YL235A设备设计机械手传送带物料分拣控制要求及设备示意图
物料传送与分拣单元的组成光机电一体化设备安装与调试PPT课件
10
X23
说明
启动 停止 物料检测传感器 推料一伸出限位传感器 推料一缩回限位传感器 推料二伸出限位传感器 推料二缩回限位传感器 启动推料一传感器 启动推料二传感器 传送带入料检测光电传感器
序 输出地
号
址
11
Y12
12
Y13
13
Y15
14
Y20
15
Y21
16
Y22
说明
驱动推料一伸出 驱动推料二伸出
驱动报警 驱动变频器正转、低速
过程 3、熟悉各元件的功能原理
重点 难点
工作过程 结构
第8页/共30页
二、工作分析
检测是否有物料到传送带上,并给PLC一个输入信号。(接线注意 棕色接“+”、蓝色接“-”、黑色接输出);放料孔对物料落料位置定 位。金属料槽用于放置金属物料。塑料料槽用于放置非金属物料。电感 式传感器可检测金属材料,检测距离为3~5mm(接线注意 棕色接“+”、 蓝色接“-”、黑色接输出)。电容式传感器用于检测非金属材料,检 测距离为5~10mm(接线注意 棕色接“+”、蓝色接“-”、黑色接输 出)。三相异步电机驱动传送带转动,由变频器控制。推料气缸将物料 推入料槽,由双向电控气阀控制。
2、进一步熟悉前面的任务
单站调试
单站调试
第26页/共30页
二、工作分析
1、气路连接及工艺 2、电路设计 3、电路连接及工艺 4、机械手搬运单元单站运行 5、职业素养与安全意识
第27页/共30页
三、任务实施
教师现场指导 学生独立完成
第28页/共30页
第29页/共30页
感谢您的观看!
第30页/共30页
2、编程供料单元PLC程序要求 正确使用PLC指令;写出物料传送与分拣单元的控制流程;写
亚龙YL-235A实训指导书
亚龙YL-235A型光机电一体化实训考核装置 实训指导书亚龙科技集团有限公司前 言教育部为深入贯彻落实国务院召开的全国职业教育工作会议精神,推动中等职业学校教育教学改革,提高教育教学质量和办学效益,展示全国中等职业学校电工电子类专业的办学成果,交流新知识、新技术、新方法、新工艺在电工电子类专业教学中运用的经验,加强中等职业学校学生电工电子类专业技能训练,激励中职学校师生爱岗敬业、自强不息,根据《教育部关于举办“2008年全国职业院校技能大赛”的通知》(教职成函[2008]3号)精神,我部与信息产业部决定举办2008年全国中等职业学校电工电子技术技能大赛。
亚龙科技集团为了配合此次大赛,特精心研制了亚龙YL-235A型光机电一体化实训考核装置,供各校和大赛实训与考核使用。
* * * * * *亚龙YL-235A型光机电一体化实训考核装置包含了机电一体化专业所涉及的基础知识和专业知识,包括了基本的机电技能要求,也体现了当前先进技术的应用。
它为学生提供了一个典型的、可进行综合训练的工程环境,为学生构建了一个可充分发挥学生潜能和创造力的实践平台。
在此平台上可实现知识的实际应用、技能的综合训练和实践动手能力的客观考核。
本实训指导书主要阐述亚龙YL-235A型光机电一体化实训考核装置的基本结构、工作原理、工作过程和典型产品(PLC、变频器和触摸屏)的使用说明。
期望读者能对照实物,搞清它们的基本结构、动作流程、控制方式和工作原理,能顺利完成考核要求。
由于我们的经验不足,还殷切希望各院校老师和同行专家提出改进建议。
亚龙科技集团目 录第1章亚龙YL-235A型光机电一体化实训考核装置 (1)1.1外观 (1)1.2概述 (1)1.3实训项目 (2)1.4配置 (2)1.5配置清单 (3)1.5.1PLC及变频器选配表 (4)1.6技术参数 (4)第2章亚龙YL-235A型光机电一体化实训考核装置机构说明 (5)2.1整机工作流程 (5)2.2工作原理 (5)2.3送料机构 (6)2.4机械手搬运机构 (7)2.5物料传送和分拣机构 (8)2.6气动原理 (8)2.7气缸电控阀使用 (10)2.8传感器应用说明 (12)2.8.1 常用传感器的使用说明 (12)2.8.2 磁性开关的使用说明 (12)2.9触摸屏说明 (13)2.9.1 软件的安装 (13)3.0制作一个简单的工程 (21)4.0通信设置 (32)第3章亚龙YL-235A光机电一体化实训考核装置电气电路说明 (34)3.1电气电路组成 (34)3.2三菱PLC主机、变频器 (34)3.2.1 端子接线图 (35)3.2.2 三菱PLC控制原理图 (36)3.2.3 三菱I/O分配图 (37)3.2.4三菱变频器操作 (38)3.2.5 变频器操作面版说明 (39)3.2.6 参数设置方法 (40)3.2.7 三菱变频器参数设置 (41)3.3欧姆龙PLC主机、变频器 (42)3.3.1 端子接线图 (43)3.3.2 欧姆龙PLC控制原理图 (44)3.3.3 欧姆龙I/O分配图 (45)3.3.4 欧姆龙变频器操作 (46)3.3.5 欧姆龙变频器参数设置 (48)3.4西门子PLC主机、变频器 (49)3.4.1 端子接线图 (50)3.4.2 西门子PLC控制原理图 (51)3.4.3 西门子I/O分配图 (52)3.4.4 西门子变频器操作 (53)3.4.5 西门子变频器参数设置 (56)3.5松下PLC主机、变频器 (57)3.5.1 端子接线图 (58)3.5.2 松下PLC控制原理图 (59)3.5.3 松下I/O分配图 (60)3.5.4 松下变频器操作 (61)3.5.5 松下变频器参数设置 (64)附录A 装配图 (65)附录B 进线接线图 (71)第1章 亚龙YL-235A 型光机电一体化实训考核装置1.1 外观1.2 概述亚龙YL-235A 型光机电一体化实训考核装置由铝合金导轨式实训台、典型的机电一体化设备的机械部件、PLC 模块单元、触摸屏模块单元、变频器模块单元、按钮模块单元、电源模块单元、模拟生产设备实训模块、接线端子排和各种传感器等组成。
基于YL-235A实训设备物料分拣的几种方法
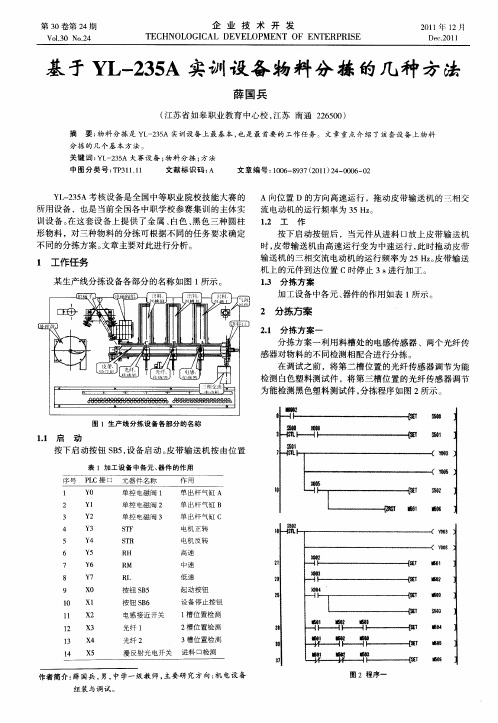
( 江苏省 如皋职业教育 中心校 , 江苏 南通 260 ) 2 50
摘 要: 物料 分拣 是 Y 一 3A 实训 设 备 上 最 基本 , 是 最 首要 的 工作 任 务 。 文 章 重 点 介 绍 了该 套 设 备 上 物 料 L 25 也
分拣 的几 个 基 本 方 法 。
关键 词 : L 2 5 Y 一 3 A大 赛设 备 ; 料 分拣 ; 法 物 方
所用 的时间 , 当物料被 拖动到槽 1 位置处时 , 如果 x 5常
闭触点在 1S内能够 闭合 ,则说 明物料 为黑色塑料测试 5
∞
件 , 5 3将被置位 ;如果 X M0 5能跟随物料运行 到槽 1 位 置, X 当 2动作 则物料 为金属件 , 5 1 M 0 将被置位 ; 如果 x 5 } — — — — ——— — — —— — —— — —∞t _ — — — —— —— — — —— —— — — — I c m Ⅲ ———————— 衄 ∞ ———————— * 能跟随物料运行到槽 1 位置 , 2不动作 则物料为 白色塑 抖 } , X 曲 l } ∞ m 如 1 # 卜嚣— L——伽 ’ 搠 1 料件 , 52将被置位 。 M0 目 ————|非———————一 一 I l _ 22 当检测 白色工件 的光纤传感器在槽 1 .2 . 位置时 叫 — — ——— —— —— ————— —— —— ——— — —— ——— —— — —— —— 伸 ≈ 此时调节料 口漫反射光 电传感器的检测距 离 ,使 漫 图 5程 序四 反射光 电传感器能检测 到槽 1 位置的金属测试件 ,不能 ( 下转第 9页)
参 考 文献 -
4 电子通信产品 E D防护的基本要求 S
① 在产 品的设计 阶段就应该考虑产品生产 中所运用 1 E D对 电子产 品的危害及 防静 电设计f1 J企业科技 . 电子元器件 的 E D防护能力 , S 企业单位最好是能有一个 … 郑泓.S 与发展 , 1 , 2. 2 0( ) 0 2 自己的 电子元器件 E D顺序表 。 S 敏感 的元器件是 E D防 S 2 电子通讯产 品的 E D防护设计 [. S J广东科技 , 0 , ] 2 8 0 护 的要 害 , 一个 注重 E D防护 的电子元器件 , 敏感元 [】李东奎. S 在 件较少的情况下 , 对设计研发者无疑会减轻压力 。 (2. 1)
机电一体化专业骨干教师培训资料

2010年嘉兴市机电一体化专业骨干教师暑期培训资料第一部分:YL-235A设备认识图1-1-1 YL235A光机电一体化培训装置实物图如图1-1-1所示,浙江亚龙公司YL-235A 型光机电一体化实训装置包含了机电一体化专业所涉及的诸如电机驱动、机械传动、气动、触摸屏控制、可编程控制器、传感器,变频调速等多项基础知识和专业知识,模拟了当前先进技术在企业中的实际应用。
1.物料传送机构图1-1-2 物料传送机构实物图物料传送机构用于将物料从储料盘中送到机械手下方,便于机械手的搬运。
该机构主要由放料转盘、可调节支架、直流电机、出料口传感器、物料检测支架构成,具体位置如图1-1-2所示。
2.气动机械手气动机械手用于将在物料支架平台上的物料搬运到皮带输送机上,其主要由摆动气缸、气动手爪、提升气缸、伸缩气缸、缓冲器、限位器、节流阀、磁性开关、左右限位传感器和安装支架等构成,具体位置如图1-1-3所示。
图1-1-3 气动机械手实物图1-摆动气缸 2-限位器 3-气动爪手 4-爪手闭合检测磁性开关 5-提升气缸 6-提升检测磁性开关 7-单向节流阀 8-伸缩气缸 9-伸缩检测磁性开关 10-左右限位传感器 11-缓冲器 12-安装支架3.皮带输送与物料分拣机构皮带输送与物料分拣机构用于对气动机械手搬运来的物料进行材质分拣并通过皮带输送机传送至指定滑槽前,再由推料气缸推入滑槽。
皮带输送与物料分拣机构主要由落料口、落料口物料检测传感器、皮带输送机、推料气缸、单向节流阀、磁性开关、光纤传感器、电感传感器、滑槽、三相异步电动机等构成,具体位置如图1-1-4所示。
4.电源模块单元电源模块单元用于整个实训装置的供电和漏电、短路保护,它主要由一个三相电源总开关(带漏电和短路保护),3个熔断器和2个单相电源插座构成。
单向电源插座用于向按钮模块单元和PLC 模块单元供电,电源模块上的5个安全插座可以向变频器模块单元供电。
5.按钮模块单元按钮模块单元用于向PLC 提供各种按钮输入信号,多种颜色的输出指示灯和蜂鸣报警信号,并通过内置的开关电源向实训装置中传感器、直流电机、电磁阀、PLC 提供24V 直流电源。
YL-235光机电一体化说明书

亚龙YL-235型光机电一体化实训考核装置实训指导书亚龙科技集团前言教育部为深入贯彻落实国务院召开的全国职业教育工作会议精神,推动中等职业学校教育教学改革,提高教育教学质量和办学效益,展示全国中等职业学校电工电子类专业的办学成果,交流新知识、新技术、新方法、新工艺在电工电子类专业教学中运用的经验,加强中等职业学校学生电工电子类专业技能训练,激励中职学校师生爱岗敬业、自强不息,根据教职成厅函[2007]4号文的精神,教育部与信息产业部决定共同举办2007'全国中等职业学校“亚龙杯”电工电子技术技能大赛。
亚龙科技集团为了配合此次大赛,特精心研制了亚龙YL-235型光机电一体化实训考核装置,供各校和大赛实训与考核使用。
* * * * * *亚龙YL-235型光机电一体化实训考核装置,由铝合金导轨实训平台、上料机构、搬运机械手、物料传送和分拣机构等部件组成,各个机构紧密相连,学生可以自由集成、组装和调试。
各种机械采用电控气阀—气缸驱动,物料采用电动机—传送机构(或传送带)输送。
检测采用磁性开关、光电开关、接近开关、行程开关等工业上常用的传感器发出检测信号。
控制采用可编程序控制器(PLC)和交流变频器以及配套的电气控制线路。
其中包括:动作指令、自动检测、动作控制、显示和报警。
以上内容包含了机电一体化专业所涉及的基础知识和专业知识,包括了基本的机电技能要求,也体现了当前先进技术的应用。
YL-235型光机电一体化实训考核装置为学生提供了一个典型的、可进行综合训练的工程环境,为学生构建了一个可充分发挥学生潜能和创造力的实践平台。
在此平台上可实现知识的实际应用、技能的综合训练和实践动手能力的客观考核。
本实训指导书主要阐述YL-235型光机电一体实训考核装置的基本结构、工作原理、工作过程和典型产品(PLC和变频器)的使用说明。
期望读者能对照实物,搞清它们的基本结构、动作流程、控制方式和工作原理,能顺利完成考核要求。
(完整版)机械手+物料分拣完整版课程设计
目录1、前言 (2)2、课题内容简介 (3)3、实训器材 (3)4、整机工作原理 (4)5、整机工作流程 (5)6、课题要求 (5)4.1、初始状态 (6)4.2、启动 (6)4.3、送料 (6)4.4、机械手搬送工件………………………………………………..6.4.5、工件分拣 (6)4.6、设备停止………………………………………………………..6..5、工件分拣的意外情况处理……………………………………………7.6、进行工件传送分拣的皮带输送机 (7)6.1、物料分拣传送带 (7)6.2、机械手搬运机构 (8)6.3、变频器参数 (9)7、三菱变频器参数设置方法 (10)8、I/O分配表……………………………………………………………11.9、I/O分配图 (12)10、端子接线图 (13)11、状态转移图 (14)12、梯形图 (15)13、结束语 (22)14、参考文献 (23)前言作为自动化专业的学生,PLC是我们最基础的专业课。
众所周知,PLC 自从问世以来就在自动控制各个行业发挥着难以取代的核心控制作用。
PLC运行可靠,适用于各种恶劣的工业环境,PLC和工控机(IPC)相比,其运行可靠、可扩展性好、便于电气连接、控制更专业,但是工控机良好的人机界面,方便高级语言都是PLC所不能比拟的。
组态软件在很多场合应用于控制,可整个控制的中心往往还是PLC,组态软件(上位机)所起的控制作用很小。
人机界面一般用于简单的动作控制,工艺参数的编制,配方的设定等等,虽然在概念上属于控制范畴,但它并未真正起到核心控制作用,因为真正长期的自动运行控制是由PLC完成。
我们不经常使用工控机作为核心控制部分的原因有两点:第一,工控机不适于在很恶略的环境下运行;第二,工控机经常采用的Windows系统并不能够让人放心,其长期运行效果并不好。
尽管PLC、IPC在自动化控制中扮演不同角色,在许多运行连续时间较短,环境相对比较好的地方,人们还是希望使用IPC进行核心控制。
YL235A型光机电设备的组装与调试
输入地址
输出地址
输出元件
M0
Y0
旋转气缸右旋电磁阀YV1
M1
Y1
X0
Y2
旋转气缸左旋电磁阀YV2
X1
Y3
直流减速电动机M
X2
Y4
气动手爪夹紧电磁阀YV3
X3
Y5
气动手爪放松电磁阀YV4
X4
Y6
提升气缸下降电磁阀YV5
X5
Y7
提升气缸上升电磁阀YV6
X6
Y10
伸缩气缸伸出电磁阀YV7
X7
Y11
伸缩气缸缩回电磁阀YV8
PPT文档演模板
•上一页
•下一页
•结束放映
YL235A型光机电设备的组装与调试
任务二 设备组装
• 本设备是由机械手搬运装置、传送及分拣装置组成。安装时, 要求物料转盘、出料口、机械手及传送带落料口之间衔接准确, 安装尺寸误差要小,以保证送料机构平稳送料、机械手准确抓 料和放料。
PPT文档演模板
•上一页
PPT文档演模板
•上一页
•下一页
•结束放映
YL235A型光机电设备的组装与调试
• 二、控制要求:
• 2、送料功能:设备启动后,送料机构开始检测物ห้องสมุดไป่ตู้料支架上的物料,警示灯绿灯闪烁。若无物料, PLC便启动送料电动机工作,驱动页扇旋转,物 料在页扇推挤下,从放料转盘中移至出料口。当 物料检测传感器检测到物料时,电动机停止旋转。 若送料电动机运行15S后,物料检测传感器仍未 检测到物料,则说明料盘内已无物料,此时机构 停止工作并报警,警示灯红灯闪烁。
PPT文档演模板
•观看仿真动画
•上一页
•下一页
•结束放映
亚龙YL-235A型光机电一体化实训生产线

亚龙YL-235A型光机电一体化实训生产线一、设计与任务要求亚龙YL-235A型光机电一体化实训生产线亚龙YL-235A型光机电- -体化实训装置,由铝合金导轨式实训台、典型的机电一体化设备的机械部件、PLC 模块单元、触摸屏模块单元、变频器模块单元、按钮模块单元、电源模块单元、模拟生产设备实训模块、接线端子排和各种传感器等组成。
整体结构采用开放式和拆装式,实训装置用于机械部件组装,可根据现有的机械部件组装生产实训设备,也可添加机械部件组装其他生产实训设备,使整个装置能够灵活的按教学要求组装成具有模拟生产功能的机电一体化设备。
本次实训项目主要包含了机电一体化专业学习中所涉及的诸如电机驱动、机械传动、气动、触摸屏控制、可编程控制器、传感器,变频调速等多项技术,为学生提供了一个典型的综合实训环境,使学生对过去学过的诸多单科的专业和基础知识,在这里能得到全面的认识与巩固、综合的训练和守际运用。
控制要求在触摸屏上按启动按扭后,装置进行复位过程,当装置复位到位后,由PLC 启动送料电机驱动放料盘旋转,物料由送料盘滑到物料检测位置,物料检测光电传感器开始检测;如果送料电机运行若干秒钟后,物料检测光电传感器仍未检测到物料,则说明送料机构已经无物料,这时要停机并报警;当物料检测光电传感器检测到有物料,将给PLC发出信号,由PLC驱动上料单向电磁阀上料,机械手臂伸出手爪下降抓物,然后手爪提升臂缩回,手臂向右旋转到右限位,手臂伸出,手爪下降将物料放到传送带上,落料口的物料检测传感器检测到物料后启动传送带输送物料,同时机械手按原来位置返回进行下一个流程;传感器则根据物料的材料特性、颜色特性进行辨别,分别由PLC控制相应电磁阀使气缸动作,对物料进行分拣。
二、方案设计与论证总体设计方案(1)完成自动检测技术使用实训气动技术应用。
(2)完成可编程控制器编程。
(3)完成电气控制电路。
(4)完成变频器应用。
(5)完成自动控制技术教学与实训机械系统安装和调试实训系统维护与故障检测。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
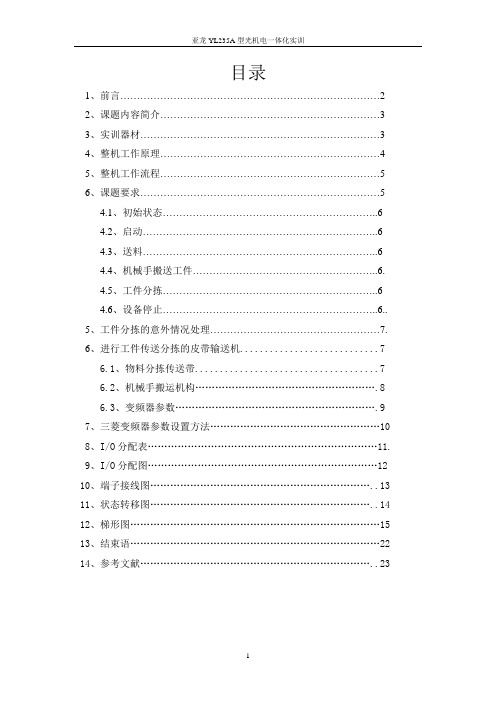
图1 机械部件、元件和器件组装位置俯视图
出料导槽Ⅰ 出料导槽Ⅱ 出料导槽Ⅲ
推料气缸Ⅲ
推料气缸Ⅱ
推料气缸Ⅰ
电感传感器 白色传感器 黑色传感器 光电传感器Ⅱ
光电传感器Ⅰ
进料口
200 160
160
机械手
机械手右限止位置
机械手左限止位置
A
B
C
D
E
警示灯组
气源
1. 组装该设备
设备的机械部件、相关元件和器件在铝合金台面上安装位置的俯视图如图1所示,组装完成后的照片如图2所示。
2.根据控制要求,画出PLC 的I/O 端子分配图、变频器回路电路图,并根据设备的生产功能连接该设备的电路。
3.根据设备对的气动元件的动作要求和控制要求、连接气路。
4.根据该设备正常生产的动作要求和特殊情况下的动作要求,编写PLC 的控制程序和设置变频器的参数。
5.调试机械部件、检测元件的位置和编写的PLC 控制程序,满足设
备的生产和控制要求。
如上图所示:
三个推料位置,从左往右,检测物件的传感器分别是位置1金属检测传感器;
位置2光纤一(调至检测白色塑料物)金属物也可以被检测到
位置3光纤二(调至检测黑色塑料物)金属和白色塑料也可以被检测到
方式一:金属在位置1推出,白色塑料在位置2推出,黑色塑料在位置3推出
模拟过载,蜂鸣器报警,取消过载后,需重新按下启动按钮你,将物料当废品在位置3推出;
方式二:第一个金属在位置1停3s,位置2停3s,在位置3停3s,返回位置1推出,其余金属在位置3推出;
第一个白色塑料在位置2停3s,在位置3停3s,返回位置1推出,其余白色塑料在位置3推出;
所有黑色塑料都在位置3推出。
方式2出现过载时蜂鸣器报警,取消过载后,将物料当废品在位置3推出。
具有掉电保护的功能。
掉电后,待重新上电时,继续掉电前的工步继续运行。
单周期运行要求:按下停止按钮后,传送带不会立即停,等物料在传送带上推出后再停。
调试时,增加一个总停止的复位开关I2.7,当开关接通时,所有元件复位,有利于程序调试。
图2 设备组装后的照片。