈成份使AS 具有化学稳定性和热稳定性。
AS具有很强的承受载荷的能力、抗化学反应能力、抗热变形特性和几何稳定性。
AS中加入玻璃纤维添加剂可以增加强度和抗热变形能力,减小热膨胀系数。
AS的维卡软化温度约为110℃。
载荷下挠曲变形温度约为100℃。
AS的收缩率约为0.3~0.7%。
2.ps又叫聚苯乙烯,诞生于1930年,是一种热塑性塑料。
在未着色时透明。
制品落地或敲打,有金属似的清脆声,光泽和透明很好,类似于玻璃,性脆易断裂,用手指甲可以在制品表面划出痕迹。
改性聚苯乙烯为不透明。
注塑模工艺条件: 干燥处理:除非储存不当,通常不需要干燥处理。
如果需要干燥,建议干燥条件为80C、2~3小时。
熔化温度:180~280C。
对于阻燃型材料其上限为250C。
模具温度:40~50C。
注射压力:200~600bar。
注射速度:建议使用快速的注射速度。
流道和浇口: 可以使用所有常规类型的浇口。
化学和物理特性: 大多数商业用的PS都是透明的、非晶体材料。
PS具有非常好的几何稳定性、热稳定性、光学透过特性、电绝缘特性以及很微小的吸湿倾向。
注塑成型工艺
第2章塑胶产品注塑成型工艺塑胶类零件制造过程,根据需要先要进行塑胶成型、加工成各类塑胶半成品或部件,注塑成型是塑胶零件主要的成型方法之一。
注塑成型必须借助注塑机等成型设备和注塑模具才能完成,对于注塑原理与工艺流程以及注塑模具结构和原理等理论内容在其他有关资料中都有详尽的描述,在此不必重复。
本章主要介绍在塑胶产品制造过程中常涉及的实际内容和问题。
2.1概述塑胶产品制造过程中,塑胶件成型是其中十分重要内容之一。
塑胶件成型是将各种形态(粉料、粒料、熔料和分散体)的塑料制成所需形状的制品或坯件的过程。
塑胶件成型是以注塑、挤塑和压延三大成型工艺为主,塑胶产品制造又以注塑成型工艺最为常见。
所谓注塑成型(injection molding)是指将已加热熔融的材料喷射注入模具内,经冷却与固化后,得到成型品德方法。
其具体过程是,将粒状或粉状塑料从注塑机的料斗送入加热的料筒中,经加热塑化成熔融状态,由螺杆施压而通过料筒端部的喷嘴注入低温的、闭合的模具型腔中经冷却硬化而保持模腔所赋予的形状,开模取出胶体后就完成了一个工作周期。
注塑成型是塑胶成型加工中普通采用的方法,它适用于全部热塑性塑料(热塑性塑料:在特定的温度范围内能反复加热熔融和冷却硬化的一类塑料,如ABS、PP、PE、PC、PA、POM)和部分热固性塑料,塑胶塑胶产品的大部分零部件都是通过注塑成型制造的。
注塑成型的成型周期短(几秒到几分钟),成型制品质量可由几克到几十千克,能一次成型外形复杂、尺寸精确、带有金属或非金属嵌件的模塑品。
因此,该方法适应性强,生产效率高。
注塑成型又称注射模塑成型,它是一种注射兼模塑的成型方法。
注塑成型方法的优点是生产速度快、效率高,操作可实现自动化,花色品种多,形状可以由简到繁,尺寸可以由大到小,而且制品尺寸精确,产品易更新换代,能成形状复杂的制件,注塑成型适用于大量生产与形状复杂产品等成型加工领域。
不利的一面是模具成本高,且清理困难,所以小批量制品就不宜采用此法成型。
注塑加工工艺手册
注塑加工工艺手册目录1、生产准备1. 1 注塑原材料领用1. 2 注塑原材料干燥1. 3 清洗、换料1. 4 模具准备2、注射机选择2. 1 螺杆直径、注塑重量和计量行程的确定2. 2 合理有效的计量行程2. 3 锁模力的确定2. 4 螺杆几何尺寸2. 5 喷嘴2. 6 如何预防部件磨损3、工艺参数3. 1 注塑工艺参数表3. 2 模具的温度控制3.3 熔体温度传感器3. 4 注射压力和保压压力、注射速度3. 5 螺杆转速、背压3. 6 冷却时间3. 7 机器设定值的优化和生产监测4、废料回收及再生5、制品缺陷排除的措施1注塑生产准备1. 1注塑原材料领用必须按所生产产品图纸中材料要求领料。
1. 2注塑原材料干燥如果塑料熔体中的含湿量过高,将导致制品表面缺陷(银丝)和制品内在性能的下降(水解)。
因为大多数塑料都采用非防潮的包装、原料在存放和运输过程中会从空气中吸水、所以这些塑料在加工前必须进行干燥处理。
通常干燥器有以下几种:1、循环干燥器(50%新鲜空气),2、新鲜空气干燥器(高速干燥器),3、去湿干燥器。
干燥工艺数据见注塑工艺参数表,注塑工艺参数表中工艺数据只适用于在室温条件下存放的原料。
而且还假定干燥设备处于正常状态下,并且已经遵循了注塑工艺参数表中的干燥温度和时间。
除了加工前干燥原料的方法外,也可以在料筒中熔化原料时将水分排除,这需要采用“排气螺杆”。
相比对原料颗粒进行干燥的方法,采用排气螺杆方法具有技术、结构和成本方面上的优势、但同时也不可避免存在一些限制和缺点。
这种去湿方法只适合于那些主要加工深颜色原料的生产和很少换料的加工生产中。
1. 3清洗、换料换料时注意:(1)排空料筒内的熔料;(2)用新料或新料与特殊清洁料的混合物清洁料筒;1)如果可能、原料颜色的更换尽量由浅到深;(2)特殊情况下、清洗塑化部件(请看下面的“清洁操作”)。
生产中断注意(较长时间的中断和周末停机):(1)排空料筒内的熔料;(2)将螺杆移至最前位;(3)关掉机器加热系统;(4)PC、PEI等可以将料筒加热器设定160~180℃、并且保持连续加热状态、保持料斗的加热;结束生产注意:(1)采用一种合适的高粘度塑料清洁塑化料筒:(PE、PP、PMMA、SAN、PS);(2)如需要,清洗塑化部件(请看下面的清洗操)。
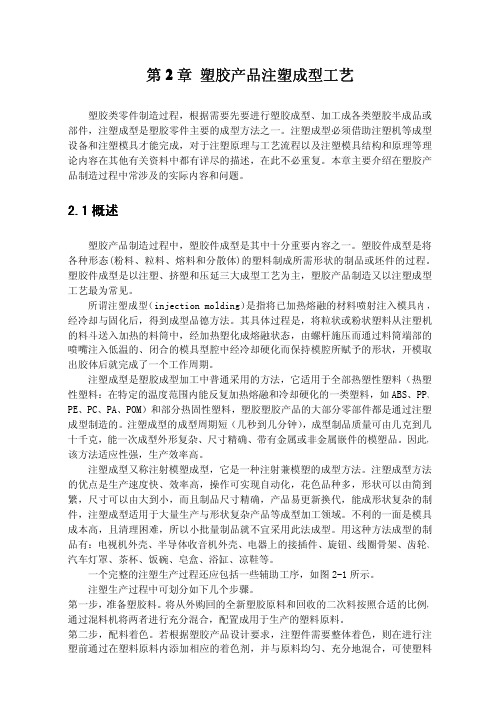
注塑成型工艺ppt课件
3、塑料的含水率与干燥温度
91011源自塑料制品的设计要点一、零件的形状应尽量简单、合理、便于成型 :
在保证使用要求前提下,力求简单、便于脱模,尽量避免或减少抽芯机构,不 仅可以大大简化模具结构,便于成型,且能提高生产效率 。
二、零件的壁厚应合理确定:
塑料零件的壁厚取决于塑件的使用要求,太薄会造成制品的强度和刚度不 足,受力后容易产生翘曲变形 ,成型时流动阻力大 ,大型复杂的零件就难以 充满型腔。反之,壁厚过大,不但浪费材料,而且加长成型周期,降低生产率 ,还容易产生气泡、缩孔、翘曲等疵病。因此塑料零件设计时确定零件壁厚应 注意以下几点: 1 在满足使用要求的前提下,尽量减小壁厚; 2 零件的各部位壁厚尽量均匀,以减小内应力和变形。不均匀的壁厚会造成严 重的翘曲及尺寸控制的问题; 3 承受紧固力部位必须保证压缩强度; 4 避免过厚部位产生缩孔和凹陷,如果必须增加紧固力部分的壁厚,需要设计防 收缩结构;见右图所示: 5 成型顶出时能承受冲击力的冲击。
密度0.926~0.940g/cm3,刚性、耐磨性、透气性介于LDPE和HDPE之间,拉伸强 度较HDPE差,结晶度75%,应用范围不广。蜡状乳白色、无毒、无味、无臭
分子链呈线型结构,耐应力开裂性、拉伸强度、抗撕裂强度、落锤冲击强度比 LDPE高,表面光泽好,但加工性能不如LDPE,结晶度很低。蜡状乳白色、无毒 、无味、无臭
密度0.941~0.970g/cm3,分子链呈线型结构,耐温性、耐油性、耐蒸汽通过性 、抗环境应力开裂性、电绝缘性、抗冲击强度、耐寒性、强度、刚度都比LDPE 好。韧性优于PVC/PP等,化学稳定性及吸水性极好。结晶度80%~90%。蜡状乳 白色、无毒、无味、无臭
密度0.90~0.91g/cm3,屈服强度、拉伸强度、压缩强度、硬度、弹性模量比PE 好,耐磨性、耐热性、抗弯曲疲劳强度突出,耐寒性不如PE,低于-35℃会发 生脆裂,化学性稳定,不吸水,高频绝缘性优良,光、热稳定性差,需要加入 助剂改善抗老化性能,对缺口敏感性高。无毒、无臭、无味乳白色。加工模温 不得低于50℃,一般在80℃左右。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常用塑料注塑工艺参数表:常用塑料注塑工艺参数(2)2010-06-16 20:02:13| 分类:个人日记| 标签:|字号大中小订阅聚甲醛加工参数聚甲醛的成型收缩率聚甲醛的后收缩九、PC注塑工艺特性与工艺参数的设定1、聚集态特性属于无定型塑料,Tg为149~150℃;Tf为215~225℃;成型温度为250~310℃; 2、热稳定性较好,并随分子量的增大而提高。
但PC高温下遇水易降解,成型时要求水分含量在0.02%以下。
高温下水分对PC特别有害。
在成型前,PC树脂必须进行充分干燥(并且应当充分注意防止干燥过的物料再吸湿)。
干燥效果的快速检验法,是在注塑机上采用“对空注射”。
3、熔体粘度高,流动性较差,其流动特性接近于牛顿流体,熔体粘度受剪切速率影响较小,而对温度的变化十分敏感,在适宜的成型加工温度范围内调节加工温度,能有效地控制PC的粘度。
4、由于粘度高,注射压力较高,一般控制在80~120MPa。
对于薄壁长流程、形状复杂、浇口尺寸较小的制品,为使熔体顺利、及时充模,注射压力要适当提高至120~150MPa。
保压压力为80~100MPa。
5、成型时,冷却固化快,为延迟物料冷凝,需控制模温为80~120℃。
6、PC分子主链中有大量苯环,分子链的刚性大,注塑中易产生较大的内应力,使制品开裂或影响制品的尺寸稳定性;(在100℃以上作长时间热处理,它的刚硬性增加,内应力降低)。
PC的典型干燥曲线台湾奇美典型牌号加工参数:十、PA及玻纤增强PA注塑工艺特性与工艺参数设定 1、常用品种及其熔点:q 品种:尼龙-66;尼龙-610;尼龙-1010;尼龙-1212;尼龙-46尼龙-6;尼龙-7;尼龙-9;尼龙-11;尼龙-12;尼龙-66/6、尼龙-66/610;尼龙-6∕66∕1010;尼龙-66/6/610q 熔点:尼龙n系列:尼龙-6 215~220℃;尼龙-12为178℃;尼龙m,n系列:尼龙-46 295 ℃;尼龙-66 255~265℃;尼龙-610 215~223℃;尼龙-1010 200℃;共缩聚尼龙:由于分子链的规整性较差,结晶性和熔点一般较低,如尼龙-6∕66∕1010的熔点仅为155~175℃,但其有较好的透明性和弹性。
2、熔点高,熔化范围窄(约10℃)。
考虑到PA 熔点高、热稳定性较差,故加工温度不宜太高,一般高于熔点30℃左右即可。
3、吸湿性大,且酰胺基易于高温水解,引起分子量严重降低;(须严格干燥至含水量低于0.05%,尤其是回料使用时更应严格干燥,必要时可添加“增粘剂”。
)4、熔体粘度低,表观粘度对温度敏感,由于熔体的冷却速率快,要防止塑料堵塞喷孔、流道、浇口等。
为阻止熔体逆流,螺杆头应装有止逆环;另外,为防止喷嘴处熔体的“流涎”现象,应选用自锁式喷嘴。
5、注射PA时不需高的注射压力,一般选取范围为70~100MPa,通常不超过120MPa。
注射速率宜略快些,这样可防止因冷却速率快而造成波纹及充模不足等问题。
6、模具温度一般控制在40~90℃。
模具温度对制品的性能影响较大。
7、酰胺基在高温下对氧敏感,容易发生氧化变色(必要时可添加尼龙专用的热稳定剂); 8、高结晶性,成型收缩率大,易产生结晶应力,并且明显随制品的厚度增大而增加;9、成型后制品的缓慢吸湿易引起尺寸精度的较大变化。
这点也被利用来进行调湿处理,通常可在沸水或醋酸钾水溶液(醋酸钾与水的比例为1.25∶1,沸点为121℃)中进行。
10、熔体着色所适用的有机颜料品种较少(酰胺基具有还原性,加之成型温度高)。
尼龙吸水率尼龙及玻纤增强尼龙成型温度PA46安全加工温度-时间组合图玻璃纤维增强尼龙(GF-PA)工艺特性1、GF-PA中由于含大量玻纤,注塑中存在四大问题:(1)流动性差。
(2)收缩率小,且各向异性明显。
(3)制品性能易出现波动。
(4)制品表面粗糙度数值大。
2、由于流动性差,且加入玻纤后的熔体冷凝硬化快,需要比未加玻纤时提高温度约10-30 ℃;3、应采用较大的注射速率和较高的注射压力; 4、由于大量玻纤引起的高粘度,增强尼龙可用通用喷嘴;5、对机筒的磨损大;6、为使增强尼龙制品有较高的强度,需要注意尽可能地保护玻纤的长度,减少玻纤损伤;(从螺杆、喷嘴、浇口等装备因素到注塑工艺条件)7、玻纤增强料成型加工中最常有缺陷:“浮纤”或称“玻纤外露”;玻纤取向引起的各向异性;熔接痕处强度特低;纤维取向不同厚度处的取向状况皮-芯效应与熔接痕前锋料遇到障碍后分流-合流-熔接玻纤含量与熔接痕强度十一、PMMA注塑工艺特性与工艺参数的设定 PMMA树脂俗称“压克力”,国内著名商品牌号有372#(实为MS)1、PMMA无定形聚合物,Tg为105℃,熔融温度大于160℃,而分解温度高达270℃以上,成型的温度范围较宽;2、PMMA树脂颗粒易吸收水份,而这些水分的存在,在成型过程中由于受热挥发,导致熔体起泡、膨胀、使制品出现银丝、气泡、透明度变差、有糊斑等问题。
PMMA在热风循环干燥设备上的干燥,其干燥工艺参数:温度为70~80℃,时间为2~4h;3、 PMMA熔体粘度对温度变化比较敏感。
注射温度的改变对熔体流动长度的影响要比注射压力与比注射速率明显些,更比模具温度显著得多。
故在成型时改变PMMA的流动性主要是从注射温度着手。
但选用高料温时易受其它工艺参数影响而给制品表面带来变色等问题;4、PMMA熔体粘度较大,流动性比较差,因此,需要较大的注射压力,通常宽浇口、易流动的厚壁制品所选取的注射压力为80~100MPa 之间,而熔体流动较为困难的制品所需的压力要大于140MPa,110~140MPa则适用于大多数制品的成型; 5、注塑PMMA制品时,高速注射往往会使制品的浇口周围模糊不清,从而使制品的透光性大为降低,故在一般情况下最好不要采用高速注射,6、由于透明度高是PMMA的特点,任何杂质的存在都会因光折射关系而在制品上暴露无遗,故要求在加工该材料时必须做好环境的清洁工作。
7、温范围为40~60℃,最高不得超过80℃台湾奇美典型牌号PMMA加工参数:十二、PBT的注塑工艺特性与工艺参数的设定 1、PBT是结晶型材料,具有明显的熔点,熔点约为225℃左右; PBT的分解温度为280℃;实际生产中注射温度一般选择在240~265℃之间,未增强品级用较低温度,增强品级用较高温度。
2、 PBT在高温下易水降解。
注塑前要进行干燥,要将水分含量控制在0.02%以下。
采用热风循环干燥时,当温度为105℃、120℃或140℃时,所对应的时间不超过8h、5h、3h;3、 PBT在熔融状态下流动性好,粘度低,仅此于尼龙,在成型易出“流延”现象; 4、由于良好的流动性,一般采用较到中等的注射压力,PBT的注射压力一般为50~100MPa;5、PBT的冷却速度快,因此要采用较快的注射速率;6、预塑PBT时,螺杆转速一般不超过80r/min,一般在25~60r/min 之间。
背压一般为注射压力的10~15%。
7、 PBT在成型过程中易出现各向异性;8、模具温度一般控制在70~80℃,各部位的温度差不超过10℃。
十三、改性聚苯醚的注塑工艺特性与工艺参数的设置 1、改性聚苯醚为非结晶塑料,无明显熔点;2、改性聚苯醚在熔融状态下的粘度较大,需要高的注射压力;为保证制品的尺寸精度,需要较大的锁模力;3、改性聚苯醚长期在加工温度下仍有交联的倾向,物料流过的部位不能出现滞留现象。
4、由于改性聚苯醚的成型收缩率小,熔体冷却速率快,应选用带有加热控温装置的敞开式喷嘴,应注意选择适当的模具温度。
5、改性聚苯醚的吸水率较小仅为0.06%,包装严格的树脂可以不干燥就可以注塑。
当制品要求较高时,仍要进行干燥处理。
干燥工艺参数:温度为120~140℃,时间为2~4h。
6、注射温度为230~280℃;注射压力为100MPa左右。
模具温度不超过100℃,一般为65~85℃。
成型周期不超过60s常用塑料注塑工艺参数[原创2009-08-13 10:08:59]字号:大中小一、热塑性塑料注塑特性1、塑料材料的聚集态(1)结晶型塑料(2)无定型塑料2、热稳定性(1)热敏性塑料(2)非热敏性塑料3、表观粘度的温度敏感性(1)表观粘度对温度敏感的塑料(2)表观粘度对温度不敏感的塑料4、吸湿性与高温水解敏感性二、PS塑料注塑工艺特性与工艺参数的设定1、PS为无定型塑料,熔融温度范围较宽,热稳定性较好;2、热变形温度为70~100℃,粘流温度为150~204℃,300℃以上出现分解;3、PS熔体的粘度对温度的敏感性和对剪切速率的敏感性都适中,流动性好,易成型;4、PS树脂的吸水率很低,一般为0.01~0.03%,成型前可不干燥,[必要时,可在70~80℃的循环热风中干燥2~3h]。
5、注塑时的料筒温度控制在180~215℃范围内,喷嘴温度比料筒最高温度低10~20℃。
6、注射压力一般控制在60~150MPa。
大浇口、形状简单及厚壁制品,注射压力可选低些,约60~80MPa。
7、易形成内应力并引起开裂,残余应力问题较为突出。
为减小内应力,加工时往往需要较高的料温、模温,以使熔体缓慢冷却,取向的分子得到松弛。
也可选择流动性高的品级,或添加流动性助剂;8、典型牌号加工参数(奇美公司PG-33)透明塑料的应力检验PG-33加工参数三、HIPS塑料注塑工艺特性与工艺参数的设定1、HIPS为苯乙烯单体与聚丁二烯橡胶的接枝共聚共混物,故其基本加工特性与PS相似,但由于不饱和橡胶的存在,高温稳定性不及PS,而对内应力的敏感性比PS小得多。
2、橡胶胶粒影响熔体的流动性,与PS相比熔体流动性稍差,因此,加工时的注射压力要比PS高。
3、HIPS中可以掺入PS使用。
随着PS掺入量的增加,熔体流动性变好,制品的刚性、表面光洁度提高,但脆性也加大。
4、典型HIPS--奇美公司的POLYREX®,如PH-88(高冲击级)的主要加工参数四、ABS塑料注塑工艺特性与工艺参数的设定1、其结构中有极性基团,所以易吸湿。
加工前通常要进行干燥,以消除制品上因水份而产生的银纹及气泡等缺陷。
干燥条件为:在80~90℃的循环热风干燥器中干燥2~4h。
2、熔体粘度适中,熔体的粘度对成型温度和注射压力都比较敏感。
提高料筒温度和注射压力,熔体粘度都能明显下降,流动性增加,有利充模。
3、一般成型成型加工温度在190~230℃。
高温热稳定性不及聚苯乙烯,熔体温度一般不要超过250℃。
4、注射压力的选取与制品的壁厚、设备的类型及树脂的品级等有关。
对薄壁长流程、小浇口的制品或耐热级、阻燃级树脂,要选取较高的注射压力,为100~140MPa;对厚壁、大浇口的制品,注射压力可低些,为70~100MPa。