油料挤压膨化机的结构改造设计
挤压膨化技术及设备介绍

挤压膨化技术的发展历史一、行业发展自从 1856 年美国沃德申请了第一份有关膨化的专利以来,许多发达国家对挤压膨化相关的设备和工艺相继作了广泛研究,挤压膨化技术在工业中的应用越来越受到青睐。
挤压膨化技术应用于饲料工业起始于五十年代的美国,主要用于加工宠物饲料,对动物饲料进行预处理以改进消化性和适口性及生产反刍动物蛋白补充料的尿素饲料。
到了八十年代,挤压技术已经成为国外发展速度最快的饲料加工新技术,它在加工特种动物饲料、水产饲料、早期断奶仔猪料及饲料资源开发等方面具有传统加工方法无可比拟的优点。
膨化技术在我国的应用最早使用于正大集团所属的饲料加工企业,经过近十几年的宣传推广,膨化料的优越性已被广大的养殖企业所接受,膨化机生产技术也逐步走向成熟。
如果按照产业的发展阶段(导入期、发展期、高峰期、衰落期)分析,我国膨化机的生产及膨化机的应用目前处于发展期,预计 3 - 5 年将进入高峰期。
二、膨化机(一)、膨化机的基本组成膨化机主要由动力传动装置、喂料装置、预调质器、挤压部件及出料切割装置等组成。
挤压部件是核心部件,由螺杆、外筒及模头组成。
一般按外筒内螺杆的数量将挤压机分为单螺杆挤压机和双螺杆挤压机。
由于双螺杆挤压机的投资大,除生产某些特种饲料外较少使用。
目前,在饲料行业应用最广泛的是单螺杆挤压机,具有投资少、操作简单的优点。
根据在膨化过程中是否向物料中加蒸汽,挤压机又可分为干法膨化机和湿法膨化机。
干法膨化机依靠机械摩擦和挤压对物料进行加压加温处理,这种方法适用于含水和油脂较多的原料的加工,如全脂大豆的膨化。
对于其他含水和油脂较少的物料,在挤压膨化过程中需加入蒸气或水,常采用湿法膨化机。
挤压机膛一般是组装成的,便于所需要配置件的更换及保养。
机膛节段有直沟型和螺旋沟型。
直沟型有剪切、搅拌作用,一般位于挤压机膛中段;螺旋沟型有助于推进物料,通常位于进料口部位,靠近模板的节段也设计成螺旋沟,使模板压力和出料保持均匀。
挤压膨化食品生产资料

— 必须考虑原料挤压特性及价格; — 必须考虑目标消费人群 — 必须考虑产品的储藏及运输条件
7.操作参数对早餐谷物产品特性的影响
Ø加水量 Ø进料量 Ø螺杆转速 Ø腔体温度
4
Extrusioncooking
a cooking and forming process, which bases in general on 4 parameters:
Coating Systems (喷涂系统)
What is coating?
Coating is the general term for: Dredging Coating with sugar, chocolate or starch derivates.
Batch process in drageé spheres or drums.
3.挤压膨化技术的应用
u 小吃食品和休闲食品
u 早餐谷物食品
u 通心面类食品(挤压温度50℃,螺杆转速80rpm,排气)
u 速溶粉末婴幼儿食品
u 变性淀粉和变性谷物粉
u 面包片
u 速溶茶
大豆组织蛋白 u
(原料水分43%,低于60℃/低于60℃/低于180℃/低于180℃)
u 饲料生产
u 糖果与巧克力
ŸStarch: Gelatinisation Degradation
ŸProtein: Texturisation Denaturation
ŸFat: Reaction Encapsulation Complexation
ŸSugar: Melting Reaction with proteins Caramelisation
油料的预处理—油料的挤压膨化(油脂制取技术课件)
2、棉籽生坯膨化浸出工艺过程: 棉坯→调质→膨化→干燥→冷却→浸出 生坯厚度0.2~0.3mm,入机水分6-8%,出机水分10-12%。 3、米糠膨化浸出工艺过程: 干法膨化:米糠→膨化→冷却→浸出 湿法膨化:米糠→调质膨化→干燥→冷却→浸出
四、影响油料挤压膨化效果的因素
1、物料的性能 含水量:塑性,黏性——12-16% 温度 2、挤压膨化机的结构及操作 压缩比:挤压膛内 挤压膨化机出料结构 主轴转速 进料操作
表 膨化豆胚浸出与大豆生胚浸出磷脂变化的比较
毛油含 磷量
(mg/Kg)
脱胶油含 磷量
(mg/Kg)
磷脂丙酮 不溶物
(%)
磷脂成分(%) (丙酮不溶物基础上)
卵磷 脑磷 肌醇磷
脂脂
脂
生胚浸出 工艺
840
184Βιβλιοθήκη 65.8 34.19 18.07 19.97
膨化浸出 工艺
985
67
74.3 39.78 12.36 19.95
2、对油料生胚的膨化,一般都需要在挤压膨化之前 对其进行水分和温度的调节。
3、而从膨化机排出的膨化料粒温度和湿度都较高, 且显得松软易碎,必需经过干燥和冷却才能使其温度、 水分和硬度符合溶剂浸出取油的要求。
1、大豆生坯浸出膨化工艺过程 豆坯→调质→膨化→干燥→冷却→浸出
大豆生坯膨化进出工艺条件
豆坯厚度:0.35~0.45mm 入机温度:60~65℃ ;入机水分:10~11% 出机温度:105~110℃;初级水分:12~13%入浸温度: 50~55℃ ;入浸水分:8-10%
模块六 油料的挤压膨化
油料挤压膨化是利用挤压膨化设备将经 过破碎、压坯或整粒油料转变成多孔的 膨化料粒的过程。
理工设计

毕业设计开题报告(理工类)设计题目挤压膨化机部分配件及控制系统的设计学生姓名王伟学号1011034013 专业农业机械化及其自动化一、课题的目的意义:挤压机挤压加工极大地改善了谷物食品的加工工艺,缩短了工艺流程,降低了产品的生产费用,减少了占地面积,大大降低了劳动强度。
课题的主要目的是:对食品挤压机的电气控制系统进行设计。
包括挤压机温度控制,喂料、切断电机的调速控制等。
食品加工业的高速发展及人们生活水平的提高,暗示了将来食品的发展趋势。
即当今食品市场大量需求的是低热量、低脂肪、低胆固醇、低盐、高纤维的崭新食品。
据调查,食品中市场上最有前景的小吃和谷类早餐是通过挤压机制造的。
J.M.Haper先生(1981)明确了单螺杆挤压机的加工特点,深入分析了单螺杆挤压机的结构特点,指出它在食品加工中具有广阔的应用前景。
二、资料调研分析:1.国外现状三、设计方案的可行性分析和预期目标:四、所需要的仪器设备、材料:1.主要仪器设备2.主要的参考文献[1]方承远主编。
工厂电气控制技术。
机械工业出版社。
2003年1说第2版[2]杨宝清编著。
现代传感器技术基础。
中国铁道出版社。
2001[3]秦曾煌主编。
电子技术。
高等教育出版社。
1999[4]方承运,王炳勋编。
电气控制原理与设计。
银川:宁夏人民出版社,1989 田瑞廷主编。
常用可编程序控制器编程器及编程软件使用手册。
北京:机械工业出版社,1994[5]王兆义编著。
小型可编程序控制器实用技术。
北京:机械工业出版社,1999[7]J.L.Kokini.Food Exturusion Science and Technology.New York:Marcel Dekker,Inc.,1992[8]N.D.Frame.The Technology of Extrusion Cooking.London:Blackie Academic&Professional,1994[9]R.Jowitt.Extursion Cooking Tecknoligy.London:Elsevier Applied Sxience Pub.,1984[10]J.L.White.Twin Screw Extrusion Technology and Principles.New York:Hanser,199五、课题分阶段进度计划:序号起止日期工作内容阶段成果第1—2周收集资料翻,译下达毕业设计任务书第3周写开题报告第4—5 周熟悉挤压机挤压加工工艺流程,画出控制流程图第6—7周熟悉温度控制的方式,元件选型第8—11周设计电气原理图、接线图、元件位置图第12-13周接线,实验第14-15毕业论文的写作周第16周毕业答辩指导教师意见:签字:200 年月日。
油料挤压膨化机

YPHD系列油料挤压膨化机研制及应用料挤压膨化机是应用于植物油料油脂生产工艺中的新型设备。
YPHD系列油料挤压膨化机的设备型号多、规格齐全、对油料适应性强,单机用于大豆料胚产量200~1500吨/日、米糠100~400吨/日、菜籽和棉籽100~600吨/日,其中的YPHD35型用于大豆膨化单机产量达1600吨/日以上,为目前国内设备之最大。
YPHD系列油料挤压膨化机在设备结构上采用国际上最先进的、在此之前国内同类设备从未采用的液压锥形塞出料结构、闭壁和开槽壁灵活组装互换机壳结构、变频喂料螺旋输送机和可调栅板底结构的膨化料气流干燥冷却器辅助设备,使设备结构更加科学合理,应用于油脂生产的工艺效果显著,填补了国产膨化机液压锥形塞出料结构方面的空白。
膨化料的结构性能较油料生胚和其他膨化设备的工艺性能更好,产品(油脂和粕)质量和产品得率提高,工艺技术指标好:粕残油≤1%,溶剂损耗≤2Kg/吨料,蒸汽消耗≤300Kg/吨料,电耗≤20KWH/吨料;设备和工艺投资仅为进口设备投资的1/4。
近年,我国油脂工业蓬勃发展,油料加工量逐年迅猛增加,大型新油厂建设和老油厂技术改造及扩大生产规模,对先进的大型化油料膨化设备和膨化浸出工艺的需求迫切且需求潜力巨大。
YPHD系列油料膨化设备和膨化工艺的研究成功,在我国油脂工业有很好的应用推广前景,对我国油脂工业的发展和技术水平提高将起到很好的促进作用,产生显著的经济效益和社会效益:1、提高油脂生产企业的经济效益-作为油脂生产企业,选用先进的系列大型国产化油料膨化设备和膨化浸出工艺,可以大幅度降低建设投资(较进口设备和生产线的投资1/4左右),降低生产过程中的能量消耗,由于建设投资减少以及固定资产投资利息、设备折旧费用、生产成本降低等使得生产效益提高,建设投资回收期缩短。
由于油料生产的产品质量提高,使产品更具有市场竞争能力,可以为企业创造可观的经济效益。
目前,该项目研制的系列大型油料挤压膨化机及工艺已在20多个油脂企业推广应用,销售数量达30多台;2、为油脂设备制造企业带来可观的经济效益-作为设备制造厂,抓住油脂生产企业对系列大型化油料膨化设备和膨化浸出工艺迫切需求的有利时机,生产系列的、大型的、先进的油料膨化设备,将会获得巨大的经济效益;3、社会效益-该项目的研究成功,可以国产设备代替进口设备,为国家节省大量的外汇,为企业节约大量的建设投资;该项目的研究成功,为油料膨化浸出生产的理论研究、工艺技术的研究以及更大规模膨化设备的研制都提供了很好的经验,对促进我国油脂工业发展和技术水平提高都具有重要意义;该项目符合国家农副产品精深加工的产业政策,采用该设备和技术进行油料加工提高了油料加工附加值和经济效益,对促进农业持续发展具有重要意义。
饲料螺旋挤压膨化机关键部件的设计

的配 置可 以生 产 出种 类 繁 多 的 膨化 产 品 。为 此 , 就 螺 旋 的设 计 进 行 了探 讨 , 从 物 料 特 性 与 机 械结 构 相 结 合 的角 度 分 析 了膨 化 机 的设 计 过 程 , 主 要从 含 水 率 等 物料 特性 、 传动系统 、 螺 旋 配置 、 压缩 比 、 模 板 与 切 刀 等 方 面 展 开 阐
述。
关键 词 :饲料 ;膨化机 ;螺旋 ;物料特性
中图分类号 :¥ 8 1 7 . 1 2 文献标 识码 :A 文章编号 :1 0 0 3 — 1 8 8 X( 2 0 1 4) O 4 — 0 1 1 3 一 O 4
0 引 言
用 于饲 料 领 域 的挤 压 膨化 机 发展 于 2 O世 纪 5 O年 代 。一 直 以来 , 通用 、 高效 、 柔 性 的 膨 化 机 是 饲 料 行 业
b y z k b@ 1 63 . ( 2 o m。
式中
G 一产 量 ( k g / h ) ;
一
通 讯 作 者 :吴 德 胜 ( 1 9 6 3 一) , 北 京人 , 研 究员 , 硕 士生导 师 , ( E —m a i l )
G=6 0×V×n×r x f ( 1 )
为 物 料 加入 了热 量 , 加 快 了其 温 升 。湿 式 膨 化 主要 用
收 稿 日期 :2 0 1 3 — 0 4— 1 4
基金项 目:“ 十二五” 农村领域 国家科技计 划项 目( 2 0 1 1 B A D 2 0 B 0 4 ) 作 者简介 :朱 斌 ( 1 9 8 5一) , 男, 江 西上饶 人 , 硕士研 究 生 , ( E— ma i l )
1 设 计 依 据
1 . 1 Βιβλιοθήκη 化 类 型 挤压膨化机依据所处理 的物料水分高低 ( 即带不
膨化机总体设计

膨化机总体设计Experimental Study on Extruding Crop Straw by Screw ExtruderAbstract:A kind of small-size single-screw extruder with self-heating was used in this study. Screw pitch, spray nozzle clearance, chopped straw moisture content and straw size were different factors. Tnfluence law of processingproperty(extruding pressure, production efficiency, output per kw/h) was obtained by a series of single factor and general rotatory combination design of four factors for experiment.The optimal combination of main parameters was gained by optimization method.With the help of electron microscope, it was found that the microstructure of corn stalk and bean stalk was changed after extruding as compared with that without extrusion. Therefore, the theory on extruding processing of the crop straw was studied. It was proved that the tissue structure of the straw can be changed by extruding process through the analy-sis of the nutrition composition. The feasibility rate and digestive rate for crop straw were improved.Key words: crop straw;screw extrusion; extruding experiment; extruding theory螺杆挤压膨化机加⼯农作物秸秆的试验研究摘要: 利⽤⼩型⾃热式单螺杆挤压膨化机对农作物秸秆进⾏膨化加⼯试验。
饲料挤压膨化技术
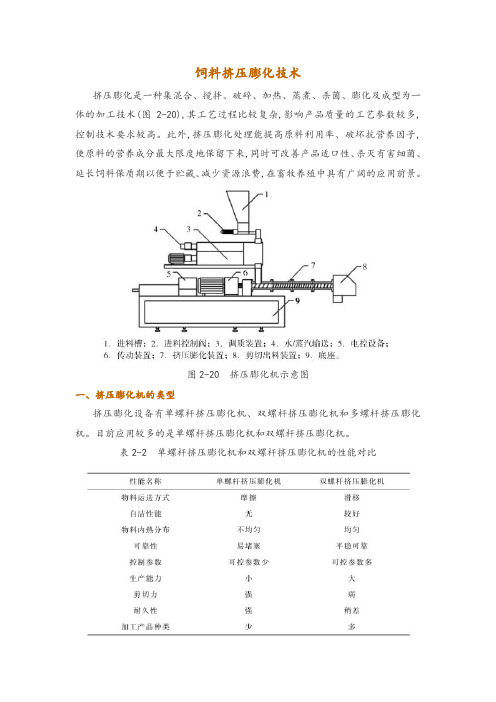
饲料挤压膨化技术挤压膨化是一种集混合、搅拌、破碎、加热、蒸煮、杀菌、膨化及成型为一体的加工技术(图2-20),其工艺过程比较复杂,影响产品质量的工艺参数较多,控制技术要求较高。
此外,挤压膨化处理能提高原料利用率、破坏抗营养因子,使原料的营养成分最大限度地保留下来,同时可改善产品适口性、杀灭有害细菌、延长饲料保质期以便于贮藏、减少资源浪费,在畜牧养殖中具有广阔的应用前景。
图2-20 挤压膨化机示意图一、挤压膨化机的类型挤压膨化设备有单螺杆挤压膨化机、双螺杆挤压膨化机和多螺杆挤压膨化机。
目前应用较多的是单螺杆挤压膨化机和双螺杆挤压膨化机。
表2-2 单螺杆挤压膨化机和双螺杆挤压膨化机的性能对比单螺杆挤压膨化机虽然生产成本低、能耗较低,但是工艺参数较难控制,人工操作较多,生产能力较低,且机器不容易清洗,产品形态较差,对原料要求高,主要用于淀粉含量较高的物料,不适用于油料作物。
双螺杆挤压膨化机以其性能佳、效率高、成本低、产品质量好和适用范围广而广泛应用于食品与饲料行业。
双螺杆挤压膨化机中有两根螺杆可以加工出饲料、食品领域的高级别膨化产品,内部两根螺杆旋转方向可以同时正转或反转,相比单螺杆挤压膨化机,双螺杆挤压膨化机具有更好的混合能力并且利用率更高。
一般而言,饲料原料加工主要以谷类为主,单螺杆挤压膨化机在挤压过程中,有可能会发生由于压力作用不能均匀分配所导致的错误,而使用双螺杆挤压膨化机就可以在一定程度上减少这种压力不能均匀分配的问题,而且也避免了由于单螺杆挤压膨化机所带来的无法精确剪切的问题。
二、挤压膨化过程中物料原料的结构变化饲料原料在挤压机中的螺杆作用下,经高温、高压及剪切多单元复合操作处理,由粉末变为糊状,蛋白质发生变性,其他营养物质也发生改变。
饲料原料被喷出的瞬间,由于压强瞬间降低,水分迅速气化,胶状原料中水蒸气逸出形成微孔并迅速冷却定型,原料膨化过程结束。
挤压膨化可通过改变物料原料的角蛋白空间结构,提高动物消化吸收率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
e r e a ‘ 口 a, o o a 1 口 S t r V
, , ,
粮 。 油 装 ’ 。 备。 一。 与 自 。’ 动 。 控 制 ’
油料 挤 压 膨 化 机 的 结构 改 造 设 计
目前 市面 上膨 化承座 内设 有储 油腔 , 注入 一定 量 的润滑 油后 , 轴承 的 底部 齿 面浸没 在润 滑 油 内 , 通 过 轴 承 转 动产 生 的 离 心率 以实现轴 承润 滑 , 但 在轴 承 高速运 转情 况下 , 由
Ab s t r a c t :The s t r uc t ur e o pt i mi z at i o n de s i gn of b e a r i n g c h oc k a nd s t e a m s ys t e m a c c or d i ng t o
Ke y wo r d s:e xp a nd i ng ma c h i ne;be a r i ng c ho c k;c i r c ul a t i on c o ol i n g;s t e a m s ys t e m
油 料挤 压膨 化机 是油料 挤压 膨化 浸 出技术 中 的
最 主要关 键 设备之 一 , 它适 用 于 各 种 油料 及 预 榨 饼
于轴 承座 内 的储 油腔 容量 小 , 储 油 量不 多 , 导 致 油温 上 升快 , 冷 却效果 较 差 , 如 图 1所示 。
l 2
浸 出前 的预 处理 , 可使 得后 续制 油生产 工 艺 中 , 溶剂
结构 做 了一 些探 讨 性 的 改进 , 希 望 能 对 今 后膨 化 机
的研 究有所 帮 助 。
1 现 有 结 构存 在 的 问题
1 . 1 轴 承 座
注 :1 . 润滑 油液 位计 ; 2 . 轴 承 座 ;3 . 轴承 座托 架 。
图 1 改 造 前膨 化 机 油 箱 结 构
收 稿 日期 : 2 0 1 4— 1 2— 2 6
1 . 2 蒸 汽 系 统
蒸 汽是膨 化机 腔体 内物料调 质 时水分 和热 量 的
来源 , 因此蒸 汽量 的控 制很 关键 , 将 直接影 响 物料 膨
化 的效果 。现有膨 化 机 的蒸 汽 系 统 , 只 设 有 调质 腔
体 内蒸 汽系 统 , 直 接 采 用 蒸 汽分 配 器 向调 质 腔体 内
喷 射蒸 汽 。在调试 过程 中 , 蒸 汽量 的控 制 很 难把 握
基 金 项 目:科 研 院 所 技 术 开 发 研 究 专 项 ( 项 目编号:
2 01 2 EG1 2 7 2 3 0) 。
到位 , 当膨化 机 腔体 内温度 过 高时 , 腔体 内表 面物 料
容易 产生烧 焦 现象 。此外 , 在 运行 初期 , 当物料进 入
V o 1 . 2 2 , 2 0 1 5 , N o . 1
内容 易堵 塞 的缺 陷 。 同 时 , 增 设 了夹 套 层冷 凝 水 回 收 系统 , 当蒸 汽通入 夹 套层后 , 只要存 在温 差都 会产 生一 定 的冷凝 水 , 冷 凝 水 的存 在 会 直 接 影 响蒸 汽 的
L u Li l i ,C h e n J u n q i a n g,W a n g S h i b i n,J i Bi n g
Wu x i COF CO En g i n e e r i n g & Te c h n o l o g y C o . ,L t d .( wu x i 2 1 4 0 3 5 )
渗 入 油料细 胞 和油 脂从 细胞 中浸 出 的更 为 容 易 , 从
而 提 高浸 出 和脱 溶 效 率 , 是油 厂提高产量 、 降 低 消
耗、 改 善产 品 品质 的重 要 手 段[ 1 ] 。 本 文 主 要 是 针 对
现有 膨化机 在使 用 过程 中 的缺 陷 , 对 膨 化 机 的部 分
作 者 简介 : 陆俐 俐 , 女, 1 9 8 0年 出 生 , X - 程 师, 主 要 从 事 粮 油
机 械 设 备 的研 究 与 开 发 。
7 2
腔体 内时 腔体 还处 于 常 温状 态 , 而物 料 经 过 前 道 工
■食与食 品工业
C e r e a z a d F o o d I n d r
t he p r ob l e ms e xi s t i ng du r i ng p r a c t i c a l o pe r a t i o n o f oi l s e e d e xp a n di n g ma c hi n e we r e di s c u s s e d .
中 图分类 号 : TS 2 2 3
文献 标识 码 : B
文章 编号 : 1 6 7 2—5 0 2 6 ( 2 0 1 5 ) 0 1 —0 7 2 —0 2
S t r u c t u r e o pt i mi z a t i o n d e s i g n o f o i l s e e d e x p a n di n g ma c h i ne
陆俐 俐 , 陈俊 强 , 王世 宾 , 季 冰 无锡 中粮 工程科 技 有 限公 司 ( 无锡 摘 2 1 4 0 3 5 )
要: 本文 主要是 针 对油料 挤压 膨化机 在 实际运行过 程 中所存 在 的 问题 , 探 讨 了对膨 化机 的
轴 承 箱 及 蒸 汽 系统 在 结 构 方 面 的 改 进 设 计 。 关键 词 : 膨化机 ; 轴 承座 ; 循 环 冷却 ; 蒸 汽 系统