泰州热流道生产商更具优势的内部加热热流道喷嘴
有关热流道中的热喷嘴
有关热流道中的热喷嘴
热喷嘴是热流道的重要组成部分,anole热喷嘴分为两种,开放式热喷嘴和针阀式热喷嘴,其中开放式热喷嘴又分为两种,点浇口尖嘴和大水口喷嘴。
开放式的喷嘴由主体,加热圈,嘴尖嘴帽,不锈钢管和热电偶组成。
针阀式喷嘴由气缸,气缸盖,下盖,活塞,主浇口,阀针组成。
点浇口尖嘴和大水口喷嘴又可分为单点普通,单点普通大水口,和多点普通点浇口,多点普通大水口。
大水口也可叫大浇口。
点浇口尖嘴跟大水口喷嘴在组装时又分为两件套跟三件套,两件套的嘴尖均带螺纹,而三件套的不带螺纹。
热流道(一)热流道的发展过程注塑模热流道是通过加热的办法来保证...
热流道(一)热流道的发展过程注塑模热流道是通过加热的办法来保证流道和浇口的塑料保持熔融状态。
由于在流道附近或中心设有加热棒和加热圈,从注射机喷嘴出口到浇口的整个流道都处于高温状态,使流道中的塑料保持熔融,停机后一般不需要打开流道取出凝料,再开机时只需加热流道到所需的温度即可。
热流道技术的应用和推广是推动热塑性塑料注射成型向节能,低耗,高效方向发展的强劲动力。
本世纪1946年开始创用了热流道注塑成型法,使注塑成型能达到无流道冷凝,能自动化,质量稳定,生产效率高。
至80年代,几乎所有的塑料品种都能采用热流道技术成形。
这就大大降低了成形成本,并且也提高了塑件质量。
最初的热流道是一种把喷嘴延长以缩短主流道的形式。
其后又利用冷凝料的塑料表层有隔热作用的原理,发展成为绝热热流道,绝热喷嘴和井式喷嘴等形式,这些形式都尚存在一定的缺点。
同时对于某些易流延的塑料还不能适用。
后来由于微电子技术的进步,以及模具控温机的开发,给热流道的控温和模具的冷却以随心所欲的调制,使热流道有了很大的发展。
(二)热流道系统的技术优势发挥塑料注射模的热流道技术已越赖越广泛的被应用,累积起来的技术成果与日俱增。
为了学习掌握这门先进技术,需要正确认识热流道技术的优势,只有了解热流道的优势才能遏制次项技术的弊病。
1.技术优势:1)流道凝料不需要脱模。
整个注射过程可实现自动化。
2)对浇口系统统一精确的控制使得长流程流道成为可能;也保证了多型腔生产注塑件的一致性,提高了塑件的精度。
3)高温熔料的塑料物料,有利于压力传递,流道中的压力损失较小。
4)浇注系统可按流变学原理人工平衡;可以通过温度控制和可控喷嘴实现充模平衡;自然平衡的效果也很好。
5)与双分型面的三模板相比,流道更短。
6)保压时间更长且有效,可减少塑料制件的收缩率。
应用热流道技术明显的优点,是原材料损耗减少和易于实现注塑加工的自动化,某些大型的薄壁制件的注射,没有流道技术是困难的,甚至是不可能的。
热流道的优势与技术.AMT.
熱流道板的隔熱
目前在熱流道板周圍的模板和模塊中加水孔是為了將熱流道板 散出來的熱帶走, 一方面增加模具的冷凍功率,另一方面又增 加熱流道板的加熱功率,在節能的觀點上是兩面不討好的。 正 本清源之計在於隔絕熱流道板和其周圍的模板和模塊之間的熱 傳 – 主要是熱傳導(Thermal Conduction)和熱輻射(Thermal Radiation)。 熱傳導的減少可從熱流道板和其周圍的模板和模塊的銜接元件 (e.g. 熱嘴、分隔塊、螺釘等)著手,這些元件和熱流道板與其周 圍的模板和模塊的接觸面積在強度剛性符合要求的前題下應儘 量減少,而這些元件可以採用低熱傳導係數的材料。 熱輻射減少的空間較大,是可以特別著墨之處。 請參考後附圖 例 - 在熱流道板的周邊覆以鋁皮(Aluminum Sheet) 是可以採納的有效方法。
熱流道的技術
3. 避免劣解 (Degradation) 應從以下幾點的合理化著手: 1) 塑膠的乾燥、 2) 熔膠的停 留時間(Residence Time)、 3) 熔膠溫度、 4) 剪切速率(She ar Rate)。
42”電漿電視機前框 PC(GE LEXAN HF1110) 問題:黃化、熔接痕
28.48
27.52
流動平衡度 : 9.30/28.48=32.7%
流動平衡度 : 13.74/27.52=49.9%
13.74 9.30
澆口: 澆口: 0.45~0.62
澆口: 澆口: 0.61~0.62
如果將塑流簡化成恆溫(isothermal)、完全發展的層流(fully devel oped laminar flow)的冪律流體(power law fluid),當壓力降相同 時,通過直徑d1澆口的流量Q1與通過直徑d2澆口的流量Q2的比 可以下式表示:
热流道应用的优点

热流道模具的优点热流道是一种采用加热的方式使用于注射机喷嘴到模具型腔浇口间的整个流道中的塑料一直处于加热熔融状态,并在完成注射后只需取出产品而不产生浇道凝料的先进浇注注塑系统。
熔体需流经主射嘴、分流板、热咀,最终到达模具型腔。
所以在使用过程中保证熔体在主射嘴、分流板和热咀中一直保持熔融状态并且温度均衡。
现原材料性能的不断提高,塑模在模具中所占的比例日益增大,已被广泛应用于人们日常生活中,而热流道模具以其独到的优势得到了广泛的应用。
热流道产品具有如下优点:(1)缩短制件成型周期。
由于没有流道系统,塑件的冷却时间和模具的开模行程都可缩短,从而可以缩短成型周期。
2)扩大注塑成型工艺应用范围。
随着热流道技术的完善和发展,目前热流道模具不仅可以用于成型熔融温度范围较宽的塑料。
3)消除后续工序,有利于生产自动化。
制件经热流道模具成型后即为成品,无需修剪浇口及回收加工浇道凝料等工序,有利于生产自动化,大幅度提高生产效率。
4)提高产品质量,减少废品率。
在热流道模具成型过程中,熔体温度在流道系统内得到准确控制,熔体以均匀的状态流入各模腔,从而可以得到高品质的零件,而且用热流道成型的塑件浇口质量好,脱模后残余应力低,零件变形小。
市场上很多高质量的产品均采用热流道模具生产,如手机、打印机、笔记本电脑中的许无生产废料,这对于高价格塑料原料的应用来说,项目意义尤其重大。
多塑料零件等。
5)可以延长成型周期,有利于大型的模具在注塑过程中进行加热使熔体成形延长。
热流道系统,又称热浇道系统,主要由浇口司,分流板,温控箱组成。
我们常见的热流道系统有单点热浇口和多点热浇口二种形式。
单点热浇口是用单一热浇口套直接把熔融塑料射入型腔,它适用单一腔单一浇口的塑料模具;多点热浇口是通过热浇道板把熔融料分枝到各分热浇口套中再进入到型腔,它适用于单腔多点入料或多腔模具.热流道系统的优点:1)热喷嘴采用标准化、系列化设计,配有各种可供选择的喷嘴头,互换性好。
采用热流道的优点介绍
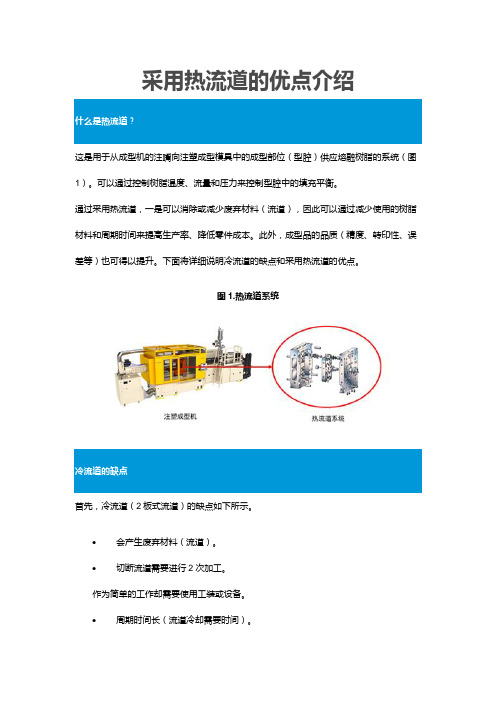
采用热流道的优点介绍这是用于从成型机的注嘴向注塑成型模具中的成型部位(型腔)供应熔融树脂的系统(图1)。
可以通过控制树脂温度、流量和压力来控制型腔中的填充平衡。
通过采用热流道,一是可以消除或减少废弃材料(流道),因此可以通过减少使用的树脂材料和周期时间来提高生产率、降低零件成本。
此外,成型品的品质(精度、转印性、误差等)也可得以提升。
下面将详细说明冷流道的缺点和采用热流道的优点。
图1.热流道系统冷流道的缺点首先,冷流道(2板式流道)的缺点如下所示。
•会产生废弃材料(流道)。
•切断流道需要进行2次加工。
作为简单的工作却需要使用工装或设备。
•周期时间长(流道冷却需要时间)。
•成型品精度(尺寸、误差等)低,转印性差。
例如一模64腔采用冷流道(图2)时,流道使用的树脂(红色部分,占总量的60%)全部报废,需要通过人工作业或自动设备将流道从产品上分离。
另外,由于流道部分的重量甚至比产品本身更重,因此流道的冷却需要更多时间,在此之前无法取出成型品,难以大幅降低运行成本。
此外,64个型腔中取出的产品质量可能会出现偏差。
图2.一模64腔冷流道型时(合计注塑重量320g)采用热流道的优点而采用热流道,可以消除冷流道的上述缺点。
A)通过排除废弃材料•可以减少树脂材料的用量。
•可以减少废弃前所需的堆放场地以及废弃费用。
•可完全消除为了再利用而进行粉碎处理时导致的异物混入以及因异物而导致的浇口堵塞。
B)通过自动切割浇口(通过分模)•无需进行浇口切割加工(二次加工)(浇口部分的质量也可稳定提高)。
•取出成型品后的产品对齐变得更容易。
C)通过消除冷流道•由于缩短了模具开闭时间、缩短了称重和注塑时间,而且流道部分不需要冷却,因此可以缩短成型周期时间(图3)。
图3.周期时间缩短D)通过在成型品部分附近进行树脂温度、流速和压力控制•可以减少型腔之间的差异,提高尺寸精度和转印性。
通过实现上述A)~D),可以降低不良率,提高生产效率和质量。
热流道的优点及常见问题
热流道的优点及常见问题热流道技术的优点1.节省塑料原料由于热流道无冷凝料。
或很小的冷料柄,基本上无冷流道浇口料不用回收,尤其是价格昂贵,不能用回料加工的塑料产品,可大大的节约成本。
应用热流道如果正常生产一般2-3个月,就可收回热流道成本。
2.提高产品质量与双分型面的三板模相比,热流道系统内的塑料溶体温度不易下降,保持恒湿,不需要像冷流道模具,以提高注射温度来补偿塑料溶体温度的下降,所以热流道内的塑料溶体更易流动,对于大型,薄壁,难以加工的塑料产品更易成型,脱模后产品残余应力低,产品变形小,热流道系统使浇口更小,选用针阀式热流道进浇点就只能看阀针痕。
3.提高生产率,实现自动化生产塑料产品经过热流道模具成型后,无需修建浇口,取冷凝料柄工序,有利于浇口与产品的自动分离,便于实现生产过程自动化,缩短塑料产品成形周期。
4.强化注射机功能热流道系统中塑料溶体有利于压力传递,流道中的压力损失较小,可大幅度降低注塑压力和锁模力,减小了注射和保压时间,在较小的注射机上更容易成型长流程的大尺寸塑性,可选择较小的注射机和减少注射机的费用,强化了注射机的功能,改善了注塑工艺。
5.提高产品一致性和平衡性6.热流道系统可按流变学原理人工平衡,通过温度控制和可控喷嘴实现充模平衡,自然平衡的效果也很好,对浇口的精确控制,保证多腔成型的一致性,提高了塑件的精度。
2温度控制器常见故障1 温度控制器显示不正常,显示“、HHH”,航空插头没有插好或热电偶线接触不良,或热电偶合断路。
显示“LLL”热电偶线反接。
2 温度控制器跳闸,一般是加热元件漏电或内部短路。
3 温度控制器温度显示已达上限,但温度还一直上升,加热器继续工作,故障一般由可控硅或固态继电器损坏引起。
1. Less plastic raw materialsAs the runner without condensing material. Or a small cold material handles, basically no gate cold runner material without recovery, in particular, is expensive, can not return material processing of plastic products, can be a big cost savings. If the normal production of hot runner applications usually 2-3 months, you can recover the cost of hot runner.2. Improve the product qualityParting with the two-mode three-panel, compared hot runner system plastic melt temperature drop is not easy to keep constant humidity, do not like the cold runner mold, to improve the injection of plastic melt temperature to compensate for the temperature dropped, so the hot runner plastic melt flow more easily, for large, thin, hard to process plastic products easier to shape, mold release, low residual stress after the product, product deformation is small, smaller gate hot runner system to choose the needle into the pour point of the hot runner valve needle marks can only look.3. Increased productivity, automated productionThrough the hot runner molding plastic products, the need to build the gate, take condensing material handles processes conducive to the automatic gate and product separation is easy to realize automation of production processes, shorten the plastic molding cycle.4. Strengthen the function Injection MachineHot runner system plastic melt pressure is conducive to transfer, flow pressure loss in the small can greatly reduce the injection pressure and clamping force, reducing the injection and holding pressure time, smaller injection molding machines on the long process easier The large size of the plastic, choose the smaller injection machine and reduce the cost of injection machines, injection machine features enhanced and improved injection molding process.5. Improve product consistency and balance6. Rheological principle of hot runner system can be manually balanced, controlled by temperature control and the filling nozzle to achieve a balance, the effect of the balance of nature is also very good, precise control of the gate, to ensure the consistency of multi-cavity molding, to improve the precision plastic parts.2 Temperature Controller Fault1 shows abnormal temperature controller, display ", HHH", Aviation plug not plugged in or thermocouple, poor contact, or the thermocouple circuit together. Display "LLL" reverse thermocouple wire.2 temperature controller trip, usually leakage or internal heating element circuit.3 temperature controllers have reached the maximum temperature display, but the temperature has been rising and the heater to work, failure generally silicon or damage caused by solid-state relays.。
【优文档】热流道注射成型的热流道喷嘴PPT
一、热流道喷嘴的种类与特点
➢ 分类:按成型时喷嘴关闭的性质不同,分为热力闭合喷嘴 与机械闭合喷嘴两类。
1、开式喷嘴
➢ 喷嘴注料口与模具 型腔直接相通,取件 时需要依靠注料口冻 结层将其封闭。
1、开式喷嘴 ➢ 特点: 1)塑件上会留有浇口凝料。
2)浇口尺寸相对较大,有较好的保压作用,内应力小。
3)不适用于易产生浇口拉丝的塑料。
4)直接浇口型开式喷嘴不会滞留熔体,最适用于热敏性 塑料和着色塑料的转换。
5)容易清洗,多用于加工回头料,可减小压力来防止拉 丝和流涎。
2、顶针式喷嘴
➢ 结构:也属于开式喷嘴的一类,其流道内带有加热鱼雷 顶针或热传导顶针,顶针一直延伸至浇口位置,不易出现 浇口堵塞现象。
结构:也属于开式喷嘴的一类,其流道内带有加热鱼雷顶针或热传导顶针,顶针一直延伸至浇口位置,不易出现浇口堵塞现象。
4、开关式喷嘴(阀式喷嘴)
➢结构:阀芯有圆柱形和圆锥形两种。圆锥阀芯关闭时能 形成无间隙配合,并具有自动对中功能。圆柱阀芯与浇口 为小间隙配合,磨损后间隙变大。
3、边缘式喷嘴
➢ 结构:仍属于开式 结构:仍属于开式喷嘴的一类,结构类似于侧面的顶针式喷嘴,主要用于塑料制品的侧面进料。 喷于主面嘴侧要进的面用料一的于。类顶塑,针料结式制构喷品类嘴的似,侧 结结分结5415一圆结一结一结喷53一44热一分454圆1一结)))))))) 、 ) 、 、构构类构、锥构、构、构嘴、流、类锥、构塑 塑不容容容容直开直开开: : : : 热 阀 : 热 : 热 : 注 热 道 热 : 阀 热 :件 件适易易易易接关接关关也也按也流芯仍流仍流仍料流注流按芯流仍上 上用清清清清浇式浇式式属属成属道关属道属道属口道射道成关道属会 会于洗 洗 洗 洗口喷口喷喷于于型于喷闭于喷于喷于与喷成喷型闭喷于留 留易,,,,型嘴型嘴嘴开开时开嘴时开嘴开嘴开模嘴型嘴时时嘴开有 有产多多多多开(开((式式喷式的能式的式的式具的的的喷能的式浇 浇生用用用用式阀式阀阀喷喷嘴喷种形喷种喷种喷型种热种嘴形种喷口 口浇于于于于喷式喷式式嘴嘴关嘴类成嘴类嘴类嘴腔类流类关成类嘴凝凝口加加加加嘴喷嘴喷喷的的闭的与无的与的与的直与道与闭无与的料 料拉工工工工不嘴不嘴嘴一一的一特间一特一特一接特喷特的间特一。 。丝回回回回会)会))类类性类点隙类点类点类相点嘴点性隙点类的头头头头滞滞,,质,配,,,通质配,1 塑料料料料留留其其不其合结结结,不合结料,,,,熔熔流流同流,构构构取同,构。可可可可体体道道,道并类类类件,并类减减减减,,内内分内具似似似时分具似小小小小最最带带为带有于于于需为有于压压压压适适有有热有自侧侧侧要热自侧力力力力用用加加力加动面面面依力动面来 来 来 来于于热热闭热对的的的靠闭对的防防防防热热鱼鱼合鱼中顶顶顶注合中顶止止止止敏敏雷雷喷雷功针针针料喷功针拉拉拉拉性性顶顶嘴顶能式式式口嘴能式丝丝丝丝塑塑针针与针。喷喷喷冻与。喷和和和和料料或或机或嘴嘴嘴结机嘴流流流流和和热热械热,,,层械,涎涎涎涎着着传传闭传主主主将闭主。。。。色色导导合导要要要其合要塑塑顶顶喷顶用用用封喷用料料针针嘴针于于于闭嘴于的的,,两,塑塑塑。两塑转转顶顶类顶料料料类料换换针针。针制制制。制。。一一一品品品品直直直的的的的延延延侧侧侧侧伸伸伸面面面面至至至进进进进浇浇浇料料料料口口口。。。。位 位 位置置置,,,不不不易易易出出出现现现浇浇浇口口口堵堵堵塞塞塞现现现象象象。。。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
内部加热流道喷嘴与传统的外部加热流道喷嘴相比具有可节省生产成本等优势,因此非常值得加工商使用。
——热恒热流道
任何设计、建造、运行或维修注塑模具的人都知道对热量分布曲线进行最佳控制的重要性,这是为了减少由于喷嘴泄漏或成型较差的部件而引起的材料浪费和停机维护。
因此,消除过热和泄漏的风险是需要大家共同实现的目标。
另外,考虑将内部加热的热流道喷嘴或注塑机喷嘴纳入模具设计或生产过程中,并与消除过热、泄漏风险相结合,十分具有经济意义。
因为这会为加工商节省很多金钱。
采用内部加热喷嘴的经济性体现在它们可实现100%地密封,由此塑料原料不能泄漏出去而损坏料道或喷嘴附近的电线。
而采用传统的外部加热喷嘴,泄漏和系统损坏则时常发生。
例如,如果一个外部加热喷嘴在热流道系统中发生泄漏,通常泄漏的塑料会沿着料道电线流动并将其淹没,造成所有的喷嘴和料道混乱不堪。
如果整个加热系统受到影响,那就意味着需要进行昂贵的维修。
内部加热热流道喷嘴泄漏时不会损坏模具;而外部加热热流道喷嘴一旦泄漏,即引起塑料流入并淹没模具的料道。
此外,在使用内部加热喷嘴的热流道系统中,所需的备品备件很少,因为喷嘴不会发生泄漏。
在这方面有一个很好的例子:一家生产瓶盖和瓶塞的大型跨国OEM厂商使用200多个内部加热多腔热流道系统已达14年以上,因为该公司亲身体会到了使用内部加热喷嘴的好处——无需备件库存。
这是真正的节省。
(咨询网站:)
由于热流道系统通常在模具整体成本中占据很大一部分,因此一些人仅强调系统的保修,但不考虑烧断频率或其他造成停机检修的问题,而停机的代价实际是很高的。
利用内部加热热流道喷嘴可减轻加工商的压力,因为与传统的外部加热系统相比,它们几乎不会出现故障。
它们就像加工商为停机和更换零部件购买的一份保单。
在大多数情况下,内部加热热流道喷嘴可以加装在现有的热流道系统中。
还应当指出的是,它们与提供同样的功能、可在市场上买到的热半模匹配得很好。
内部的差异
对于外部加热喷嘴来说,其加热系统的敏感部件——例如热电偶、加热线圈及套管等,均位于喷嘴体的外部。
当线圈受热时,它会膨胀,造成自身与喷嘴体之间有一个间隙,使其不能均匀地接触喷嘴体。
基于这一原因,线圈必须在较高的温度下进行加热,以能够适当地加热塑料。
这样不仅有加热不均匀的风险,而且较高的温度也意味着具有过热和烧坏线圈(加热器失效)的风险。
相比之下,采用内部加热喷嘴就不会具有这些风险。
由于电热丝周围的绝热空间达到最大密度的压缩,因而消除了电阻丝和喷嘴孔周围的任何空隙(隔绝了空气)。
由于喷嘴内的加热
器是喷嘴体的一个组成部分,因此,该加热器耐燃烧,并有助于更有效地加热。
这是怎样做到的呢?基于高度密实的绝热体,加热器元件能够得到冷却,即加热器通电时,表面电阻丝产生的热量可被转移。
这不仅使得系统运行更有效,也有助于延长加热器的使用寿命。
使用内部加热喷嘴的另一个明显的好处是热电偶的位置。
由于热电偶和加热元件的位置更接近喷嘴底部的浇口,使得它们的传热温度更加精确,继而获得更好的热分布曲线和更可控的熔体温度,从而获得更好的成型部件质量。
采用外部加热喷嘴,虽然喷嘴可以被适当加热,但是因为热电偶远离浇口而存在喷嘴尖部得不到加热的风险;同时,外部线圈的温度分布曲线也缺乏一致性。
当然,如果外部加热喷嘴上的加热线圈烧坏了,可以方便地进行更换,而不用从注塑机中卸下模具——只要没有泄漏发生。
采用内部加热喷嘴虽不能做到这一点,但是很明显,加热元件烧坏的机率很小,从而弱化了内部加热喷嘴这方面的不足,并且像其他系统一样,喷嘴尖部和密封件在注塑机中可以得到更换。
内部加热的机器喷嘴
除了内部加热的热流道喷嘴,市场上还有其他的具有类似独特性能的产品可以获得,即内部加热的注塑机喷嘴。
整个装置是完全密封的。
由于加热器和可更换的内部热电偶正好位于喷嘴尖部的背后,因此可以确保准确的熔体温度读数。
两个内部加热注塑机喷嘴
易于维护
通常,使用内部加热的热流道喷嘴时,很少需要更换零部件,即使个别时候热电偶出现故障,也可以在保持加热元件完好的情况下对其进行快速而容易的更换,从而节省了时间和成本。
这对于一些款式的外部加热喷嘴来说是不可能实现的,它们通常需要更换整个线圈。
总结
对于注塑加工商而言,无论是期望降低成本、减少材料浪费以及缩短停机时间,还是为了生产更优质的零部件,内部加热的热流道喷嘴和注塑机喷嘴都为其提供了理想的解决方案。