金刚石研磨膏型号及其规格
研磨、抛光工具及化工耗材

NEW 2冷却润滑剂防锈剂金属喷剂清洗剂69金刚石和立方氮化硼砂轮和磨头60砂轮修整器单粒金刚石修整器多粒金刚石修整器61金刚石锉金刚石针锉62金刚石切割片63油石油石条手磨油石69砂轮可视平磨机69珩磨工具69螺纹紧固胶粘结剂和打包带标记笔6960/1金刚石工具,陶瓷研磨材料,打磨抛光工具,化工产品/ Diamond tools,ceramic grinding tools,honing tools, chemical products60/260/260/361/061/261/362/162/262/263/163/163/169/069/469/669/869/969/969/1269/1269/1369/2269/249/2469/2669/69/2969/32●由于金刚石颗粒无比坚硬,因此它是用于加工硬质材料和脆性材料不可缺少的磨料。
●金刚石磨具适合磨削或切割全硬质合金或镶有硬质合金的刀具,如车刀、铣刀、钻头和铰刀等。
●金刚石磨具适用于湿磨或干磨,湿磨效果更好,金刚石磨具可用软钢玉块清洁和修磨。
●立方氮化硼结晶颗粒象金刚石颗粒一样,可以进行相应的金属连接和树脂粘接。
●立方氮化硼磨具主要用于磨削加工各种高速钢,轴承钢,表面硬化钢(HRC>50),特殊合金等。
●立方氮化硼磨具适用于湿磨和干磨加工,湿磨加工时不能用纯水,最好使用磨削油或油水乳化液(1:50)。
油中必须加入EP(高压)添加剂。
●金刚石/氮化硼刀具的切削速度与粘合剂有关树脂粘合剂(B)-干磨=14-18 m/s,湿磨=18-28 m/s。
金属粘合剂(M)-干磨=8-12 m/s,湿磨=12-20 m/s。
●金刚石和氮化硼层的特性:决定于其①粒度大小,②密度,③粘结剂及其硬度。
①粒度对照表:金刚石粒度欧洲研磨产品标准氮化硼粒度欧洲研磨产品标准公称网孔尺寸符合标准DIN 848/ISO 6106μm美国标准ASTME-E 11-70粒度窄范围宽范围窄范围宽范围窄范围宽范围D 1181D 11821180/100016/1816/20D 10011000/85018/20D 851D 852850/71020/2520/30D 711710/60025/30D 601D 602600/50030/3530/40D 501500/42535/40D 426D 427B 426B 427425/35540/4540/50D 356 B 356355/30045/50D 301D 252B 301B 252300/25050/60D 251 B 251250/21260/70D 213 B 213212/18070/80D 181 B 181180/15080/100D 151 B 151150/125100/120D 126 B 126125/106120/140D 107 B 107106/90140/170D 91 B 9190/75170/200D 76 B 7675/63200/230D 64 B 6463/53230/270D 54 B 5453/45270/325D 46 B 4645/38325/400②密度(颗粒量)金刚石砂轮:电镀结合方式,金刚石的密度是按照国际标准C100=4.4 克拉/cm3给定的。
金相试样实验报告
篇一:金相试样制备试验报告金相试样的制备一、实验目的(1)了解金相显微试样制备原理,熟悉金相显微试样的制备过程。
(2)初步掌握金相显微试样的制备方法。
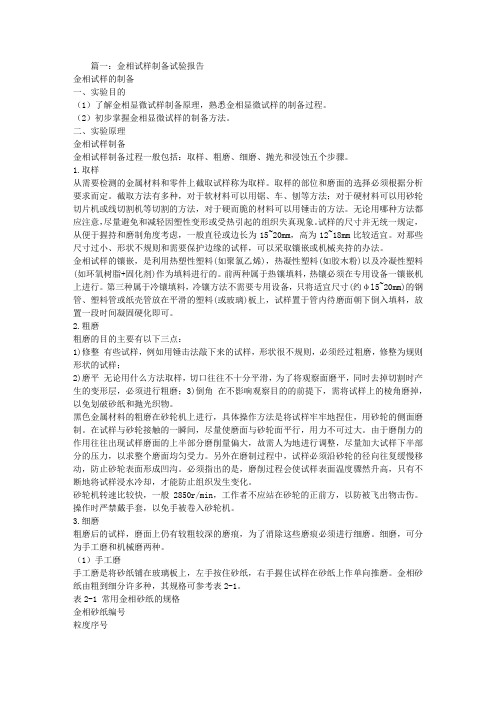
二、实验原理金相试样制备金相试样制备过程一般包括:取样、粗磨、细磨、抛光和浸蚀五个步骤。
1.取样从需要检测的金属材料和零件上截取试样称为取样。
取样的部位和磨面的选择必须根据分析要求而定。
截取方法有多种,对于软材料可以用锯、车、刨等方法;对于硬材料可以用砂轮切片机或线切割机等切割的方法,对于硬而脆的材料可以用锤击的方法。
无论用哪种方法都应注意,尽量避免和减轻因塑性变形或受热引起的组织失真现象。
试样的尺寸并无统一规定,从便于握持和磨制角度考虑,一般直径或边长为15~20mm,高为12~18mm比较适宜。
对那些尺寸过小、形状不规则和需要保护边缘的试样,可以采取镶嵌或机械夹持的办法。
金相试样的镶嵌,是利用热塑性塑料(如聚氯乙烯),热凝性塑料(如胶木粉)以及冷凝性塑料(如环氧树脂+固化剂)作为填料进行的。
前两种属于热镶填料,热镶必须在专用设备一镶嵌机上进行。
第三种属于冷镶填料,冷镶方法不需要专用设备,只将适宜尺寸(约φl5~20mm)的钢管、塑料管或纸壳管放在平滑的塑料(或玻璃)板上,试样置于管内待磨面朝下倒入填料,放置一段时间凝固硬化即可。
2.粗磨粗磨的目的主要有以下三点:1)修整有些试样,例如用锤击法敲下来的试样,形状很不规则,必须经过粗磨,修整为规则形状的试样;2)磨平无论用什么方法取样,切口往往不十分平滑,为了将观察面磨平,同时去掉切割时产生的变形层,必须进行粗磨;3)倒角在不影响观察目的的前提下,需将试样上的棱角磨掉,以免划破砂纸和抛光织物。
黑色金属材料的粗磨在砂轮机上进行,具体操作方法是将试样牢牢地捏住,用砂轮的侧面磨制。
在试样与砂轮接触的一瞬间,尽量使磨面与砂轮面平行,用力不可过大。
由于磨削力的作用往往出现试样磨面的上半部分磨削量偏大,故需人为地进行调整,尽量加大试样下半部分的压力,以求整个磨面均匀受力。
金刚石砂轮规格型号标准
金刚石砂轮规格型号标准在金属加工和磨削工业中,金刚石砂轮是一种重要的磨料工具。
其硬度高、耐磨损性强、切削速度快,常用于磨削高硬度材料,如各类合金、陶瓷和玻璃等。
金刚石砂轮的规格型号标准是确保其质量和性能的重要指标,本文将介绍金刚石砂轮的规格型号标准,帮助读者更好地选择和使用金刚石砂轮。
一、金刚石砂轮的规格金刚石砂轮的规格通常由直径、厚度和孔径三个参数来标识。
其中,直径是指砂轮工作面的直径,厚度是指砂轮的厚度,孔径则是指砂轮中心的孔的直径,这个孔用来安装在磨床的主轴上。
金刚石砂轮的直径一般有100mm、150mm、200mm等多种规格可选,厚度也有不同的选择范围,如20mm、25mm、30mm等。
孔径的大小通常与磨床的主轴相匹配,是便于砂轮的安装和固定。
二、金刚石砂轮的型号根据金刚石砂轮的具体用途和性能要求,还需要选择合适的砂轮型号。
常见的金刚石砂轮型号有1A1、11A2、6A2、12A2等,每个型号都有不同的特点和适用范围。
1. 1A1型金刚石砂轮1A1型金刚石砂轮是一种平面砂轮,其主要用于对各种材料的平面磨削。
该型号的砂轮结构紧密,磨削效率高,表面加工质量好。
适用于磨削硬度高的合金材料、陶瓷和石材等。
2. 11A2型金刚石砂轮11A2型金刚石砂轮是一种碟形砂轮,其特点是具有较大的孔径,用来进行内圆磨削。
该型号的砂轮适用于对轴承外圈、油封等零件进行磨削。
3. 6A2型金刚石砂轮6A2型金刚石砂轮是一种碟形砂轮,适用于刃磨刀具和切削工具。
该型号的砂轮具有较大的厚度,磨削时稳定性好,适用于对较大尺寸的工具进行磨削。
4. 12A2型金刚石砂轮12A2型金刚石砂轮是一种碟形砂轮,适用于刃磨锥形刀具和大尺寸的平刀。
该型号的砂轮具有大孔径,适用于磨削直径较大的工具。
除了以上几种常见的型号外,金刚石砂轮还有其他的型号,如1V1、12V9、14A1等。
不同的型号适用于不同的磨削任务和材料。
三、金刚石砂轮的标准1. GB/T 6409.1-2002《磨料砂轮特种砂轮》是中国国家标准中关于金刚石砂轮的规格型号标准。
油石

油石oilstone油砥石(アブラトイシ)用磨料和结合剂等制成的条状固结磨具。
油石在使用时通常要加油润滑,故名。
油石一般用于手工修磨刀具和零件,也可装夹在机床上进行珩磨和超精加工。
油石有人造的和天然的两类,人造油石由于所用磨料不同有两种结构类型。
①用刚玉或碳化硅磨料和结合剂制成的无基体的油石,按其横断面形状可分为正方形、长方形、三角形、刀形(楔形)、圆形和半圆形油石等;②用金刚石或立方氮化硼磨料和结合剂制成的有基体的油石,有长方形、三角形和弧形油石等。
天然油石是选用质地细腻又具有研磨和抛光能力的天然石英岩加工成的,适用于精密机械、钟表和工具等制造行业中的手工精密修磨。
油石一般有六种:绿碳化硅的、白刚玉的、棕刚玉的、碳化硼的、红宝石的(又名烧结刚玉)和天然玉的。
碳化硼油石:粒度在400至1000之间,粒度越小越粗糙,磨削量越大,用于半成刀具的磨削,而其本身硬度强,特别耐磨,油石不易出划横天然玉油石:是油石中粒度最细的一种,只是用于抛光,几乎没有磨削量;在油石上涂上W0.5的金刚石研磨膏后,能把刀的表面磨成镜面红宝石油石:介于碳化硼和天然玉之间,粒度在100 0至2000之间,主要用于开刃,刃口锋利,加上W0.5的金刚石研磨膏也能达到镜面的效果,另外,关于金刚石研磨膏,粒度从W40到W0.5,W40最粗,磨削量大,W 0.50最细,用于抛光,而且不退火,再硬的刀也能研磨。
使用方法:把粗的W40的研磨膏涂在碳化硼油石上,可以加快加大磨削量,不退火。
然后,要把刀上的粗的研磨膏清洗干净后,再使用W0.5的研磨膏,涂再红宝石或者天然玉上,用于抛光,抛出来的效果就是镜面了。
绿碳化硅的、白刚玉的、棕刚玉的这三种油石硬度不够,再加上粒度有点粗,容易把刀磨出划横,而且另外三种油石在抛光、磨削时不会退火。
粒度大于1000的就没有什么区别了,主要决定于用的研磨膏了,把W1.5的研磨高涂再1000目的红宝石上,它的研磨效果就是W1.5的研磨高的效果,即2500粒度的油石效果。
金刚石研磨膏 成分

金刚石研磨膏成分
金刚石研磨膏通常由以下成分组成:金刚石微粉、石蜡、矿物油、蜡质、氧化铝等。
其中,金刚石微粉是研磨膏的主要成分,它具有硬度高、耐磨性好的特点,可以用于加工、抛光各类材料。
石蜡和矿物油是研磨膏的支持剂,可以使金刚石微粉均匀地分散在膏体中,还具有润滑和保护作用。
蜡质和氧化铝是用于调节研磨膏的黏度和流动性,使其更易于使用。
金刚石研磨膏的成分因厂家和产品不同而有所区别,但以上成分是最常见的。
- 1 -。
研磨膏抛光使用方法
研磨膏抛光使用方法研磨膏抛光使用方法如下:1、对丙烯硝酸基涂膜,需先用粗粒度或中等粒度的机器用研磨膏进行粗研磨,当表面出现光泽的时候就需要换用其他的细粒度研磨膏使整体效果光泽达到最佳。
2、出现研磨痕一般的消除办法,一般可以换用羊毛毡垫和液体状超细微粒的研磨膏来达到完全消除磨痕的目的。
3、在抛光的过程中,在很多的角落之处是抛光机无法做到的,手工抛光需要保证达到整体统一的效果就需要使用到研磨超细微粒的研磨膏来提高车身表面的光洁度。
4、对聚氨酯涂膜而言一般是不需要做抛光处理的,就已经很光亮了,但是如果涂膜的表面在处理不当的情况下是表面附有粉尘和小颗粒,而影响美观,是质量变差,就需要进行局部或者是整体的修补工作,使用极细的研磨膏来进行处理,之后用海绵毡垫和超细微粒的研磨膏偶来达到表面光洁的效果,完成局部的修饰工作。
5、金刚石研磨膏,粒度从W40到W0.5,W40最粗,磨削量大,W0.50最细,用于抛光,而且不退火,再硬的刀也能研磨。
使用方法:把粗的W40的研磨膏涂在碳化硼油石上,可以加快加大磨削量,不退火。
然后,要把刀上的粗的研磨膏清洗干净后,再使用W0.5的研磨膏,涂再红宝石或者天然玉上,用于抛光,抛出来的效果就是镜面了。
6、将研磨膏直接涂在抛光布上,还有的人是涂在手指上后在涂到试样上。
先用抛光轮连接杆,拧在羊毛抛光轮中间.把抛光轮连接杆另一头夹在电磨固定好.电磨调到中速,把羊毛抛光轮在研磨膏上打磨下,变红就可以进行抛光了。
7、根据工件的材质和加工光洁度的要求选用适当的研磨装置和研磨膏。
使用研磨膏时用水或甘油进行稀释,其比例按生产需要,一般为水:膏=1:1。
稀释时应不断搅拌,缓慢地加入水或甘油,小心结块,若结块可热搅拌至80即自然消失。
金刚石砂轮规格型号标准
金刚石砂轮规格型号标准
金刚石砂轮的规格型号标准通常由以下七个部分组成:
1. 砂轮直径(D):表示砂轮的直径大小,单位通常为毫米(mm)。
2. 砂轮厚度(T):表示砂轮的厚度大小,单位通常为毫米(mm)。
3. 砂轮孔径(H):表示砂轮内孔的直径大小,单位通常为毫
米(mm)。
4. 砂轮结构(B):表示刃磨颗粒的密度和排列方式,常见的
结构有单层结构(D)和多层结构(M)。
5. 砂轮结合剂(X):表示刃磨颗粒与结合剂之间的软硬程度,常见的结合剂有陶瓷结合剂(C、B)和树脂结合剂(R、MB)等。
6. 砂轮颗粒大小(W):表示刃磨颗粒大小的标准,常见的颗粒大小有粗糙号(24、36、46)和细糙号(80、120、240)等。
7. 砂轮标识符(V):表示砂轮特殊用途或其他特殊需求,如
砂轮用途(P表示平面磨削、C表示中心孔磨削等)或砂轮材
质(SD表示金刚石,CBN表示立方氮化硼)等。
因此,一个典型的金刚石砂轮规格型号标准可以表示为:
D*T*H-BX*WX-V,其中X、W和V可选。
具体的规格型号标准可能会有所差异,根据不同的应用场景和需求,可能会有一些额外的规格参数。
研磨膏怎么区分粗细【详解】
研磨膏是由研磨粉,棍合脂肪、油酸和凡士林等组成,油酸是一种粘性较大,氧化作用较强的液体,它可加快研磨过程,缩短研磨时间。
研磨膏分类:1、按颗粒大小分为粗粒度、中粒度、细粒度三类。
2、按功效分为强力研磨膏、中切研磨膏、微切型的研磨膏三类。
3、按黏度分为膏状研磨膏、液体状研磨膏两类。
4、按工作进行方式分为手工研磨膏、机器研磨膏两类。
研磨膏粗细粒度范围:1、粗磨100#-150#;2、精磨240#320#;3、抛光600#--1000#;4、镜面2000#--8000#制作研磨膏时,首先要确定其用途,并分清粗研,半精研,精研或光研等,以及了解工件材料的软硬,同时还视气温情况来配制研磨膏,在冬天用,夏天用或春秋天用,在这些条件下,就能确定需要配制研磨膏的粗、细、磨粒的品种,膏的成份,软硬等特性。
配制研磨膏前要检查搅拌棒及熔器是否清洁,熔器内有无残存的研磨膏及其他物质。
助配制混合脂肪按比例称出所需的硬脂酸、柏子油和蜂蜡。
将柏子油加热到100oC或熔化为止,然后过滤。
将过滤好的柏子油和硬脂酸及蜂蜡一起加热至100oC或熔化为止,然后用真空泵过滤,次数进行1-2次(用上等医用棉花迭成几层,放到漏斗里,把熔化的棍合脂肪倒入早已准备好的非常清洁的容器里。
必须注意温度,防止在过滤中冷凝。
过滤后,让混合脂肪慢慢冷却,凝结成固体。
用刀将混合脂肪切成块状,便于使用。
扩展资料:研磨膏常用类型:刚玉类研磨膏——主要用于钢铁件研磨;碳化硅、碳化硼类研磨膏——主要用于硬质合金、玻璃、陶瓷和半导体等研磨;氧化铬类研磨膏——主要用于精细抛光或非金属类的研磨;金刚石类研磨膏——主要用于钨钢模具、光学模具、注塑模具等研磨抛光;金相分析实验过程中的研磨抛光,牙科材料(义齿)研磨抛光,牙科材料(义齿)研磨抛光,硬质合金等高硬度材料的研磨。
金刚石研磨膏 用途
金刚石研磨膏用途
金刚石研磨膏主要应用在以下几个方面:
1.研磨硬脆材料:金刚石研磨膏由金刚石微粉磨料和膏状结合剂制成,主要用于研磨硬脆材料,如玻璃、陶瓷、石材等,以获得高表面光洁度。
2.抛光:使用金刚石研磨膏进行抛光的主要对象是对工件表面进行多余疵点的去除和对工件表面的镜面抛光。
能使研磨抛光磨料与工件在研磨抛光过程中阻止或减少它们相互之间的碰击,避免划伤。
3.表面处理:金刚石研磨膏可用于表面处理,如金属、玻璃、陶瓷等材料的表面加工,提高其平滑度和光泽度。
4.精密加工:在精密加工领域,金刚石研磨膏可用于加工高精度零件,如钟表、光学仪器等,以获得所需的尺寸和形状。
5.实验研究:金刚石研磨膏在实验研究中也有广泛应用,例如在材料科学、物理和化学等领域的研究中,可用于制备高纯度材料和特定表面结构。
总之,金刚石研磨膏是一种广泛应用于研磨和抛光领域的材料,具有高硬度、高耐磨性和高精度的特点,能够达到理想的表面光洁度和加工效果。
金刚石相关标准
标准号
注:显示为红色的标准表示已作废
标准名称
国外标准检索结果
标准号 ANSI B74.23-2002 ANSI B74.3-2003 中文标准名称 金刚石立方体氮化硼磨料的相对晶体强度的测量 金刚石或CBN磨料制品形状和尺寸规格 动态信息 查看 | 预订 查看 | 预订 查看 | 预订 查看 | 预订 查看 | 预订 查看 | 预订 查看 | 预订 查看 | 预订 查看 | 预订 查看 | 预订 查看 | 预订 查看 | 预订 查看 | 预订 查看 | 预订 查看 | 预订 查看 | 预订 查看 | 预订 查看 | 预订 查看 | 预订 查看 | 预订
粉末冶金天然金刚石修整片 金刚石修整滚轮 安装轴径 电镀金刚石铰刀 天然金刚石 加工非金属硬脆材料用节块式金刚石 圆锯片 金刚石玻璃磨边轮 加工非金属硬脆材料用节块式金刚石框架锯条 人造金刚石薄壁钻头 金刚石烧结体磨耗比测定仪检定规程 金刚石复合片取心钻头 金刚石复合片不取心钻头 煤田钻探金刚石取心钻头 煤矿用金刚石复合片锚杆钻头 金刚石玻璃刀 金刚石圆镜机 金刚石拉丝模 金刚石钻头及金刚石取心钻头 牙科学 金刚石旋转器械 第1部分:尺寸、要求 、标记和包装 牙科学 金刚石旋转器械 第3部分:颗粒尺寸、 命名和颜色代码 金刚石钻探单动双层岩心管结构型式和基本参 数 地质钻探金刚石钻头 地质钻探金刚石扩孔器 金刚石框架锯条
JB/T 10723-2007 JB/T 10724-2007 JB/T 10725-2007 JB/T 10986-2010 JB/T 10987-2010 JB/T 11114-2010 JB/T 3233-2012 JB/T 3234-2012 JB/T 3235-1999 JB/T 3236-2007 JB/T 3583-2006 JB/T 3943.2-1999 JB/T 5205-2007 JB/T 5823-1991 JB/T 6084-2007 JB/T 6571-1993 JB/T 6998-2010 JB/T 7425-2012 JB/T 7989-2012 JB/T 7990-2012 JB/T 8000-2012 JB/T 8002-2012 JB/T 8374-2012
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
金刚石研磨膏型号及其规格(天然)
型号(M) 粒度尺寸(微米) 颜色标志 加工后可达光洁度(级) 金刚石含量(克拉)
M40 40 ~ 28 淡黄 9 - 10 1.5
M28 28 ~ 20 灰 9 - 10 1.5
M20 20 ~ 1 深兰 9- 10 1.5
M14 14 ~10 绿 10 - 11 1.5
M10 10 ~ 7 洋兰 10 - 11 1.5
M7 7 ~ 5 玫红 11 - 12 1.25
M5 5 ~3.5 桔黄 11 - 12 1.25
M3.5 3.5 ~ 2.5 珠红 12 - 13 1
M2.5 2.5 ~ 1.5 铁锈红 12 - 13 1
M1.5 1.5 ~ 1.0 紫 12 - 13 0.5
M1.0 1.0 ~ 0.5 桔红 12 - 14 0.5
M0.5 < 0.5 兰灰 13 - 14 1
金刚石研磨膏型号及其规格(人造))
型号(W) 粒度尺寸(微米) 颜色标志 加工后可达光洁度(级) 金刚石含量(克拉)
W40 40 ~ 28 淡黄 9 - 10 1.5
W28 28 ~ 20 灰 9 - 10 1.5
W20 20 ~ 16 深兰 9 - 10 1.5
W16 16 ~10 青莲 10 - 11 1.5
W10 10 ~ 7 洋兰 10 - 11 1.5
W7 7 ~ 5 玫红 10 - 11 1.25
W5 5 ~3 桔黄 11 - 12 1.25
W3 3 ~ 1 草绿 11 - 12 1
W1 1 ~ 0.5 桔红 12 - 13 0.5
W0.5 < 0.5 兰灰 13 - 14 1
研磨膏规格及适用加工表面粗糙度对照表:(其中天然用M作代号,人造用W作代号)