轴承座机械加工工序过程卡片
蜗杆轴承座工艺过程卡片

金工
80
铣
以前面、左圆柱面定位,加工左右两个面,保证尺寸 60mm、尺寸 182mm 达到图样要求,加工表面 Ra 为 1.6
X60
以前面、下表面定位,钻Φ 180
0.019
0.18 孔至Φ 16.820 ,扩Φ 180
0.019
孔至Φ
0.019 0.07 ,铰Φ 180 孔达到图样要求,加工表面 Ra 为 12.5;钻Φ 17.780
金工
40
铣
以上表面定位,加工下表面,保证尺寸 33mm 达到图样要求,加工表面 Ra 为 12.5.
X52k
以下表面、两个活动 V 型块定位,加工前后两面,留双面加工余量为 金工 50 粗铣 1.3mm,保证尺寸 38~ 40.850 0.25 mm,加工表面 Ra 为 12.5. X60
金工
60
半精 铣
以下表面定位, 前后面自为基准, 加工前、 后面, 留双边加工余量 0.3mm, 保证尺寸 38~ 38.7 0.1 mm,加工表面 Ra 为 6.4.
0
X60
金工
70
精铣
以下表面定位,前后面自为基准,加工前、后面,保证尺寸 380 0.017 mm达 到图样要求,加工表面 Ra 为 1.6
0.035 0
孔至Φ 10.78
0.18 , 0
0.035 0.035 0.07 扩Φ 120 孔至Φ 11.780 ,铰Φ 120 孔达到图样要求,加工表面
Z525
Ra 为 12.5;保证孔Φ 12 对前、后面的不垂直度允许误差为 0.01mm/100mm 以前面、下面定位,加工Φ 31 沉孔,保证尺寸Φ 31 达到图样要求,加工 表面 Ra 为 12.5
机械加工工艺过程及工序卡片模板)

机械加工工艺过程卡片
九江学院
机械加工工艺过程卡片
部件图号共页机械与资料工程学院部件名称第页
资料牌号毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数
工序号工序内容车间工段设施工艺装备
工时
准终单件
机械加工工序卡片
九江学院
机械加工工序卡片
机械与资料工程学院
(工序简图)
工步
工步内容工艺装备号
部件图号共页部件名称第页车间工序号工序名称资料牌号
毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数设施名称设施型号设施编号同时加工件数夹具编号夹具名称切削液
工位用具编号工位用具名称工序工时
准终单件
主轴转速切削速度进给量(/ mm背吃刀量走刀
/( r/ min )/( m/ min )/ r)/mm
工时定额
次数
基本协助。
机械加工工艺过程卡片和机械加工工序卡片事例

机械加工工艺过程卡片第9组机械加工工艺过程卡片 产品型号 零件图号 B5 产品名称 零件名称 端盖 共 1 页 第1 材料牌号HT150 毛坯种类 铸件 毛坯外形尺寸 每毛坯可制件数 1 每台件数 备注 工序号工序名称 工序内容 车间 工段 设备 工艺装备 工时 准终 单件 1粗镗25φ内圆 粗镗25φ内圆至24-24.82mm ,Ra=6.3 卧式镗床 高速钢镗刀、游标卡尺 2半精镗25φ内圆 半精镗25φ内圆至24.82-25mm,Ra=3.2 卧式镗床 高速钢镗刀、游标卡尺 3粗车左端凸起端面 粗车左端凸起端面至60.1-59.4mm ,Ra=12.5 车床CA6140 高速钢车刀、游标卡尺 4粗铣右端面 粗铣右端面至59.4-58.5mm ,Ra=6.3 铣床X51 圆柱立铣刀、游标卡尺 5半精铣右端面 半精铣右端面至58.5-58mm ,Ra=3.2 铣床X51 圆柱立铣刀、游标卡尺 6钻4×9φ孔 钻4×9φ孔,保证h=15mm,Ra=12.5 铣床X51 高速钢麻花钻、深度游标卡尺 7锪14φ孔 锪14φ孔,保证500.009=h mm 铣床X51 高速钢锪钻、深度游标卡尺 8粗铣左端环面 粗铣左端环面51.7-51mm,Ra=12.5 铣床X51 圆柱立铣刀、游标卡尺 9铣越程槽 铣越程槽至77.8-74.4mm ,Ra=12.5 铣床X51 周铣刀、游标卡尺 10粗车左端凸起外圆 粗车左端凸起外圆至77.8-76mm ,Ra=6.3 车床CA6140 高速钢车刀、游标卡尺 11半精车左端凸起外圆 半精车左端凸起外圆至76-75mm ,Ra=3.2 车床CA6140 高速钢外圆车刀、游标卡尺 12车倒角 车倒角 车床CA6140 车刀 13钻4φ孔 钻4φ通孔,Ra=12.5 钻床Z525 高速钢麻花钻、游标卡尺 14锪10φ孔 锪10φ孔保证深度h=12mm ,Ra=6.3 钻床Z525 高速钢锪钻、深度游标卡尺 15去毛刺 去毛刺 钳工台 手锤 16热处理 端盖圆柱表面淬火、低温回火 淬火机 17校正 18中检 塞规、百分表、卡尺等 19清洗 清洗机 20终检 塞规、百分表、卡尺等设计(日期) 审核(日期) 标准化(日期) 会签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号签字 日期2:机械加工工序卡片第9组机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
机械加工工艺过程卡片轴承座

钻床
丝锥,铰杆
10
镗
精镗Ø32+0.010
车间
卧式镗床
镗专用夹具,镗刀
11
最终检验
质管科
标记
处数
设计日期
审核日期
标准化日期
会签字日期
更改文件号
签字
日期
标记
处数
更改文件号
签字
检验
毛坯检验
质管科
4
铣
粗铣Ø60的端面
车间
卧式铣床
铣夹具,量具,铣刀
5
铣
精铣底座
车间
卧式铣床
铣夹具,量具,铣刀
6
铣
精铣上端面,精铣Ø60两端面
车间
卧式铣床
铣夹具,量具,铣刀
7
钻
钻Ø32孔,倒角1.5X45。
车间
钻床
钻夹具,立铣刀
8
钻
钻2XØ11孔和Ø11.9
车间
钻床
钻夹具
钳工
攻螺纹M14X1.5-6H
机械加工工艺过程卡片
产品型号
零(部)件图号
产品名称
轴承座
零(部)件名称
共()页
第()页
材料牌号
HT150
毛坯种类
普通灰铸铁
毛坯外形尺寸
130X45X65
每个毛坯可制件数
1
每台件数
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时定额/min
准终
单件
1
铸造
砂型铸造
外协
2
清砂
除去浇冒口、锋边及型砂
外协
3
轴承座机械加工工艺过程卡

机械加工工艺过程卡产品型号及名称零件生产批量第 1 页零件名称轴承座零件图号共 1 页毛坯种类型材材料名称及型号棒料45#钢每件毛坯制坯数1 成品外形尺寸毛坯外形尺寸Φ44x43零件重量毛坯重量每台产品件数 1车间名称工序号工序名称工序内容单件工时机床名称夹具名称刀具名称及编号辅具名称及编号量具名称及编号1 下料下Φ44x43的棒料2 车端面车右端端面,切削深度3 CA6140 三爪卡盘硬质合金车刀游标卡尺3 车外圆粗通车外圆到Φ41,再精通车外圆到Φ40CA6140 三爪卡盘硬质合金车刀游标卡尺4 车端面车左端端面,切削深度3 CA6140 三爪卡盘硬质合金车刀游标卡尺5 车外圆粗车左端外圆到Φ32长22,再半精车外圆到Φ28长22CA6140 三爪卡盘硬质合金车刀游标卡尺6 车外圆以左端面为基准车右端外圆到Φ32长10,半精车外圆到Φ29长10,最后精车外圆到Φ28长10CA6140 三爪卡盘硬质合金车刀游标卡尺7 钻孔以中心轴为基准钻通孔Φ20CA6140 三爪卡盘高速钢钻头游标卡尺8 镗孔粗镗孔到Φ21.8,再精镗孔到Φ22CA6140 三爪卡盘高速钢镗刀游标卡尺9 车槽车通孔内两卡圈槽CA6140 三爪卡盘硬质合金车刀10 攻丝钻螺纹孔,攻丝高速钢螺母丝锥床丝锥刀游标卡尺11 铣铣端面,利用分度头120°铣三斜面万能立式铣床分度头高速钢立铣刀12 送检倒角,去毛刺,送检。
机械加工工艺过程卡片及工序卡片(1)
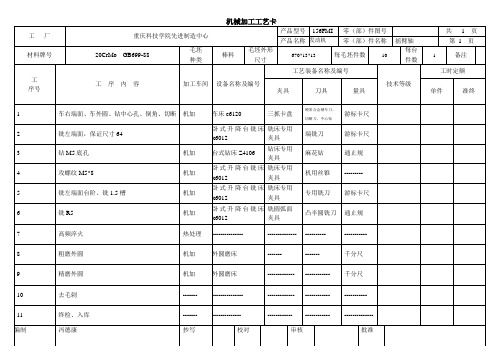
产品名称发动机零(部)件名称摇臂轴第 1 页材料牌号20CrMo GB699-88 毛坯种类棒料毛坯外形尺寸670*13*13 每毛坯件数10每台件数1 备注工序号工序内容加工车间设备名称及编号工艺装备名称及编号技术等级工时定额夹具刀具量具单件准终1 车右端面、车外圆、钻中心孔、倒角、切断机加车床c6120 三抓卡盘硬质合金钢车刀、切断刀、中心钻游标卡尺2 铣左端面,保证尺寸64 卧式升降台铣床x6012铣床专用夹具端铣刀游标卡尺3 钻M5底孔机加台式钻床Z4106 钻床专用夹具麻花钻通止规4 攻螺纹M5*8 机加卧式升降台铣床x6012铣床专用夹具机用丝锥---------5 铣左端面台阶、铣1.5槽机加卧式升降台铣床x6012铣床专用夹具专用铣刀游标卡尺6 铣R5 机加卧式升降台铣床x6012铣圆弧面夹具凸半圆铣刀通止规7 高频淬火热处理--------------- -------------- ---------- -----------8 粗磨外圆机加外圆磨床------- ------- 千分尺9 精磨外圆机加外圆磨床------------- ------------ 千分尺10 去毛刺------- --------------- ------------- ------------ -----------11 终检、入库------- -------------- ------------ ------------ --------------产品名称 发动机零(部)件名称 摇臂轴 第 1 页工序号1工序名称车右端面、车外圆、钻中心孔、倒角、切断材料牌号20CrMo GB699-88毛坯 种类 棒料备注1×45°Φ12-0.009-0.019工序图[图中标明加工表面、定位基准、工序尺寸、粗糙度等]车间 工序号 工序名称材料名称机加 1车外圆,倒角、切断.....毛坯种类 毛坯外形尺寸毛坯件数 每台件数棒料 670*13*1310 1 设备名称 设备型号 设备编号同时加工件数卧式车床C61201 1 夹具编号夹具名称冷却油 1 三爪自定心卡盘工序工时准终 单件 工步号 工 步 内 容主轴转速r ·min-1 切削速度 m ·.min -1 进给量 mm ·r -1 背吃刀量 mm进给次数工艺装备工时定额名称型号编号 单件准终 1 车右端面 460 6.5 0.5 12 车外圆3 钻中心孔4 倒角5切断签字 日期 编制(日期) 审核(日期) 会签(日期)签字产品名称发动机零(部)件名称摇臂轴第 2 页工序号 2 工序名称铣左端面,保证尺寸64 材料牌号20CrMoGB699-88毛坯种类棒料备注64+0.10工序图[图中标明加工表面、定位基准、工序尺寸、粗糙度等]车间工序号工序名称材料名称机加 2 铣左端面,保证尺寸6420#钢毛坯种类毛坯外形尺寸毛坯件数每台件数棒料64*12*12 1 1设备名称设备型号设备编号同时加工件数卧式升降台铣床X6012 1 1夹具编号夹具名称冷却油1 铣床专用夹具工序工时准终单件工步号工步内容主轴转速r·min-1切削速度m·.min-1进给量mm·r -1背吃刀量mm进给次数工艺装备工时定额名称型号编号单件准终1 车左端面460签字日期编制(日期)审核(日期)会签(日期)签字产品名称发动机零(部)件名称摇臂轴第 3 页工序号 3 工序名称钻M5底孔材料牌号20CrMoGB699-88毛坯种类棒料备注Φ4.2 12.5工序图[图中标明加工表面、定位基准、工序尺寸、粗糙度等]车间工序号工序名称材料名称机加 3 钻M5底孔毛坯种类毛坯外形尺寸毛坯件数每台件数棒料64*12*12 1 1设备名称设备型号设备编号同时加工件数台式钻床台式钻床Z4106 4 1夹具编号夹具名称冷却油4 钻床专用夹具工序工时准终单件工步号工步内容主轴转速r·min-1切削速度m·.min-1进给量mm·r -1背吃刀量mm进给次数工艺装备工时定额名称型号编号单件准终1 右端面、外圆定位,钻M5底孔签字日期编制(日期)审核(日期)会签(日期)签字标记处更改文件号签字日期标记更改文件号签字机械加工工序卡片工厂重庆科技学院先进制造中心产品型号156FMI零(部)件图号共 6 页产品名称发动机零(部)件名称摇臂轴第 4 页工序号 4 工序名称攻螺纹M5*8 材料牌号20CrMoGB699-88毛坯种类棒料备注M58工序图[图中标明加工表面、定位基准、工序尺寸、粗糙度等]车间工序号工序名称材料名称机加 4 攻螺纹M5*8毛坯种类毛坯外形尺寸毛坯件数每台件数棒料64*12*12 1 1设备名称设备型号设备编号同时加工件数卧式升降台铣床X6012 2 1夹具编号夹具名称冷却油2 铣床专用夹具工序工时准终单件工步号工步内容主轴转速r·min-1切削速度m·.min-1进给量mm·r -1背吃刀量mm进给次数工艺装备工时定额名称型号编号单件准终1签字日期编制(日期)审核(日期)会签(日期)签字标记处更改文件号签字日期标记更改文件号签字共 6页 5 5 铣左端面台阶、铣 1.5槽20CrMo 毛坯21.59.7图 5 铣左端面台阶、铣1.5槽卧式升降台铣床切削速度进给量单准 标工 厂 重庆科技学院先进制造中心 产品型号 156FMI 零(部)件图号 共 6页 产品名称 发动机零(部)件名称 摇臂轴 第 6 页工序号6工序名称铣R5 材料牌号GB699-88种类 棒料备注R 512工序图[中标明加工表面、定位基准、工序尺寸、粗糙度等]车间 工序号 工序名称材料名称机加 6铣R5 毛坯种类 毛坯外形尺寸毛坯件数每台件数棒料 64*12*121 1 设备名称 设备型号 设备编号同时加工件数卧式升降台铣床 X60123 1 夹具编号夹具名称冷却油 3 铣床专用夹具工序工时准终 单件 工步号 工 步 内 容主轴转速r ·min-1m ·.min -1 mm ·r -1背吃刀量 mm进给次数工艺装备工时定额名称型号编号 件终1签字 日期 编制(日期) 审核(日期) 会签(日期)签字记 记处更改文件号签字日期标记更改文件号签字。
轴承座的加工工艺及夹具设计机械加工工序卡片
机械加工工序卡片产品型号零件图号产品名称零件名称轴承座共15页第1页车间工序号工序名称材料牌号金工4铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件90×62×34 1 1设备名称设备型号设备编号同时加工件数万能铣床XA6132 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣底面硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.32 精铣底面至图纸要求,保证尺寸10硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称轴承座共8页第2页车间工序号工序名称材料牌号金工5铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件90×62×34 1 1设备名称设备型号设备编号同时加工件数万能铣床XA6132 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣2-φ12凸台面硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.32 精铣2-φ12凸台面至图纸要求,保证尺寸12硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称轴承座共8页第3页车间工序号工序名称材料牌号金工6铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件90×62×34 1 1设备名称设备型号设备编号同时加工件数万能铣床XA6132 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣φ10凸台面硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.32 精铣φ10凸台面至图纸要求,保证尺寸58硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称轴承座共8页第4页车间工序号工序名称材料牌号金工7铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件90×62×34 1 1设备名称设备型号设备编号同时加工件数万能铣床XA6132 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣左端面硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.32 精铣左端面至图纸要求,保证尺寸32硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称轴承座共8页第5页车间工序号工序名称材料牌号金工8铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件90×62×34 1 1设备名称设备型号设备编号同时加工件数万能铣床XA6132 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣右端面硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.32 精铣右端面至图纸要求,保证尺寸30硬质合金端铣刀、游标卡尺750 353.3 0.15 3 1 4.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称轴承座共8页第6页车间工序号工序名称材料牌号金工9钻HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件90×62×34 1 1设备名称设备型号设备编号同时加工件数立式钻床Z550 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 以底面为基准,钻孔2-φ5贯穿YT麻花钻、游标卡尺750 353.3 0.15 3 1 4.32 扩孔2-φ6YT麻花钻、游标卡尺750 353.3 0.15 3 1 4.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称轴承座共8页第7页车间工序号工序名称材料牌号金工10钻HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件90×62×34 1 1设备名称设备型号设备编号同时加工件数立式钻床Z550 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 以左端面为基准,钻孔φ4,单边贯穿YT麻花钻、游标卡尺750 353.3 0.15 3 1 4.32 扩孔φ7深7YT麻花钻、游标卡尺750 353.3 0.15 3 1 4.33 攻丝M8×0.75,深6丝攻、游标卡尺设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称轴承座共8页第8页车间工序号工序名称材料牌号金工11镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件90×62×34 1 1设备名称设备型号设备编号同时加工件数卧式镗床T68 1夹具编号夹具名称切削液乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 以底面及2-φ6一面两孔定位,粗镗孔φ16至φ14 YT内孔镗刀、游标卡尺750 353.3 0.15 3 1 4.32 半精镗孔φ16至φ15.5YT内孔镗刀、游标卡尺750 353.3 0.15 3 1 4.33 精镗孔φ16至图纸要求,保证尺寸40±0.02YT内孔镗刀、游标卡尺750 353.3 0.15 3 1 4.3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
机械加工工艺过程卡片模板
日期
江苏奕阳机械有限公司
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备型号
工艺装备
工时
准终
单件
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
签字
日期
江苏奕阳机械有限公司
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备型号
工装夹具
工时
准终
单件
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
江苏奕阳机械有限公司
机械加工工艺过程卡片
产品型号
零件图号
注:同系列产品可参照加工
产品名称
零件名称
共
页
第
页
材料牌号
机械加工工艺过程卡片及工序卡
机制XXX班机械加工工序卡片 1产品名称零件名称2页第1页车间工序号工序名称材料牌号机加工20 车削2A121832 29 15120X-\-毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件设备名称车床夹具编号© 30x170设备型号CA6140工位器具编号设备编号夹具名称三抓卡盘同时加工件数切削液工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm基本辅助1端面车削端面车刀,游标卡尺320300.2112轮廓车削外圆车刀,游标卡尺320300.223槽加工槽车刀,游标卡尺320302214螺纹车削螺纹车刀,游标卡尺10030 1.512校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期设计(日期)-r 心口、 工步号工步内容 工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时 r/min m/min mm/r mm基本 辅助1 球面车削 球面车刀,游标卡尺 320 300.2 122 锥面车削 外圆车刀,游标卡尺 320 30 0.2 1 23外圆车削外圆车刀,游标卡尺320300.212机制XXX 班机械加工工序卡片产品名称零件名称轴共 2页第 2页车间 工序号 工序名称材料牌号机加工30车削2A12丄 0.01ALA毛坯种类 锻件设备名称 卧式车床毛坯外形尺寸设备型号CA6140每毛坯可制件数1设备编号每台件数1同时加工件数夹具编号夹具名称切削液工位器具编号三抓卡盘工序工时(分) 准终单件「8 ...32 (29)’15 二 22—十——1120 —11厂更改文件号签字日期标记更改文件号签字日期标记处数。
机械加工工序卡片工艺过程卡片-模板
机械加工工序卡片产品型号零部件图号蚌埠学院机械加工工艺卡片调整臂外壳产品名称零部件名称共8页第1页车间工序号工序名材料牌号1 粗铣端面 KT350毛坯外每毛坯可毛坯种类每台件数形尺寸制件数铸件 1 1设备名称设备型号设备编号同时加工件数立式铣床 X51 1夹具编号夹具名称切削液专用夹具工序工时工位器具编号工位器具名称准终单件0 71.76s 工主轴切削进给背吃工步工时进给步工艺装备速度速度量刀量工步内容次数号 r/min m/min mm/r mm 机动辅助粗铣A面至35.05-35.695 端铣刀 1 104 49.1 0.8 1.5 1 15.6s 2.34s mm Ra12.5um 游标卡尺粗铣C面至13.5-12.865mm 端铣刀 2 104 49.1 0.8 1.5 1 15.6s 2.34sRa12.5um 游标卡尺粗铣B面至33.969-34.031 端铣刀 3 104 49.1 0.8 1.5 1 15.6 2.34s mm Ra12.5um 游标卡尺粗铣D面至13-12.73mm 端铣刀 4 104 49.1 0.8 1.5 1 15.6 2.34s 描图Ra12.5um 游标卡尺描校底图号装订号设计审核标准化会签(日期) (日期) (日期) (日期) 标处更改文签日标处更改文签日记数件号字期记数件号字期机械加工工艺过程卡片产品型号零件图号蚌埠学院机械加工工艺过程卡片产品名称零件名称调整臂外壳共1页第1页每毛坯可材料牌号 KT350 毛坯种类铸件毛坯外形尺寸 1 每台件数 1 备注制件数工时工名工序号工序内容车间工段设备工艺装备序称准终单件粗铣凸台粗铣两端面至X51立式铣高速钢套式面铣刀、游标卡35.881 两端面34.031~33.969mm Ra12.5um 床尺、专用夹具 s半精铣凸半精铣两端面至32~31.83mm X51立式铣高速钢套式面铣刀、游标卡58.932 台两端面 Ra6.3um 床尺、专用夹具 s镗孔T716立式金3 镗刀、游标卡尺、专用夹具62.1s Φ62mm 刚镗床X51立式铣 4 铣槽26m 38.5s 铣刀、游标卡尺 +床铣舌台两粗铣、半精铣至12~11.76mm XA613卧式高速钢套式面铣刀、游标卡94.815 面 Ra6.3um 铣床尺、专用夹具 s钻Φ12mm钻、粗铰孔至12.18~12.16mm X525立式复合麻花钻、铰刀内径千分16.566 孔 Ra6.3um 钻床尺 s钻孔31.877 台式小钻床麻花钻5XΦ4(3mm s钻Φ13mm钻孔至 X525立式33.128 孔并钻沉复合麻花钻 13.12~13mmRa25um 钻床 s 头孔钻孔钻孔至13.92~13.8mm X525立式23.01描图 9 复合麻花钻Φ13(8mm Ra25um 钻床 s钻M10螺X525立式77.5610 钻底孔复合麻花钻描校纹底孔钻 s钻Rc1/8锥X525立式77.9511 钻底孔复合麻花钻螺纹底孔钻床 s 底图号12 攻丝攻丝 13 去毛刺钳工台装订号14 清洗清洗机 15 终检设计审核标准化会签 (日期) (日期) (日期) (日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2-φ
车间工序号工序名称材料牌号金工10 钻ZL102
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1
设备名称设备型号设备编号同时加工件数卧式车床Z3025 1 夹具编号夹具名称切削液
工位器具编号工位器具名称
工序工时(分)
准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 以上端面为基准,划线钻2-φ8的销孔。
莫氏锥柄麻花钻φ7 150 4 2
游标卡尺0-125/0.02mm、
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
车间工序号工序名称材料牌号金工20 铣ZL102
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1
设备名称设备型号设备编号同时加工件数立式铣床X5012 1 夹具编号夹具名称切削液
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 1、以基准B平面为基准,校正压固,按图尺寸与精度圆柱铣刀直径为35mm38 53
2 270s
要求,粗精铣对100上面凸台达图示要求,修毛刺。
游标卡尺0-125/0.02mm、
2 夹住校正,按图尺寸与精度要求,粗精铣基准B平面
3 铣两端面,保证形位公差的要求。
平行度
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
车间 工序号 工序名称
材 料 牌 号 金工 30 镗
ZL102 毛 坯 种 类
毛坯外形尺寸
每毛坯可制件数
每 台 件 数
铸件 1 1 设备名称 设备型号 设备编号
同时加工件数
立式铣床
TS4132
1 夹具编号
夹具名称 切削液
专用夹具
工位器具编号 工位器具名称
工序工时 (分) 准终 单件
工步
号
工 步 内 容
工 艺 装 备
主轴转速 切削速度 进给量 切削深度 进给次数
工步工时
r/min m/min mm/r mm 机动 辅助
1 以基准B 平面为基准,上专用夹具,校正压固,粗镗 镗刀直径为50mm 、 150
2 120
φ56的孔,。
内径千分尺
2 按图尺寸与精度要求,粗精镗对009.0021.062+-φ孔达
21±深度要求。
3 然后反镗另一端面的009
.0021.062+-φ孔达21±深度要求。
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
两端
车间工序号工序名称材料牌号金工40 钻ZL102
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1
设备名称设备型号设备编号同时加工件数镗床Z3025 1
夹具编号夹具名称切削液
专用夹具
工位器具编号工位器具名称
工序工时(分)
准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 用工装夹具钻对两端面上8-M8的孔钻头直径为、150 4
2 120s
游标卡尺0-125/0.02mm、
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期
车间工序号工序名称材料牌号金工50 钻ZL102
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1
设备名称设备型号设备编号同时加工件数摇臂钻床Z3025 1 夹具编号夹具名称切削液
专用夹具
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 1、钻对4-Ø22/Ø13阶梯孔达图示要求莫氏锥柄麻花钻φ13 150 4
2 95s
2 钻、攻对2-M10*1螺孔达图示深度要求
3 钻2-Ø6的孔
游标卡尺0-125/
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)。